螺栓扭矩及预紧力
拧紧力矩与预紧力

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
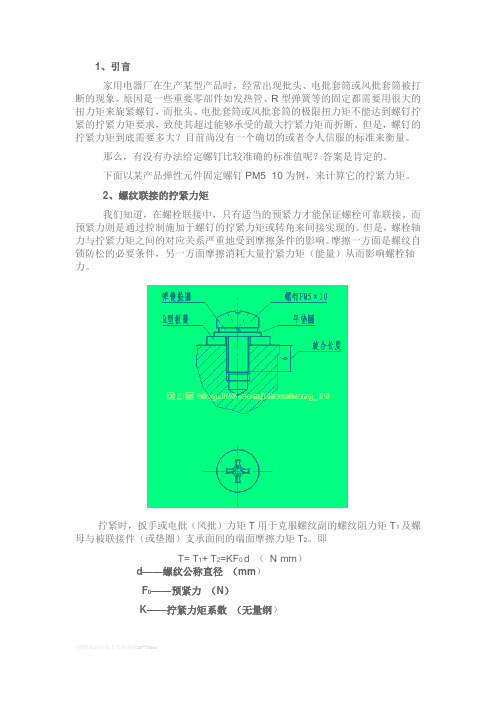
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
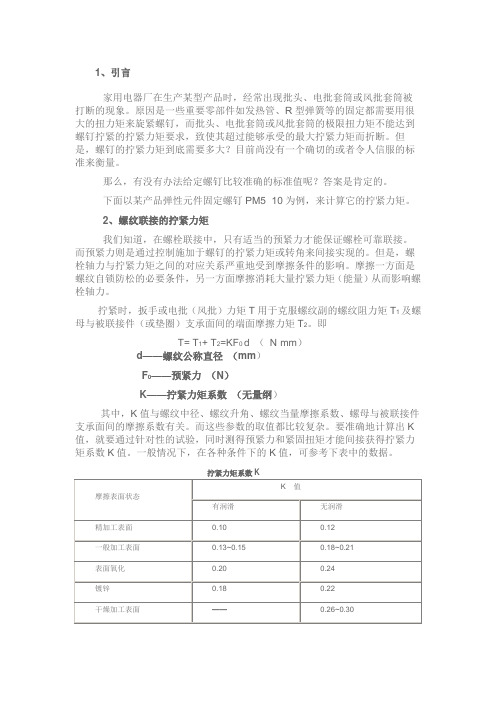
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
螺栓标准扭矩及预紧力
螺栓标准扭矩及预紧力螺栓是机械装置中常见的连接元件,其使用的扭矩和预紧力对于连接的可靠性和安全性至关重要。
本文将介绍螺栓标准扭矩及预紧力的相关知识,帮助读者更好地了解和应用螺栓连接技术。
螺栓标准扭矩。
螺栓标准扭矩是指在螺栓连接中,需要施加的扭矩大小。
扭矩的大小直接影响到螺栓的紧固力,过小会导致螺栓松动,过大则可能导致螺栓断裂。
螺栓标准扭矩的确定需要考虑到螺栓的材料、直径、螺纹类型等因素,一般可以通过螺栓制造商提供的标准表格或计算公式来确定。
螺栓预紧力。
螺栓预紧力是指在螺栓连接中,由扭矩产生的拉力。
预紧力的大小直接影响到螺栓连接的紧固性能,过小会导致松动,过大则可能导致螺栓和螺母的损坏。
螺栓预紧力的计算需要考虑到螺栓材料的弹性模量、螺纹摩擦系数、螺栓直径等因素,一般可以通过标准公式或专业软件进行计算。
螺栓标准扭矩和预紧力的关系。
螺栓标准扭矩和预紧力之间存在着密切的关系。
一般情况下,螺栓标准扭矩越大,产生的预紧力也越大。
因此,在实际应用中,需要根据设计要求和实际情况来确定螺栓的标准扭矩,以达到所需的预紧力。
螺栓标准扭矩及预紧力的影响因素。
螺栓标准扭矩和预紧力的大小受到多种因素的影响,主要包括螺栓材料、螺栓直径、螺纹类型、螺栓表面状态、螺栓和螺母的摩擦系数等。
在实际应用中,需要综合考虑这些因素,选择合适的螺栓标准扭矩和预紧力,以确保螺栓连接的可靠性和安全性。
结语。
螺栓标准扭矩及预紧力是螺栓连接中非常重要的参数,直接影响到连接的可靠性和安全性。
正确地确定螺栓标准扭矩和预紧力,对于提高螺栓连接的性能至关重要。
希望本文能够帮助读者更好地理解和应用螺栓连接技术,确保螺栓连接的可靠性和安全性。
螺栓扭矩预紧力对照表

螺栓扭矩预紧力对照表
当向下旋紧螺栓时,会产生轴向作用力,拉伸螺栓的同时,压
紧连接部件。
然而,扭矩(Torsion)中只有很少一部分用于预紧螺栓,大部分都在克服旋转摩擦时被抵消掉。
摩擦力如何影响扭矩和预紧力?
