螺栓预紧力标准 -
螺栓紧固预紧力和预紧力矩

螺栓紧固预紧力和预紧力矩Preload Fv and tightening torque MA screws and bolts1范围本标准适用于零部件螺栓装配预紧力和预紧力矩作一规定。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
3 预紧力和预紧力矩数值表在零部件装配中,为了防止紧固螺栓出现松动现象,其预拧紧力Fv、预紧力矩Ma应有一定规范要求。
对零部件装配图中未明确标注出螺栓拧紧力矩要求的情况下,可按下表所规定的数值进行预紧。
估算摩擦系数μges=0.14 3)螺 栓 8.8级 10.9级 12.9级规 格 Fv M A Fv M A Fv M A1) 2) 1) 2) 1) 2)M5 6.4 6.2 5.9 9.08.7 8.3 10.810.5 10.0 M6 9.0 10.5 9.9 12.715 14 15.217.5 16.5 M8 16.5 25 24 23.236 34 28.043 40 M10 26.5 50 47 37 70 66 44.584 79 M12 38.5 86 82 54 121 115 65 145 140 M16 73 215 200 102300 280 123360 340 M20 113 410 390 160580 550 192700 660 M24 164 710 670 2301000 950 2751200 1140 M30 260 1400 1350 3702000 1900 4402400 2250注:8.8、10.9、12.9 — 螺栓等级Fv — 螺栓预紧力(KN)M A— 螺栓预紧力矩(Nm)1) 用力矩扳手拧紧2) 用气动工具拧紧3) 对于其它摩擦系数力矩MA估算数值为:μges 0.125=MA减8%μges 0.1 =MA减20%。
螺栓扭矩预紧力对照表

螺栓扭矩预紧力对照表
当向下旋紧螺栓时,会产生轴向作用力,拉伸螺栓的同时,压
紧连接部件。
然而,扭矩(Torsion)中只有很少一部分用于预紧螺栓,大部分都在克服旋转摩擦时被抵消掉。
摩擦力如何影响扭矩和预紧力?
摩擦产生于两个接触表面:螺栓头下方(Underhead friction)和螺纹当中(Thread friction)。
这意味着转换成预紧力的有效扭矩只是很小一部分。
扭矩/拉伸测试可以确定接触面之间的摩擦系数,而该测试也证实只有10%的扭矩用于有效的预紧。
50%的扭矩用于克服螺栓头下方摩擦力,剩余40%则用于抵消螺纹间的摩擦。
因此,扭矩上紧法并不非常高效。
使用润滑剂可降低摩擦
但是可以通过使用润滑剂(Lubricated)来增加扭矩转换率。
润滑剂能降低摩擦力,进而实现以更小的扭矩达到相同的预紧效果。
离散值及其影响
摩擦系数通常有±20%的变化量,这会导致预紧过程中的离散偏差。
因此,即便拧紧工具能做到非常精确,所施加的扭矩也会在±10%到±50%之间变化。
同时,自身的肢体动作及拧紧工具的具体使用方法究竟会对施加的扭矩产生多大影响,许多操作人员也并不清楚。
通常情况下预紧力的离散值能达到±30%,这意味着最大预紧力会是最小值的两倍。
对生锈的螺栓或容易卡死的不锈钢紧固件,离散值可能会更高。
幸运的是,可以借助润滑剂或特定摩擦系数的螺栓来实现降低离散值的目的。
