扬声器 喇叭 工艺流程图
国内喇叭制作流程

国内喇叭制作流程1.这是纸盆喇叭的制作材料2.这是压制PP盆振膜的机器3.打浆机,做纸盆的第一步!4.纸盆振膜就是从这个机器上压制成的!一次能压3个振膜出来5压好的振膜就是这样的6.PP盆首先要经过裁剪7在印刷的pp盆振膜8在流水线上穿线的纸盆振膜9穿好的振膜10扬声器的磁石11每一个磁石都经过仔细的清洁12磁石被粘在铁壳后13喇叭的振动线圈14这是在加工振膜的边缘振垫15热压机压出的边缘振垫16大口径扬声器的振膜和衬垫需要机器缝合17喇叭在装配线上18在线圈上压上重物,定位线圈的位置19机器涂胶,AB胶通过2个管线自动涂到金属圈边缘20在下一道工序上安装整体振膜21安装好振膜后还要再机器上再上胶22喇叭在进行最后的检查固定工作,然后就贴上标签了23可以看到生产的是MTX的低音喇叭24这是生产的汽车扬声器喇叭25其他扬声器产品26在生产过程中进行的必要工序检查27这是一个测试室的测试内容28这是在生产中进行的测试内容29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套31在隔音室里正在进行耐久性测试的扬声器手机喇叭1、绕线圈2、音圈半成品检查3、拆棋子/放铁片4、涂铁片胶/放磁铁5、涂磁铁中心胶/放铁杯6、涂胶座胶7、放铁杯半成品8、涂胶座+铁杯胶9、涂底板胶10、贴底板11、加锡12、充磁13、磁铁半成品检查14、装膜片15、涂铁网胶16、铁杯+音膜检查/装铁网17、涂缺口胶18、分线19、焊线20、脱线21、洗底板22、涂保护胶23、贴圆纤维网24、盖印章125、盖印章226、测电阻27、取消28、贴缓冲垫29、贴长纤维网30、压长纤维网/检查温度升高, Fo轻微下降, 温度降低,Fo轻微上升, 因为胶水或折环高温下会软化.冷了变硬湿度增大, Fo轻微下降,湿度变小,Fo轻微上升,因为材料吸湿后会变软.如何用扬声器阻抗曲线认识扬声器根据阻抗的定义从阻抗曲线上读出扬声器是多少欧的能看出或计算出Fs Zmax Q值等,还能看出是否装配异常和等效电感等Z=R+(X l-X c)j,/Z/=(R2+(X l-X c)2)1/2,/Z/-f 曲线的极大值或极小值,说明此点有谐振,是串联或并联可以分出。
扬声器(喇叭)工艺流程图

SPC 音圈 打胶
SPC 盆架 打胶
SPC 盆架垫 边粘合 1人 UV固化 (面光 源) 1人 UV炉1 台 音膜检 查 (一) 1人 1台视频 显微镜 工装 翻转 1人
量通 1人 电阻仪1 台
1人 1人 三轴涂布机1 三轴涂布机 台滴胶机3台 1台滴胶机3 台 SPC 垫边打 胶上膜 片 1人 三轴涂布 机1台/滴胶 机3台 放膜片 1人 充磁 1人 充磁机 激光打 码 1人 激光打 码机1台 UV固化 机(面 光源) 1人
放垫 边 1人
音膜检 查 (一) 1人 1台视频 显微镜
SPC 外观检 验与包 装 1人
SPC
包装入 库 1人
性测试 1人 KTI 1台
产品 取出 工装 1人 打码 工装
UV固化 (面光 源) 1人 UV炉1 台
磁碗 盆架 打胶 1人 三轴涂布 机1台/滴胶 机3台 拟制/日期 审核/日期 批准/日期
三轴涂布机1 台/滴胶机2台 磁路工 装清洗
共7人
SPC 音圈 绕制 套音 圈 1人 放盆 架 1人 弯 线 1人 自动点 线头 1人 三轴涂布 机1台/滴胶 机3台 UV固化 (面光 源) 1人 UV炉1 台
SPC 点焊 (拉线 头) 2人 2台点焊 机 点焊 处封 UV胶 1人 三轴涂布 1台视频 机1台/滴胶 显微镜 机3台 弯线 弧度 检查 1人 UV固化 (面光 源) 1人 UV炉1 台
文件编号:
极片打 胶 1人
SR111535-L-A01制程工艺流程图
磁钢 打胶 1人 三轴涂布机1 台/滴胶机2台 放磁 碗 1人 压磁路 (一) 1人 压机1台 在线 固化 取磁 路胶 合件 1人 取出工装 SPC
版本:A/0
放极片 磁路装配工程 1人 组装与内包装工程 1人
扬声器制作流程

四、扬声器、受话器制作流程
扬声器主要由:华司、磁铁、支架、PCB板、网布、
膜片、音圈、垫层、护盖等部分组成; 依据扬声器的组成部分分为:半成品和成品组装; 扬声器制作流程分为半成品段和成品段: 1、半成品段的线别为: A1(绕线) A2(音圈、膜片组装) A3 (弯线脚) A4 (主体组装)
RF线工位明细: 锡点护胶—放老化室—印D/C章—成品听声 音—贴垫层—贴垫圈—导通测试——全检、 装盘; (注意放老化室的时间、印章日期、垫层粘贴位 置、外观检验)
3、目前产线成品段的综合线较多
如:RASF线(专线生产): 其包含了RA、RS、RF线; 专线因单量来进行衡量,避免掉工作中不必要 的周转、等待、换线等损耗;
二、扬声(受话)器原理介绍
电磁式扬声器发声是靠通过以交变电流信号的 线圈产生交变磁场,吸引排斥磁片,引起振 膜、纸盆振动,再通过空气介质传播声音。
受话器原理受話器/ 扬声器零件构造图
注:1.受话器是利用线圈所受电磁力而推动膜片振动空气而发出声音.