摩擦产生于两个接触表面:螺栓头下方(Underhead friction)和螺纹当中(Thread friction)。
这意味着转换成预紧力的有效扭矩只是很小一部分。
扭矩/拉伸测试可以确定接触面之间的摩擦系数,而该测试也证实只有10%的扭矩用于有效的预紧。
50%的扭矩用于克服螺栓头下方摩擦力,剩余40%则用于抵消螺纹间的摩擦。
因此,扭矩上紧法并不非常高效。
使用润滑剂可降低摩擦
但是可以通过使用润滑剂(Lubricated)来增加扭矩转换率。
润滑剂能降低摩擦力,进而实现以更小的扭矩达到相同的预紧效果。
离散值及其影响
摩擦系数通常有±20%的变化量,这会导致预紧过程中的离散偏差。
因此,即便拧紧工具能做到非常精确,所施加的扭矩也会在±10%到±50%之间变化。
同时,自身的肢体动作及拧紧工具的具体使用方法究竟会对施加的扭矩产生多大影响,许多操作人员也并不清楚。
通常情况下预紧力的离散值能达到±30%,这意味着最大预紧力会是最小值的两倍。
对生锈的螺栓或容易卡死的不锈钢紧固件,离散值可能会更高。
幸运的是,可以借助润滑剂或特定摩擦系数的螺栓来实现降低离散值的目的。
拧紧力矩与预紧力
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
螺栓扭矩及预紧力

螺栓预紧力对照表(2011-09-16 11:44:07)转载▼标签:杂谈8.8级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 101.5 0.3 0.4 0.6 0.5 / 0.3 0.6 0.7 0.6 0.8 M22 126.0 0.4 0.5 0.8 0.7 / 0.5 0.8 0.9 0.9 1.1 M24 146.4 0.5 0.7 1.0 0.9 / 0.6 1.0 1.2 1.1 1.4M27 190.9 0.7 1.0 1.4 1.3 / 0.9 1.4 1.7 1.6 2.0 M30 233.0 1.0 1.4 2.0 1.8 / 1.2 1.9 2.3 2.2 2.7 M33 288.3 1.3 1.9 2.7 2.4 / 1.6 2.6 3.2 2.9 3.7 M36 339.5 1.7 2.4 3.4 3.1 / 2.1 3.3 4.1 3.8 4.8 M39 405.6 2.2 3.1 4.4 4.0 / 2.7 4.3 5.3 4.9 6.3 M42 465.9 2.7 3.8 5.5 4.9 / 3.3 5.3 6.6 6.0 7.7 M45 543.3 3.4 4.8 6.8 6.2 / 4.1 6.7 8.2 7.5 9.6 M48 612.8 4.1 5.8 8.2 7.4 / 4.9 8.0 9.9 9.1 11.5 M52 730.9 5.3 7.4 10.6 9.6 / 6.4 10.4 12.8 11.7 14.9 M56 844.5 6.6 9.3 13.2 11.9 / 7.9 12.9 15.9 14.6 18.5 M60 982.6 8.3 11.6 16.5 14.9 / 9.9 16.1 19.8 18.2 23.1 M64 1112.8 10.0 14.0 19.9 17.9 / 12.0 19.4 23.9 21.9 27.9 M68 1270.9 12.1 16.9 24.2 21.8 / 14.5 23.6 29.0 26.6 33.9 M72 1438.9 14.5 20.3 29.0 26.1 / 17.4 28.3 34.8 31.9 40.6 M76 1617.8 17.2 24.1 34.4 31.0 / 20.7 33.6 41.3 37.9 48.2 M80 1807.1 20.2 28.3 40.5 36.4 / 24.3 39.5 48.6 44.5 56.7 M85 2058.0 24.5 34.3 49.0 44.1 / 29.4 47.8 58.8 53.9 68.6 M90 2325.4 29.3 41.0 58.6 52.7 / 35.2 57.1 70.3 64.5 82.09.8级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 114.2 0.3 0.4 0.6 0.6 / 0.4 0.6 0.8 0.7 0.9 M22 141.8 0.4 0.6 0.9 0.8 / 0.5 0.9 1.0 1.0 1.2 M24 164.7 0.6 0.8 1.1 1.0 / 0.7 1.1 1.3 1.2 1.5 M27 214.8 0.8 1.1 1.6 1.5 / 1.0 1.6 1.9 1.8 2.3 M30 262.1 1.1 1.5 2.2 2.0 / 1.3 2.1 2.6 2.4 3.1 M33 324.3 1.5 2.1 3.0 2.7 / 1.8 2.9 3.6 3.3 4.2 M36 381.9 1.9 2.7 3.8 3.5 / 2.3 3.8 4.6 4.2 5.4 M39 456.3 2.5 3.5 5.0 4.5 / 3.0 4.9 6.0 5.5 7.0 M42 524.2 3.1 4.3 6.2 5.5 / 3.7 6.0 7.4 6.8 8.6 M45 611.2 3.9 5.4 7.7 6.9 / 4.6 7.5 9.2 8.5 10.8 M48 