柴油机曲轴油封的研制
油封制作工艺流程
油封制作工艺流程1、铁壳回厂检验2、皮膜(脱脂)加脱脂液去脂→加磷化液(铁壳表面处理,防锈)→加硫化液(增加铁壳附着力)3、接着经过皮膜的铁壳要放在接着剂中浸泡,像亚克力、丁晴的接着剂原液是 TD870 与酒精(或木精)的混合溶液,按 1:3.5 的比例调配,一般要分两次浸泡。
铁壳放人原液中,两次都要搅拌 2 小时以上才能使用。
接下来是烘干铁壳,第一次温度控制在 200 度,第二次控制在 165 度。
4、模具模具要先试模合格才能使用,顺便确定料重。
5、胶料的混炼裁切胶料先经过混炼测试,在混炼时要添加硫化促进剂,再按一定的料重自动切料。
6、加硫成型加硫成型要控制好温度和时间,一般丁晴的温度控制在 200 度,时间为 120 秒;氟胶的温度控制在 185 度,时间为 200 秒。
7、整修并加入弹簧整修的偏差要按油封的规格大小来定,一般小规格的是0.15~0.2,大规格的是 0.25~0.35。
弹簧规格也是根据油封的规格来定的,一般弹簧规格要记:线径*圆径*长度。
8、检验包装检验包装检验一般要测油封外径、高度、副唇、内径、整修内径(套弹簧的内径)及 R 值(弹簧中心到主唇的长度)。
油封的外观,特别是整修的部位要平整,表面不能见铁。
油封专业知识油封油封是用来封油(油是传动系统中最常见的液体物质,也泛指一般的液体物质之意)的机械元件,它将传动部件中需要润滑的部件与出力部件隔离,不至于让润滑油渗漏。
静密封和动密封(一般往复运动)用密封件叫密封件。
油封的代表形式是TC油封,这是一种橡胶完全包覆的带自紧弹簧的双唇油封,一般说的油封常指这种tc骨架油封。
目录油封分类油封材料功能用途常用型式注意事项油封实物编辑本段油封分类油封(oil seal)是一般密封件的习惯称谓,简单的说就是润滑油的密封。
油封一般分为单体型和组装型,组装型是骨架与唇口材料可以自由组合,一般用于特殊油封。
从油封的密封作用、特点、结构类型、工作状态和密封机理等可以分成多种形式和不同叫法,但习惯上一般将旋转轴唇形密封圈叫油封,静密封和动密封(一般往复运动)用密封件叫密封件。
发动机曲轴前油封工作原理

发动机曲轴前油封的工作原理主要基于流体动力学和唇形密封圈的设计特点,其作用是防止发动机内部的润滑油泄漏,并阻止外部污染物如灰尘、水分进入发动机内部。
工作原理的具体描述:
1.阻挡作用:前油封唇口与曲轴箱法兰接触,形成一道密封屏障,
防止油液从曲轴箱中泄漏。
2.压力平衡:前油封内部有一个空气腔,可以通过空气腔的压力来
平衡曲轴箱内部和外部的压力差,避免油液泄漏。
3.回流作用:前油封唇口处有一个回流口,可以将油液回流到曲轴
箱中,防止油液在唇口处聚集导致泄漏。
浅析发动机曲轴油封技术

” ¨ ¨ ¨ ¨ ¨ ¨ 。
8 ) , 使其 唇 口逐渐 扩展而 又不对其 造成损 伤 。N S E 发动机 曲轴 前后油 封均采 用此种 结构 。
+
橡胶 骨架 油封 采用 弹簧压 紧 的尖唇 口 ,与轴 接触 为线 接 触 ,接触 面 宽仅 为 0 . 2~ 0 . 5 mm, F E 油封 采用 无弹簧 的宽唇结 构 , 与轴接触 面宽 为 2~
的主要部 位 是油封 唇 口, 对 油封唇 口, 特别是 唇 口
图 1 橡 胶 弹 簧 油封 结 构
回流纹 的设 计 和改进尤 为关键 。
6 4 制 造 工 艺
轻 型汽 车技 术
2 0 1 7 ( 7 - 8 )
2 _ 2 橡 胶弹簧 油封 主唇设 计及试 验 方法
橡 胶 弹簧油 封 主唇结 构 有切 削主 唇 和模压 主 唇, 其 唇部 关键设 计 尺寸 推荐 如下 : 气 面 角角 度推
荐2 0 。 ~3 5 。, 油 面 角推荐 4 0 。 7 0 。 弹簧 安装
接 鲢 轨 迹
底 面 到 油 封 唇 口 与轴 接 触 点 位 置 长 度 距 离 推 荐 1 . 2~2 . 5 a r m, 宽度 距离 推荐 0 . 2 5~0 . 7 5 m m。 目前 油封设 计 时 ,主要 是通 过改 进 胶料 材料
通 过 上述试 验方 法 ,可 以优 化设 计 弹簧 油封 的唇 口结 构 以适应 不 同功 率 、 输 出扭 矩 , 不 同 工 作温度 润滑液 及 工作环 境 的发动 机 需求 . 提 升 发
, 、
轻 型汽 车技 术
譬 I ,1 .
