维宏系统操作总步骤
维宏53c说明书

维宏53c说明书
1、在维宏53c石材雕刻机开机之前首先确定机床与计算机所有连接正常。
在系统启动完毕后,进入NCStudio数控系统。
2、打开控制系统以后选择“回机械原点”菜单。
机床将自动回到机械原点,并且校正系统坐标系统。
NCStudio系统在正常退出时,会保存当前坐标信息。
3、在加工之前,用户要载入需要的加工程序,否则,一些与自动加工有关的功能无效。
选择“打开”菜单,将弹出Windows标准的文件操作对话框,可以从中选择要打开文件所在的驱动器、路径以及文件名。
单击“打开”按钮后,加工程序就载入系统。
4、确定工件原点,把维宏53c石材雕刻机的X、Y两个方向手动走到工件上的希望的原点位置,选择“把当前点设为工件原点”菜单,或者在坐标窗口把当前位置的坐标值清零,这样在执行加工程序时就以当前位置为起始点进行加工。
NCStudio-V5-4-用户手册

维宏®雕刻机运动控制系统Ncstudio™版本5.4软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录1.V5.4.7●添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1, #SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
NOTE: 使用这些变量之前必须用G906指令进行同步。
●校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
●在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
●手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
2.V5.4.10●修正了TraceView偶尔不能及时刷新的错误。
●改进了MaskEdit的编辑性能。
●把复位的快捷键设为F12。
3.V5.4.11●修正了暂停继续时主轴启动没有延时错误。
●修正了高级开始的一个错误。
4.V5.4.12●修正了G906同步后有些指令不能正确执行的问题。
●增加了按照时间过期限制的功能。
5.V5.4.13●增加了软限位自动减速的特性。
●软限位时候不再有余差,而是精确地停在边界上。
6.V5.4.14●错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
●在驱动程序中增加_UNIONCONDITION_IMMSTOP 选项。
7.V5.4.15●修正了暂停时候,有明显的速度大跳动问题。
8.V5.4.16●增加了PLT文件加工的断点继续和高级开始功能。
●文件位置更新时只考虑当前加工文件。
●在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
维宏数控运动控制系统(中文, V5_3_6 for luoke)用户手册

维宏®雕刻机运动控制系统NC STUDIO™版本5.3.6软件用户手册二○○三年二月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
目录目录............................................................................................................................ I I 1概述.. (1)2系统安装与连接 (3)2.1NC STUDIO的系统基本配置 (3)计算机主机 (3)操作系统 (3)2.2NC STUDIO系统的安装 (4)安装NC STUDIO运动控制卡 (8)2.3NC STUDIO控制卡与驱动系统的连接 (9)安装运动控制卡驱动程序 (8)安装NC STUDIO软件 (4)3 NC STUDIO基本概念 (10)3.1操作模式与状态 (10)操作模式 (10)操作状态 (11)3.2机床坐标系 (11)机械坐标系 (12)工件坐标系 (12)4 NC STUDIO操作界面 (13)4.1标题栏 (14)4.2菜单栏 (15)4.3工具栏 (16)4.4数控信息栏 (16)4.5状态栏 (17)4.6数控状态窗口 (17)当前位置 (17)进给速度 (18)主轴转速..................................................................................... 错误!未定义书签。