689.4 4.6 6.5 9.3 8.3 / 5.6 9.0 11.1 10.2 13.0 M52 822.3 6.0 8.4 12.0 10.8 / 7.2 11.7 14.4 13.2 16.8 M56 955.0 7.4 10.4 14.9 13.4 / 8.9 14.5 17.9 16.4 20.9 M60 1105.4 9.3 13.0 18.6 16.7 / 11.1 18.1 22.3 20.4 26.0 M64 1251.9 11.2 15.7 22.4 20.2 / 13.5 21.9 26.9 24.7 31.4 M68 1429.7 13.6 19.1 27.2 24.5 / 16.3 26.5 32.7 29.9 38.1 M72 1618.8 16.3 22.8 32.6 29.4 / 19.6 31.8 39.2 35.9 45.7 M76 1820.1 19.4 27.1 38.7 34.9 / 23.2 37.8 46.5 42.6 54.2 M80 2033.0 22.8 31.9 45.5 41.0 / 27.3 44.4 54.6 50.1 63.8 M85 2315.2 27.6 38.6 55.1 49.6 / 33.1 53.7 66.1 60.6 77.1 M90 2616.1 33.0 46.1 65.9 59.3 / 39.6 64.3 79.1 72.5 --10.9级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 142.7 0.4 0.6 0.8 0.7 / 0.5 0.8 1.0 0.9 1.1 M22 177.3 0.5 0.8 1.1 1.0 / 0.7 1.1 1.3 1.2 1.5 M24 205.9 0.7 1.0 1.4 1.2 / 0.8 1.3 1.7 1.5 1.9 M27 268.5 1.0 1.4 2.0 1.8 / 1.2 2.0 2.4 2.2 2.8 M30 327.6 1.4 1.9 2.8 2.5 / 1.7 2.7 3.3 3.0 3.9 M33 405.4 1.9 2.6 3.7 3.4 / 2.2 3.7 4.5 4.1 5.2 M36 477.4 2.4 3.4 4.8 4.3 / 2.9 4.7 5.8 5.3 6.7 M39 570.4 3.1 4.4 6.2 5.6 / 3.7 6.1 7.5 6.9 8.7 M42 655.2 3.9 5.4 7.7 6.9 / 4.6 7.5 9.2 8.5 10.8 M45 764.0 4.8 6.7 9.6 8.7 / 5.8 9.4 11.6 10.6 13.5 M48 861.7 5.8 8.1 11.6 10.4 / 6.9 11.3 13.9 12.7 16.2 M52 1027.8 7.5 10.5 15.0 13.5 / 9.0 14.6 18.0 16.5 21.0 M56 1187.5 9.3 13.0 18.6 16.8 / 11.2 18.2 22.3 20.5 26.1 M60 1381.8 11.6 16.2 23.2 20.9 / 13.9 22.6 27.9 25.5 32.5 M64 1564.9 14.0 19.6 28.0 25.2 / 16.8 27.3 33.7 30.8 39.3 M68 1787.2 17.0 23.8 34.0 36.6 / 20.4 33.2 40.8 37.4 47.6M72 2023.5 20.4 28.6 40.8 36.7 / 24.5 39.8 49.0 44.9 57.1 M76 2275.1 24.2 33.9 48.4 43.6 / 29.0 47.2 58.1 53.3 67.8 M80 2541.2 28.5 39.8 56.9 51.2 / 34.2 55.5 68.3 62.6 79.7 M85 2894.0 34.4 48.2 68.9 62.0 / 41.3 67.2 82.7 75.8 96.4 M90 3270.1 41.2 57.7 82.4 74.2 / 49.4 80.3 98.9 90.6 --12.9级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 171.3 0.5 0.7 1.0 0.7 / 0.6 0.9 1.2 1.1 1.3 M22 212.7 0.7 0.9 1.3 1.0 / 0.8 1.3 1.6 1.4 1.8 M24 247.1 0.8 1.2 1.7 1.2 / 1.0 1.6 2.0 1.8 2.3 M27 322.2 1.2 1.7 2.4 1.8 / 1.5 2.4 2.9 2.7 3.4 M30 393.1 1.7 2.3 3.3 2.5 / 2.0 3.2 4.0 3.6 4.6 M33 486.5 2.2 3.1 4.5 3.4 / 2.7 4.4 5.4 4.9 6.3 M36 572.8 2.9 4.0 5.8 4.3 / 3.5 5.6 6.9 6.4 8.1 M39 684.4 3.7 5.2 7.5 5.6 / 4.5 7.3 9.0 8.2 10.5 M42 786.2 4.6 6.5 9.2 6.9 / 5.5 9.0 11.1 10.2 12.9 M45 916.8 5.8 8.1 