无模多点成形技术简介
多点成形工艺技术
多点成形工艺技术多点成形工艺技术是一种将材料通过多重点位进行连续成形的方法,它相对于传统的单点成形工艺更加高效和精确。
多点成形工艺技术广泛应用于航空航天、汽车、电子、医疗器械等领域。
首先,多点成形工艺技术可以提高生产效率。
传统的单点成形工艺需要通过多次定位和加工来完成产品的成形,而多点成形工艺可以同时进行多个点的成形,可以大大提高生产效率。
例如,在汽车制造过程中,传统的车身焊接工艺需要多次定位来完成焊接,而多点成形工艺可以同时进行多个焊点的连接,大大提高了焊接速度。
其次,多点成形工艺技术可以提高产品质量。
多点成形工艺可以通过同时施加多个力量在不同的点位上,可以更加均匀地分散应力,减少工件变形和缺陷的产生。
在航空航天领域,多点成形工艺技术可以用于制造薄壁结构件,确保其在高温和高压环境下的稳定性和安全性。
此外,多点成形工艺技术还可以实现复杂形状的加工。
由于可以通过多个点位同时施加力量,多点成形工艺可以实现对复杂形状的材料加工,如曲面、扭曲形状等。
这在制造高精度的模具、工装等方面具有重要意义。
多点成形工艺在医疗器械制造领域也可以应用,例如可以用于制造人工心脏瓣膜,以满足患者对个性化和精确化治疗的需求。
然而,多点成形工艺技术也存在一些挑战和局限性。
首先是设备和工艺的复杂性。
多点成形工艺需要一个精密的控制系统来同时控制多个点位的加工,这对设备的制造和维护都提出了更高的要求。
其次,多点成形工艺的优势在于可以实现多点同步加工,但是对于一些较大尺寸的工件,多点成形工艺可能并不适用,因为需要很大的力量来同时加工多个点位。
综上所述,多点成形工艺技术是一种提高生产效率和产品质量的重要工艺方法。
尽管它存在一定的挑战和局限性,但其广泛的应用前景和技术的不断创新仍然使其受到了广泛的关注和研究。
未来,随着科技的不断发展和工艺技术的进步,多点成形工艺技术将进一步完善和推广,为各个领域的制造业带来更高效、精确的生产方式。
无模成形技术简介
无模成形技术简介1.引言无模成形是以计算机为主要手段,利用多点成形或增量成形的方法,实现板料的无模具塑性成形的先进智能化制造技术。
金属板料成形在制造业中有着十分重要的地位,该技术广泛应用于航空航天、船舶工业、汽车覆盖件和家电等生产行业,但传统的金属板料加工工艺都离不开模具,采用模具成形生产周期长,而且缺乏柔性,产品变化时就需要重新更换模具,这就延长了新产品的开发周期。
而现代社会产品的更新换代非常迅速,如何快速、低成本和高质量地开发出新产品,是企业生存和发展的关键。
为此,国内外许多学者都在致力于板料塑性成形新技术的研究,努力实现金属板料快速高效的柔性冲压和无模成形,以适应现代制造业产品快速更新的市场竞争需要。
2.研究概况国内外许多学者都对板料塑性成形新技术进行了大量的研究,从无模多点成形和数字化渐进成形到喷丸成形、爆炸成形、激光热应力成形和激光冲击成形等,并取得了一定的成果。
2.1无模多点成形无模多点成形是利用高度可调节的数控液压加载单元(基本群体)形成离散曲面,来替代传统模具进行三维曲面成形的方法,是一种多点压延加工技术。
此法特别适合于多品种小批量生产,体现了敏捷制造的理念。
目前已在高速列车流线型车头制作、船舶外板成形、建筑内外饰板成形及医学工程等领域,得到广泛应用。
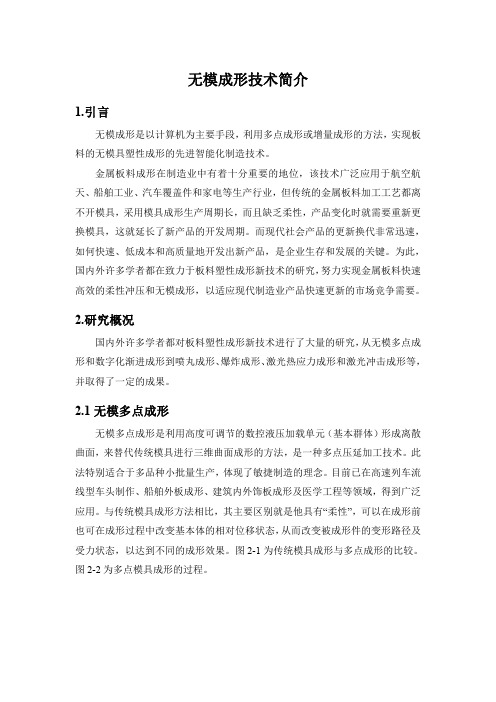
与传统模具成形方法相比,其主要区别就是他具有“柔性”,可以在成形前也可在成形过程中改变基本体的相对位移状态,从而改变被成形件的变形路径及受力状态,以达到不同的成形效果。
图2-1为传统模具成形与多点成形的比较。
图2-2为多点模具成形的过程。
图2-1模具成形与多点成形的比较图2-2多点模具成形过程20世纪70年代,日本造船界开始研究多点成形压力机,并成功应用于船体外板的曲面成形。
此后许多学者为开发多点成形技术进行了大量的探讨与研究,制作了不同的样机,但大多只能进行变形量较小的整体变形。
吉林大学李明哲等人对无模多点成形技术进行了较为系统的研究,已自主设计并制造了具有国际领先水平的无模多点成形设备,2002年底,李教授组建了产学研实体:长春瑞光科技有限公司。
无模多点成形技术——板材成形的新理念

无模多点成形技术
1 无 模 多 点成 形 技术 的基 本原 理 与技 术 特点 .