2.当线圈被输入交流电流的正半周,假设电流方向为X时,根据”佛莱明左手法 则”, 线圈将往下带动膜片;若输入负半周则线圈将往上,如此依电流频率不同而产 生不同频率的上下振动而发出高低的声音.
2.左手定律: 判定通电导体在磁场中运动的方向 让磁感应线穿过左手手心,四指指向电流的方向,则大拇指所指的方向为导电体 运动的方向
三、人耳对声音的感觉
1.人耳对声音频率的感觉是从最低的20Hz到
最高的20KHz,而人的语音频率范围则集中在 80Hz~12kHz之间,不同频段的声音对人的感 受是不同的。 2.声音的特性:响度、音调、音色” 2.1响度与振幅有关。 2.2音调决定于频率。 2.3音色是由发声体的材料和结构决定的
喇叭装配工艺PPT课件
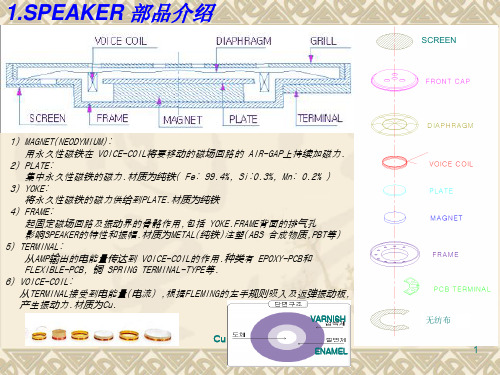
SCREEN
1) MAGNET(NEODYMIUM): 用永久性磁铁在 VOICE-COIL将要移动的磁场回路的 AIR-GAP上持续加磁力.
2) PLATE: 集中永久性磁铁的磁力.材质为纯铁( Fe: 99.4%, Si:0.3%, Mn: 0.2% )
3) YOKE: 将永久性磁铁的磁力供给到PLATE.材质为纯铁
2.YOKE中心与加磁机中心要一致,且YOKE向N极放置后加磁 .
3.确认电源指示灯是否为红色.
4.确认加磁机的放电LAMP点灭后,确认充电LAMP点亮. 重要管理事项:
加磁机 Flux 方向
1. 平行放置FRAME
2. (如果放置倾斜会使磁力不均匀,从而导致特性---波形不良)
3. 2. 已经加完磁的FRAME不能放在加磁线圈附近,以免减弱磁 力
说明:MAGNET偏离YOKE中心部位,与振板组装后会与V/C碰撞,造成杂音等 音质不良
3. 表面状态
17
三.KIT ASS’Y信赖性试验
13.降落试验
作业方法: 1.每节课工程人员按品名别进行降落试验。(试料:20EA) 2.降落条件依据技术资料。 3.将当前设备摆放平稳。 4.实验品放在降落平台上,准备降落。 5.将实验品从平台上推下,使其作自由落体运动。 6.落地后的实验品捡起,检查破损状况:对良好的实验品做下1 次降落,对不良进行记录
8) CAP: SUS,调节空气的流动及量,起调整特性,保护振动板的作用.
9) NET/RUBBER(LABEL)/无纺布: 调节空气的流动及量,调节特性, 安装时起保护(垫子)作用.