2 0 1 7 ( 7 - 8 )
普善
制造 工 艺 6 5
柴油机曲轴设计

1前言1.1柴油机与曲轴1.1.1柴油机的工作原理柴油机的每个工作循环都要经历进气、压缩、做功和排气四个过程。
四行程柴油机的工作过程:柴油机在进气冲程吸入纯空气,在压缩冲程接近终了时,柴油经喷油泵将油压提高到10MPa以上,通过喷油器以雾状喷入气缸,在很短时间内与压缩后的高温空气混合,形成可燃混合气。
压缩终了时气缸内空气压力可达3.5~4.5MPa,温度高达476.85℃~726.85℃,极大地超过柴油的自燃温度,因此柴油喷人气缸后,在很短的时间内即着火燃烧,燃气压力急剧达到6~9MPa,温度升高到1726.85℃~2226.85℃。
在高压气体推动下,活塞向下运动并带动曲轴旋转做功。
废气同样经排气门、排气管等处排出。
四行程柴油机的每个工作循环均经过如下四个行程:(1)进气行程在这个行程中,进气门开启,排气门关闭,气缸与化油器相通,活塞由上止点向下止点移动,活塞上方容积增大,气缸内产生一定的真空度。
可燃混合气被吸人气缸内。
活塞行至下止点时,曲轴转过半周,进气门关闭,进气行程结束。
由于进气道的阻力,进气终了时气缸内的气体压力稍低于大气压,约为0.07~0.09MPa。
混合气进入气缸后,与气缸壁、活塞等高温机件接触,并与上一循环的高温残余废气相混合,所以温度上升到96.85℃~126.85℃。
(2)压缩行程进气行程结束后,进气门、排气门同时关闭。
曲轴继续旋转,活塞由下止点向上止点移动,活塞上方的容积缩小,进入到气缸中的混合气逐渐被压缩,使其温度、压力升高。
活塞到上止点时,压缩行程结束。
压缩终了时鼓,混合气温度约为326.85℃~426.85℃,压力一般为0.6~1.2MPa。
(3)做功行程活塞带动曲轴转动,曲轴通过转动把扭矩输出。
(4)排气行程进气口关闭,排气口打开,排除废气。
由上可知,四行程汽油机或柴油机,在一个工作循环中,只有一个行程作功,其余三个行程作为辅助行程都是为作功行程创造条件的。
因此,单缸发动机工作不平稳。
非调质钢柴油机曲轴的开发
非调质钢柴油机曲轴的开发唐新民赵九根余爱国Exploitation of Non-Quenched/Tempered Steelfor Diesel Engine CrankshaftTang Xinmin, Zhao Jiugen and Yu Aiguo(Product Development Technical Center, Jiangling Motors Ltd, Nanchang 330001)曲轴生产线加工设备的自动化程度和加工精度都很高,对曲轴锻件毛坯的内在质量、切削性能及外形尺寸精度都有很高的要求。
国内提供的调质钢S53C锻造曲轴毛坯因调质质量不稳定,硬度不均匀,切削性能差,导致生产线经常出现停产。
1995年底开始,江铃汽车公司决定用非调质钢取代调质钢制造曲轴。
1 曲轴材料的性能气缸内活塞的往复运动通过连杆传递到曲轴形成旋转运动,再由曲轴输出扭矩,驱动汽车行驶。
所以,曲轴的受力状态既有扭转又有弯曲。
其次,曲轴各轴颈都在很高的比压下,以很大的相对速度在轴承中承受滑动摩擦,产生较高温度和磨损。
曲轴的服役条件决定曲轴材料必须具有较高的抗拉强度和疲劳强度,表面具有较高硬度及耐磨性,心部有一定的韧性。
统计表明,曲轴失效的主要形式是弯曲疲劳断裂和轴颈磨损失效。
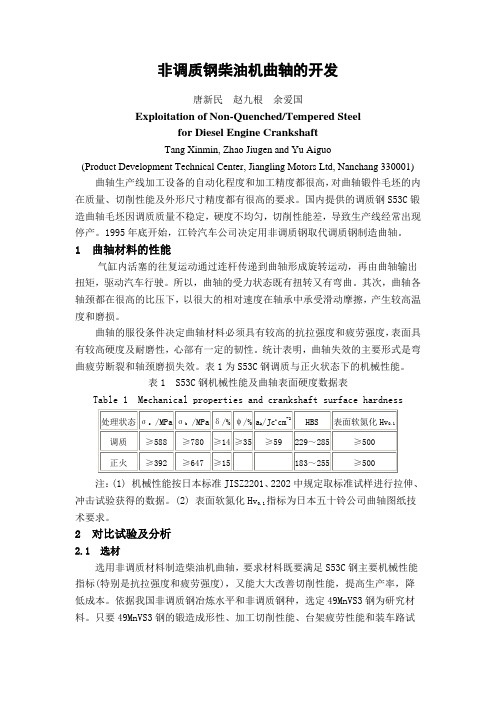
表1为S53C钢调质与正火状态下的机械性能。
表1 S53C钢机械性能及曲轴表面硬度数据表Table 1 Mechanical properties and crankshaft surface hardness注:(1) 机械性能按日本标准JISZ2201、2202中规定取标准试样进行拉伸、指标为日本五十铃公司曲轴图纸技冲击试验获得的数据。