螺栓拧紧力矩标准
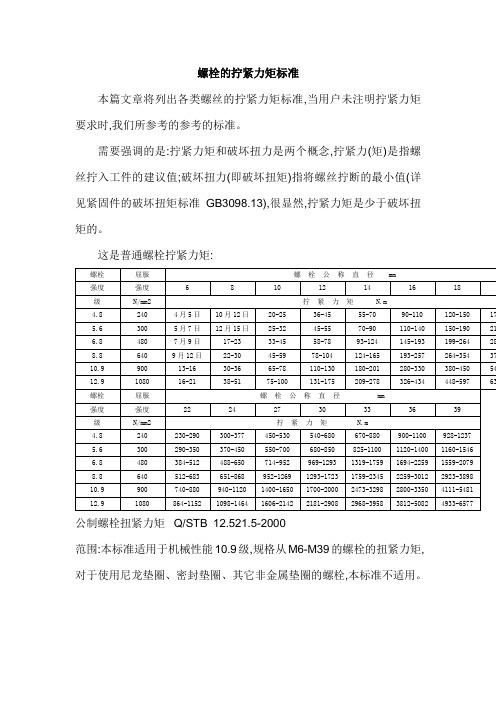
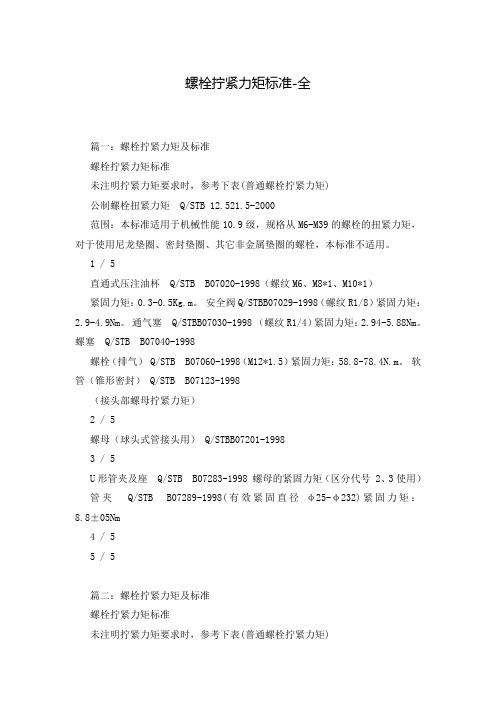
螺栓的拧紧力矩标准本篇文章将列出各类螺丝的拧紧力矩标准,当用户未注明拧紧力矩要求时,我们所参考的参考的标准。
需要强调的是:拧紧力矩和破坏扭力是两个概念,拧紧力(矩)是指螺丝拧入工件的建议值;破坏扭力(即破坏扭矩)指将螺丝拧断的最小值(详见紧固件的破坏扭矩标准GB3098.13),很显然,拧紧力矩是少于破坏扭矩的。
这是普通螺栓拧紧力矩:公制螺栓扭紧力矩Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
注:对于设计图纸有明确力矩要求的,应按图纸要求执行。
谈螺栓预紧力的选用和螺栓强度校核螺栓作为连接件,使用十分广泛, 其在机车车辆、航太航空、风电机组上的使用环境大多是高强度高应力, 而在乘用车主要部件的使用环境大多是低应力卨周期,但仍然存在著极大的隐患。
从安全角度来说,螺栓所联接的部件都是很昂贵的。
所以,螺栓失效时,损坏的不仅仅是它们本身,而是整个产品。
螺栓连接作为汽车装配上的重要应用,据有关资料介绍,根据发动机上的螺纹紧固件通常在1500?2000 颗左右,品种更是高达100个以上,规格也是从M6?M30不等,而其中大约100颗是与车辆的安全性能有密切联系的。
而做为在装配过程中最重要的螺栓规格及预紧力的选用,存在理论上的不足和认识的误区。
不论螺纹紧件作为连接或密封作用,还是需要装配的子零件,都有一定的屈服极限。
在装配过程中,如果预紧力过大,使零件的变形量超过零件的屈服强度,零件就会损环。
故装配件要长时间稳定有效工作,设计人员必须对螺栓预紧力进行规范设计。
1.螺栓预紧力的选用螺栓作为重要的连接件,在总成件安装时必须拧紧,在连接承受工作载荷之前,预先受到力的作用,这个预加的力就是预紧力;预紧的目得到是为了增强连接的可靠性和紧密性,防止总成安装件在工作时候,受到力的作用,各连接件之间出现缝隙或相对滑移,所以在总成件的设计中,必须对预紧力的大小进行规范设计。
螺栓拧紧力矩标准及计算详解

螺栓拧紧力矩标准及计算详解
螺栓拧紧力矩是选定螺栓类型、式样的重要依据。
对于标准的螺栓,有固定的螺栓拧紧力矩范围的,可以根据此范围来选定螺栓。
一般来说,螺钉的抗拉、抗剪强度是一定的,实际使用时应根据具体连接应力推算拧紧力,然后选择合适规格的螺钉螺栓。
螺栓拧紧力矩计算
T=KFd
T:拧紧螺母的力矩
K:扭矩系数(近似取0.2)
F:预紧力
d:螺栓大径
备注:一般联接用钢制螺栓联接推荐按下列关系确定
碳素钢:F<=(0.6~0.7) Os A1
合金钢:F<=(0.5~0.6) Os A1
Os:螺栓材料的屈服极限
A1:螺栓危险剖面面积。
拧紧力矩与预紧力

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
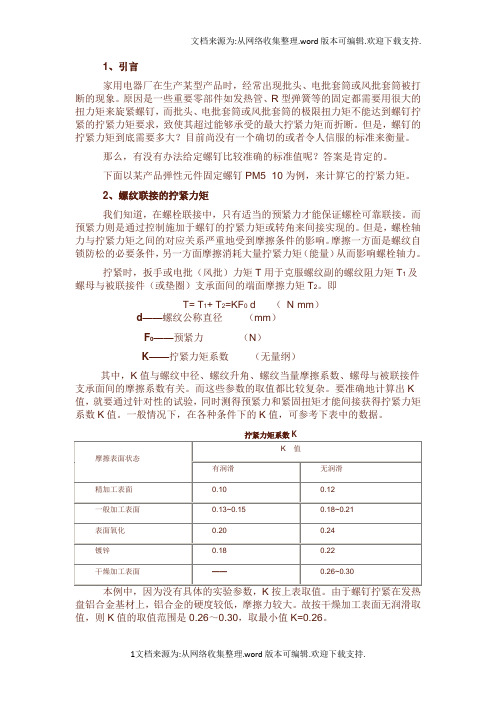
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
m24螺栓预紧力