2
2.功能别音响器材(手机上的用途)
1) BUZZER: 传达接收信号用(SPEAKER的一种,只能再生一定的 周波数.约再生 1.5~3KHZ
国内喇叭制作流程

与扬声器有关的材料、安装工具等对应名称一览表
1 胶水 胶粘剂 2 插花 音规 磁规 音圈规 3 曲形剪 如意剪 4 AB 胶 5A5B 5A5B 胶 501AB 胶 850 胶 747 胶 745 胶 5 打胶机 涂胶机 6 整形棒 焊台 7 铆钉机 打孔机 企眼机
零件称呼补充
华司-washer T 铁-元铁 T-yoke U 铁-T 铁的另一种形式,不同于防磁罩 U-yoke 防磁罩-磁碗 弹波-spider 引线-tinsel leads 面盖-face plate 音圈骨架-bobbin 胶水-glue 音规-v.c. gauge
Dustproof cap
9 防尘网 防尘罩 防尘盖 防尘片 防水罩 Grille 10 高音杯 纸杯 小纸锥 小双盆 11 子弹头 相位器 Phase plug 12 喉塞 相位塞 13(高音)音膜 14 音圈 线圈 Voice coil 15 弹波 支片 弹簧板 定心支片 定位支片 中心盘 挡板(日本、台湾) Damper 16 折环 轭环 鼓纸边 音盆边 Edge 17 垫边 压边 压边圈 垫边圈 压圈 垫片 压条
Z=R+(Xl-Xc)j,
/Z/=(R2+(Xl-Xc)2)1/2, /Z/-f 曲线的极大值或极小值,说明此点有谐振,是串联或并联可以分出。
扬声器零部件对照表
对扬声器零部件的叫法,各个厂家的叫法也有不同。现在将我们所知道的名称记录下来,以供参考。
扬声器零部件对应名称一览表
1 磁铁 磁钢 磁体 磁石 铁氧体磁铁 Magnet 2 华司 导磁片 上夹板 上板 导磁板 前夹板 Plate 3 丁铁 磁极芯 下铁板 连板 导磁体 铁心 导磁下板 T-yoke Washer 4 中心柱 铁芯 心柱 Pole piece 5 防磁罩 铁碗 导磁框 U 形铁 Sheld cup 6 音盆 纸盆 振膜 振盆 鼓纸 Cone 7 纸锥 胴体 锥体 8 防尘帽 防尘罩 帽子 防尘环 Dust cap Chamber Cap
教你看懂扬声器的构造图

教你看懂扬声器的构造图作为音箱最基本的组成部分,扬声器单元(简称单元)对于普通读者来说是既简单又复杂的。
为什么这么说呢?因为单元的工作原理似乎很简单,往复运动的振膜不停的振动,带动空气形成声波,似乎就这么简单。
不过本文也没有让您一下子就能肉眼辨别单元好坏的妙方,只能先为大家揭秘这么个看似简单的单元,内部究竟是个什么样,各部件有何功能等等。
惠威M200MKIII原木豪华版扬声器的爆炸图(分解图):惠威M200MKIII原木豪华版:低音单元爆炸图将单元按照中轴及大致的装配顺序进行分解排列的说明图被行业人士称为爆炸图,上图便是典型的扬声器爆炸图。
锥形扬声器的特点及其内部组成:锥形扬声器是我们最常的扬声器类型,它的结构相对简单、容易生产,而且本身不需要大的空间,这些原因令其价格便宜,可以大量普及。
其次,这类扬声器可以做到性能优良,在中频段可以获得均匀的频率响应,因此能够满足大部分普通消费者的常规听感需求。
最后,这类扬声器已有几十年的发展史,而其工艺、材料也在不断改进,性能与时俱进,这也令这两款扬声器能够获得成为主流的持续的原动力。
惠威M200MKIII原木豪华版:低音单元锥形扬声器的结构可以分为三个部分:1、振动系统包括振膜、音圈、定型支片、防尘罩2、磁路系统包括导磁上板、导磁柱、导磁下板、磁体等3、辅助系统包括盆架、压边、接线架、相位塞等下面我们将为大家逐一介绍锥形扬声器内部的主要部件。
最新扬声器内部解构:惠威M200MKIII原木豪华版:低音单元爆炸图具体到上图,根据序号,他们分别是:1.防磁罩、2&4.磁体、3.导磁下板、5.导磁上板、6.盆架、7.定心支片(弹拨)、8.音圈、9.振膜+折环、10.防尘帽。
