用镍基焊材修复P92钢管焊口的试验
华能电厂P91P92焊接质量检验导则提交版[1].doc
![华能电厂P91P92焊接质量检验导则提交版[1].doc](https://img.taocdn.com/s3/m/fac0d48ecc175527072208cf.png)
华能电厂P91、P92钢焊接质量检验导则(试行)华能国际电力股份有限公司二○○五年十月目次前言....................................................................................................... 错误!未定义书签。
1. 适用范围 (1)2. 检验项目与验收 (1)3. 硬度检查 (1)3.1 范围和数量 (1)3.2 测试仪器 (1)3.3 测试表面制备 (2)3.4 测试人员和测试方法 (2)3.5 验收标准 (2)4. 微观组织结构 (3)4.1 检验范围和数量 (3)4.2 检验方法 (3)4.3 验收标准 (4)5. 不合格品的处理方法 (4)前言T91/P91/F91钢(9Cr1MoVNbN)是美国在T9钢的基础上通过降低碳含量、添加合金元素V、Nb并控制N含量开发出来的改良型9Cr1Mo钢。
在620℃以下时,该钢的许用应力高于奥氏体不锈钢TP347H,在550℃以下该钢的设计许用应力约为P22钢的两倍。
采用P91代替P22作为高温厚壁管道可大幅度减小壁厚,从而降低成本并提高机组运行灵活性。
这种钢已经在我国亚临界和超临界机组中得到了广泛的应用。
P92或同材质的F92、T92钢(9Cr0.5Mo1.8WVNbN)是在P91的基础上适当降低Mo元素的含量,同时加入1.8%左右的W和微量B改良的新型耐热钢,其高温强度得到了进一步提高,最高使用温度可达到625℃左右。
我国目前在建的超超临界机组基本上都采用了P92钢作为主汽管道材料。
P91、P92这两种钢的出现对电厂的设计和运行带来了很大的益处,但同时对相应部件的制造、安装带来了技术上的挑战。
与常规的碳钢和低合金耐热钢不同,这两种马氏体耐热钢的优异性能来自于对组织的精确控制,如果在制造和安装中没能严格执行正确的工艺,没有获得合适的组织,或者由于运行不当对这种组织造成的破坏都会导致高温强度的显著下降从而使部件早期失效。
P92钢焊接工艺性能试验研究
《P92钢焊接工艺性能试验研究》工作温度、压力和寿命等条件下,使用P92钢能减轻锅炉系统的质量、提高管道结构的设计温度,且系统具有较高的热效率。
但在焊接工艺性能方面,P92钢的应用仍存在一定的问题,需要得到进一步验证。
1 P92钢焊接工艺性能问题分析1.1 冷裂纹问题就实际情况看,P92钢中含有的C、S、P的数量较少,且这些元素的纯净度也较高,因此,P92钢有较好的耐高温性能。
但P92钢中的合金含量占到了总量的10%以上,属于高合金钢类型。
因此,P92钢本身具有一定的冷裂纹倾向,进而在焊接过程中可能出现冷裂纹。
1.2 热影响区软化问题在焊接P92钢时,在一定的温度条件下,P92钢的热影响区的不完全正火区金属会发生部分奥氏体化,但这一温度条件下的金属沉淀强化无法得到完全溶解,进而在后续热处理过程中,未溶解的沉淀会粗化,导致该区域的材料强度降低,并形成相应的软化区。
在情况持续恶化的情况下,软化区会出现裂纹,进而降低P92钢的蠕变强度。
就目前的情况看,焊接规范、预热和焊后的热处理等内容都会影响焊接热影响区的软化程度。
1.3 焊接接头脆化问题在焊缝熔池金属流动性差和焊缝温度过低的情况下,焊缝金属会出现不均匀的问题,并引发偏析现象。
如果焊缝熔池温度过高,则又造成焊接接头过热区晶粒变大,进而引起脆化。
在热区温度超过1 100 ℃的情况下,焊接接头晶粒长度增长较快,进而发生脆化。
此外,P92钢本身具有含量较高的合金成分,因此,其遇到冷空气时易脆化。