11.6 8.7 / 6.9 11.3 13.9 12.7 16.2M48 1034.0 6.9 9.7 13.9 10.4 / 8.3 13.6 16.7 15.3 19.5 M52 1233.4 9.0 12.6 18.0 13.5 / 10.8 17.5 21.6 19.8 25.1 M56 1425.1 11.2 15.6 22.3 16.8 / 13.4 21.8 26.8 24.6 31.3 M60 1658.1 13.9 19.5 27.9 20.9 / 16.7 27.2 33.4 30.6 39.0 M64 1877.8 16.8 23.6 33.7 25.2 / 20.2 32.8 40.4 37.0 47.7 M68 2144.6 20.4 28.6 40.8 36.6 / 24.5 39.8 49.0 44.9 57.2 M72 2428.0 24.5 34.3 49.0 36.7 / 29.4 47.7 58.7 53.8 68.5 M76 2730.1 29.0 40.7 58.1 43.6 / 34.9 56.6 69.7 63.9 81.3 M80 3049.5 34.2 47.8 68.3 51.2 / 41.0 66.6 82.0 75.1 95.6 M85 3472.8 41.3 57.9 82.7 62.0 / 49.6 80.6 99.2 90.9 -- M90 3924.2 49.4 69.2 98.9 74.2 / 59.3 96.4 -- -- --。
拧紧力矩与预紧力

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
螺栓规范扭矩及预紧力速查表

螺栓规范扭矩及预紧力速查表
背景
在机械加工和维修过程中,螺栓紧固要用到扭矩和预紧力的计算。
为了避免使用不恰当的扭矩和预紧力而导致机器故障,我们需要参考相关的规范和速查表。
相关规范
在国内,螺栓的扭矩和预紧力计算需参考以下规范:
- GB/T 3098.1-2010 机械性能的机械测试第1部分:试验机、测力机和冲击试验机术语、通用要求和试验方法
- GB/T 3098.8-2010 机械性能的机械试验螺栓的拉伸试验方法- JG/T 163-2013 十六类压力和钢制材料承插焊管压前螺栓连接技术条件
- HG/T -2009 压力管道用螺栓连接
速查表
下表展示了一些常用的螺栓对应的扭矩和预紧力值:
以上仅供参考,具体扭矩和预紧力值需参考相关规范和螺栓厂家提供的数据。
结论
在机械加工和维修中,使用正确的扭矩和预紧力可以确保机器的稳定性和安全性。
我们应该参考相关规范和速查表,选择合适的螺栓型号和对应的扭矩和预紧力值。
螺栓预紧力和扭矩的换算公式
螺栓预紧力和扭矩的换算公式螺栓的预紧力和扭矩是机械连接中常用的参数,通过正确的计算和换算可以保证螺栓连接的安全和可靠性。
在机械设计和工程实践中,螺栓的预紧力和扭矩是非常重要的参数,对于螺栓的安装和使用起着至关重要的作用。
1. 螺栓预紧力的计算螺栓的预紧力是指在螺栓安装过程中,通过施加力使螺栓被挤压并产生预应力的力量。
预紧力的大小直接影响到螺栓连接的紧固质量和承载能力。
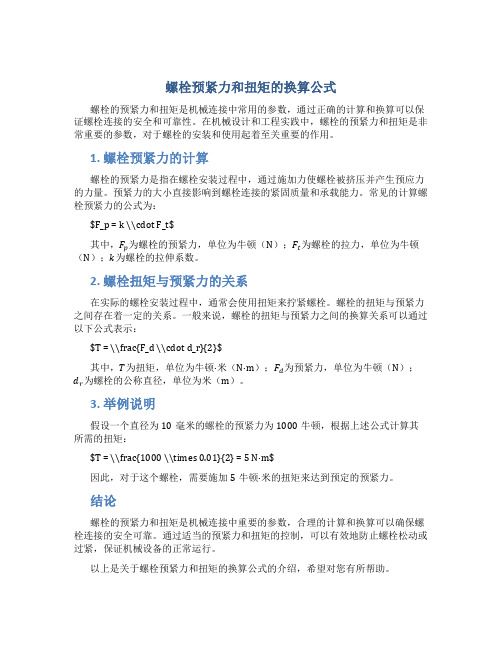
常见的计算螺栓预紧力的公式为:$F_p = k \\cdot F_t$其中,F p为螺栓的预紧力,单位为牛顿(N);F t为螺栓的拉力,单位为牛顿(N);k为螺栓的拉伸系数。
2. 螺栓扭矩与预紧力的关系在实际的螺栓安装过程中,通常会使用扭矩来拧紧螺栓。
螺栓的扭矩与预紧力之间存在着一定的关系。
一般来说,螺栓的扭矩与预紧力之间的换算关系可以通过以下公式表示:$T = \\frac{F_d \\cdot d_r}{2}$其中,T为扭矩,单位为牛顿·米(N·m);F d为预紧力,单位为牛顿(N);d r为螺栓的公称直径,单位为米(m)。
3. 举例说明假设一个直径为10毫米的螺栓的预紧力为1000牛顿,根据上述公式计算其所需的扭矩:$T = \\frac{1000 \\times 0.01}{2} = 5 N·m$因此,对于这个螺栓,需要施加5牛顿·米的扭矩来达到预定的预紧力。
结论螺栓的预紧力和扭矩是机械连接中重要的参数,合理的计算和换算可以确保螺栓连接的安全可靠。
通过适当的预紧力和扭矩的控制,可以有效地防止螺栓松动或过紧,保证机械设备的正常运行。
以上是关于螺栓预紧力和扭矩的换算公式的介绍,希望对您有所帮助。
常用高强度螺栓预紧力和拧紧扭矩

常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
螺栓预紧力与拧紧力矩的公式换算

螺栓预紧⼒与拧紧⼒矩的公式换算螺栓预紧⼒与拧紧⼒矩的公式换算本⽂为“⾃动机算模板“系列原创⽂档之⼀,本⽂档主要介绍螺栓预紧⼒与拧紧⼒矩的公式换算和如何使⽤免费开源的软件wxMaxima让计算机为我们⾃动计算复杂公式数值的过程和⽅法。
理论依据已知预紧⼒F0,拧紧⼒矩与预紧⼒F0的对应关系参考成⼤先《机械设计⼿册》第五版。
T=K*F0*d其中:T为拧紧⼒矩,N·mm;(1000N·mm=1N·m)K为拧紧⼒矩系数,⽆量纲;F0为预紧⼒,N;d为螺纹公称直径,mm;拧紧⼒矩系数K值可以通过下表查得:(摘⾃成⼤先《机械设计⼿册》表计算范例以M12螺纹连接为例:wxMaxima输⼊单元的数值表达式如下:K:0.2;F0:16000;d:12;T:K*F0*d;软件wxMaxima,⼤家可以从⽹上下载并安装,这个软件是免费的。