4.7自动操作窗口 (20)4.8手动操作窗口 (22)4.9加工轨迹窗口 (24)三维视图模式 (25)二维视图模式: (27)4.10系统日志窗口 (30)4.11程序管理窗口 (31)4.12系统参数窗口 (32)机械参数 (34)电气参数..................................................................................... 错误!未定义书签。
NCStudioV 用户手册
维宏?雕刻机运动控制系统Ncstudio? 版本5.4软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录1.V5.4.7●添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1,#SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
●NOTE: 使用这些变量之前必须用G906指令进行同步。
●校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
●在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
●手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
●修正了TraceView偶尔不能及时刷新的错误。
●改进了MaskEdit的编辑性能。
●把复位的快捷键设为F12。
2.V5.4.11●修正了暂停继续时主轴启动没有延时错误。
●修正了高级开始的一个错误。
3.V5.4.12●修正了G906同步后有些指令不能正确执行的问题。
●增加了按照时间过期限制的功能。
4.V5.4.13●增加了软限位自动减速的特性。
●软限位时候不再有余差,而是精确地停在边界上。
5.V5.4.14●错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
●在驱动程序中增加_UNIONCONDITION_IMMSTOP 选项。
6.V5.4.15●修正了暂停时候,有明显的速度大跳动问题。
7.V5.4.16●增加了PLT文件加工的断点继续和高级开始功能。
●文件位置更新时只考虑当前加工文件。
●在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
维宏操作步骤
维宏操作步骤开机2 |2 n+ H% P m% k) g& e( [1 z' Y8 N6 X) H3 g0 N! `1 @" ]2 e: _2 s8 {在开机之前,首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源.在系统启动完毕后,进入Ncstudio™数控系统.1.2 机械复位(可选)0 m& a1 Z5 g0 \3 W7 v只有在有回机械原点功能的机床上,且需要时才涉及本节内容,请参考机床手册.如果机床支持回机械原点操作,选择“回机械原点”菜单.机床将自动回到机械原点,并且校正系统坐标系统.在某些情形下,如上次正常停机后,重新开机并继续上次的操作,用户不必执行机械复位操作.因为,Ncstudio™系统在正常退出时,保存当前坐标信息.7 v6 u% F- [8 [( u7 n/ U1 Q( ]另外,如果用户确认当前位置正确,也可以不执行此操作.; \( q; I8 D; o* \! v: ?1.3 载入加工程序! \1 }. ?8 A! H" R: U在加工之前,用户一般要载入需要的加工程序,否则,一些与自动加工有关的功能是无效的., [6 |: E3 h1 x0 R- M1 i4 w% _7 g/ i5 m' E0 I% I U选择“打开(F)|打开(O)…”菜单,将弹出Windows标准的文件操作对话框,可以从中选择要打开文件所在的驱动器、路径以及文件名.2 J: @+ ]: d% }) \; k9 j. t/ y& o4 A; Y单击“打开”按钮后,加工程序就载入系统.