2 P92钢焊接工艺性能试验研究2.1 焊接裂纹试验研究在进行焊接裂纹试验研究时,可采用国产P92钢为试验材料,并将6副试板分别在不预热、50 ℃、100 ℃、120 ℃、150 ℃和200 ℃的预热条件下焊接。
而在得出产生裂纹和不产生裂纹的预热温度后,需要取两个温度的中间值试验,以获得精确的预热温度。
在试板焊接48 h后进行PT检测可发现,在预热温度≤120 ℃的情况下,试板的裂纹率为100%;预热温度>150 ℃的情况下,试板表面未出现缺陷。
P92 钢及其焊接材料冷裂纹敏感性研究
P92钢及其焊接材料冷裂纹敏感性研究赵建仓 迟鸣声 李建勇 王淦刚 朱 平(苏州热工研究院,苏州,215004)摘 要:针对USC机组主蒸汽管道用大径厚壁新型铁素体P92钢管,采用小铁研抗裂试验及插销试验方法,研究了国外不同厂家P92钢焊条的抗冷裂性,获得了P92钢及其焊条的抗冷裂性定量指标,为P92钢的焊接工艺评定及焊接工艺规程制订奠定了技术基础。
关键词:P92钢焊接材料冷裂纹敏感性1 前言新型铁素体耐热钢P92与P91比较,以其更优的高温强度和抗蠕变性能,更优良的耐腐蚀和抗氧化性能,在超超临界(USC)机组的高温集箱和蒸汽管道等部件得到越来越广泛的应用。
目前我国的华能玉环、华电邹县、上海外高桥等单机容量1000MW以及600MW的USC机组在主蒸汽管道设计上均选用了P92钢管。
P92钢作为一种新型材料,国内外学者对其焊接性已进行了一些研究,如国内上海锅炉厂[1]选用伯乐蒂森焊条进行了P92钢的焊接性试验,国外学者H.masumoto[2]曾经对P92钢及其它新型耐热钢采用斜Y拘束试验进行过焊接冷裂纹方面的研究,得出的结论是P92钢的冷裂纹敏感性略比T/P91钢低,而从英国曼彻特焊材给出的T/P91和T/P92等钢的斜Y型坡口拘束试验的结果为T/P92和T/P91钢的冷裂纹敏感性几乎是相同。
为了更全面地深入研究P92钢及其焊条的抗冷裂纹敏感性,本试验研究针对国外常用P92钢不同过渡形式的焊条,进行了斜Y坡口拘束试验和插销试验研究,得到了较完整的P92钢焊接性数据结果,从而为确定该种材料焊接冷裂纹敏感性、焊前的预热温度及焊接工艺规程的制订提供了技术基础。
2 P92钢及其匹配焊接材料的成分、力学性能2.1 P92钢及其匹配焊接材料的化学成分表1给出了P92钢及其匹配焊接材料的化学成分表1 P92钢及其焊条熔敷金属化学成分(Wt%)标准钢号 C Mn P S Si Cr W Mo V Nb N B Al NiASTM A335P920.07~0.130.3~0.6≤0.02≤0.01≤0.58.50~9.501.5~2.00.3~0.60.15~0.250.04~0.090.03~0.070.001~0.006≤0.04≤0.40ThermanitMTS6160.11 0.65 0.018 0.0080.278.95 1.720.530.19 0.044 0.045 -- -- 0.7 ALCROMOCORD920.11 1.06 0.013 0.0050.179.6 1.940.560.20 0.055 0.053 ≤0.005-- 0.52 Chromet 92 0.11 0.60 0.008 0.0080.259.0 1.7 0.500.20 0.05 0.05 0.003 -- 0.602.2 P92钢及其匹配焊接材料的常温力学性能表2,表3给出了P92钢及其匹配焊接材料的常温力学性能。
P92管材焊接全过程控制工法
P92管材焊接全过程控制工法执笔人:刘云(江西火电建设公司)目录1 工法特点 (1)2 施工要点 (1)3 质量标准 (8)4 安全技术措施 (9)5 劳动组织及人员资格要求 (9)6 主要施工机具及测量设备 (10)7 应用实例 (10)T/P92钢是在T/P91钢的基础上改良开发出来的新钢种,化学成份上适当降低了钼元素的含量(O.5%Mo),同时加入一定量的钨(1.7%W)以将材料的钼当量(Mo+0.5w)从P91钢的1%提高到约1.5%,该钢还加人了适量的硼元素。