振膜:电动式扬声器,当外加音频信号时,音圈推动振膜振动,而振膜则推动空气,产生声波。
常见的锥盆有三种形式:直线式锥盆振膜、指数式锥盆振膜和抛物线式锥盆振膜。
振膜在振动频率较高时,会出现分割振动,在振膜锥形斜面上增加褶皱可以改变分割振动的状态,如果设计得当,可以改善单元的高频特性,还可以增加振膜的强度及阻尼。
扬声器(喇叭)制作

喇叭的工艺流程及注意事项绕音圈:音圈要绕紧不能散线,跳线,音圈发亮,单层或叠层,酒精浓度一定要达到。
修线:检验:(全检音圈是否有变形,散线,跳线,单层,叠层,音圈发亮等问题。
)打膜片胶:(胶水50%)胶水要打均匀不能溢胶或断胶音圈胶要达到音圈的三分之一高度。
划线:从引线的根部划起,胶水要均匀,胶量不能过多不能浮线。
磁路加工摆U铁,点AB胶:胶水要适量点到U铁的正中心比例一定要是1:1放磁石:放磁石时不能碰到胶水。
点AB胶:胶水不能点偏,比例一定要1:1放华司:华司边缘不能碰到胶水。
插磁规:磁规要插正。
拔磁规,收盘:检查磁路溢胶掉磁问题并上报。
冲磁电压:分清方向及电压。
贴不织布:要贴平布能翘起不能起皱贴PCB:PCB要贴正。
摆胶壳加U铁:U铁要压平。
打U铁胶:胶水要均匀不能流到布上,检查U铁是否压平方可打胶。
收盘:目视U铁是否压平。
打对膜胶:(胶水30%)胶量要均匀不能溢胶,胶水浓度要够。
对膜:膜片要对平不能浮起,检查磁路,膜片是否有异物膜片是否浮线。
分线:引线要从缺口引出。
(引线不能拉动才可分线)焊锡:锡点要饱满光滑,不能虚焊或假焊。
(引线不能直接焊到第二个焊点)拔线:引线要拔干净。
听音:杂音,无音,小声挑出。
测极性:不能漏测错测。
打极性点:不能点错,漏点。
收盘,打黑胶:引线要完全盖住。
听第二遍音:杂音,无音,小声挑出。
修理:分析不良原因并上报。
以上划线部分都可影响喇叭的音效,请特别注意。
广播施工工艺

客运广播设备施工工艺
一、扬声器安装符合下列规定:
1壁装扬声器安装示意如图5.5.1-1、5.5.1-2 所示。
图 5.5.1-1 音箱支架安装示意图
图5.5.1-2 支架及角度调整板安装示意图2嵌入式扬声器安装示意如图5.5.1-3 所示。
图5.5.1-3 嵌入式扬声器安装示意图3吸顶式扬声器安装示意如图5.5.1-4 所示。
图5.5.1-4 吸顶扬声器安装示意图4线声源安装示意如图5.5.1-5 所示。
图 5.5.1-5 线声源安装示意图
5施工工艺质量要点
1)扬声器颜色、造型、规格应与装修装饰相协调;
2)扬声器周围不允许有障碍物,装饰罩不应有
损伤、并且应平整;
3)同一区域壁装扬声器应排列均匀,标高应一致,平整牢固;
4)导线连接排列整齐,线号正确清晰;
5)导线端子连接处应进行焊接处理,焊接后应擦去焊油;
6)压接时应配有平垫和弹簧垫,压接应牢固可靠。
7)引接控制线宜隐蔽敷设并适当预留、接头应进行防水处理;
8)音量控制器布线:宜采用四线制,即有一对
音频信号线和一对控制信号线;
9)线声源在结构柱上安装时应高度一致,管线应预埋隐藏。
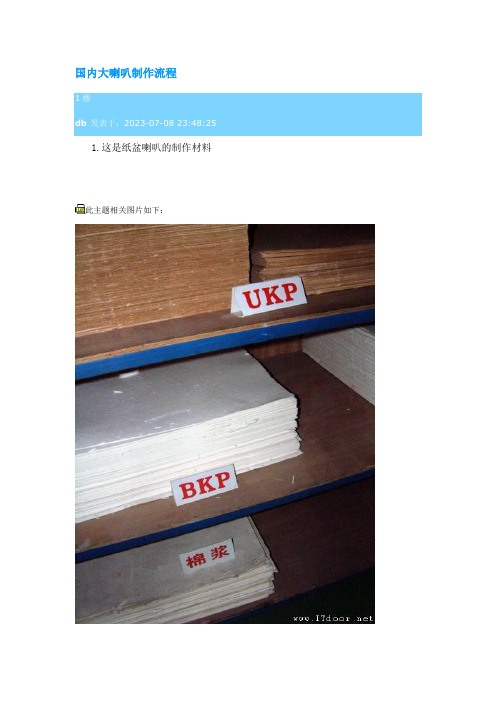
喇叭制作流程

国内大喇叭制作流程Post By:2006-07-08 23:48:25 [只看该作者]1.这是纸盆喇叭的制作材料此主题相关图片如下:2.这是压制PP盆振膜的机器此主题相关图片如下:3.打浆机,做纸盆的第一步!此主题相关图片如下:4.纸盆振膜就是从这个机器上压制成的!