板材成形的新理念
财 力 ,显 著地 缩 短 产 品生 产 周 期 ,降低 生 产 成 本 ,
吉林大学辊锻工艺研究所 (305 李 东平 李东 成 102 )
( )优 化变 形 路 径 2
通 过基 本 体调 整 ,实 时 控
制变形 曲 面 ,随 意 改 变 板 材 的 变 形 路 径 和 受 力 状 态 ,提 高材 料成 形 极 限 ,实 现难 加 工材 料 的塑 性 变
( )实 现 无 回 弹 成 形 可 采 用 反 复 成 形 新 技 3
形 ,扩 大加 工 范 围 。
高 、质 量好 ,并且 显 著提 高生 产 效 率 。
调 的基 本 体
( 冲
头) ,通 过对 各 个 基
本体 的实 时控 制,
构 造 出 所 需 形 状 的
成 形 面 ,取 代 传 统 的模 具 来 实 现 板 材 三 维 曲 面 的ቤተ መጻሕፍቲ ባይዱ快 速 无
一
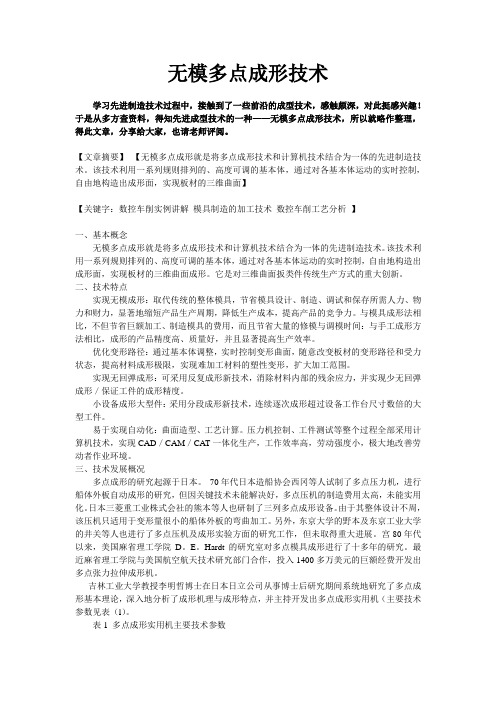
图 1 多点成形原理 示意 图
无模 多 点 成形 技 术 是 由 吉林 大学 李 明哲 教 授在 提 高产 品 的竞 争 力 。与模 具 成形 法 相 比 ,不但 节 省
日本 做博 士 后 研 究工 作 期 间命 名 的一 项 金属 板 材三 巨 额加 工 、制 造模 具 的 费用 ,而且 节 省大 量 的修 模
维 曲 面 成 形 的 先 进 制 造 技术 。 其基 本 原 理是 利 用 一 系 列 规 则 排 列 的 、高 度 可 与 调模 时 间 ;与手 工 成形 方 法相 比 ,成 形 件 的精 度
<2 10 0
无模多点成形技术
无模多点成形技术学习先进制造技术过程中,接触到了一些前沿的成型技术,感触颇深,对此挺感兴趣!于是从多方查资料,得知先进成型技术的一种——无模多点成形技术,所以就略作整理,得此文章,分享给大家,也请老师评阅。
【文章摘要】【无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。
该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面】【关键字:数控车削实例讲解模具制造的加工技术数控车削工艺分析】一、基本概念无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。
该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面成形。
它是对三维曲面扳类件传统生产方式的重大创新。
二、技术特点实现无模成形:取代传统的整体模具,节省模具设计、制造、调试和保存所需人力、物力和财力,显著地缩短产品生产周期,降低生产成本,提高产品的竞争力。
与模具成形法相比,不但节省巨额加工、制造模具的费用,而且节省大量的修模与调模时间:与手工成形方法相比,成形的产品精度高、质量好,并且显著提高生产效率。
优化变形路径:通过基本体调整,实时控制变形曲面,随意改变板材的变形路径和受力状态,提高材料成形极限,实现难加工材料的塑性变形,扩大加工范围。
实现无回弹成形:可采用反复成形新技术,消除材料内部的残余应力,并实现少无回弹成形/保证工件的成形精度。
小设备成形大型件:采用分段成形新技术,连续逐次成形超过设备工作台尺寸数倍的大型工件。
易于实现自动化:曲面造型、工艺计算。
压力机控制、工件测试等整个过程全部采用计算机技术,实现CAD/CAM/CA T一体化生产,工作效率高,劳动强度小,极大地改善劳动者作业环境。
三、技术发展概况多点成形的研究起源于日本。
70年代日本造船协会西冈等人试制了多点压力机,进行船体外板自动成形的研究,但因关键技术未能解决好,多点压机的制造费用太高,未能实用化。
演讲资料:多点模具成形技术
弹性垫厚 度及变形
多点模具针控制
实用化多点成形技术
2பைடு நூலகம்分段成形技术
对于尺寸大于设备成形尺寸的零件,可以逐段、分片连 续成形,在这种成形方式中,板材分成若干个区:已成 形区、过渡成形区及未成形区。这几个区域在变形过程 中是相互影响的,过渡区中基本体群成形面的几何形状 对分段成形效果具有决 定性作用,过渡区的设 计是分段成形最关键的 技术问题。应用多点分 段成形技术已成形出零 件尺寸大于一次成形尺 寸数倍以上的样件,成
• 将传统的整体模具离散化,变成形状可变的“柔性模 具”,则可用于任意形状的板材成形。这样将省去大量 的模具制造费用,又能解决单件、小批量零件的生产问 题,这种先进的金属板材成形技术就是板材多点成形技 术。
国内外现状
国内外现状
国内外现状
多点成形技术的特点
• 模具型面由离散的点构成,这些点的位置可调。 • 用离散点取代连续的模具型面,会带来局部形
形出的扭曲面扭曲角超 过400°。
分段多点成形技术
应用于大型和超大型钣 金件成形(汽车、造船 等)。解决设备尺寸和 批量的限制。例如高速 火车的流线型车头外壳、 巨型天线、潜艇外壳、 大型建筑装饰件等
多点分段成形的特点:
1、可以采用小型设备成形大型钣金件; 2、工件受力和变形比整体成形复杂; 3、多点成形模具的柔性特点可以减小模具成本,缩短生产准备 时间;
状的误差,可以用加弹性垫的方法进行弥补。
• 多点成形模具具有柔性特点,根据不同零件的 需要进行调整,以便适应不同零件的需要。
• 采用具有柔性的多点模具,可以省去模具费用。 • 缩短生产准备时间。 • 适合单件、小批量钣金件的生产。 • 避免了手工方法中成形质量差、生产效率低、
多点成型技术的简述
学士论文摘要多点成形技术是金属板材三维自由曲面成形的一种柔性加工方法,其基本思想是将传统的整体模具离散化,由一系列规则排列的基本体(或称冲头)组成的“柔性多点模具”来代替,由基本体球头的包络曲面来完成板材成形。
多点成形技术作为一种新兴的技术已在飞机、船舶、汽车等诸多制造领域有着广泛的应用前景。
无压边多点成形通常用于变形量不大的曲面成形,是板材多点成形过程中使用频率很高的一种成形方法。
由于没有压边圈,板材面内变形力较小,主要以面外弯曲变形为主,导致在多点成形中起皱缺陷更容易出现,特别是在薄板多点成形中,起皱是工艺上必须克服的成形缺陷。
由于没有压边圈的作用,板材成形过程中,回弹对成形件最终形状的影响要比有压边时大。
影响回弹的因素很多,如板材厚度,板材的材质以及成形件变形量的大小等。
本文采用数值模拟技术对多点成形过程的起皱和回弹进行了分析,谈论了各个因素对成形柱面成形件时起皱和回弹的影响。
1.板材无压边多点成形的起皱数值模拟采用显式算法对柱面成形件进行了详细的数值模拟,研究了板材厚度、曲率半径以及材质等对起皱的影响。
板厚与变形程度是影响起皱的重要因素,增大板材厚度,减小成形件曲率半径均可有效的抑制起皱的产生。
2.板材无压边多点成形的回弹数值模拟。
完整的板材成形包括加载和卸载两个过程。