经上述合金化改良后,与其它铬一钼耐热钢相比P92钢的耐高温腐蚀和氧化性能与9%Cr钢相似,但材料的高温强度和蠕变性能得到了进一步提高。
由此带来的主要优点是在相同的工作温度、压力或设计寿命条件下,能够进一步降低电站锅炉及管道系统的重量或者在同样的结构尺寸下,进一步提高结构的设计工作温度,从而提高系统的热效率。
P92钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向。
因而对焊接工艺和热处理工艺有严格的要求,操作技术上也有一些特点。
1.工法特点P92钢材焊接控制要点主要有几点:焊工技能水平、充氩保护、焊前预热、层间温度控制、焊后热处理。
2.施工要点2.1 主要工序准备工作:焊接工艺评定→编制焊接及热处理工艺卡→技术交底→焊工岗前训练→检查焊接材料是否合格→焊条烘焙→检查氩气和氧气、电焊机、热处理设备等仪器仪表是否准确→坡口清理→着色检查坡口→充氩保护气室制作焊接及热处理过程:点固焊前烘烤预热→焊口点固→焊前预热→充氩→焊接(打底层焊接→填充盖面)→层间温度监控→焊工自检→热处理质量检查:工地质量检验→着色检查→硬度检验→UT检验。
2.2 施工要点2.2.1 焊接工艺评定已由公司焊接培训中心完成,焊接工艺评定编号为HP-119(2G)、HP-120(5G),规格为Φ384.35×47.18,外观、无损探伤、拉伸试验、弯曲试验、冲击试验、金相检验、硬度检验、理化检验均合。
P92钢焊接接头多次热处理性能试验研究

P92钢焊接接头多次热处理性能试验研究本文通过分析SA335P92钢焊接接头分别进行1-6次焊后热处理后其拉伸性能、冲击性能、硬度和金相组织等理化性能,找出了多次热处理后焊接接头力学性能的变化规律。
试验证明焊接接头进行多次热处理后,焊缝的力学性能较之母材下降更快,接头热处理次数最佳应控制在3次以内,即返修不超过2次。
标签:多次热处理;力学性能;金相组织1 引言目前我国600MW及以上超(超)临界机组中,主蒸汽管道和高温再热蒸汽管道等高温高压部件都普遍采用了SA335P92鋼。
SA335P92钢是在SA335P91的基础上,降低了0.5%Mo,增加了1.8-2.0%W,并添加微量B的高强韧性铁素体耐热钢,具有优良的高温强度和蠕变性能,良好的抗高温腐蚀性和抗氧化性,较小的热膨胀系数及良好的导热性和抗热疲劳性。
对SA335P92钢焊接接头,我公司管道预制均采用整体进炉热处理方式进行焊后热处理。
当出现挖补返修或增加焊接附件后,同一焊口返修区域以外位置或者同一管段其他焊缝,不可避免将进行再次热处理。
而现行电力行业标准中,未对热处理次数进行明确规定,多次热处理会对焊接接头性能造成怎样的影响,这方面的内容也未见有说明。
为更好地保证焊缝质量,找出多次热处理后焊接接头力学性能的变化规律,本文对焊缝热处理次数进行了试验研究。
2 试验材料及试验方法2.1 试验材料试验用母材为进口SA335P92钢管道,规格为ID614×34。
焊材选用国内普遍采用的Thermanit MTS616。
试件焊接制备和无损检测管材加工双V型坡口,焊接方法采用手工钨极氩弧焊打底+焊条电弧焊填充+埋弧自动焊填充盖面。
严格按照DL/T 869《火力发电厂焊接技术规程》和经过评定的P92钢焊接工艺要求进行预热、焊接和后热工作。
完成后经射线检测,焊缝一次合格。
2.2 试件分片及热处理将该焊接试件进炉进行第一次回火热处理,之后将其锯切割为6片试块。
P92钢集箱对接焊缝缺陷分析和修复

- 71 -工 业 技 术0 引言P92钢是以9Cr-0.5Mo-1.8W 为主要成分,添加定量的强碳化物形成元素V、Nb,严格控制B、N 含量而得到的新型马氏体耐热钢,是蒸汽温度580℃~620℃的超超临界机组高温受热面和主蒸汽管道等关键部件的首选材料[1]。
P92钢属低碳细晶强韧性热强钢,高温强度高,具有优异的高温蠕变性能和优良的抗氧化性能,热物理参数也有很大优势。
