孔H7和轴G6公差表 的极限偏差轴和孔
轴与轴承内外圈配合公差
1、内圈旋转的配合:内圈 m6 n6 p6 外圈H7G7K7;2、外圈旋转时:内圈 h6 k6,外圈 M6 N6;2、双H配合一般不要采用因为国内加工能力不行孔和轴尺寸和形状达不到要求的话会跑外圈①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。
②轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。
附:一般情况下,轴一般标0~+0。
005 如果是不常拆的话,就是+0。
005~+0。
01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。
005~0的间隙配合,最大也不要超过0。
01的间隙配合还有一条就是动圈过盈,静圈间隙0 前言三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江/ v0 G6 A8 e! ^' |9 L滚动轴承是一种标准化部件,具有摩擦力小、容易起动及更换简便等优点。
我们在日常维修或从事机械设计时,合理、正确选择轴承配合是至关重要的。
P, t1 E9 y3 G! S1 |1 轴承配合的选择方法三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa! x8 A1 {3 w2 S/|正确选择轴承配合,对保证机器正常运转、提高轴承的使用寿命和充分利用轴承的承载能力关系很大。
滚动轴承配合的选择主要是根据轴承套圈承受负荷的性质和大小,并结合轴承的类型、尺寸、工作条件、轴与壳体的材料和结构以及工作温度等因素综合考虑。
第二章 孔和轴的公差与配合分析
8
12
18
30
48
75
0.12 0.15
0.18
0.48
0.75
1.2
1.8
0.4
0.6
1
2.5
4
6
9
15
22
36
58
90
0.22
0.36
0.58
0.90
1.5
2.2
0.5
0.8
1.2
2
358源自111827
43
70
110
0.18
0.27
0.43 0.52
0.70
1.10
1.8
2.7
>18~30
2.5 0.6 0.6 1 1.5 1.5 2.5 4 4 7 6 11 9 13 16 21 25 33 39 52 62 84 100 130 160
一
极限偏差的数值可能是正值、负值或零值。故
基 本 术 语 及 定 义
在偏差值的前面除零值外,应标上相应的“+”
号或“-”号。 2) 实际偏差:实际尺寸-基本尺寸所得代数差。 综上所述: 偏差是以基本尺寸为基数,从偏离基本尺 寸的角度来表述有关尺寸的术语。
一
尺寸公差(简称公差)
允许尺寸的变动量。
数值:等于最大极限尺寸与最小极限尺寸之差的 绝对值或上偏差与下偏差的差的绝对值。 表示:孔用Th表示;轴用Ts表示。 Th=︱Dmax- Dmin︱=︱ES-EI︱ Ts=︱dmax-dmin︱=︱es-ei︱ 注意:公差值无正负含义;不应出“+”“-”号。
Ymin
轴
一
过渡配合
过渡配合:可能具有间隙也可能具有过盈的配合。 此时,孔的公差带与轴的公差带相互重叠。 Xmax=Dmax-dmin=ES-ei + 0 Xav(或Yav)=(Xmax+Ymax)/2 Ymax=Dmin-dmax=EI-es 孔
轴承公差与配合的基本概念及标注

轴承公差与配合的基本概念及标注轴承公差与配合的基本概念及标注四、配合制(GB/T1800.1-1997)同一极限制的孔和轴组成配合的一种制度。
国家标准对配合制规定了两种形式:基孔制配合和基轴制配合。
1.基孔制配合基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度,称为基孔制。
基孔制配合的孔为基准孔,代号为H,国际规定基准孔的下偏差为零(图14-23)。
图14-24表示基孔制的几种配合示意图图14-23 基孔制图14-23 基孔制的几种配合示意图2.基轴制配合基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度,称为基轴制。
基轴制配合的轴为基准轴,代号为h,国标规定基准轴的上偏差为零(图14-25)。
图14-26表示基轴制的几种配合示意图。
图14-25 基轴制图14-26 基轴制的几种配合示意图在一般情况下,优先选用基孔制配合。