一次能压3个振膜出来5压好的振膜就是这样的此主题相关图片如下:6.PP盆首先要经过裁剪7在印刷的pp盆振膜此主题相关图片如下:8在流水线上穿线的纸盆振膜9穿好的振膜此主题相关图片如下: 10扬声器的磁石11每一个磁石都经过仔细的清洁此主题相关图片如下:12磁石被粘在铁壳后13喇叭的振动线圈此主题相关图片如下:14这是在加工振膜的边缘振垫15热压机压出的边缘振垫此主题相关图片如下:16大口径扬声器的振膜和衬垫需要机器缝合此主题相关图片如下:17喇叭在装配线上此主题相关图片如下:此主题相关图片如下:19机器涂胶,AB胶通过2个管线自动涂到金属圈边缘此主题相关图片如下:此主题相关图片如下:21安装好振膜后还要再机器上再上胶此主题相关图片如下:22喇叭在进行最后的检查固定工作,然后就贴上标签了23可以看到生产的是MTX的低音喇叭此主题相关图片如下:24这是生产的汽车扬声器喇叭25其他扬声器产品此主题相关图片如下:26在生产过程中进行的必要工序检查27这是一个测试室的测试内容此主题相关图片如下:28这是在生产中进行的测试内容29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态此主题相关图片如下:30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套此主题相关图片如下:31在隔音室里正在进行耐久性测试的扬声器此主题相关图片如下:传完了,大家分享一下.发表一下高见.上述总目录:国内喇叭制作流程1.这是纸盆喇叭的制作材料2.这是压制PP盆振膜的机器3.打浆机,做纸盆的第一步!4.纸盆振膜就是从这个机器上压制成的!一次能压3个振膜出来5压好的振膜就是这样的6.PP盆首先要经过裁剪7在印刷的pp盆振膜8在流水线上穿线的纸盆振膜9穿好的振膜10扬声器的磁石11每一个磁石都经过仔细的清洁12磁石被粘在铁壳后13喇叭的振动线圈14这是在加工振膜的边缘振垫15热压机压出的边缘振垫16大口径扬声器的振膜和衬垫需要机器缝合17喇叭在装配线上18在线圈上压上重物,定位线圈的位置19机器涂胶,AB胶通过2个管线自动涂到金属圈边缘20在下一道工序上安装整体振膜21安装好振膜后还要再机器上再上胶22喇叭在进行最后的检查固定工作,然后就贴上标签了23可以看到生产的是MTX的低音喇叭24这是生产的汽车扬声器喇叭25其他扬声器产品26在生产过程中进行的必要工序检查27这是一个测试室的测试内容28这是在生产中进行的测试内容29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套31在隔音室里正在进行耐久性测试的扬声器此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:工艺流程主要有以下几个阶段:准备阶段--磁路系统装配工程--振动系统装配工程--焊接引出线工程充磁--纯音检听,外观检查--盖印章(贴商标)--包装工程此主题相关图片如下:27这是一个测试室的测试内容此主题相关图片如下:28这是在生产中进行的测试内容此主题相关图片如下:29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态此主题相关图片如下:30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套此主题相关图片如下:喇叭是音响系统最核心的部件之一,喇叭的素质,直接影响最后的音质效果,所以说一个好的喇叭是音质的源头一点也不为过,所有的音箱工厂都把喇叭的质量放在重中之重...最近小编有幸参观了耳神音箱工厂的生产车间,了解了多媒体音箱生产的全过程,这一天的参观,所见所闻很多,学到了很多东西,让我们先从耳神音箱的喇叭生产过程来了解耳神工厂吧。
音箱作业指导书(纽曼科技) 精品
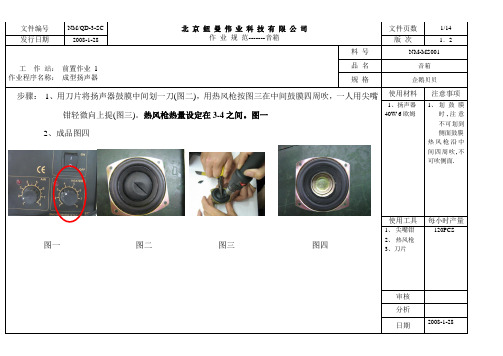
文件编号NM/QD-3-SC 北京纽曼伟业科技有限公司作业规范-------音箱文件页数1/14发行日期2008-1-28 版次1.2工作站:前置作业 1 作业程序名称:成型扬声器料号NM-MS001 品名音箱规格企鹅贝贝步骤:1、用刀片将扬声器鼓膜中间划一刀(图二),用热风枪按图三在中间鼓膜四周吹,一人用尖嘴钳轻微向上提(图三)。
热风枪热量设定在3-4之间。