安装后,打开软件,然后把我上⾯列出的公式复制进去,修改数值,点击菜单栏的“单元”→“对单元进⾏求值”,即可在⼏秒内获得想要的计算结果。
由上图可以看到拧紧⼒矩的计算结果:T=38400N·mm=38.4N·m计算结果的评估得到计算结果后,需要根据⼯程实际情况判断预紧⼒或拧紧⼒矩是否合适。
⼀般⽽⾔,预紧⼒不容易测量得到,拧紧⼒矩则可以通过⼒矩扳⼿进⾏控制。
铝材的强度⼩于钢材,所以当螺钉材料是钢、零件材料是铝材时,预紧⼒和拧紧⼒矩应选取的⼩⼀些,⼀般螺栓等级的选取不能⼤于5.6级。
通过本⽂⽅法计算得到的拧紧⼒矩数值可以与《螺栓尺⼨、强度等级、预紧⼒和预紧扭矩对照表》进⾏⽐对和选⽤,⼯程应⽤时还要通过实验测试来验证。
常用高强度螺栓预紧力和拧紧扭矩
常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
拧紧力矩与预紧力
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
本例中,因为没有具体的实验参数,K按上表取值。
由于螺钉拧紧在发热盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
常用高强度螺栓拧紧扭矩与预紧力

1.2 英制机螺丝 对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适 的拧紧力矩。在标准 SAEJ82 中对于英制机械螺栓有两种强度等级:60M 级和 120M 级。强度等级 60M 表示最小的抗拉强度是 60,000Psi;强度等级 120M 表示最小抗拉强度是 120,000Psi。在 SAE J429中,强度等级 5.2 相当于在标准 SAE J82 中的强度等级 120M,即也有约 120, 紧固件的同行!您好!我是m Design 机械设计平台中国区总代理。非常期待与您的合作。我们希 望在紧固件领域能有所作为。
Thread diameter d Hold diameter
M12 M16 M20 M22 M24 M27 M30 13 17 21 23 25 28 31
Required Prestressing 50
force Pv [kN]
100 160 190 220 290 350
Ma1) MoS2 lubricated 100 250 450 650 800 1250 1650
常用的计算螺纹紧固件拧紧力矩的公式为: T=D×K×P 其中: T:力矩(牛顿?米/英寸?磅 1Nm=9 in.1b) D:螺纹的外径(1mm=0.03937 in) K:螺母的摩擦系数 (光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10) P:夹紧力(一般是屈服点抗拉强度值的 75%) 1.1 米制机螺丝 米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧 紧力矩。在 ISO 国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级: 4.8级(类似 SAE 60M)和 8.8 级(类似 SAE 120M)。强度等级 4.8 表示最小的抗拉强度是 480MPa, 这约等于每英寸 70,000 磅(即 70,000 Psi)。强度等级8.8 表示最小的抗拉强度是 880MPa, 约等于每英寸 127,000 磅(127,000Psi)。米制电镀锌机螺丝拧紧力矩见表 1。
螺栓扭矩和预紧力计算公式
螺栓扭矩和预紧力计算公式
螺栓是机械连接中常用的紧固件,其紧固效果与扭矩和预紧力密切相关。
因此,正确计算螺栓的扭矩和预紧力是保证机械连接质量的重要步骤。
螺栓扭矩计算公式:
螺栓扭矩是指在螺栓紧固过程中需要施加的扭矩大小。
其计算公式为:
T=K×D×F
其中,T为螺栓扭矩,单位为N·m;K为摩擦系数,一般取0.15~0.2;D为螺栓公称直径,单位为mm;F为螺栓预紧力,单位为N。
螺栓预紧力计算公式:
螺栓预紧力是指在螺栓紧固过程中施加的力大小。
其计算公式为:
F=K×D×P
其中,F为螺栓预紧力,单位为N;K为摩擦系数,一般取0.15~0.2;D为螺栓公称直径,单位为mm;P为螺栓紧固力,单位为MPa。
需要注意的是,螺栓预紧力的计算需要知道螺栓的材料和弹性模量等参数,因此需要根据具体情况进行计算。
在实际应用中,螺栓的扭矩和预紧力需要根据实际情况进行调整。
如果螺栓扭矩过大,会导致螺栓断裂或者连接件变形;如果螺栓预紧力过小,会导致连接件松动或者失效。
因此,在进行螺栓紧固时,需要根据实际情况进行调整,以保证机械连接的质量和可靠性。
螺栓扭矩和预紧力计算公式是保证机械连接质量的重要步骤。
在实际应用中,需要根据具体情况进行调整,以保证机械连接的质量和可靠性。
螺栓预紧力与拧紧力矩的公式换算
螺栓预紧力与拧紧力矩的公式换算
本文为“自动机算模板“系列原创文档之一,本文档主要介绍螺栓预紧力与拧紧力矩的公式换算和如何使用免费开源的软件wxMaxima让计算机为我们自动计算复杂公式数值的过程和方法。
理论依据