本文采用动态显式算法模拟板材成形过程,采用隐式算法模拟卸载回弹过程。
主要分析了板材厚度、成形件变形量以及材质等对柱面成形件无压边多点成形的回弹影响。
由数值模拟结果可以看出,在多点成形中,板材厚度越小,变形量越小,卸载后回弹越大,反之,厚度越大,变形量越大则回弹越小。
关键词:多点成形,数值模拟,起皱,回弹,动态显式算法,隐式算法。
- 1 -学士论文ABSTRACTMulti-point forming(MPF)is a flexible manufacturing technology for three dimensional sheet metal forming. In multi-point forming, the conventional solid die is replaced by“ flexible Multi-point die”composed by a series of discrete elements (or punches).The forming process of sheet metal is implemented by the envelope surface of punches. Multi-point Forming can be applied extensively in a lot offields such as aircraft, stream and navel ships, vehicle, large sculpture and modern architecture etc.Sheet metal forming in MPF without blank holder, which is a common process method, is usually applied in processing those kinds of surface parts which have not big deformation amount. without blank holder, the deformation inside the surface is distinctly smaller than the bending outside the surface. Wrinkle is a key factor to determine whether the part could be formed and become one of primary forming defects especially for thin metal sheet in MPF.On the other hand,in this condition, springback was more serious than those forming with blank holder. Springback was affected by numerous factors, such as thickness of metal sheet, material property and deformation amount and so on.???????1. Numerical simulation of wrinkling in multi-point forming for metal sheet without blank holderThe Multi-point forming process of cylindrical surface of different materials with different thickness and deformations were simulated, and those results show that metal sheet thickness, deformation and material property have effect on wrinkle defect. With metal sheet thickness increasing, deformation diminishing, wrinkle can be gradually weakened. Simultaneously, wrinkle was affected by material property too.2.Numerical simulation of springback in multi-point forming for- 2 -学士论文metal sheet without blank holderThere were included loading and unloading course in an intact metal sheet forming. Based on explicit-implicit algorithm , the finite element model for numerical simulation of springback was established. Dynamic-explicit formulation was employed to analyze the loading process and implicit formulation to unloading process. The multi-point forming processes of cylindrical surface with different thickness under different deformations were simulated. In terms from the numerical simulation results, in multi-point forming for metal sheet without blank holder, increasing thickness and deformation can weaken the springback.Keywords: Multi-point forming, Numerical simulation, Wrinkle, springback, Dynamic-explicit algorithm, Implicit algorithm.- 3 -学士论文目录第一章绪论 (6)1.1多点成形技术简介 (6)1.1.1概述 (6)1.1.2基本原理 (6)1.1.3产生与发展 (6)1.1.4成形缺陷及抑制方法 (7)1.1.5多点成形应用实例 (8)1.2板材成形数值模拟 (9)1.2.1板材数值模拟的发展及现状 (10)1.2.2板材多点成形数值模拟 (12)1.3选题的意义及本文的主要研究内容。