(2) 表面软氮化Hv0.1术要求。
2 对比试验及分析2.1 选材选用非调质材料制造柴油机曲轴,要求材料既要满足S53C钢主要机械性能指标(特别是抗拉强度和疲劳强度),又能大大改善切削性能,提高生产率,降低成本。
运用8D工作法降低柴油机曲轴油封故障率

( We i C h a i P o we r Ya n g z h o u Di e s e l En g i n e C o . , L t d . , Ya n g z h o u 2 2 5 0 0 9 , C h i n a )
Ab s t r a c t : 8 D wo r k i n g me t h o d i s g u i d e d wi t h t e a m o p e r a t i o n a n d b a s e d o n f a c t , wi t h w h i c h a p r o b l e m i s
c r e a t i v e a n d p e r ma n e n t s o l u t i o n . I mp l e me n t o f 8 D w o r k i n g me t h o d n e e d s o t h e r q u a l i t y t o o l s , s u c h a s F ME A
柴油机设 计 与制造
D e s i g n&Ma n u f a c t u r e o f Di e s e l E n  ̄n e
d o i : 1 0 . 3 9 6 9 6 . i s s n . 1 6 7 1 - 0 6 1 4 . 2 0 1 3 . 0 3 . 0 l 1
s o l v e d r e a s o n a b l y wi t h o u t pe r s o n i n t e r v e n t i o n. . Ev e r y d e p a r t me n t i s i n v o l v e d a n d wo r k s t o g e t h e r t o l o o k f o r a
4102系列柴油机曲轴设计与工艺分析
2、半精加工:在曲轴扭曲和弯矩最大的部位进行局部修正,减小形变量, 提高曲轴的抗疲劳性能。
3、精加工:采用数控磨床对曲轴进行精磨加工,确保曲轴的几何精度和表 面粗糙度。同时,对曲轴进行抛光处理,提高表面质量。
4、热处理:对曲轴进行高温处理,提高材料的硬度、强度和耐磨性。 5、喷涂:在曲轴表面喷涂耐磨涂层,提高曲轴的耐磨性和抗腐蚀性。
设计分析
在4102系列柴油机曲轴设计中,首先要根据柴油机的总体设计要求,进行曲 轴的结构设计。设计过程中需考虑以下主要因素:
1、材料选择:根据4102系列柴油机的功率和转速,选用适当的材料,如高 强度钢、合金钢等,以满足强度和耐磨性要求。
2、结构形式:根据柴油机的总体结构,选择合适的曲轴结构形式,包括平 衡式和非平衡式,以实现动力的平稳传递。
相关背景知识
曲轴是柴油机的重要组成部分,其主要功能是传递动力并转化为旋转运动。 在柴油机运行过程中,曲轴承受着巨大的负荷和冲击力,因此需要具备较高的强 度和耐磨性。此外,随着环保要求的不断提高,柴油机的排放标准也越来越严格, 因此需要提高曲轴制造的质量和精度,以满足更为严格的排放标准。
研究现状
1、对曲轴进行静载和动载实验,观察其强度、刚度和耐磨性是否满足设计 要求;
2、对曲轴进行疲劳实验,检测其抗疲劳性能; 3、对曲轴进行润滑性能实验,检测其润滑效果;
4、对曲轴进行耐久性实验,观察其在使用过程中的性能衰减情况。
根据实验结果与预期目标的符合程度,总结实验结果。若实验结果不满足预 期目标,则需对曲轴设计和制造工艺进行分析和改进。