已知预紧力F0,拧紧力矩与预紧力F0的对应关系参考成大先《机械设计手册》第五版。
T=K*F0*d
其中:
T为拧紧力矩,N·mm;(1000N·mm=1N·m)
K为拧紧力矩系数,无量纲;
F0为预紧力,N;
d为螺纹公称直径,mm;
拧紧力矩系数K值可以通过下表查得:(摘自成大先《机械设计手册》表
计算范例
以M12螺纹连接为例:
wxMaxima输入单元的数值表达式如下:
K:0.2;
F0:16000;
d:12;
T:K*F0*d;
软件wxMaxima,大家可以从网上下载并安装,这个软件是免费的。
安装后,打开软件,然后把我上面列出的公式复制进去,修改数值,点击菜单栏的“单元”→“对单元进行求值”,即可在几秒内获得想要的计算结果。
由上图可以看到拧紧力矩的计算结果:T=38400N·mm=38.4N·m
计算结果的评估
得到计算结果后,需要根据工程实际情况判断预紧力或拧紧力矩是否合适。
一般而言,预紧力不容易测量得到,拧紧力矩则可以通过力矩扳手进行控制。
铝材的强度小于钢材,所以当螺钉材料是钢、零件材料是铝材时,预紧力和拧紧力矩应选取的小一些,一般螺栓等级的选取不能大于5.6级。
通过本文方法计算得到的拧紧力矩数值可以与《螺栓尺寸、强度等级、预紧力和预紧扭矩对照表》进行比对和选用,工程应用时还要通过实验测试来验证。
螺栓预紧力与扭矩计算

螺栓预紧力与扭矩计算
螺栓是一种常见的紧固件,用于连接两个或多个零件。
在工程领域中,螺栓的预紧力和扭矩是非常重要的参数,可以影响到连接件的性能和稳定性。
因此,正确计算螺栓的预紧力和扭矩至关重要。
预紧力是指螺栓在安装时所施加的力,目的是使连接件之间产生一定的压力,以保证连接的紧固性。
预紧力的大小与螺栓的直径、材料、螺纹类型、螺纹长度以及安装条件等因素有关。
通常情况下,预紧力的计算可以通过公式或表格来确定,需要根据具体的工程要求和标准来选择适当的数值。
扭矩是施加在螺栓上的旋转力,用于将螺栓拧紧到所需的预紧力。
扭矩的大小与螺栓的材料、直径、表面处理、螺纹类型、螺纹长度、润滑情况等因素有关。
通常情况下,扭矩的计算可以通过经验公式、实验数据或专业软件来确定,需要根据具体的安装要求和标准来选择合适的数值。
在实际工程中,为了确保连接的稳定性和可靠性,通常会采取一定的安全系数来确定预紧力和扭矩的大小。
此外,还需要注意螺栓的安装过程中是否存在松动、过紧等问题,以及检查螺栓是否存在损坏或磨损等情况,及时进行维护和更换。
螺栓的预紧力和扭矩计算是工程设计和安装中的重要内容,对于确保连接件的稳定性和可靠性至关重要。
只有合理计算和正确施加预
紧力和扭矩,才能确保螺栓连接的安全性和性能。
希望工程师们在实际工作中能够重视螺栓的预紧力和扭矩计算,确保工程质量和安全。
螺钉联接的扭力与预紧力的关系
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
拧紧力矩系数K本例中,因为没有具体的实验参数,K按上表取值。
由于螺钉拧紧在发热盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
螺栓预紧力和安装扭矩

20
12.9 1200 1220
1080 970 385-435 39-44 366-414
8 44 15
7 PRÄSENTATIONSTITEL
© Adolf Würth GmbH & Co. KG, Künzelsau, 08.07.2013
安装扭矩
8 PRÄSENTATIONSTITEL
© Adolf Würth GmbH & Co. KG, Künzelsau, 08.07.2013
• 多达90%施加的扭矩都因摩擦因素而消耗,所以表面状况与润滑在扭矩产生 的预紧力上有很大影响,随着表面摩擦系数的改变将会有不同的结果。
12 PRÄSENTATIONSTITEL
© Adolf Würth GmbH & Co. KG, Künzelsau, 08.07.2013
垫圈对预紧力的影响
• 大部分的扭矩锁紧都不会使用垫圈,因为螺母与垫圈或 垫圈与被夹紧物表面在锁紧过程中相对作用的结果会改 变摩擦半径,因此影响扭矩对预紧力的关联性。当一个 大的被夹持表面需要使用凸缘螺栓和螺母时,则可利用 垫圈来帮助结合,此时一般常使用硬的垫圈来提供较低 且稳定的摩擦。
• 屈强比为屈服强度与抗拉强度的比值(σs/σb) 。
• 屈强比有两个作用:一是可算出公称屈服点,二是表示螺栓制造过 程中是否被强化以及强化程度的高低。强化分冷作硬化和调质处理 。 0.6的一般为热锻或切削加工(较软),0.8的为冷镦或经热处 理(较硬)。
6 PRÄSENTATIONSTITEL
© Adolf Würth GmbH & Co. KG, Künzelsau, 08.07.2013
1dolf Würth GmbH & Co. KG, Künzelsau, 08.07.2013