无模多点数字化成形技术与装备
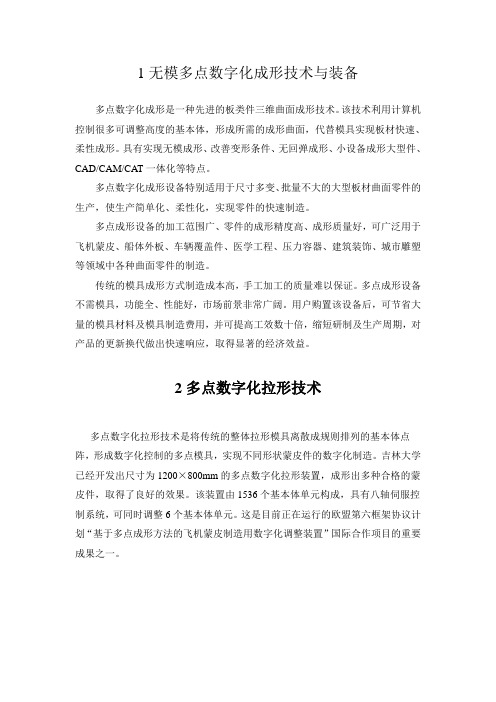
1无模多点数字化成形技术与装备多点数字化成形是一种先进的板类件三维曲面成形技术。
该技术利用计算机控制很多可调整高度的基本体,形成所需的成形曲面,代替模具实现板材快速、柔性成形。
具有实现无模成形、改善变形条件、无回弹成形、小设备成形大型件、CAD/CAM/CAT一体化等特点。
多点数字化成形设备特别适用于尺寸多变、批量不大的大型板材曲面零件的生产,使生产简单化、柔性化,实现零件的快速制造。
多点成形设备的加工范围广、零件的成形精度高、成形质量好,可广泛用于飞机蒙皮、船体外板、车辆覆盖件、医学工程、压力容器、建筑装饰、城市雕塑等领域中各种曲面零件的制造。
传统的模具成形方式制造成本高,手工加工的质量难以保证。
多点成形设备不需模具,功能全、性能好,市场前景非常广阔。
用户购置该设备后,可节省大量的模具材料及模具制造费用,并可提高工效数十倍,缩短研制及生产周期,对产品的更新换代做出快速响应,取得显著的经济效益。
2多点数字化拉形技术多点数字化拉形技术是将传统的整体拉形模具离散成规则排列的基本体点阵,形成数字化控制的多点模具,实现不同形状蒙皮件的数字化制造。
吉林大学已经开发出尺寸为1200×800mm的多点数字化拉形装置,成形出多种合格的蒙皮件,取得了良好的效果。
该装置由1536个基本体单元构成,具有八轴伺服控制系统,可同时调整6个基本体单元。
这是目前正在运行的欧盟第六框架协议计划“基于多点成形方法的飞机蒙皮制造用数字化调整装置”国际合作项目的重要成果之一。
3液态道路沥青软包装成套设备及新型沥青包装袋液态道路沥青软包装技术是“七五”国家重点科技攻关项目,于1991年2月通过国家鉴定验收,并获国家科技攻关成果二等奖。
94年获交通部科技进步二等奖,95年获国家科技进步三等奖,该项目92年列入交通部重点推广项目,93年列入国家重点推广项目,它完美地解决了长期困扰我国的道路沥青包装、贮藏和运输的一大难题。
液态道路沥青软包装线是将温度在≤200℃时的道路沥青,灌装在特种材料经过特殊工艺加工制成的软包装复合袋中的机械设备。
多点成形技术
比较:主要区别,在成形前或在成形过程中改变基本体的相对位置,改变被成形件的变形路径及受力状态,以达到不同的成形结果。
多点成形技术经过多年的发展,已达到了实用化阶段,具有如下特点:1.实现无模成形无需另外生产模具,避开了模具从设计、制造和调试的这一整套过程。
2.变形路径可控通过控制各个基本体的位移和速度,实时的调整基本体冲头包络面形成的成形面形状,这种成形路径可变的特点是整体模具成形无法实现的。
3.通用性强,适用范围广:多点成形放宽了对板材厚度的限制,整体模具成形通常只能冲压固定厚度的板材,但多点成形可以冲压最大厚度和最小厚度比值高达10 的板料。
4.小设备成形大型件采用分段多点成形技术,连续逐次成形超过设备工作台尺寸几倍到几十倍的大型工件。
5.易于实现自动化:多点压机成形能够充分体现柔性特点,实现板料最佳变形。
多点压机成形的基本思想是最大程度地均匀化板料变形,按照任意时刻成形面中间构形曲率均匀变化方法确定变形路径。
1成形结果:可以看出板料应变值不断下降,说明局部剧烈变形程度逐渐减小;应变极值比不断下降,说明板料变形趋于均匀。
多点压机成形方式使变形得到最大程度的改善2.成形能力08AL 板料在相同条件下多点压机成形下的极限变形量有了较大程度的提高,多点压机成形能够显著地提升板料成形性能,提高成形能力。
3.回弹板料回弹分布是否均匀反应了变形的均匀程度3.1其中四条虚线框表示回弹前的板料位置,比较可知,随着变形路径的改善,板料成形后回弹分布趋于均匀,多点压机成形方式时回弹分布最为均匀;3.2板料变形越来越均匀,回弹量逐渐减小;板料在多点压机成形方式下,受力状态良好,只发生面内变形,板料没有局部过度变形,应力分布均匀,因此应力释放均匀,所引起的板料形状变化较小,因此回弹分布均匀。
起皱是板料沿不良路径成形的一种现象。
应用范例在具体施工方面第一大难题就是大量的钢结构部件需要三维曲面成形,而目前世界上还没有类似形状的钢结构建筑。
多点成型

4.技术特点(与传统模具成形相比):
4.小设备成形大型件 可采用分段成形新技术,可以连续逐次成形超过 设备台尺寸数倍或数十倍的大型工件。 5.易于实现自动化 曲面造型、工艺计算、压力机控制、工件测试等 整个过程都可以采用计算机技术,实现 CAD/CAE/CAM一体化生产,工作效率高,劳动 强度小,极大的改善劳动者作业环境。
3.基本原理:
多点成形是在成形之前将基本体调整到所需 的适当位置,使基本体群形成制品曲面的包络面, 而在成形各基本体间没有相对运动。其实质与模 具成形基本相同,只是将模具分成离散点。
1.整体板料成型时,板材由模具曲面来成型; 2.多点成型由基本体群冲头的包络面(或成型曲面) 完成。柔性特点体现:基本体行程可以调节,改变 基本体的位置就可以改变成型曲面,也就相当于重 新构造了成型模具
2.概念:
通俗地说,无模多点成形是一种 全新的板材曲面柔性成形技术,主要 思路是将整体模具离散化,在一台设 备上布置很多基本体单元,通过计算 机控制这些基本体单元的高度,形成 型面可变的柔性模具,达到对板材柔 性成形的目的,而无需对每一种零件 都制作相应的模具。
3.工作原理:
将传统的整体模具离散成一系列规则 排列、高度可调的调形单元(或称冲头), 由这些调形单元组成的“柔性多点模具” 代替 传统的冲压成形。
5.多点成形设备组成: 1.多点成形主机 YAM和SM两个系列
5.多点成形设备组成:
5.1多点成形主机 • 机架:开式、四柱式、框架式...... • 基本体调形机构
(1)机械手式:通过机械手一次调整每个基本体的行程; (2)电机式:每个基本体由一个小型电机控制,调型效率 高; (3)液压缸式:每个基本体由一个小型液压缸控制,调型 效率高。
板材无模多点成形技术
板材无模多点成形技术
李明哲;刘纯国
【期刊名称】《机电信息(北京)》
【年(卷),期】1998(000)004
【摘要】无模多点成形是由可调整高度的基本体群随意形成各种曲面形状进行板材三维曲面成形的先进制造技术。
板材无模多点成形设备是以计算机辅助设计、辅助制造、辅助测试(CAD/CAM/CAT)技术为主要手段的柔性锻压设备。
它利用计算机控制基本体的高度来形成所需要的曲面形状,不用模具实现板材的自动无模成形,而且,利用分段多点成形法可以实现用小设备成形大型件。
【总页数】3页(P18-20)
【作者】李明哲;刘纯国
【作者单位】吉林工业大学;吉林工业大学
【正文语种】中文
【中图分类】TG306
【相关文献】
1.无模多点成形技术——板材成形的新理念 [J], 李东平;李东成
2.“板材无模多点成形装置”技术获中国专利金奖 [J],