在焊接特性方面,P92钢存在一定的焊接裂纹敏感性,具有明显的淬硬倾向;具有明显的时效倾向;P92钢焊缝冲击韧性偏低;P92钢对焊接和热处理规范参数非常敏感,对焊接热输入的控制、对预热和层间温度的控制要求都比较高。
因此,P92钢的特性决定了其焊接施工中必须严格执行经评定合格的焊接和热处理工艺,才能确保获得性能优良的焊接接头。
某电厂新建1 000 MW 超超临界锅炉P92钢集箱焊接期间,检查发现部分集箱对接焊缝存在较多的超标缺陷,经过缺陷焊缝现场解剖和对各种影响因素的深入分析以及相应的检测检验,找出缺陷产生的原因,提出有针对性的修复技术方案,对焊缝进行彻底的消缺处理,以确保锅炉集箱安全、可靠的运行。
1 P92钢焊接概况该1 000 MW 超超临界机组塔式锅炉水压范围内P92钢焊口主要分布于高温过热器、高温再热器和屛式过热器等高温部件的出口集箱,在焊接施工期间,对已完成的P92钢焊口进行超声波检测时,发现部分焊口存在较多的超标缺陷,初步判定为面积型缺陷:层间夹渣、气孔等。
经过现场对缺陷焊缝车削解剖后,结果显示缺陷多数为夹渣纹、弧坑裂纹和气孔。
缺陷发生的部位在坡口根部15 mm~20 mm 以上和接近焊缝表面约20 mm 以下区域,沿焊缝整个周长断续或连续分布。
2 原因分析2.1 材料因素分析2.1.1 原材料情况分析和检验集箱原材料P92钢母材经过表面质量及内部质量检查以及金相和硬度检验,符合相关规范要求;集箱上的设备焊口出厂前经第三方检测确认合格;P92钢焊接材料,各个批号的焊材质保书入场前已经验收确认,并进行了外观质量及标识检查,焊材的复验报告也符合要求;确认原材料合格。
【论文】P92钢焊接接头时效前后的组织与性能研1
P92 钢焊接接头时效前后的组织与性能研究摘要:本文主要试验研究了P92 钢焊接接头高温时效后的组织与性能变化。
研究结果表明,P92 钢焊接接头650℃时效7000h 后,接头的室温强度略有下降,但仍高于ASME SA335 标准要求的下限;P92 钢焊缝具有明显的时效脆化倾向,时效1000h 后,焊缝室温冲击功由时效前的43~78J 下降到了22~26J,而后直至7000h 都保持在25J 左右。
分析认为,P92 钢焊接接头时效后拉伸性能和硬度的保持,主要和基体的缓慢回复、M23C6和MX 相的缓慢长大有关;而P92 钢焊缝冲击功下降主要是由于沿焊缝原柱状晶晶界及马氏体板条束界析出粗大的Laves 相造成的。
关键词:超超临界机组;P92;焊接接头;力学性能;时效脆化;显微组织0、前言P92 钢是在P91 的基础上,降低了0.5%Mo,增加了1.8%~2.0%W 并添加少量B 开发而成的新型细晶高强韧性铁素体耐热钢,基于其高的蠕变断裂强度、良好的耐高温腐蚀性和抗氧化性、较小的热膨胀系数、良好的导热性和抗热疲劳性能,现在被广泛应用于我国超超临界机组的主蒸汽管道或高温再热蒸汽管道[1]。
目前国内关于P92 钢的研究重点多集中在该材料母材的蠕变机理、高温时效后的组织性能变化及其焊接工艺方面[2-5],关于P92 钢焊接接头尤其是焊缝区在高温时效过程中的组织性能变化目前国内还鲜有报道。
1、试验材料及试验方法本试验用母材为进口P92 钢管道,规格为Φ355×26,化学成分如表 1 所示。
焊接方法采用手工钨极氩弧焊打底+手工电弧焊填充盖面,打底焊丝为MTS 616,规格Φ2.4,填充、盖面焊条选用MTS 616,规格Φ3.2;焊后采用履带加热器进行局部热处理,热处理温度控制在750~770℃之间。
试件焊接、热处理、无损检验完毕,按照DL/T 868-2004《焊接工艺评定规程》的试验项目要求进行组织性能检验。
P92焊接工艺评定介绍讲解
P92焊接工艺评定介绍讲解1. 引言P92钢是一种高温强度和抗氧化能力非常强的材料,广泛应用于制造锅炉、太阳能集热器、化工、石油等领域的设备。
在P92钢的制造和维修过程中,焊接是必不可少的工艺之一。
为了保证焊缝的质量和可靠性,需要进行焊接工艺评定。