此时,用户可按F2键,切换到“加工程序”窗口,查看当前加工程序.e, V2 }/ s6 h# s! v' z1.4 手动操作! ?7 v5 L b: q$ T( k显示手动操作界面7 R) Z8 ] [' p( l) v选择“查看(V)|显示手动界面(M)”菜单项,参数显示窗口将显示一个手动操作的界面,通过这个界面,您可以对机床进行手动操作.手动移动& y5 Z- k ?: a9 ]# T0 N6 V/ B+ p5 H通过计算机数字小键盘上的相应键可对机床进行手动移动.此时小键盘上的NUMLOCK灯应亮.3 R$ ~, Q& W! u T3 f) [相应键为:4 —X轴正方向$ U+ a2 C9 o; ^1 —X轴负方向5 —Y轴正方向% M5 b: {4 F3 X2 N4 H# b2 —Y轴负方向* u1 w- M: J4 Q9 T3 {" ^6 —Z轴正方向% m: _! q1 z! h% ?- ?+ i3 —Z轴负方向X" x3 A0 Z1 D* c这些键与CTRL结合后可实现机床的手动高速移动.1 _9 o6 ]* Z! ^. Z/ o' F6 U1.5 确定工件原点6 }; J$ T0 U* A) c$ \* C在加工程序中的X、Y、Z三坐标的原点就是工件原点.在加工之前,我们需要把该位置同实际位置联系起来.步骤是:4 B- S- B$ ]# \9 K, b' Z& |( Y4 d把机床X、Y手动走到工件上的希望的原点位置,选择“把当前点设为工件原点”菜单,或者在坐标窗口把当前位置的坐标值清零,这样在执行加工程序时就以当前位置为起始点进行加工.% v% x" p3 v: p, g3 O8 B: X$ C) g& V上述步骤完成了X、Y轴的工件原点设定,但是Z轴的工件原点设置需要更为精确的操作手段.本系统同机床硬件相配合提供了Z轴对刀功能.选择“操作(O)|浮动对刀(Q)…”功能,完成浮动对刀.- m2 I) D5 n7 ]经过上述两步的操作,加工的工件原点已经确定了.丝杠误差补偿文件文件名为axeserr.dat,该文件可以在安装目录下找到。
维宏雕刻操作方法

维宏雕刻操作方法
维宏雕刻是一种工艺技术,用来在硬质材料上进行雕刻和切割,如石材、木材和金属等。
下面是维宏雕刻的基本操作方法:
1. 准备工作:
- 确定需要雕刻的物体和设计图案。
- 准备好维宏雕刻机和相应的刀具。
- 将需要雕刻的物体固定在雕刻机上。
2. 调整刀具:
- 根据需要调整刻刀的深度和角度。
- 确保刀具的稳定性和锐利度。
3. 设置雕刻参数:
- 根据物体的硬度、大小和雕刻要求等,设置适当的速度、力度和加工路径。
4. 进行雕刻:
- 启动维宏雕刻机,选择相应的雕刻程序。
- 控制雕刻路径和速度,保持平稳和连续的运动。
- 根据设计图案,将刻刀准确地切割或雕刻在物体上。
- 定期检查刀具的状况,根据需要更换或修整。
5. 完成后处理:
- 雕刻完成后,及时清理刻刀和雕刻机,避免刻痕交叉。
- 去除雕刻过程中产生的碎屑和粉尘,保持物体的清洁。
请注意,维宏雕刻是一项专业工艺技术,需要经过相关培训和实践才能熟练掌握。
在操作时,务必注意安全,并遵守相应的操作规程和安全指导。
维宏四轴系统使用手册

如何操作设备返回机械零点?
设备每天第一次上电时,都需要操作机床返回机械零点。(用于消除 累积误差)否则将无法执行自动加工零件命令。
在操作面板按钮中选择 “参考点(9)”如图: 这时我们可以在操作栏按钮中选择单个轴回零或全部轴回零。
当系统完成回零指令后,操作面板上每个轴后都会出现小圆标记。
如何手动操作设备移动?
自动模式下操作栏按钮
【装载】:快捷键为 F1,仅在自动模式下有效。点击此按钮将会弹出 【打开并装载】对话框,将选中的加工程序载入系统解析引擎准备加工。
【卸载】:快捷键为 F2,仅在自动模式下有效。功能为将当前装载的 加工文件从Ncstudio 系统卸载。
【断点继续】:快捷键为 F3,仅在自动模式下有效。当系统出现断电、 紧停等紧急情况下,或者在加工的过程中按下【停止】按钮后,以及使 用了【自动倒行】功能时。如果用户能够确保工件坐标的准确性可以直 接按下该按钮继续进行加工。
如何调整零件的加工顺序?
先选中图形,单击鼠标的右键。在弹出的对话窗口中我们可以用自动或 手动的方式调整零件的加工顺序。
如何调整零件的加工方向?
先选中图形,然后单击鼠标的右键。在弹出的对话窗口中我们可以用
顺时针方向和逆时针方向或用工具栏的
来改变加工零件的方向。
如何在图形上设置刀具路径?