m24螺栓预紧力摘要:一、引言二、m24 螺栓预紧力的概念与计算1.螺栓预紧力的定义2.螺栓预紧力的计算公式三、m24 螺栓预紧力的影响因素1.螺栓材质2.螺栓的直径和长度3.螺母类型4.载荷情况四、m24 螺栓预紧力的调整与控制1.预紧力的调整方法2.预紧力的控制原则五、m24 螺栓预紧力的检测与维护1.预紧力的检测方法2.预紧力的维护措施六、总结正文:一、引言螺栓连接是机械设备中常见的一种连接方式,其连接性能直接影响着设备的运行安全和稳定性。
m24 螺栓作为其中的一种常见规格,其预紧力的大小对于连接性能至关重要。
本文将详细介绍m24 螺栓预紧力的相关知识。
二、m24 螺栓预紧力的概念与计算1.螺栓预紧力的定义螺栓预紧力,又称预拉力,是指在螺栓连接中,为了使螺栓与螺母紧密接触,在螺母拧紧前施加在螺栓上的力。
预紧力的大小直接影响着螺栓连接的紧密程度和抗疲劳性能。
2.螺栓预紧力的计算公式螺栓预紧力的计算公式为:Fp = 0.7 × Fy × As其中,Fp 为预紧力,Fy 为螺栓的屈服强度,As 为螺栓的截面积。
三、m24 螺栓预紧力的影响因素1.螺栓材质螺栓的材质直接影响着其屈服强度,进而影响预紧力的大小。
一般来说,高强度螺栓的预紧力较大。
2.螺栓的直径和长度螺栓的直径和长度的增加都会导致预紧力的增加。
这是因为螺栓的截面积和受力长度都会增加。
3.螺母类型螺母的类型也会影响预紧力的大小。
例如,锁紧螺母可以提供更大的预紧力,而普通螺母的预紧力较小。
4.载荷情况载荷情况直接影响着螺栓的预紧力。
当载荷增加时,预紧力也需要相应增加,以保证连接的稳定性和安全性。
四、m24 螺栓预紧力的调整与控制1.预紧力的调整方法预紧力的调整主要通过调整螺母的拧紧力来实现。
在保证螺母紧固的前提下,适当增加螺母的拧紧力,可以提高预紧力。
2.预紧力的控制原则预紧力的控制应遵循安全、可靠、经济的原则。
在满足设备运行需求的前提下,尽量选择合适的螺栓和螺母,以实现预紧力的有效控制。
螺栓拧紧力矩标准

螺栓拧紧力矩标准未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓拧紧力矩Q/stb12 521.5-2000范围:本标准适用于机械性能10.9级,规格从m6-m39的螺栓的拧紧力矩:本标准不适用于带尼龙垫圈、密封垫圈和其他非金属垫圈的螺栓。
★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩q/stbb07833-1998材料hpb63-3y2直通式压注油杯q/stbb07020-1998(螺纹m6、m8*1、m10*1)拧紧力矩:0.3-0.5kg-m安全阀q/stbb07029-1998(螺纹r1/8)拧紧力矩:2.9-4.9牛米。
通气塞q/stbb07030-1998(螺纹r1/4)紧固力矩:2.94-5.88nm。
螺塞Q/stbb07040-1998(公称直径08-10,节距1.25,12-36,节距1.5)螺栓(排气)q/stbb07060-1998(m12*1.5)紧固力矩:58.8-78.4n.m。
软管(锥形密封)q/stbb07100-1998软管(锥形密封)Q/stbb07123-1998(连接螺母拧紧力矩)螺母(球头式管接头用)q/stbb07201-1998拧紧力矩:n.m材料:(q235)联管螺母Q/stbb07202-1998拧紧力矩(q235/hpb59-1)铰链螺栓Q/stbb07206-1998拧紧力矩(Q235)球头式端直通接头q/stbb07211-1998拧紧力矩(q235hpb60-1)表中的拧紧力矩适用于钢接头管接头q/stbb07212-1998第二部分:螺栓拧紧力矩标准和计算的详细说明螺栓拧紧力矩标准及计算详解螺栓拧紧力矩是选择螺栓类型和样式的重要依据。