图一2、成品图四图一图二图三图四使用材料注意事项1、扬声器40W 6欧姆1、划鼓膜时,注意不可划到侧面鼓膜热风枪沿中间四周吹,不可吹侧面.使用工具每小时产量1、尖嘴钳2、热风枪3、刀片120PCS审核分析2008-1-28工作站:前置作业2 作业程序名称:装支撑杆料号NM-MS001 品名音箱规格企鹅贝贝步骤: 1、将支撑杆用洗洁精将油污洗干净并凉干。
2、将A、B胶按1:1比例进行调配并搅拌均匀,按图一将支撑杆四周涂一圈A、B胶。
然后按图三所示装到扬声器内。
固化时间30分钟左右.注意组装时,支撑杆要旋转1圈左右并且不可倾斜。
涂胶处图一图二图三使用材料注意事项1、A、B胶2、支撑杆1、支撑杆应垂直并装到底。
使用工具每小时产量1、搅拌棒2、光盘120PCS审核分析日期2008-1-28工作站:前置作业3 作业程序名称:、剪脚和焊线料号NM-MS001 品名音箱规格企鹅贝贝步骤:1、按图一将扬声器两只引脚用剪刀剪掉一半,然后将红、蓝两根线焊上.。
使用材料注意事项135mm红蓝线1、焊线时,红线焊接在红焊点一端使用工具每小时产量1、烙铁180PCS审核分析2008-1-28工作站:1作业程序名称:装3*25的铁柱料号NM-MS001 品名音箱规格企鹅贝贝步骤: 1、按图一将M3*25柱用4个M3螺母垫上弹垫固定。
弹垫位置图一图二使用材料注意事项1、3*25铁柱2、M3螺母3、ø3弹垫1、将螺母拧紧使用工具每小时产量1、套筒43PCS审核分析日期2008-1-28工作站:2作业程序名称:装底壳料号NM-MS001 品名音箱规格企鹅贝贝步骤:1、按图一所示将此螺丝锁上,然后按图二将另一螺钉锁上。
扬声器(喇叭)的结构图及工作原理

扬声器结构工作原理1折环:和弹波一起定位鼓纸(振膜、纸盘)做径向运动。
折环的材料一股有橡胶,布基加胶纸质等,折环的软硬的柔顺度,直接影响鼓纸在整个运动形成里的线性,影响喇叭在整个标称功率内的表现曲线。
2鼓纸:就是喇叭主要的发音部件。
材料主要是纸浆加上其他材料,近年来多种特殊不同的材料进入,有聚丙烯、炭纤维,金属钛等等,甚至金刚石。
但是主流还是纸浆,以方面造价低廉,另一方面容易做成喇叭振膜多要求的复杂曲面。
3T铁,夹板。
材质为软铁,即纯铁,也叫电工铁,主要特性是导磁,但是没有剩磁,就是磁场消失后,它的磁性也立即消失。
此铁的纯度和品质,直接影响喇叭的效率,飞线性失真等重要参数,其中夹板的厚度影响喇叭的冲程。
长冲程扬声器的T铁夹板都特别厚,就是在音圈的整个行程内都可以切割平行的均匀的磁力线。
夹板和T铁中柱的间隙越小,音圈运动所需的功率也就越小扬声器的效率越高。
所以,磁液型的扬声器在T铁盒夹板之间注入液体,等于缩小了他们之间距离,另一方面也把音圈的热量迅速带走,提高了扬声器的功率承受能力。
4磁钢:一般叫磁铁、永磁铁,磁钢叫法更准确一些,在扬声器组装之前是没有磁性的,在和T铁夹板用粘合剂粘好后,在充磁机上充磁,最后的剩磁就是磁钢的磁性,这个剩磁量就是磁钢的磁性大小,根据法拉第电磁感应定律,磁通量越大,一定的电流在磁场中运动的力就越大,所以为了提高扬声器的功率,现在应用了许多强磁性材料,如铷铁鹏。
5音圈:一般为扁平的自粘铜漆包线饶制,是非常矛盾的部件,为了增大电流(增大功率),线径就要增大,线径大了,要求磁隙就大了,磁隙大了,功率效率反而下降,所以只能在矛盾中取中间值。
音圈一般为两层绕制,单层绕制无法引出线。
为了不改变磁隙大小又能增加电流形成的磁场,就只能增加音圈的直径。
所以有了HiFi扬声器声称的大音圈,长冲程。
音圈是绕制在一个纸质的骨架上的,大功率的扬声器骨架有的是铝箔作的,所谓铝音圈,音圈还是铜的,骨架是铝的罢了。
国内大喇叭制作流程