ห้องสมุดไป่ตู้
三、四轴维宏软件的使用
双击桌面图表,打开维宏软件
电脑上同时出现以下两个窗口。
绘图界面窗口
操作界面窗口
绘图界面窗口
主要界面:标题栏、菜单栏、工具栏、绘图工具栏、状态栏、加工参 数属性栏、对象编辑空间、对象列表栏、标尺栏。其中,加工参数属 性栏包括:加工参数颜色窗口、加工参数修改窗口。
NCStudioV用户手册

维宏?雕刻机运动控制系统Ncstudio? 版本5.4软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录1.V5.4.7添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1, #SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
NOTE: 使用这些变量之前必须用G906指令进行同步。
校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
修正了TraceView偶尔不能及时刷新的错误。
改进了MaskEdit的编辑性能。
把复位的快捷键设为F12。
2.V5.4.11修正了暂停继续时主轴启动没有延时错误。
修正了高级开始的一个错误。
3.V5.4.12修正了G906同步后有些指令不能正确执行的问题。
增加了按照时间过期限制的功能。
4.V5.4.13增加了软限位自动减速的特性。
软限位时候不再有余差,而是精确地停在边界上。
5.V5.4.14错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
在驱动程序中增加 _UNIONCONDITION_IMMSTOP 选项。
6.V5.4.15修正了暂停时候,有明显的速度大跳动问题。
7.V5.4.16增加了PLT文件加工的断点继续和高级开始功能。
文件位置更新时只考虑当前加工文件。
在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
“单步”增加减速功能。
维宏系统雕刻机电子版使用教程
聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1 机器有三个轴分别是X 轴(左右移动)Y 轴(前后移动)Z 轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡------电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1 平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角-----通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2 平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点-----通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三.断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻—系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作——回工件原点----操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四.换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作——回工件原点—换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y 坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
维宏系统雕刻机电子版使用教程

聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1 机器有三个轴分别是X 轴(左右移动)Y 轴(前后移动)Z 轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡------电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1 平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角-----通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2 平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点-----通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三.断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻—系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作——回工件原点----操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四.换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作——回工件原点—换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y 坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