对于标准螺栓,如果有固定的螺栓拧紧扭矩范围,则可以根据该范围选择螺栓。
接下来,世界泵阀网络将总结螺栓拧紧扭矩标准和详细计算,供您参考。
一般来说,螺钉的抗拉、抗剪强度是一定的,实际使用时应根据具体连接应力推算拧紧力,然后选择合适规格的螺钉螺栓。
螺栓拧紧力矩标准-全
螺栓拧紧力矩标准-全篇一:螺栓拧紧力矩及标准螺栓拧紧力矩标准未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩 Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
1 / 5直通式压注油杯 Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。
安全阀Q/STBB07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm。
通气塞 Q/STBB07030-1998 (螺纹R1/4)紧固力矩:2.94-5.88Nm。
螺塞 Q/STB B07040-1998螺栓(排气) Q/STB B07060-1998(M12*1.5)紧固力矩:58.8-78.4N.m。
软管(锥形密封) Q/STB B07123-1998(接头部螺母拧紧力矩)2 / 5螺母(球头式管接头用) Q/STBB07201-19983 / 5U形管夹及座 Q/STB B07283-1998 螺母的紧固力矩(区分代号 2、3使用)管夹Q/STB B07289-1998(有效紧固直径φ25-φ232)紧固力矩:8.8±05Nm4 / 55 / 5篇二:螺栓拧紧力矩及标准螺栓拧紧力矩标准未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩 Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
1 / 5直通式压注油杯 Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。
安全阀Q/STBB07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm。
通气塞 Q/STBB07030-1998 (螺纹R1/4)紧固力矩:2.94-5.88Nm。
螺栓预紧力(外六角内六角螺栓和对应扳手尺寸对照表)
4707
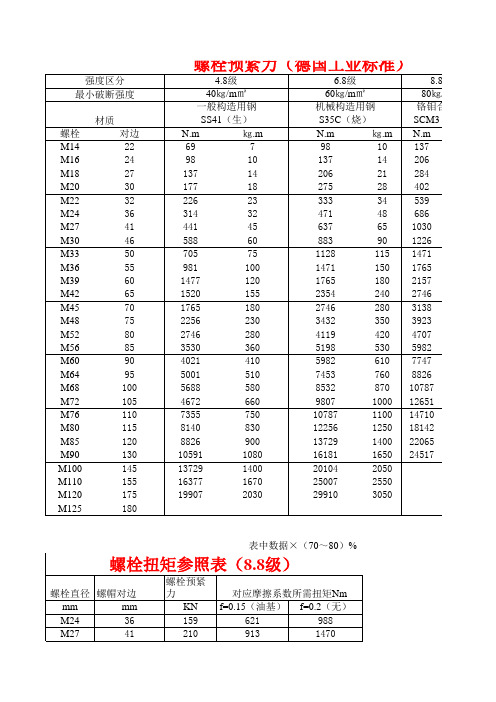
8.8级 /m㎡ 铬钼合金钢 (烧) ㎏.m 14 24 29 41 55 70 105 125 150 180 220 280 320 400 480 610 790 900 1100 1290 1500 1850 2250 2500
12.9级 120㎏/m㎡ 镍铬钼合金钢 SNCM(特) N.m ㎏.m 226 23 353 36 481 49 677 69 912 93 1177 120 1765 180 2354 240 2452 250 2942 300 3628 370 4609 470 5394 550 6669 680 8336 850 10297 1050 13239 1350