国内大喇叭制作流程1楼db发表于:2023-07-08 23:48:251.这是纸盆喇叭的制作材料此主题相关图片如下:2.这是压制PP盆振膜的机器此主题相关图片如下:3.打浆机,做纸盆的第一步!此主题相关图片如下:4.纸盆振膜就是从这个机器上压制成的!一次能压3个振膜出来此主题相关图片如下:5压好的振膜就是这样的此主题相关图片如下:[此贴子已经被作者于2023-07-13 17:01:13编辑过] 2楼db发表于:2023-07-08 23:51:116.PP盆一方面要通过裁剪此主题相关图片如下:7在印刷的pp盆振膜此主题相关图片如下:8在流水线上穿线的纸盆振膜此主题相关图片如下: 9穿好的振膜此主题相关图片如下: 10扬声器的磁石此主题相关图片如下:3楼db发表于:2023-07-08 23:53:38 11每一个磁石都通过仔细的清洁此主题相关图片如下:12磁石被粘在铁壳后此主题相关图片如下:13喇叭的振动线圈此主题相关图片如下:14这是在加工振膜的边沿振垫此主题相关图片如下:15热压机压出的边沿振垫此主题相关图片如下:4楼db发表于:2023-07-08 23:54:2916大口径扬声器的振膜和衬垫需要机器缝合此主题相关图片如下:17喇叭在装配线上此主题相关图片如下:18在线圈上压上重物,定位线圈的位置此主题相关图片如下:19机器涂胶,AB胶通过2个管线自动涂到金属圈边沿此主题相关图片如下:20在下一道工序上安装整体振膜此主题相关图片如下:[此贴子已经被作者于2023-07-09 08:31:11编辑过] 5楼db发表于:2023-07-08 23:54:5321安装好振膜后还要再机器上再上胶此主题相关图片如下:22喇叭在进行最后的检查固定工作,然后就贴上标签了此主题相关图片如下:23可以看到生产的是MTX的低音喇叭此主题相关图片如下:24这是生产的汽车扬声器喇叭此主题相关图片如下:25其他扬声器产品此主题相关图片如下:[此贴子已经被作者于2023-07-09 08:33:25编辑过] 6楼db发表于:2023-07-08 23:55:1726在生产过程中进行的必要工序检查此主题相关图片如下:27这是一个测试室的测试内容此主题相关图片如下:28这是在生产中进行的测试内容此主题相关图片如下:29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态此主题相关图片如下:30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套此主题相关图片如下:[此贴子已经被作者于2023-07-09 08:35:27编辑过]7楼db发表于:2023-07-08 23:56:1431在隔音室里正在进行耐久性测试的扬声器此主题相关图片如下:传完了,大家分享一下.发表一下高见.上述总目录:国内喇叭制作流程1.这是纸盆喇叭的制作材料2.这是压制PP盆振膜的机器3.打浆机,做纸盆的第一步!4.纸盆振膜就是从这个机器上压制成的!一次能压3个振膜出来 5压好的振膜就是这样的6.PP盆一方面要通过裁剪7在印刷的pp盆振膜8在流水线上穿线的纸盆振膜9穿好的振膜10扬声器的磁石11每一个磁石都通过仔细的清洁12磁石被粘在铁壳后13喇叭的振动线圈14这是在加工振膜的边沿振垫15热压机压出的边沿振垫16大口径扬声器的振膜和衬垫需要机器缝合17喇叭在装配线上18在线圈上压上重物,定位线圈的位置19机器涂胶,AB胶通过2个管线自动涂到金属圈边沿20在下一道工序上安装整体振膜21安装好振膜后还要再机器上再上胶22喇叭在进行最后的检查固定工作,然后就贴上标签了23可以看到生产的是MTX的低音喇叭24这是生产的汽车扬声器喇叭25其他扬声器产品26在生产过程中进行的必要工序检查27这是一个测试室的测试内容28这是在生产中进行的测试内容29专业的测试仪器,通过激光打在振膜上监测细微的位移量来测试喇叭振动时的状态30这台先进的KLIPPE.Analyzer 2单元测试系统和上图的激光测试仪是一套 31在隔音室里正在进行耐久性测试的扬声器[此贴子已经被作者于2023-07-09 08:42:51编辑过] 8楼谁是谁发表于:2023-07-09 00:40:00呵呵,DB这个帖子不错,赞一个!9楼DAAS发表于:2023-07-09 08:29:52看上去有点混乱,仿佛大杂烩同样?