雕刻机软件安装教程
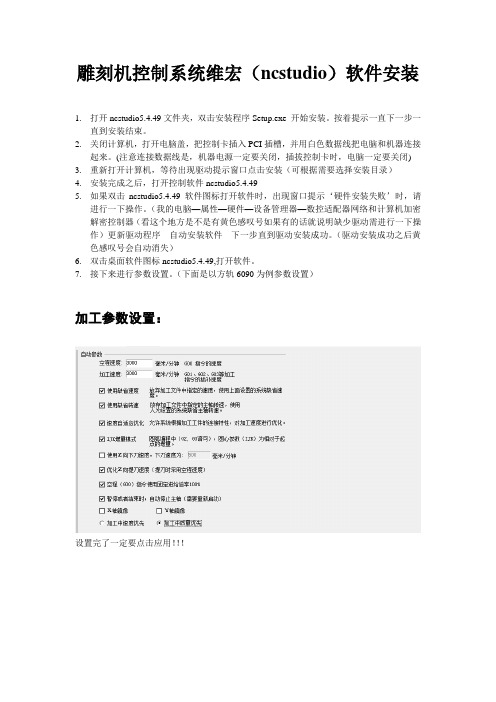
雕刻机控制系统维宏(ncstudio)软件安装1.打开ncstudio5.4.49文件夹,双击安装程序Setup.exe 开始安装。
按着提示一直下一步一直到安装结束。
2.关闭计算机,打开电脑盖,把控制卡插入PCI插槽,并用白色数据线把电脑和机器连接起来。
(注意连接数据线是,机器电源一定要关闭,插拔控制卡时,电脑一定要关闭)3.重新打开计算机,等待出现驱动提示窗口点击安装(可根据需要选择安装目录)4.安装完成之后,打开控制软件ncstudio5.4.495.如果双击ncstudio5.4.49 软件图标打开软件时,出现窗口提示‘硬件安装失败’时,请进行一下操作。
(我的电脑—属性—硬件—设备管理器—数控适配器网络和计算机加密解密控制器(看这个地方是不是有黄色感叹号如果有的话就说明缺少驱动需进行一下操作)更新驱动程序---自动安装软件---下一步直到驱动安装成功。
(驱动安装成功之后黄色感叹号会自动消失)6.双击桌面软件图标ncstudio5.4.49,打开软件。
7.接下来进行参数设置。
(下面是以方轨6090为例参数设置)加工参数设置:设置完了一定要点击应用!!!厂商参数设定:密码为(ncstudio)设置好了之后一定要点击应用!!(请注意机器配置不同这里设置的厂商参数是不同的)以上仅供参考。
手动控制机器鼠标点击X—,X+,Y-.Y+,Z-,Z+, 机器会往对应的方向运行。
8.具体软件操作说明参考维宏软件手册。
Artcam 刀具路径编辑软件安装1.解压artcam安装软件文件夹,解压之后打开“artcam安装软件”—“Artcam.2008.Pro.简体中文版.立体浮雕”--- 双击图标进行安装。
选择chinese(Simplified),点击OK。
然后一直点击下一步按着提示安装。
2.软件安装成功之后,不要急着打开artcam 软件,重新双击打开“artcam 安装软件”文件夹----“artcam2008 破解”---Crack---“Program Files”---“Artcam2008”---“Exec”--复制这两个图,粘贴到artcam2008 安装文件夹下。
维宏控制系统

维宏控制系统维宏控制系统又名NCStudio 数控系统,是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持UG 、MASTERCAM 、CASMATE 、Art CAM 、AUTOCAD 、CorelDraw 等多种CAD/CAM 软件生成的G 代码、PLT 代码格式和精雕加工(ENG )格式。
NCStudio 基于Microsoft Windows 操作系统,充分发挥32 位计算和多任务的强大优势。
同时,标准的Windows 风格用户界面具有操作简便可靠、简单易学的优点。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
该系统可以与各种三维雕刻机、三维雕铣机一起使用。
适用于各种复杂模具加工、广告装潢、切割等行业。
中文名维宏控制系统又名NCStudio 数控系统属于上海维宏科技有限公司类型运动控制系统目录1 软件特性2 系统安装3 系统连接4 操作步骤软件特性编辑该软件包括了下列功能:· 基本配置为三个运动轴,并可以进一步扩充。
· 数控转台支持。
· 自动加工。
完整支持ISO 标准的G 指令、HP 绘图仪(HP PLT )格式和精雕加工文件(ENG)格式。
· 手动功能。
既支持通过机床输入设备,如手持设备等操纵机床,也内嵌地支持通过计算机输入设备,如键盘、鼠标完成手动操作。
· 增量进给功能。
方便用户精确设定进给量,且步长可灵活调整。
· 用户数据输入(MDI )功能。
用户可以在线输入G 指令并立即执行。
· 高级加工指令。
只要简单输入几个参数,就可以完成铣底、勾边等功能。
· 单步模式。
用户可以把要执行的加工任务设置为单步模式,从而为错误诊断和故障恢复提供了良好的支持。
· 断点记忆、跳段执行等高级自动功能。
维宏数控运动控制系统用户手册
高速平滑速度连接特性。在一般的数控系统中,两条G指令之间的连接速度通 常是一个固定的值,例如等于零或者某一个很小的值。在新版数控系统中,采 用了独有的加工速度自适应预测算法,该算法根据连接速度的大小、方向、最 大加速度,以及前向预测功能,自适应地决定当前指令与下一条指令间的衔接 速度。 不仅大大提高了加工效率 (大约从30%到300%),而且改善了加工性能, 消除了留在加工表面的速度振纹。