外六角内六角螺栓和对应扳手尺寸对照表
公制外六角螺栓和套筒(梅花)扳手对边尺寸对照表: 公制外六角螺栓和套筒(梅花)扳手对边尺寸对照表:
螺栓尺寸 mm M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 对应扳手或套 筒对边尺寸 mm 5.5 7 8 10 13(14) 16(17) 18(19) 21(22) 24 27 30 34
46 255 50 319 55 374 60 451 65 517 70 606 75 680 80 819 85 944 90 1105 95 1250 100 1435 105 1633 115 1870 130 2424 145 3050 155 2960 180 3894 10.9+40% 12.9+70% 表中数据×(70~80)%
螺栓预紧力(德国工业标准) 螺栓预紧力(德国工业标准)
强度区分 最小破断强度 材质 螺栓 M14 M16 M18 M20 M22 M24 M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60 M64 M68 M72 M76 M80 M85 M90 M100 M110 M120 M125 对边 22 24 27 30 32 36 41 46 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 130 145 155 175 180 4.8级 40㎏/m㎡ 一般构造用钢 SS41(生) N.m ㎏.m 69 7 98 10 137 14 177 18 226 23 314 32 441 45 588 60 705 75 981 100 1477 120 1520 155 1765 180 2256 230 2746 280 3530 360 4021 410 5001 510 5688 580 4672 660 7355 750 8140 830 8826 900 10591 1080 13729 1400 16377 1670 19907 2030 6.8级 60㎏/m㎡ 机械构造用钢 S35C(烧) N.m ㎏.m 98 10 137 14 206 21 275 28 333 34 471 48 637 65 883 90 1128 115 1471 150 1765 180 2354 240 2746 280 3432 350 4119 420 5198 530 5982 610 7453 760 8532 870 9807 1000 10787 1100 12256 1250 13729 1400 16181 1650 20104 2050 25007 2550 29910 3050 8.8 80㎏/m 铬钼合金钢 SCM3( N.m 137 206 284 402 539 686 1030 1226 1471 1765 2157 2746 3138 3923 4707 5982 7747 8826 10787 12651 14710 18142 22065 24517
3098.1标准中的保证载荷与预紧力