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓预紧力对照表(2011-09-16 11:44:07)转载▼标签:杂谈8.8级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 101.5 0.3 0.4 0.6 0.5 / 0.3 0.6 0.7 0.6 0.8 M22 126.0 0.4 0.5 0.8 0.7 / 0.5 0.8 0.9 0.9 1.1 M24 146.4 0.5 0.7 1.0 0.9 / 0.6 1.0 1.2 1.1 1.4M27 190.9 0.7 1.0 1.4 1.3 / 0.9 1.4 1.7 1.6 2.0 M30 233.0 1.0 1.4 2.0 1.8 / 1.2 1.9 2.3 2.2 2.7 M33 288.3 1.3 1.9 2.7 2.4 / 1.6 2.6 3.2 2.9 3.7 M36 339.5 1.7 2.4 3.4 3.1 / 2.1 3.3 4.1 3.8 4.8 M39 405.6 2.2 3.1 4.4 4.0 / 2.7 4.3 5.3 4.9 6.3 M42 465.9 2.7 3.8 5.5 4.9 / 3.3 5.3 6.6 6.0 7.7 M45 543.3 3.4 4.8 6.8 6.2 / 4.1 6.7 8.2 7.5 9.6 M48 612.8 4.1 5.8 8.2 7.4 / 4.9 8.0 9.9 9.1 11.5 M52 730.9 5.3 7.4 10.6 9.6 / 6.4 10.4 12.8 11.7 14.9 M56 844.5 6.6 9.3 13.2 11.9 / 7.9 12.9 15.9 14.6 18.5 M60 982.6 8.3 11.6 16.5 14.9 / 9.9 16.1 19.8 18.2 23.1 M64 1112.8 10.0 14.0 19.9 17.9 / 12.0 19.4 23.9 21.9 27.9 M68 1270.9 12.1 16.9 24.2 21.8 / 14.5 23.6 29.0 26.6 33.9 M72 1438.9 14.5 20.3 29.0 26.1 / 17.4 28.3 34.8 31.9 40.6 M76 1617.8 17.2 24.1 34.4 31.0 / 20.7 33.6 41.3 37.9 48.2 M80 1807.1 20.2 28.3 40.5 36.4 / 24.3 39.5 48.6 44.5 56.7 M85 2058.0 24.5 34.3 49.0 44.1 / 29.4 47.8 58.8 53.9 68.6 M90 2325.4 29.3 41.0 58.6 52.7 / 35.2 57.1 70.3 64.5 82.09.8级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 114.2 0.3 0.4 0.6 0.6 / 0.4 0.6 0.8 0.7 0.9 M22 141.8 0.4 0.6 0.9 0.8 / 0.5 0.9 1.0 1.0 1.2 M24 164.7 0.6 0.8 1.1 1.0 / 0.7 1.1 1.3 1.2 1.5 M27 214.8 0.8 1.1 1.6 1.5 / 1.0 1.6 1.9 1.8 2.3 M30 262.1 1.1 1.5 2.2 2.0 / 1.3 2.1 2.6 2.4 3.1 M33 324.3 1.5 2.1 3.0 2.7 / 1.8 2.9 3.6 3.3 4.2 M36 381.9 1.9 2.7 3.8 3.5 / 2.3 3.8 4.6 4.2 5.4 M39 456.3 2.5 3.5 5.0 4.5 / 3.0 4.9 6.0 5.5 7.0 M42 524.2 3.1 4.3 6.2 5.5 / 3.7 6.0 7.4 6.8 8.6 M45 611.2 3.9 5.4 7.7 6.9 / 4.6 7.5 9.2 8.5 10.8 M48 689.4 4.6 6.5 9.3 8.3 / 5.6 9.0 11.1 10.2 13.0 M52 822.3 6.0 8.4 12.0 10.8 / 7.2 11.7 14.4 13.2 16.8 M56 955.0 7.4 10.4 14.9 13.4 / 8.9 14.5 17.9 16.4 20.9 M60 1105.4 9.3 13.0 18.6 16.7 / 11.1 18.1 22.3 20.4 26.0 M64 1251.9 11.2 15.7 22.4 20.2 / 13.5 21.9 26.9 24.7 31.4 M68 1429.7 13.6 19.1 27.2 24.5 / 16.3 26.5 32.7 29.9 38.1 M72 1618.8 16.3 22.8 32.6 29.4 / 19.6 31.8 39.2 35.9 45.7 M76 1820.1 19.4 27.1 38.7 34.9 / 23.2 37.8 46.5 42.6 54.2 M80 2033.0 22.8 31.9 45.5 41.0 / 27.3 44.4 54.6 50.1 63.8 M85 2315.2 27.6 38.6 55.1 49.6 / 33.1 53.7 66.1 60.6 77.1 M90 2616.1 33.0 46.1 65.9 59.3 / 39.6 64.3 79.1 72.5 --10.9级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 142.7 0.4 0.6 0.8 0.7 / 0.5 0.8 1.0 0.9 1.1 M22 177.3 