4.4数控信息栏13
4.5状态栏13
4.6数控状ቤተ መጻሕፍቲ ባይዱ窗口14
加工状态和时间信息
当前位置
进给速度
机床控制
4.7自动操作窗口17
4.8手动操作窗口18
4.9加工轨迹窗口21
三维视图穆式 上下文菜单 设置个性化参数
4.10系统日志窗口24
4.11程序管理窗口26
4.12系统参数窗口26
加工参数
厂商参数
4.13程序编辑窗口30
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态 显示跟踪、Z轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能适用 于各种复杂模具加工、广告装潢、切割等行业。
该软件包括了下列功能。
基本配置为三个运动轴,并可以进一步扩充。数控转台支持。
自动加工。完整支持ISO标准的GM指令和HP绘图仪(HP PLT)格式。 手动功能。既支持通过机床输入设备,如手持设备等操纵机床,也内嵌地支持 通过计算机输入设备,如键盘、鼠标完成手动操作。 增量进给功能。方便用户精确设定进给量,且步长可灵活调整。
附.1全局快捷键54
附.2手动窗口快捷键55
附.3加工轨迹窗口快捷键56
1
维宏控制系统
维宏控制系统维宏控制系统又名NCStudio 数控系统,是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持UG 、MASTERCAM 、CASMATE 、Art CAM 、AUTOCAD 、CorelDraw 等多种CAD/CAM 软件生成的G 代码、PLT 代码格式和精雕加工(ENG )格式。
NCStudio 基于Microsoft Windows 操作系统,充分发挥32 位计算和多任务的强大优势。
同时,标准的Windows 风格用户界面具有操作简便可靠、简单易学的优点。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
该系统可以与各种三维雕刻机、三维雕铣机一起使用。
适用于各种复杂模具加工、广告装潢、切割等行业。
中文名维宏控制系统又名NCStudio 数控系统属于上海维宏科技有限公司类型运动控制系统目录1 软件特性2 系统安装3 系统连接4 操作步骤软件特性编辑该软件包括了下列功能:· 基本配置为三个运动轴,并可以进一步扩充。
· 数控转台支持。
· 自动加工。
完整支持ISO 标准的G 指令、HP 绘图仪(HP PLT )格式和精雕加工文件(ENG)格式。
· 手动功能。
既支持通过机床输入设备,如手持设备等操纵机床,也内嵌地支持通过计算机输入设备,如键盘、鼠标完成手动操作。
· 增量进给功能。
方便用户精确设定进给量,且步长可灵活调整。
· 用户数据输入(MDI )功能。
用户可以在线输入G 指令并立即执行。
· 高级加工指令。
只要简单输入几个参数,就可以完成铣底、勾边等功能。
· 单步模式。
用户可以把要执行的加工任务设置为单步模式,从而为错误诊断和故障恢复提供了良好的支持。
· 断点记忆、跳段执行等高级自动功能。
维宏系统
维宏操作系统的安装与使用一、安装1) 在打开NCSTUDIO.EXE文件时,提示故障“硬件操作失败,强烈建议重新启动程序并检查硬件故障”原因:①将控制卡插入电脑主板PCI卡槽中,再重新启动计算机;②更换新控制卡然后重新启动计算机;①按照程序步骤,重新安装控制程序进入系统属性,将控制程序更新“维宏控制系统”无法启动,若启动时出现请重新启动计算机。
若重新启动计算机,仍旧提示启动错误请打开“设备资源管理器”点击“系统设备”选择“PCIBUS”点击鼠标右键点击“更新驱动程序”打开点击“浏览”找到c:/programfiles/weihong/ncstudio v5.4.49点击“确定”点击“下一步”即可完成程序安装。
二、系统简介NCStudio 数控系统是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持 UG 、 MASTERCAM 、 CASMATE 、 Art CAM 、 AUTOCAD 、 CorelDraw 等多种 CAD/CAM 软件生成的 G 代码、 PLT 代码格式和精雕加工( ENG )格式。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、 Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
2.工作界面:3.操作步骤开机在开机之前,首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源。
在系统启动完毕后,进入NCStudio 数控系统。
机械复位(可选)如果机床支持回机械原点操作,选择"回机械原点"菜单。
机床将自动回到机械原点,并且校正系统坐标系统。
在某些情形下,如上次正常停机后,重新开机并继续上次的操作,用户不必执行机械复位操作。
因为,NCStudio 系统在正常退出时,保存当前坐标信息。
另外,如果用户确认当前位置正确,也可以不执行此操作。
载入加工程序在加工之前,用户一般要载入需要的加工程序,否则,一些与自动加工有关的功能是无效的。