3098.1标准中的保证载荷与预紧力
根据GB/T 3098.1标准,保证载荷是指螺母或螺栓在承受预紧力后,能够保持在该预紧状态下的最小载荷。
预紧力是指螺母或螺栓在装配时所施加的力,其目的是使螺栓与螺母的螺纹紧贴在一起,以确保连接的紧密性和安全性。
在3098.1标准中,保证载荷与预紧力之间有一定的关系。
一般来说,预紧力越大,保证载荷就越大。
这是因为预紧力越大,螺栓与螺母之间的摩擦力就越大,从而使得螺母在受到外力作用时不易发生松动。
需要注意的是,保证载荷并不是指螺栓或螺母在使用过程中的最大承受载荷。
在实际使用中,螺栓或螺母所承受的载荷会受到多种因素的影响,如外力、温度、材料等。
因此,为了保证螺栓或螺母的安全使用,需要根据具体情况进行疲劳分析和计算,以确定其最大承受载荷。
螺栓预紧力标准 -
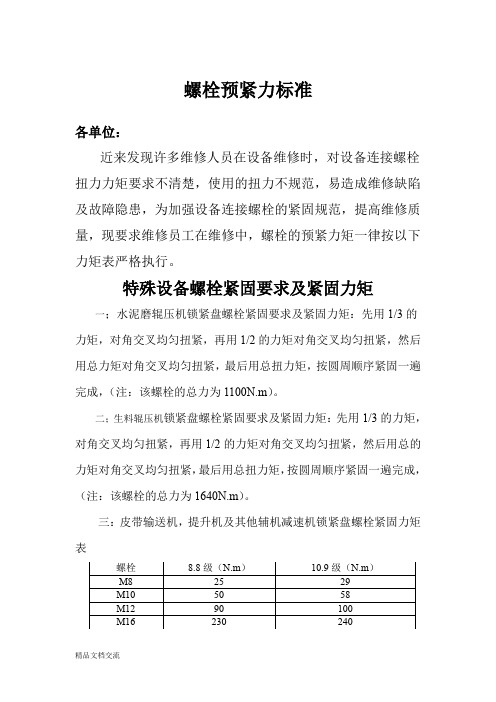
螺栓预紧力标准各单位:近来发现许多维修人员在设备维修时,对设备连接螺栓扭力力矩要求不清楚,使用的扭力不规范,易造成维修缺陷及故障隐患,为加强设备连接螺栓的紧固规范,提高维修质量,现要求维修员工在维修中,螺栓的预紧力矩一律按以下力矩表严格执行。
特殊设备螺栓紧固要求及紧固力矩一;水泥磨辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1100N.m)。
二;生料辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总的力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1640N.m)。
三:皮带输送机,提升机及其他辅机减速机锁紧盘螺栓紧固力矩表螺栓8.8级(N.m)10.9级(N.m)M8 25 29M10 50 58M12 90 100M16 230 240M20 440 470M24 760 820M27 1100 1250紧固要求:先用1/2的扭力力矩对角交叉紧固,最后用总扭力按圆周顺序依次紧固。
直到所有的力满为止。
四:斜拉链机连接螺栓更换及使用力矩:在更换齿片时,一定要同时更换相应的紧固件,而且必须使用扭力扳手,头部螺栓力矩为1080N.m ;尾部螺栓为630N.m。
五:钢丝胶带提升机夹板螺栓及料斗螺栓的紧固方式及力矩:胶带夹板紧固力矩表胶带规格315 400 500 630 800 800H 1000 1250 主夹板预紧力(N.m)200 300 4001:防松螺母紧固力100N.m。
2:在操作期间,紧固力矩可减少到200N.m,如果检查时发现低于200N.m,固定螺母应重新紧固到300N.m.3紧固顺序:第一行..........9 5 1 3 7 11第二行.........10 6 2 4 8 12注:提升机调试运行第一年内,必须在带载运行六个阶段12小时,72小时,2周,1个月,3个月,6个月,对带夹连接螺栓进行紧固。
螺栓预紧力标准(仅限借鉴)
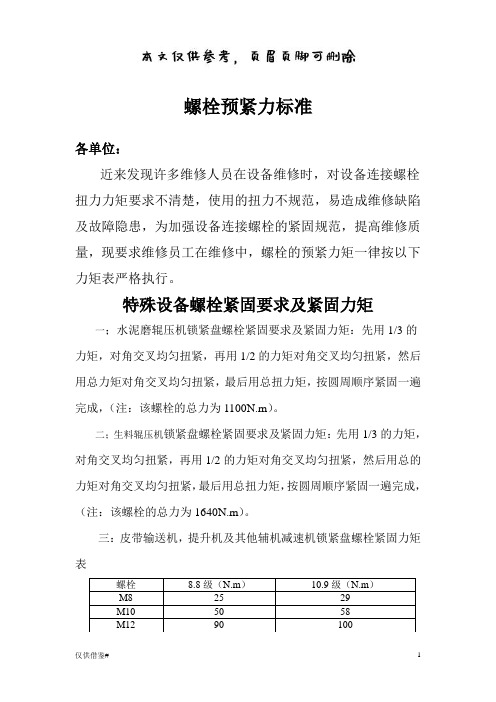
螺栓预紧力标准各单位:近来发现许多维修人员在设备维修时,对设备连接螺栓扭力力矩要求不清楚,使用的扭力不规范,易造成维修缺陷及故障隐患,为加强设备连接螺栓的紧固规范,提高维修质量,现要求维修员工在维修中,螺栓的预紧力矩一律按以下力矩表严格执行。