3.钛合金板材无模多点成形试验研究 [J], 卜敏;赵升吨;孟祥军
4.金属板材无模多点成形专用/CAM与CAT软件的开发 [J], 李明哲;苏世忠;李广权;陈建军;傅沛福
5.L_2Y_2铝板材无模多点成形的质量控制 [J], 程万军;李明哲;付沛福
因版权原因,仅展示原文概要,查看原文内容请购买。
多点成型技术的原理和特点
多点成型技术的原理和特点
多点成型技术(Multi-Jet Modeling,简称MJM)是一种三维打印技术,也被称为多喷头喷墨建模。
它使用喷墨喷头和光固化技术,通过逐层堆积材料来创建复杂的物体。
多点成型技术的原理如下:
1. 设计模型:首先,需要使用计算机辅助设计(CAD)软件创建三维模型。
这个模型将作为打印的基础。
2. 准备打印:将三维模型导入到多点成型机器中,并进行切片处理。
在这一步,模型将被分解成一系列的二维切片。
3. 材料喷射:多个喷墨喷头同时喷射液态材料,通常是光敏聚合物。
喷墨喷头按照切片的轮廓将材料喷射到建造平台上,逐层堆积。
4. 光固化:一旦材料喷射到建造平台上,紧接着就会使用紫外线光固化材料。
喷墨喷头旁边设有紫外线光源,它会立即照射到喷射的材料上,使其固化。
5. 层层堆积:重复以上步骤,逐层堆积材料,直到整个模型打印完成。
多点成型技术的特点如下:
1. 高精度:多点成型技术可以实现较高的打印精度,可以打印出细节丰富、复杂的物体。
2. 多材料:它可以使用多种不同的材料进行打印,包括不同颜色的聚合物。
3. 快速打印:多点成型技术的打印速度相对较快,可以在短时间内完成打印任务。
4. 支撑结构:该技术可以打印具有复杂内部结构的物体,并使用支撑结构来支撑打印过程中的悬挂部分。
5. 应用广泛:多点成型技术在产品设计、快速原型制作、医疗领域、艺术和创意设计等领域得到了广泛应用。
请注意,以上描述仅为一般性原理和特点,实际的多点成型技术可能会因具体机型和制造商而有所不同。
多点成形
缺陷,提高板材的成形能力。这是一种理想的板材成形方法, 但要实现这种成形方式,压力机必须具有实时精确控制各基 本体运动的功能。如图2b所示。
图2 两种基本的多点成形方式 a. 多点模具成形 b. 多点压机成形
成形工艺
1.一次成形工艺
一次多点成形工艺与传统的整体模具冲压成形类似,根据零件的几 何形状并考虑材料的回弹等因素设计出成形面,在成形前调整各基本 体的位置,按调整后基本体群成形面一次完成零件成形。
精密化: 目前多点成形技术在薄板成形与复 杂工件成形方面取得了明显进展,已经 能够用厚度为0.5mm 甚至0.3mm 的板料 成形曲面类工件,而且能够成形像人脸 那样比较复杂的曲面(图3)。随着多点 成形技术的逐渐成熟,正在向精细化方 图3 人脸成形实例 面发展,其成形精度也将得到更大提高。 连续化: 多点调形技术与连续成形技术的结合可以实现连续柔性成 形。其主要思路如下:在可随意弯曲的成形辊上设置多个控制点 构成多点调整式柔性辊,通过调整控制点形成所需要的成形辊形 状,再结合柔性辊的旋转实现工件的连续进给与塑性变形,进行 工件的无模、高效、连续、柔性成形。基于这种新的成形原理, 已经开发出柔性卷板成形装置,并且实现了多种三维曲面的连续
应用与发展
目前, 多点成形技术已经应用于高速列车流线型车头制作、 船体外板成形、航空航天器、化工压力容器、建筑物内外饰板 的成形及医学工程等多个领域中。 随着航空、航天、海运、高速铁路、化工等行业的发展, 对三维曲面板件的需求也在不断地增加, 三维板件的生产也需 要更加先进的制造技术。目前, 多点成形技术正在向大型化、 精密化及连续化方向发展。 大型化: 多点成形作为一种柔性制造新技术, 特别适用于三维板件的 多品种小批量生产及新产品的试制, 所加工的零件尺寸越大, 其优越性越突出。
演讲资料:多点模具成形技术
• 主要缺陷:压痕,起皱
• 挠曲变形的大小取决于挠曲变形刚度,刚度大,则变形小;刚度 小,则变形大。某一基本体对板材所作的功,使板材产生局部压 入变形及挠曲变形。当接触点处挠曲变形刚度很大时,挠曲变形 需要的变形力很大,挠曲变形很难产生,这时,大部分外力功使 板材产生压入变形,表面将出现压痕;当接触点处挠曲变形刚度 较小时(如板材较薄的情况),挠曲变形需要的变形力比较小, 挠曲变形极易产生,这时,若约束条件不合理,则将出现包络式 压痕。可见,理想的多点成形要求板材在成形过程中应始终保持 适度的挠曲变形刚度。
4、模具可以重构
一、有重叠区的成形方法
二、过渡区变形协调的成形方法
剧烈 塑性变形和硬化
三、多道分段成形方法 应用实例:
路径优化
数字化渐进成形
多点成形模具的分类
半多点靠模成形法
多点成形压力机
• 多点成形压力机,按冲头基本体调形分有:逐点调形式和快速调 形式;按机架形式分有开式、三梁四柱式和框架式;按加工板材
状的误差,可以用加弹性垫的方法进行弥补。
• 多点成形模具具有柔性特点,根据不同零件的 需要进行调整,以便适应不同零件的需要。
• 采用具有柔性的多点模具,可以省去模具费用。 • 缩短生产准备时间。 • 适合单件、小批量钣金件的生产。 • 避免了手工方法中成形质量差、生产效率低、
劳动强度大的不足。
多点成形方法的优点
(3)采用多点压机成形方式,在成形过程中调整基本 体位置,改变板材的变形路径,使所有的基本体在 成形过程中始终与板材接触,分散接触压力,使各 部分尽量均匀地变形,也是抑制压痕的有效办法。
• 采用多道 成形方法, 能够明显 地抑制成 形缺陷, 提高材料 的成形极 限。
成形力对工件质量的影响
无需模具的成形工艺

无需模具的成形工艺无模具成形技术是一种将材料加工成特定形状的方法,不需要使用传统的模具来进行成型。
这种成形工艺具有诸多优点,如灵活性高、快速、成本低等,因此在各种领域都有广泛的应用。
以下是一些常见的无模具成形技术:1. 压缩成型:压缩成型是一种将粉末或颗粒材料置于两个模具之间,并通过施加压力使其成形的方法。
这种成形工艺可以用于制造陶瓷制品、金属制品、复合材料等。
压缩成型具有生产效率高、能耗低、成品质量好等优点。
2. 注塑成型:注塑成型是一种将熔化的塑料注入到模具中,在模具中冷却硬化后,取出成品的工艺。
传统的注塑成型需要使用模具,但无模具成形技术可以通过特殊的喷射造型机和材料,将熔化的塑料喷射到模具表面,从而实现无模具成型。
3. 三维打印:三维打印是一种通过逐层添加材料来制造物体的技术。
它可以直接将计算机设计的三维模型转化为实体,而无需传统模具。
三维打印工艺具有快速、精确、灵活性高的优点,被广泛应用于航空航天、医疗器械、汽车制造等领域。
4. 化学成形:化学成形是一种通过在材料表面施加化学反应,使其发生体积变化来实现成形的方法。
这种成形工艺适用于聚合物材料、橡胶材料等。
通过控制反应速率和条件,可以精确控制材料的形状和尺寸。
5. 拉伸成形:拉伸成形是一种通过施加力将材料拉长或挤压来实现成形的技术。