维宏系统
维宏操作系统的安装与使用一、安装1) 在打开NCSTUDIO.EXE文件时,提示故障“硬件操作失败,强烈建议重新启动程序并检查硬件故障”原因:①将控制卡插入电脑主板PCI卡槽中,再重新启动计算机;②更换新控制卡然后重新启动计算机;①按照程序步骤,重新安装控制程序进入系统属性,将控制程序更新“维宏控制系统”无法启动,若启动时出现请重新启动计算机。
若重新启动计算机,仍旧提示启动错误请打开“设备资源管理器”点击“系统设备”选择“PCIBUS”点击鼠标右键点击“更新驱动程序”打开点击“浏览”找到c:/programfiles/weihong/ncstudio v5.4.49点击“确定”点击“下一步”即可完成程序安装。
二、系统简介NCStudio 数控系统是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持 UG 、 MASTERCAM 、 CASMATE 、 Art CAM 、 AUTOCAD 、 CorelDraw 等多种 CAD/CAM 软件生成的 G 代码、 PLT 代码格式和精雕加工( ENG )格式。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、 Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
2.工作界面:3.操作步骤开机在开机之前,首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源。
在系统启动完毕后,进入NCStudio 数控系统。
机械复位(可选)如果机床支持回机械原点操作,选择"回机械原点"菜单。
机床将自动回到机械原点,并且校正系统坐标系统。
在某些情形下,如上次正常停机后,重新开机并继续上次的操作,用户不必执行机械复位操作。
因为,NCStudio 系统在正常退出时,保存当前坐标信息。
另外,如果用户确认当前位置正确,也可以不执行此操作。
载入加工程序在加工之前,用户一般要载入需要的加工程序,否则,一些与自动加工有关的功能是无效的。
(完整版)维宏系统操作总步骤

(完整版)维宏系统操作总步骤维宏操作总体步骤:一、文泰里面布控1.打开文泰2.定好版面(版面应该和所要雕刻的材料一致)3.在里面排版4.做割 2D 3D 等等的5.用放大镜检查路径有没问题6.输出雕刻路径7.保存到特定的文件夹里面8.将NC文件输入到运动控制系统里面二、维宏里面布控(运动控制系统)1.在维宏打开并装载文件2.(对原点后)清零X.Y.Z.坐标3.点击仿真 [查看在运动控制系统中的文件是否正常雕刻]4.如果第3步骤正常后,再点主轴旋转,开动主轴后,再点击手动运用方向键8*2 6*4 9*1 来控制雕刻机找到在木板上的原点。
5.再次清零X.Y.Z [这是保证维宏里文件的原点和机器的原点和木板的原点一致]6.再次点击仿真查看是否在维宏当中运行正常7.如果6为正常,就点击开始[注意主轴转速为2.2万转。
加工速度为100%---120%]8.等待雕刻完成【完】总结其步骤:载文件-对原点-仿真-对原点-仿真-开始加工-完成三、在维宏当中出现现象处理1.刻浅了或是雕刻深了【处理方法:(F11)暂停键,后再再下面的空白处点击右键,看见弹出的对话框在对话框中的的Z轴处,改变数值,注意改变数值时候如果主轴要加深雕刻就增加Z轴的数值。
如果刻深了,就减少Z轴的数值。
每次改变数值不能超过±0.8mm。
后点击确定。
完成后点击断点继续。
2.停电了怎么办??【处理方法:关掉电源铡刀,关掉机箱电源。
不要动机器位置,不要动电脑。
等待来电后,开机器电源,开电脑电源。
后再打开维宏[运动控制系统]点击断点继续键。
3.关于一个版面做两把刀具的问题:在文泰中应该分两次输出。
在维宏中导入第一把刀具对应的文件按照【二、维宏里面布控(运动控制系统)】操作当中的操作进行完毕。
在机器停止后在开启主轴,在操作选项当中选择回工件原点,在换下第二把刀具。
点击系统中的手动里面操控 6*4 8*2 9*1 再次对Z轴的高度[找Z轴原点]后清零Z后仿真,无误后点击开始。
维宏控制系统

维宏控制系统(总12页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除维宏控制系统维宏控制系统又名NCStudio 数控系统,是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持 UG 、 MASTERCAM 、 CASMATE 、Art CAM 、 AUTOCAD 、 CorelDraw 等多种 CAD/CAM 软件生成的 G 代码、 PLT 代码格式和精雕加工( ENG )格式。
NCStudio 基于 Microsoft Windows 操作系统,充分发挥32 位计算和多任务的强大优势。
同时,标准的 Windows 风格用户界面具有操作简便可靠、简单易学的优点。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、 Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