是否是多种不同的机种在生产?DB老大是否稍微整理一下呢?10楼db发表于:2023-07-09 08:48:55了解一下流程,看看现场的工艺水准条件就可了.[此贴子已经被作者于2023-07-09 08:49:31编辑过] 11楼DAAS发表于:2023-07-09 14:34:11上面的图片有一部分是爱声的生产线,我仿佛认得那个大大的GOOD的图标,尚有那台克力普,呵呵12楼心动发表于:2023-07-09 15:41:15是有点乱哈,但是不错了.先收集下来,看以后有用没,懒得去拍照了!。
喇叭扬声器过程流程图

◇
电容
22
装电容
装到位,电容长脚插入喇叭负极焊
/
片上,短脚插入面板焊片上
目视
○
端子蓝线接喇叭正极(红点),灰线
23
装端子线
接喇叭面板焊片。端子线分别从面
/
板引线槽内引线,无浮起。见样品
目视
○
24
焊电容、端子线
焊点光滑,无虚焊等不良
温度 330±20℃
点温计
○
25
剪电容脚
无残留线头,剪平
/
目视
○
26
点补强胶及封线胶 在面板与 U 铁接著面及端子线与面
14
充磁
整齐,干燥时间 位置正确
到位,无歪斜 整齐,干燥时间
内磁充磁机
半小时以上
钟表
▽
胶水适量 粘度:9000±500mpa.s
目测、 粘度计
○
/
目视
○
1 小时以上
钟表
▽
电压:1300±50V
目视
○
15
拔定位规
垂直旋转拔出
/
目视
○
16
吹尘、检查
ห้องสมุดไป่ตู้
吹尘 1 秒钟以上, 检查磁间内无垃圾粘附
/
目视
◇
17
点磁液
胶量约:0.1g,
目测、
○
板接著位点适量的胶
粘度:9000±500mpa.s 粘度计
27
排板、干燥
整齐,干燥时间
4 小时以上
钟表
▽
28
投放
口朝下间距一致
干燥时间
目视
○
29
盖印
字体清晰,位置正确
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SR111535-L-A01制程工艺流程图
版本:A/0
磁路装配工程
放极片 1人
磁路工 装清洗
极片打 胶
1人 三轴涂布机1 台/滴胶机2台
放磁钢 1人
磁钢 打胶
1人
三轴涂布机1 台/滴胶机2台
放磁 碗
1人
压磁路 (一)
1人
压机1台
在线 固化
取磁 路胶 合件 1人
取出工装
磁路组件全检 SPC
共7人
源) 1人
UV炉1 台
音圈 打胶
1人 三轴涂布机1 台滴胶机3台
SPC
盆架 打胶
1人 三轴涂布机 1台滴胶机3
台
放垫 边
1人
垫边打 胶上膜
片 1人 三轴涂布 机1台/滴胶 机3台
UV固化 机(面
光源) 1人
盆架垫 边粘合
1人
音膜检 查
(一) 1人
1台视频 显微镜
UV固化 (面光
源) 1人
UV炉1 台
音膜检 查
(一) 1人1台视频 显微镜工装 翻转1人
量通
1人 电阻仪1
台
包装入 库
1人
最终检验 1人
外观检 验与包
装 1人
SPC
听音 1人 扫频仪1 台
SPC
特性测试 1人
KTI 1台
放膜片 1人
充磁
1人 充磁机
激光打 码
1人 激光打 码机1台
产品 取出 工装 1人
打码 工装
UV固化 (面光
源) 1人
UV炉1 台
磁碗 盆架
打胶 1人 三轴涂布
机1台/滴胶 机3台
压磁路 (二)
1人 压机1台
放磁 路胶 合件 1人
共35人
过程 测试
中间成品
说明
拟制/日期
过程控制 审核/日期
100%目检 批准/日期
组装与内包装工程
SPC
音圈 绕制
1人
套音 圈
1人
放盆 架
1人
SPC
SPC
SPC
SPC
弯 自动点
线
线头
1人
1人
三轴涂布 机1台/滴胶
机3台
UV固化 (面光
源) 1人
UV炉1 台
点焊 (拉线
头) 2人
2台点焊 机
弯线 弧度 检查 1人
1台视频 显微镜
点焊 处封
UV胶 1人 三轴涂布
机1台/滴胶 机3台
UV固化 (面光