这种成形工艺适用于金属材料的加工。
通过控制拉伸方向、速度和温度等参数,可以实现各种复杂形状的金属制品成形。
6. 微纳加工:微纳加工是一种利用微米或纳米级别的加工工艺来制造微观或纳米级别的结构和器件的技术。
这种加工技术可以通过光刻、电子束曝光、离子束雕刻、原子力显微镜等方式实现。
微纳加工可以制造出特殊的形状和结构,广泛应用于集成电路、纳米器件、微流体等领域。
无模具成形技术在产品设计、制造和研发中具有重要的意义。
它不仅可以缩短产品开发周期,降低制造成本,还可以促进创新和个性化定制。
随着材料科学、制造工艺和机械设备的不断发展,无模具成形技术将有更广阔的应用前景。
无模多点成形机的发展及应用

2. 发展过程
早在20世纪60年代就有日本人提出过与多点成形相关的思路,其原始思想是利用可以相互错动的“钢丝束集” 形成模具型面对板材实现压制与变形。20世纪70年代日本有很多企业与研究机构在这方面进行过大量的研究与试验。吉林大学李明哲教授于1992年在日本将这种板料成形方法命名为“多点成形( Multipoint forming ,简称MPF) ” 法,并提出了成形原理不同的四种典型的多点成形基本方法。
在薄板成形方面取得的成果尤为突出,提出了柔性压边的概念,圆满地解决了薄板多点成形的技术难题,打破了国内外很多专家认为多点成形只能用于中厚板成形的框框。图3所示为采用柔性压边技术压制的薄板成形样件,其板料厚度为0.5mm;图4所示为人脸成形件。图5 所示为具有柔性压边功能的薄板用630kN多点成形机。该设备采用机械手进行调形,上下冲头群各采用40×32的布置方式,上、下各由1280个冲头组成,一次成形尺寸为400mm×320mm。该设备的特点是冲头的截面尺寸小,可以实现板料的精密成形,并且在上下冲头群的四周各布置40个压边用液压缸,能够实现柔性压边。
随着生产力水平的不断提高及制造业的飞速发展,金属板类件制品的需求也在快速增长。机械制造、航空航天、船舶舰艇、各种车辆、压力容器乃至建筑装潢、城市雕塑等许多领域,对三维曲面板类件都有大量的需求。这些板类件的三维曲面成形通常要采用模具成形或手工制造的方式来实现。但模具的制造费用昂贵,加工周期较长,不利于产品的更新换代,制约着制造业的快速发展。而手工成形又存在质量差、效率低、劳动强度大等缺点。在市场竞争越来越激烈的今天,板类件的生产迫切需要快速柔性的先进制造设备。
基本的无模多点成形设备由三大部分组成,即CAD/CAM 软件系统、计算机控制系统及多点成形主机( 如图2所示) 。其中,多点成形主机是多点成形系统的核心。而CAD/CAM 软件系统是根据成形件的目标形状进行几何造型及成形工艺计算等,并通过计算机控制系统调整冲头的高度位置,构造成形面,然后控制加载机构成形出所需的零件。由于成形面的重构过程及工艺参数的选择等均由计算机控制,因此多点成形过程容易实现自动化。如果结合针对成形结果的测量技术,还可实现闭环成形,进一步提高产品精度。
多点成形技术简介
多点成形技术及设备介绍吉林大学无模成形技术开发中心长春瑞光科技有限公司一、多点成形技术简介多点成形是金属板材三维曲面成形的全新技术,是对传统板料生产方式的重大变革。
其原理是将传统的整体模具离散成一系列规则排列、高度可调的基本体(或称冲头)。
在整体模具成形中,板材由模具曲面来成形,而多点成形中则由基本体群冲头的包络面(或称成形曲面)来完成,如图1-1所示。
相当于重新构造了成形模具,由此体现了多点成形的柔性特点。
调节基本体行程需要专门的调整机构,而板材成形又需要一套加载机构,以上、下基本体群及这两种机构为核心就构成了多点成形压力机。
一个基本的多点成形装备应由三大部分组成,即CAD软件系统、控制系统及多点成形主机,如图1-2所示。
CAD软件系统根据要求的成形件目标形状进行几何造型、成形工艺计图1-2 多点成形系统的基本构成算,将数据文件传给控制系统,控制系统根据这些数据控制压力机的调整机构,构造基本体群成形面,然后控制加载机构成形出所需的零件产品。
二、技术先进性与应用领域在多点成形装备中,基本体群及由其形成的“可变模具”是多点成形压力机的主要组成部分。
从这个意义上讲,“多点成形”也可称为“无模成形”。
这种成形装备具有很多传统成形方式无法比拟的优点,其先进性主要表现为:1)实现无模成形,不需另外配置模具。
因此,不存在模具设计、制造及调试费用的问题。
与整体模具成形方法相比节省了大量的资金与时间;更重要的是过去因模具造价太高而不得不采用手工成形的单件、小批零件的生产,在此系统上可完全实现规范的自动成形。
无疑,这将大大提高成形质量。
2)该技术由基本体群的冲头包络面成形板材,而成形面的形状可通过对各基本体运动的实时控制自由地构造出来,甚至在板材成形过程中都可随时进行调整。
因而,板材成形路径是可以改变的,这也是整体模具成形无法实现的功能。
结合有效的数值模拟技术,设计适当的成形路径,即可消除板材的成形缺陷,提高板材的成形能力。
无模多点成形技术简介

无模多点成形技术简介一、基本概念无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。
该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面成形。
它是对三维曲面扳类件传统生产方式的重大创新。
板材无模多点成形系统是以计算机辅助设计与辅助制造技术为主要手段的柔性成形设备,其工作原理是把传统的冲压实体模具分解为很多离散的小模具单元(亦称基本体),利用一系列规则排列的高度可调的基本体,通过对各个基本体运动的实时控制,自由地构造出成形曲面,代替模具实现板材三维曲面的快速无模成形。
这种成形方式是对三维曲面板类件传统生产方式的重大创新。
二、技术特点·实现无模成形:取代传统的整体模具,节省模具设计、制造、调试和保存所需人力、物力和财力,显著地缩短产品生产周期,降低生产成本,提高产品的竞争力。
与模具成形法相比,不但节省巨额加工、制造模具的费用,而且节省大量的修模与调模时间:与手工成形方法相比,成形的产品精度高、质量好,并且显著提高生产效率。
·优化变形路径:通过基本体调整,实时控制变形曲面,随意改变板材的变形路径和受力状态,提高材料成形极限,实现难加工材料的塑性变形,扩大加工范围。
·实现无回弹成形:可采用反复成形新技术,消除材料内部的残余应力,并实现少无回弹成形/保证工件的成形精度。
·小设备成形大型件:采用分段成形新技术,连续逐次成形超过设备工作台尺寸数倍的大型工件。
·易于实现自动化:曲面造型、工艺计算。
压力机控制、工件测试等整个过程全部采用计算机技术,实现CAD/CAM/CAT一体化生产,工作效率高,劳动强度小,极大地改善劳动者作业环境。
三、技术发展概况多点成形的研究起源于日本。