特殊设备螺栓紧固要求及紧固力矩一;水泥磨辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1100N.m)。
二;生料辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总的力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1640N.m)。
三:皮带输送机,提升机及其他辅机减速机锁紧盘螺栓紧固力矩表螺栓8.8级(N.m)10.9级(N.m)M8 25 29M10 50 58M12 90 100M16 230 240M20 440 470M24 760 820M27 1100 1250紧固要求:先用1/2的扭力力矩对角交叉紧固,最后用总扭力按圆周顺序依次紧固。
直到所有的力满为止。
四:斜拉链机连接螺栓更换及使用力矩:在更换齿片时,一定要同时更换相应的紧固件,而且必须使用扭力扳手,头部螺栓力矩为1080N.m ;尾部螺栓为630N.m。
五:钢丝胶带提升机夹板螺栓及料斗螺栓的紧固方式及力矩:胶带夹板紧固力矩表胶带规格315 400 500 630 800 800H 1000 1250 主夹板预紧力(N.m)200 300 4001:防松螺母紧固力100N.m。
2:在操作期间,紧固力矩可减少到200N.m,如果检查时发现低于200N.m,固定螺母应重新紧固到300N.m.3紧固顺序:第一行..........9 5 1 3 7 11第二行.........10 6 2 4 8 12注:提升机调试运行第一年内,必须在带载运行六个阶段12小时,72小时,2周,1个月,3个月,6个月,对带夹连接螺栓进行紧固。
螺纹预紧力矩计算
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓预紧力标准
各单位:
近来发现许多维修人员在设备维修时,对设备连接螺栓扭力力矩要求不清楚,使用的扭力不规范,易造成维修缺陷及故障隐患,为加强设备连接螺栓的紧固规范,提高维修质量,现要求维修员工在维修中,螺栓的预紧力矩一律按以下力矩表严格执行。
特殊设备螺栓紧固要求及紧固力矩一;水泥磨辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1100N.m)。
二;生料辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总的力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1640N.m)。
三:皮带输送机,提升机及其他辅机减速机锁紧盘螺栓紧固力矩表
螺栓8.8级(N.m)10.9级(N.m)
M8 25 29
M10 50 58
M12 90 100
M16 230 240
M20 440 470
M24 760 820
M27 1100 1250
紧固要求:先用1/2的扭力力矩对角交叉紧固,最后用总扭力按圆周顺序依次紧固。
直到所有的力满为止。
四:斜拉链机连接螺栓更换及使用力矩:在更换齿片时,一定要同时更换相应的紧固件,而且必须使用扭力扳手,头部螺栓力矩为1080N.m ;尾部螺栓为630N.m。
五:钢丝胶带提升机夹板螺栓及料斗螺栓的紧固方式及力矩:
胶带夹板紧固力矩表
胶带规格315 400 500 630 800 800H 1000 1250 主夹板预紧力(N.m)200 300 400
1:防松螺母紧固力100N.m。
2:在操作期间,紧固力矩可减少到200N.m,如果检查时发现低于200N.m,固定螺母应重新紧固到300N.m.
3紧固顺序:
第一行..........9 5 1 3 7 11
第二行.........10 6 2 4 8 12
注:提升机调试运行第一年内,必须在带载运行六个阶段12小时,72小时,2周,1个月,3个月,6个月,对带夹连接螺栓进行紧固。
(力矩按照上表),并同时检查胶带有无损伤,以后每隔3个月对带夹连接螺栓进行一次常规检查并紧固。
料斗螺栓紧固力矩表
规格315 400 500 630 800 800H 1000 1250 预紧力矩(N.m)160 200
紧固顺序.........6 5 4 1 2 3
紧固要求:提升机调试运行第一年内,必须在带载运行后五个阶段84小时,2周,1个月,3个月,6个月,对料斗连接螺栓进行紧固,(力矩按照上表),并同时检查胶带有无损伤。
以后每隔3个月对料斗连接螺栓进行一次常规检查并紧固。
六:提升机头轮齿片,及其他设备的特殊螺栓,一律按螺栓规格、等级查阅螺栓
预紧力表紧固。
螺栓预紧力表
4.6级(Nm) 8.8级(Nm) 9.8级(Nm) 10.9级(Nm) 12.9(Nm) 序号规格受力面积
(㎜²)
1 M
2 2.1 0.14 0.37 0.40 0.52 0.61
2 M
3 5.0 0.51 1.35 1.47 1.88 2.21
3 M
4 8.8 1.18 3.1
5 3.41 4.38 5.14
4 M
5 14.2 2.39 6.3
6 6.90 8.86 10.59
5 M
6 20.1 4.05 10.81 11.72 15.05 17.66
6 M8 36.6 9.84 26.01 29.26 36.54 42.87
7 M10 58 19.49 51.99 56.38 72.38 84.91
8 M12 84.3 33.99 90.68 98.33 126.25 148.10
9 M14 115.0 39.90 144.32 156.49 200.93 235.70
10 M16 157.0 84.40 225.16 244.17 313.50 367.76
11 M18 185.0 135 300 430 500
12 M20 245.0 164.64 439.22 476.28 611.52 717.36
13 M24 353.0 284.66 759.43 823.48 1057.31 1240.30
14 M27 480.0 490 780 1100 1550 1800
15 M30 561.0 565.49 1505.66 1635.66 2100.38 2463.91
16 M36 817.0 988.24 2436.00 2858.55 3670.30 4305.92
17 M42 1120.0 1680.54 4216.66 4572.29 5870.53 6886.66
18 M48 1424.44 2968.0 5935.0 6677.0 8346.0 10020.0
19 M56 2030.03 3786 10095 11357 14196 17035。