测试研究: 为了确保曲轴的质量和性能,需要对曲轴进行一系列的测试研究。具体包括: 1、性能测试:通过在试验台上进行性能测试,验证曲轴是否能够达到设计 的动力和经济性指标。
关于某柴油机后油封密封的研究

关于某柴油机后油封密封的研究作者:孙霞林浩来源:《中国科技纵横》2017年第06期摘要:本文通过对某发动机后油封密封问题的质量攻关,从密封原理等的结构进行了细致全面的分析,并对各原因进行了理论分析和试验论证,确认了后油封压入深度及平面度等多项关键要因,并针对各要因,分别采取了相关措施。
关键词:柴油机;后油封;密封中图分类号:TK423 文献标识码:A 文章编号:1671-2064(2017)06-0065-01长期以来,漏油、漏水、漏气的“三漏”问题一直是困扰国产发动机质量水平提升的一大难题,随着国内技术人员在“三漏”课题上的研究和探索,该问题已经有了明显的改善。
但是,在对于一些“三漏”问题仍然与国外存在较大差距。
这其中的典型代表就是后油封密封,后油封密封相比于其它密封方式在密封原理、实效机理、实效模式上更加复杂。
1 后油封密封原理自由状态下,油封的唇口内径比轴径小,具有一定的过盈量。
安装后,油封唇口的过盈压力和自紧弹簧的收缩对旋转轴产生一定的径向压力。
工作时,油封唇口与旋转轴表面形成一个0.25~0.5mm左右宽的密封接触环带。
2 后油封漏油失效模式分析2.1 故障模式分类(1)后油封唇口漏油,机油从油封唇口与曲轴的密封环带处泄漏。
(2)后油封外圈漏油,机油从油封外圈与主轴承孔结合面泄漏。
(3)发动机后侧其它部位漏油造成的后油封漏油误判。
2.2 故障原因分析(1)后油封唇口漏油原因分析。
1)曲轴轴径形位公差及表面粗糙度。
后油封属于典型的动密封,曲轴轴径形位公差及表面粗糙度对密封质量有重要影响,其关键特殊特性包括表面粗糙度Ra、圆度/圆柱度、圆跳动等[1]。
2)油封质量。
油封质量对唇口部位密封的主要影响因素包括:其一,油封材质。
目前油封普遍采用硅橡胶、聚四氟乙烯等作为原材料;其二,油封骨架的形变造成密封唇口的圆度超标;其三,油封唇口的硬度,油封唇口硬度过高会加剧对曲轴表面的磨损。
其四,油封回油线的方向、连续性不良也会造成密封失效;其五,油封在包装、仓储、运输过程中异常划伤。
一种曲轴油封及采用气帘密封的油封结构[发明专利]
![一种曲轴油封及采用气帘密封的油封结构[发明专利]](https://img.taocdn.com/s3/m/1df9c718590216fc700abb68a98271fe910eafca.png)
专利名称:一种曲轴油封及采用气帘密封的油封结构专利类型:发明专利
发明人:李伟,黄永仲,易加宁
申请号:CN202210431256.2
申请日:20220422
公开号:CN114645947A
公开日:
20220621
专利内容由知识产权出版社提供
摘要:本发明公开了一种曲轴油封,属于曲轴油封结构加工的技术领域,主要解决的是现有技术油封的密封效果差的技术问题,该结构包括油封本体,所述油封本体内设有用于贴紧曲轴进行密封的密封唇片,所述油封本体内与所述密封唇片相对的一侧还设有密封环,所述密封环与所述油封本体、密封唇片之间形成稳压腔,所述油封本体设有与稳压腔相连通的进气孔,所述密封唇片与密封环之间设有用于向曲轴吹气的导气蚌入口,所述密封环的内径大于所述密封唇片的内径,使所述密封环与曲轴之间形成间隙。
本发明还公开了一种采用气帘密封的油封结构。
本发明通过在传统的曲轴油封结构中设置一条管路,阻止了润滑油通过密封唇片渗出外界环境中,提高了油封的密封效果。
申请人:广西玉柴船电动力有限公司
地址:537006 广西壮族自治区玉林市天桥西路88号
国籍:CN
代理机构:广州海心联合专利代理事务所(普通合伙)
代理人:莫秀波
更多信息请下载全文后查看。