70年代日本造船协会西冈等人试制了多点压力机,进行船体外板自动成形的研究,但因关键技术未能解决好,多点压机的制造费用太高,未能实用化。
弯扭构件无模多点成形技术简介
图3 无模多点成形模具成形过程
五、无模成形的计算机曲面造型
1、打开多点成形CAD-CAM软件,并输入工件名称、曲面造型方 法、板厚及回弹系数。
无模成形的计算机曲面造型
2、根据加工图确定坐标总点数
无模成形的计算机曲面造型
3、将弯扭板件的三维空间坐标拷贝至多点成形CAD-CAM软件。
无模成形的计算机曲面造型
弯扭板件的装配效果图
图1多点成形曲面
二、模具成形与无模多点成形的比较
各冲头的行程可分别调节,改变各冲头的位置就改变字成形曲面, 也就是相当于重新构造了成形模具,体现了多点成形的柔性特点;而 整体模具的造型单一,需一种产品一种模具。
上模
工件
上冲头
可变成形面
下模
下冲头
( a)整体模具成形
(b)多点成形
三、无模多点成形系统的基本构成
调节上、下冲头行程有一套专门的调整机构,而板材 成形又需要一套加载机构,以上、下冲头及这两种机构为 核心就构成了多点成形压力机。该套多点成形设备由三大 部分组成,即CAD软件系统、控制系统及多点成形主机, 如图2所示。CAD软系统根据要求的成形件的目标形状进行 几何造型、成形工艺计算。将数据文件传给控制系统,控 制系统根据这些数据控制冲头的调整机构,从而构造出成 形面,然后控制加载机构成形出所需的零件产品。
4、弯扭板件三维造型
六、国家体育场无模多点成形设备主 要技术参数
压力机 控制 系统
模具
输送 装置
七、国家体育场无模多点成形工艺参数
闭合高度
八、无模多点成形实际操作的照片
无模多点成形设备
无模成形板料输送装置
无模成形计算机调形
无模多点成形
数字化成性理论报告金属板材三维曲面类零件因其面积比重量轻、材料省、受力状态好,往往作为主要零部件,在民用产品、军用产品以及现代高技术产品等许多制造领域广为应用。
这些三维曲面类零件一般都是由轧制的二维平板坯料成形出来的,其传统的成形方法主要有整体模具成形与手工成形。
但是由于模具制造费用昂贵,主要应用于大批量生产。
而大尺寸、小批量的零件只能采用手工成形方法,如在造船行业,每一块船体外板形状都各不相同,并且都非批量生产,因此,广泛采用的是线加热成形方法(即水火加工方法)。
但是手工成形方法成形质量差、生产效率低,而且劳动强度极大。
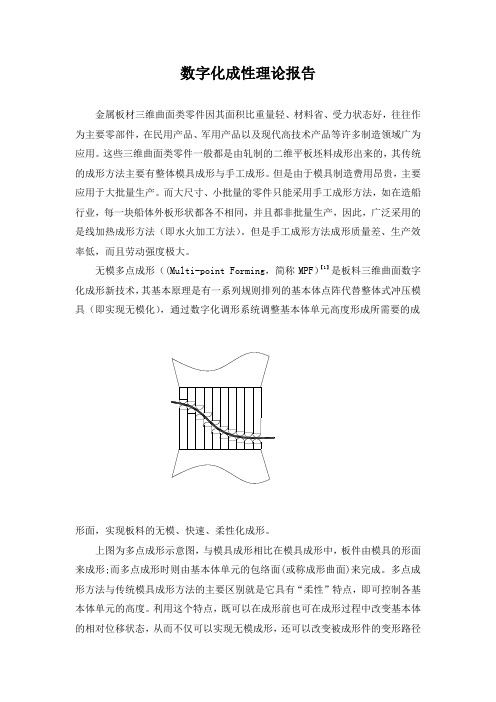
无模多点成形((Multi-point Forming,简称MPF)【1】是板料三维曲面数字化成形新技术,其基本原理是有一系列规则排列的基本体点阵代替整体式冲压模具(即实现无模化),通过数字化调形系统调整基本体单元高度形成所需要的成形面,实现板料的无模、快速、柔性化成形。
上图为多点成形示意图,与模具成形相比在模具成形中,板件由模具的形面来成形;而多点成形时则由基本体单元的包络面(或称成形曲面)来完成。
多点成形方法与传统模具成形方法的主要区别就是它具有“柔性”特点,即可控制各基本体单元的高度。
利用这个特点,既可以在成形前也可在成形过程中改变基本体的相对位移状态,从而不仅可以实现无模成形,还可以改变被成形件的变形路径及受力状态,达到不同的成形结果。
多点成形设备的这种柔性加工特点,比传统模具成形能为工件提供更多的变形路径,从而能够实现如分段成形、多道成形、闭环成形等诸多特色加工工艺。
目前,经过二十多年的研究,多点成形技术由早期的探索性研究与试验阶段进入了实际应用阶段,在与多点成形工艺相关的基础研究与开发应用方面实现了分段成形、多道成形、闭环成形及薄板成形等多种工艺方法,并且应用于实际生产中。
板料多点成形按成形原理可分为四种基本方式:多点模具成形、多点压力机成形、半多点模具成形及半多点压力机成形。
金属板材无模成形
类型多样的金属板材无模成形技术1.金属板材无模成形简介金属板材无模成形是指使用非模具的成形工具强迫金属板材发生渐进的塑性变形,最终得到所需零件的加工方法。
由于市场需求的多样化,机械和控制技术的进步,促使金属板材无模成形有了较快的发展,国内外许多企业学者进行了大量的研究。
目前比较典型的板材无模成形方法有成形锤渐进成形、旋压成形、多点成形和数字化渐进成形等。
通过不同的板材成形方法来了解各种成形技术的发展及其优缺点。
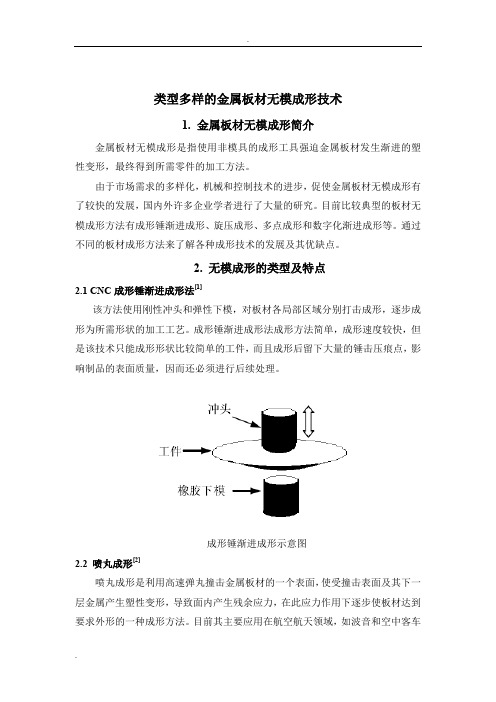
2. 无模成形的类型及特点2.1 CNC成形锤渐进成形法[1]该方法使用刚性冲头和弹性下模,对板材各局部区域分别打击成形,逐步成形为所需形状的加工工艺。
成形锤渐进成形法成形方法简单,成形速度较快,但是该技术只能成形形状比较简单的工件,而且成形后留下大量的锤击压痕点,影响制品的表面质量,因而还必须进行后续处理。
成形锤渐进成形示意图2.2 喷丸成形[2]喷丸成形是利用高速弹丸撞击金属板材的一个表面,使受撞击表面及其下一层金属产生塑性变形,导致面内产生残余应力,在此应力作用下逐步使板材达到要求外形的一种成形方法。
目前其主要应用在航空航天领域,如波音和空中客车等飞机制造公司在其现代客机的生产中,都已采用了喷丸成形方法。
喷丸成形的主要优点:(1)零件长度不受喷丸成形方法的限制,现代飞机蒙皮零件的长度已达32 m,若采用其他方法,设备投资将急剧增加;(2)工艺装备简单,无需成形模具,只需简单的夹具,准备周期短,固定投资少;(3)在进行成形的同时,可对板料起到强化作用;(4)可对变厚度的板料进行成形;(5)既可成形单曲率外形,又可成形双曲率外形,如机翼上下气动弯折区或非直母线区。
A380飞机超临界外翼下翼面整体壁板长度30余m、厚度30余mm,是迄今采用喷丸成形技术所获得的长度最长、厚度最大的构件,代表了国际喷丸成形工艺技术的最新成果。
2.3 旋压成形[3-5]旋压成形是一种将金属坯料装在芯模的顶部,旋轮通过轴向运动和径向运动,使旋转坯料在旋轮滚压作用下产生局部连续塑性变形,最终获得所要求的薄壁回转体零件的塑性加工方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无模多点成形技术简介
一、基本概念
无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。
该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面成形。
它是对三维曲面扳类件传统生产方式的重大创新。
板材无模多点成形系统是以计算机辅助设计与辅助制造技术为主要手段的柔性成形设备,其工作原理是把传统的冲压实体模具分解为很多离散的小模具单元(亦称基本体),利用一系列规则排列的高度可调的基本体,通过对各个基本体运动的实时控制,自由地构造出成形曲面,代替模具实现板材三维曲面的快速无模成形。
这种成形方式是对三维曲面板类件传统生产方式的重大创新。