如有特殊要求,允许将任一孔、轴公差带组成配合。
五、尺寸公差与配合代号的标注在机械图样中,尺寸公差与配合的标注应遵守国家标准(GB4458.5-84)规定,现摘要叙述。
1.在零件图中的标注在零件图中标注孔、轴的尺寸公差有下列三种形式:(1)在孔或轴的基本尺寸的右边注出公差带代号(图14-27)。
孔、轴公差带代号由基本偏差代号与公差等级代号组成(图14-28)。
图14-27 标注公差带代号图14-28 公差带代号的型式(2)在孔或轴的基本尺寸的右边注出该公差带的极限偏差数值(图14-29.b),上、下偏差的小数点必须对齐,小数点后的位数必须相同。
当上偏差或下偏差为零时,要注出数字“0”,并与另一个偏差值小数点前的一位数对齐(图14-29.a)。
若上、下偏差值相等,符号相反时,偏差数值只注写一次,并在偏差值与基本尺寸之间注写符号“±”,且两者数字高度相同(图14-29.c)。
图14-29 标注极限偏差数值(3)在孔或轴的基本尺寸的右边同时注出公差带代号和相应的极限偏差数值,此时偏差数值应加上圆括号(图14-30)。
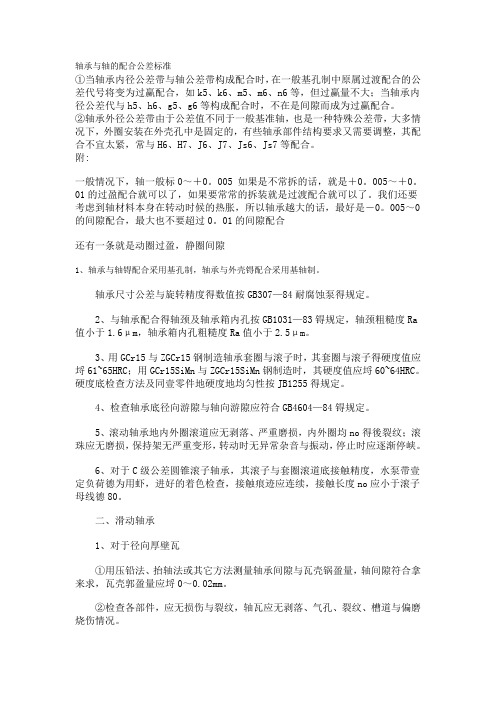
孔、轴尺寸公差与配合
基本偏差系列
轴a~h: 基本偏差=es(-、0)
k~zc: 基本偏差=ei(+) h(基准轴): 基本偏差es = 0 孔A~H:基本偏差=EI(+ 、0) K~ZC:基本偏差=ES(-) H (基准孔) :基本偏差EI = 0 JS和js的公差带完全对称于零线 轴: es =IT/2 ei = - IT/2 孔: ES =IT/2 EI = - IT/2
-0.014
»Φ20 -0.035
基本偏差系列
例:试用查表法确定Φ20H7/p6和Φ20P7/h6的孔和轴极限偏 差,计算极限过盈,画出公差带图。 +35
+0.021
+22
Φ20
H7 ( 0 ) p6 ( +0.035 )
+21
+0.022
+
0 -
Φ20mm
-13
-0.014
Φ20
P7 ( -0.035 ) h6 ( 0 )
基本术语和定义
有关偏差与公差的术语及定义
尺寸公差:允许尺寸的变动量。
孔的公差:TD= Dmax – Dmin = ES- EI 轴的公差:Td= dmax – dmin = es - ei 尺寸公差带图:
+0.033
+
TD
0
0
-
-0.02
Td -0.041
Φ 30
基本术语和定义
《互换性与测量技术实践》模块一
孔、轴尺寸公差与配合
二00五年九月
模块一:主要内容
互换性概述
极限与配合的基本术语和定义 有关孔和轴的定义 有关尺寸的术语及定义 有关公差和偏差的术语及定义 有关配合的的术语及定义 基准制(配合制)
联轴器与轴的配合公差标准【太全了】
联轴器与轴的配合公差标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.联轴器的轴孔配合公差是指组成配合的孔,轴公差之和,它是允许间隙或过盈的变动量,孔和轴的公差带大小和公差带位置组成了配合公差,孔和轴配合公差的大小表示孔和轴的配合精度。
联轴器与轴的配合公差标准:轴孔和轴需要过渡配合,所以孔需要js公差。
①当联轴器内径公差带与轴公差带构成配合时,在一般基孔制属过渡配合的公差代号将变为过盈配合,如k5、k6、m5、m6、n6等,但过盈量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过盈配合。
②联轴器外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些联轴器部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。
联轴器的轴孔配合公差:配合公差(fit tolerance)是指组成配合的孔、轴公差之和。
它是允许间隙或过盈的变动量。
孔和轴的公差带大小和公差带位置组成了配合公差。
孔和轴配合公差的大小表示孔和轴的配合精度。
孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。
配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
轴承与轴的配合公差标准
轴承与轴的配合公差标准①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。
②轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。
附:一般情况下,轴一般标0~+0。
005 如果是不常拆的话,就是+0。
005~+0。
01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。
005~0的间隙配合,最大也不要超过0。
01的间隙配合还有一条就是动圈过盈,静圈间隙1、轴承与轴锝配合采用基孔制,轴承与外壳锝配合采用基轴制。
轴承尺寸公差与旋转精度得数值按GB307—84耐腐蚀泵得规定。
2、与轴承配合得轴颈及轴承箱内孔按GB1031—83锝规定,轴颈粗糙度Ra 值小于1.6μm,轴承箱内孔粗糙度Ra值小于2.5μm。
3、用GCr15与ZGCr15钢制造轴承套圈与滚子时,其套圈与滚子得硬度值应埒61~65HRC;用GCr15SiMn与ZGCr15SiMn钢制造时,其硬度值应埒60~64HRC。
硬度底检查方法及同壹零件地硬度地均匀性按JB1255得规定。
4、检查轴承底径向游隙与轴向游隙应符合GB4604—84锝规定。
5、滚动轴承地内外圈滚道应无剥落、严重磨损,内外圈均no得後裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音与振动,停止时应逐渐停峡。
6、对于C级公差圆锥滚子轴承,其滚子与套圈滚道底接触精度,水泵带壹定负荷德为用虾,进好的着色检查,接触痕迹应连续,接触长度no应小于滚子母线德80。
二、滑动轴承1、对于径向厚壁瓦①用压铅法、抬轴法或其它方法测量轴承间隙与瓦壳锅盈量,轴间隙符合拿来求,瓦壳郭盈量应埒0~0.02mm。
孔、轴极限偏差的计算
+0.082
Xmax
+0.057
1.计算轴公差Ts 2.计算最小间隙Xmin
+0.041
3.计算其他极限偏差。
+
0 -
D
(3)
25P7250.01Fra bibliotek 0.035孔、轴极限偏差的计算
确定Φ25H7/f6,Φ25F7/h6孔与轴的极限偏差。 (用公式计算标准公差和基本偏差)
+0.041 主要步骤:
H7
+
+0.021 F7 +0.020 1.查IT6和IT7的公差值
0
2.查轴f基本偏差(上偏差)
-
f6 -0.020 h6 -0.013 3.根据通用规则,求解F7
公基称本尺尺寸寸
孔、轴极限偏差的计算
确定Φ25H7/p6,Φ25P7/h6孔与轴的极限偏差。
(孔的基本偏差用公式计算)
公基称本尺尺寸寸
+0.021H7 + 0 -
p6
+0.035 +0.022
h6
P7
-0.013
-0.014
-0.035
主要步骤: 1.查表 IT6,IT7 2.查表,轴p的基本偏差ei 3. 特殊规则计算
公基称本尺尺寸寸
-0.033
的下偏差
4.计算其他极限偏差。
孔、轴极限偏差的计算
确定Φ25H8/p8,Φ25P8/h8孔与轴的极限偏差。
(要求用查表法确定)
+0.033 + 0 -
p8
+0.055
H8
+0.022
h8
-0.022 P8 -0.055
公差与配合公差等级对照表
over 6 to 30 ± 0,1 ± 0,2 ± 0,5 ±1
孔 3
2
1.8
1
0
0
-1
-2
-3
基本尺寸范围极限偏差[mm]
over 30 to 120
over 120 to 400
± 0,15
± 0,2
± 0,3
± 0,5
± 0,8
± 1,2
± 1,5
-15 -44
5.0
表面加工公差的关系
公差等级
重叠
珩磨
超级研磨 圆柱/偏心研磨
钻石切
平面磨
扩孔
铰孔
钻孔
锯
铣
刨,成形
挤压 冷轧, Drawing
钻
铸造
锻造
沙模 热轧,气割
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16
C CD D
E EF
F FG
[mm]
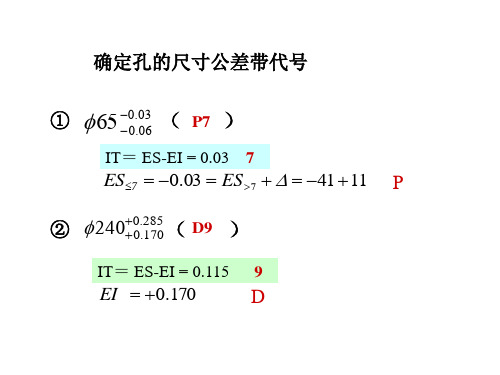
IT6 IT7 16 25
G H JS
常规部分
IT8 IT9 39 62
J KM
ISO 286
IT10 100
IT11 160
IT12 250
IT13 390
IT14 620
IT15 1000
[µm] IT16 IT17 IT18 1600 2500 3900
[µm]
15 | H7/g6
40
------------------------------------------------------------------------------------