0.5 0.8 1.1 1.0 / 0.7 1.1 1.3 1.2 1.5 M24 205.9 0.7 1.0 1.4 1.2 / 0.8 1.3 1.7 1.5 1.9 M27 268.5 1.0 1.4 2.0 1.8 / 1.2 2.0 2.4 2.2 2.8 M30 327.6 1.4 1.9 2.8 2.5 / 1.7 2.7 3.3 3.0 3.9 M33 405.4 1.9 2.6 3.7 3.4 / 2.2 3.7 4.5 4.1 5.2 M36 477.4 2.4 3.4 4.8 4.3 / 2.9 4.7 5.8 5.3 6.7 M39 570.4 3.1 4.4 6.2 5.6 / 3.7 6.1 7.5 6.9 8.7 M42 655.2 3.9 5.4 7.7 6.9 / 4.6 7.5 9.2 8.5 10.8 M45 764.0 4.8 6.7 9.6 8.7 / 5.8 9.4 11.6 10.6 13.5 M48 861.7 5.8 8.1 11.6 10.4 / 6.9 11.3 13.9 12.7 16.2 M52 1027.8 7.5 10.5 15.0 13.5 / 9.0 14.6 18.0 16.5 21.0 M56 1187.5 9.3 13.0 18.6 16.8 / 11.2 18.2 22.3 20.5 26.1 M60 1381.8 11.6 16.2 23.2 20.9 / 13.9 22.6 27.9 25.5 32.5 M64 1564.9 14.0 19.6 28.0 25.2 / 16.8 27.3 33.7 30.8 39.3 M68 1787.2 17.0 23.8 34.0 36.6 / 20.4 33.2 40.8 37.4 47.6M72 2023.5 20.4 28.6 40.8 36.7 / 24.5 39.8 49.0 44.9 57.1 M76 2275.1 24.2 33.9 48.4 43.6 / 29.0 47.2 58.1 53.3 67.8 M80 2541.2 28.5 39.8 56.9 51.2 / 34.2 55.5 68.3 62.6 79.7 M85 2894.0 34.4 48.2 68.9 62.0 / 41.3 67.2 82.7 75.8 96.4 M90 3270.1 41.2 57.7 82.4 74.2 / 49.4 80.3 98.9 90.6 --12.9级螺栓螺纹规格预紧力(KN)有润滑表面扭矩 (KNm)无润滑表面扭矩(KNm)精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面精加工表面一般加工表面表面氧化表面镀锌表面干燥粗加工表面M20 171.3 0.5 0.7 1.0 0.7 / 0.6 0.9 1.2 1.1 1.3 M22 212.7 0.7 0.9 1.3 1.0 / 0.8 1.3 1.6 1.4 1.8 M24 247.1 0.8 1.2 1.7 1.2 / 1.0 1.6 2.0 1.8 2.3 M27 322.2 1.2 1.7 2.4 1.8 / 1.5 2.4 2.9 2.7 3.4 M30 393.1 1.7 2.3 3.3 2.5 / 2.0 3.2 4.0 3.6 4.6 M33 486.5 2.2 3.1 4.5 3.4 / 2.7 4.4 5.4 4.9 6.3 M36 572.8 2.9 4.0 5.8 4.3 / 3.5 5.6 6.9 6.4 8.1 M39 684.4 3.7 5.2 7.5 5.6 / 4.5 7.3 9.0 8.2 10.5 M42 786.2 4.6 6.5 9.2 6.9 / 5.5 9.0 11.1 10.2 12.9 M45 916.8 5.8 8.1 11.6 8.7 / 6.9 11.3 13.9 12.7 16.2M48 1034.0 6.9 9.7 13.9 10.4 / 8.3 13.6 16.7 15.3 19.5 M52 1233.4 9.0 12.6 18.0 13.5 / 10.8 17.5 21.6 19.8 25.1 M56 1425.1 11.2 15.6 22.3 16.8 / 13.4 21.8 26.8 24.6 31.3 M60 1658.1 13.9 19.5 27.9 20.9 / 16.7 27.2 33.4 30.6 39.0 M64 1877.8 16.8 23.6 33.7 25.2 / 20.2 32.8 40.4 37.0 47.7 M68 2144.6 20.4 28.6 40.8 36.6 / 24.5 39.8 49.0 44.9 57.2 M72 2428.0 24.5 34.3 49.0 36.7 / 29.4 47.7 58.7 53.8 68.5 M76 2730.1 29.0 40.7 58.1 43.6 / 34.9 56.6 69.7 63.9 81.3 M80 3049.5 34.2 47.8 68.3 51.2 / 41.0 66.6 82.0 75.1 95.6 M85 3472.8 41.3 57.9 82.7 62.0 / 49.6 80.6 99.2 90.9 -- M90 3924.2 49.4 69.2 98.9 74.2 / 59.3 96.4 -- -- --。