该系统可以与各种三维雕刻机、三维雕铣机一起使用。
适用于各种复杂模具加工、广告装潢、切割等行业。
中文名维宏控制系统又名NCStudio 数控系统属于上海维宏科技有限公司类型运动控制系统目录1 软件特性2 系统安装3 系统连接4 操作步骤软件特性编辑该软件包括了下列功能:· 基本配置为三个运动轴,并可以进一步扩充。
· 数控转台支持。
· 自动加工。
完整支持 ISO 标准的 G 指令、HP 绘图仪( HP PLT )格式和精雕加工文件(ENG)格式。
· 手动功能。
既支持通过机床输入设备,如手持设备等操纵机床,也内嵌地支持通过计算机输入设备,如键盘、鼠标完成手动操作。
· 增量进给功能。
方便用户精确设定进给量,且步长可灵活调整。
· 用户数据输入( MDI )功能。
用户可以在线输入 G 指令并立即执行。
· 高级加工指令。
只要简单输入几个参数,就可以完成铣底、勾边等功能。
NCStudioV用户手册

维宏?雕刻机运动控制系统Ncstudio? 版本5.4软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录1.V5.4.7添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1, #SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
NOTE: 使用这些变量之前必须用G906指令进行同步。
校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
2.V5.4.10修正了TraceView偶尔不能及时刷新的错误。
改进了MaskEdit的编辑性能。
把复位的快捷键设为F12。
修正了暂停继续时主轴启动没有延时错误。
修正了高级开始的一个错误。
4.V5.4.12修正了G906同步后有些指令不能正确执行的问题。
增加了按照时间过期限制的功能。
5.V5.4.13增加了软限位自动减速的特性。
软限位时候不再有余差,而是精确地停在边界上。
6.V5.4.14错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
在驱动程序中增加 _UNIONCONDITION_IMMSTOP 选项。
修正了暂停时候,有明显的速度大跳动问题。
8.V5.4.16增加了PLT文件加工的断点继续和高级开始功能。
文件位置更新时只考虑当前加工文件。
在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
“单步”增加减速功能。
在NCBoard中改进了暂停时抬刀(落刀)、以及微调的算法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维宏操作总体步骤:
一、文泰里面布控
1.打开文泰
2.定好版面(版面应该和所要雕刻的材料一致)
3.在里面排版
4.做割2D3D等等的
5.用放大镜检查路径有没问题
6.输出雕刻路径
7.保存到特定的文件夹里面
8.将NC文件输入到运动控制系统里面
二、维宏里面布控(运动控制系统)
1.在维宏打开并装载文件
3.点击仿真[查看在运动控制系统中的文件是否正常雕刻]
4.如果第3步骤正常后,再点主轴旋转,开动主轴后,再点击手动运用方向键8*26*49*1来控制雕刻机找到在木板上
的原点。
5.再次清零X.Y.Z[这是保证维宏里文件的原点和机器的原点和木板的原点一致]
6.再次点击仿真查看是否在维宏当中运行正常
7.如果6为正常,就点击开始[注意主轴转速为2.2万转。
加工
速度为100%---120%]
8.等待雕刻完成【完】
总结其步骤:载文件-对原点-仿真-对原点-仿真-开始加工-完成
三、在维宏当中出现现象处理
1.刻浅了或是雕刻深了【处理方法:(F11)暂停键,后再再下面
的空白处点击右键,看见弹出的对话框
在对话框中的的Z轴处,改变数值,注意改变数值时候如果主轴要加深雕刻就增加Z轴的数值。
如果刻深了,就减少Z轴的数值。
每次改变数值不能超过±0.8mm。
后点击确定。
完成后点击断点继续。
2.停电了怎么办??【处理方法:关掉电源铡刀,关掉机箱电源。
不要动机器位置,不要动电脑。
等待来电后,开机器电源,开电脑电源。
后再打开维宏[运动控制系统]点击断点继续键。
3.关于一个版面做两把刀具的问题:在文泰中应该分两次输出。
在维宏中导入第一把刀具对应的文件按照【二、维宏里面布控(运动控制系统)】操作当中的操作进行完毕。
在机器停止后在开启主轴,在操作选项当中选择回工件原点,在换下第二把刀具。
点击系统中
的手动里面操控6*48*29*1再次对Z轴的高度[找Z轴原点]后清零Z 后仿真,无误后点击开始。
4.关于断刀怎么办??【处理办法:在维宏中点击(F11)停止键。
选择操作选项中的回工件原点。
机器回到原点后。
换下刀具后再次对Z轴找到原点,Z原点定好后再清零Z。
再点击操作选项当中的高级开始按照提示
减少他它的步数。
确定步数后点击确定【一般步数是根据实际判定要
回去的多就多减少些步数。
机器就会自动接着雕刻。
在看机器回去的位置对不。
不行就在此执行此操作项目,一直到位置到位。