二、技术特点
·实现无模成形:取代传统的整体模具,节省模具设计、制造、调试和保存所需人力、物力和财力,显著地缩短产品生产周期,降低生产成本,提高产品的竞争力。
与模具成形法相比,不但节省巨额加工、制造模具的费用,而且节省大量的修模与调模时间:与手工成形方法相比,成形的产品精度高、质量好,并且显著提高生产效率。
·优化变形路径:通过基本体调整,实时控制变形曲面,随意改变板材的变形路径和受力状态,提高材料成形极限,实现难加工材料的塑性变形,扩大加工范围。
·实现无回弹成形:可采用反复成形新技术,消除材料内部的残余应力,并实现少无回弹成形/保证工件的成形精度。
·小设备成形大型件:采用分段成形新技术,连续逐次成形超过设备工作台尺寸数倍的大型工件。
·易于实现自动化:曲面造型、工艺计算。
压力机控制、工件测试等整个过程全部采用计算机技术,实现CAD/CAM/CAT一体化生产,工作效率高,劳动强度小,极大地改善劳动者作业环境。
三、技术发展概况
多点成形的研究起源于日本。
70年代日本造船协会西冈等人试制了多点压力机,进行船体外板自动成形的研究,但因关键技术未能解决好,多点压机的制造费用太高,未能实用化。
日本三菱重工业株式会社的熊本等人也研制了三列多点成形设备。
由于其整体设
计不周,该压机只适用于变形量很小的船体外板的弯曲加工。
另外,东京大学的野本及东京工业大学的井关等人也进行了多点压机及成形实验方面的研究工作,但未取得重大进展。
宫80年代以来,美国麻省理工学院D。
E。
Hardt的研究室对多点模具成形进行了十多年的研究。
最近麻省理工学院与美国航空航天技术研
究部门合作,投入1400多万美元的巨额经费开发出多点张力拉伸成形机。
吉林工业大学教授李明哲博士在日本日立公司从事博士后研究期间系统地研究了多点成形基本理论,深入地分析了成形机理与成形特点,并主持开发出多点成形实用机(主要技术参数见表(1)。
表1 多点成形实用机主要技术参数
该系统是世界上第一台达到实用化程度的无模多点板材成形压力机,己成功地用于三维曲面工件(如扭曲面、球面、马鞍面等)的实际生产中,工作效率较传统的线状加热法提高了数十倍,而且制品精度也得到很大的提高。
李明哲教授回国后,在吉林工业大学组建了无模成形技术开发中心,继续对多点成形技术进行深入系统地研究,逐步形成了板材多点成形理论。
“该中心从学术与实际应用两个方面建立了板材多点成形新理论与新方法,开发出多点成形实用化技术,并研制出集CAD/CAM/CAT于一体的无模多点成形样机。
四、技术基础与水平
由吉林工业大学承担的国家重点科技攻关项目“大型板材三维曲面的自动无模成形设备”已经通过验收鉴定,验收鉴定专家组对该项成果的总的评价是“多点成形
技术是传统的板类件三维曲面成形生产方式的重大刨新,具有良好的市场前景。
该项目在多点成形设备、多点成形理论与实用技术的研究成果已达到了国际领先水平,已具备工业应用条件。
”
(一)在多点成形设备方面:
吉林工业大学开发的集CAD/CAE/CAM/CAT于一体、具有自主知识产权的板材无模多点成形设备总体构成如图:所示。
计算机软件系统主要进行曲面几何造型、工艺计算、成形过程有限元模拟等。
自动控制系统用于调整基本体群形状,控制液压加载系统成形出所需形状的工件;三维曲面测量检测成形后的工件形状,并将测量结果反馈到计算机软件系统进行修正,实现闭环控制。
该设备与国外同类研究相比,具有如下特点:
一体化的CAD/CAE/CAM/CAT软件系统:该软件是目前国际上多点成形计算机软件中规模最大、功能最多、考虑因素最全的系统,实现了多点成形过程的一体化处理。
其CAD子系统根据零件的几何形状、材质、板厚等原始资料,采用NURBS 方法进行曲面造型,进行工艺设计与计算;CAE子系统基于弹塑性大变形有限元程序,可以预测成形缺陷,计算回弹,确定关键的工艺参数,CAM子系统调节多点成形主机的上下基本体群,构造柔性成形面,并控制主机进行板材成形。
多功能的自动无模多点成形机:既能实现多点模具成形,又能模拟多点压机成形;而且既能进行整体成形,又能进行分段成形。
SM150型多点成形压力机
在此设备上己成形出大量的形状复杂、变形量大、表面质量好、尺寸比设备工作台面积大数倍的三维曲面成形件。
而且,在实际工件的模拟实验中,对高速列车车头覆盖件流线型部分的不对称件也成功地进行了多点成形,取得了在国际同类成形设备中最好的效果。
(二)在多点成形理论方面:
在多点成形理论研究方面取得了一系列新进展,主要创新点有:
1.多点成形基本理论,提出了四种成形原理不同的、具有代表性的多点成形基本方式,即多点模具成形、多点压机成形、半多点模具成形及半多点压机成形。
2.缺陷产生机理:研究了多点成形中典型不良现象(压痕、皱纹、回弹、直边效应)的产生机理,并研制出这些缺陷的抑制方法。
3.工艺设计理论:提出了抑制压痕的工艺方法、消除直边效应的分段成形工艺方法、改变变形路径的工艺方法和无回弹的反复成形工艺方法。
4.设备设计理论:提出了基本体与基本体群设计方法。
多点成形设备关键结构的设计方法和优化设计方法。
(三)在实用技术开发方面:
在大量实验的基础上,解决了一系列实用化关键技术,主要有:
1、无缺陷弹性垫技术:可以有效地抑制压痕,起皱等成形缺陷,使成形件的表面质量大大提高;
2、无回弹反复成形技术:即利用多点成形柔性化的特点,采用反复成形工艺方法,减小工件的回弹及材料内部的残余应力,实现板材小回弹或无回弹成形。
3.分段成形技术:即优化过渡区成形模型,进行大变形量、大尺寸零件的成形,实现小设备成形大工件,并使无模成形设备小型化。
应用该技术已成形出超过设备工作台面积七倍的样件,扭曲面总扭曲角超过40G。
4.多道成形技术:对于变形量很大的制品,选取最佳路径多道成形,使成形过程中板材各部分变形尽量均匀,以消除起皱等成形缺陷,提高板材的成形能力。
5.闭环成形技术:即将自动控制技术与CAT、CAD结合起来,对成形后的工件进行三维测量,将测量的数据反馈到CAD系统,经过控制算法运算后,计算出基本体群形状的修正量,传递给控制系统再次成形,这样反复几次,可以达到精确的目标形状。
五、应用前景
不同形状、不同尺寸的大型三维曲面板制品在轮船、舰艇、飞机、航天器、陆地车辆、大型容器以及不锈钢雕塑等军工和民品上比比皆是。
近年来,随着航空、航天、海运、高速铁路、化工以及城市建筑等行业的发展,对其需求也在不断地增加,但落后的扳金弯形方法己不能适应这种发展要求,三维曲面板制品生产迫切地需要先进的制造技术。
无模多点成形技术已经成熟,可以直接用于实际生产。
它特别适合于曲面板制品的多品种小批量生产及新产品的试制,所加工的零件尺寸越大、其优越性越突出。
无模多点成形技术将在轮船和舰艇的外扳、飞机和航天器的蒙皮、车辆、大型容器和城市雕塑的覆盖件等三维曲面板制品加工中有着广阔应用前景,并将产生巨大的经济效益和社会效益。
(end)。