本文将对P92焊接工艺评定进行介绍和讲解。
2. 焊接工艺评定的含义焊接工艺评定是指在特定的焊接条件下进行试验,评价焊接工艺的可行性和焊缝的质量,确定焊接参数和程序的过程。
焊接工艺评定的目的是为了确保焊缝质量符合规定的标准和技术要求,保证焊接工作的可靠性和安全性。
3. P92焊接工艺评定的方法P92钢的焊接工艺评定包括焊接试样制备、焊接试验、理化性能测试三个过程。
具体方法如下:3.1 焊接试样制备焊接试样的制备应按照《钢结构焊接工艺评定规程》(GB/T 35107-2017)的要求进行,包括试样形状、尺寸、材料、焊接位置、接头准备等。
焊接试样的形状通常采用平板试片或环形试片。
试样材料应与实际构件相同,并应在所有焊接过程中使用相同的材料和工艺。
3.2 焊接试验焊接试验应按照相应的标准和规范进行,包括焊接方法、焊接参数、焊剂选择、试验条件等。
在P92钢的焊接试验中,焊接方法通常采用TIG焊或者自动埋弧焊。
焊接参数应根据试样、材料和焊接要求确定。
焊剂选择应根据实际要求选择具有相应性能的焊剂。
试验条件包括环境温度、焊接速度、预热温度、焊后热处理等。
3.3 理化性能测试焊接试验后的焊接试样需要进行理化性能测试。
测试项目包括力学性能、金相组织分析、硬度测试、断口分析等。
力学性能测试包括拉伸强度、屈服强度、延伸率等。
金相组织分析可以通过光学显微镜对试样断面进行观察分析。
硬度测试可以通过显微硬度计或者洛氏硬度计进行。
断口分析可以通过扫描电镜、金相显微镜、X射线衍射等方法进行。
4. P92焊接工艺评定需要注意的问题在进行P92焊接工艺评定的过程中,需要注意以下问题:1.焊接试样应与实际焊接构件相同。
T-P92钢管道内壁堆焊Inconel 625工艺探讨

2019 年第 5 期(总第 451 期)
T-P92 钢管道内壁堆焊 Inconel 625 工艺探讨
林臣 [豪利机械 (苏州) 有限公司 江苏 苏州 215127]
【摘 要】通过对 T-P92 钢管道内壁堆焊 Inconel 625 的工艺探讨,研究了堆焊接头的组织和 力学性能。研究结果表明,通过合理的焊接工艺和热处理,堆焊焊缝整齐,侧壁熔合良好, 无气孔等缺陷。P92 钢热影响区的组织为马氏体,并分为粗晶区和细晶区。堆焊界面中 P92 钢粗晶区的硬度最大,经热处理后硬度降低。化学成分符合要求,Fe<5%,机械性能良好。 【关键词】T-P92,热丝氩弧焊,625 合金,显微组织;力学性能 【中图分类号】TG457 【文献标识码】A 【文章编号】1674-0688(2019)05-0110-04
采用 Fronius 紧凑型堆焊专机进行堆焊焊接试验如图 1 所示。母材尺寸为 230×L180×T25.4 mm,堆焊焊接工 艺参数见表 3。
图 1 Fronius 紧凑型堆焊专机
表 3 堆焊焊接工艺参数
焊材 规格
峰值 电流
(mm) (A)
1.2 度
气体 流量
0.02 Bal. 4.60 22.10 9.20 — 0.09 0.05 —
3.45 — 0.18
表 2 SA335-P92 钢的常温力学性能
抗拉强度(MPa)屈服强度(MPa)延伸率(%)冲击功(Akv/J)平均硬度(HB)
≥620
≥440
≥20
≥41
≤250
1 试验材料与方法
选择 P92 钢作为试验母材,选用 Inconel 625 (ERNiCrMo-3 1.2mm) 焊丝作为堆焊填充材料,其化学成分见 表 1。SA335-P92 钢的常温力学性能见表 2。
P92钢焊接质量管理及无损检测技术研究

P92钢焊接质量管理及无损检测技术研究与P91钢相比,P92对温度的敏感性更高,焊接过程中如果不采取合理的控制手段,可能会出现诸多缺陷,比如细小裂纹、夹渣、未熔合等,因此要加强P92钢焊接过程中质量控制,并采用无损检测技术保证焊接质量。
本文就针对P92钢焊接质量管理及无损检测技术进行研究。
1 P92焊接特性SA335-P92钢是在P91钢中增加了2%左右的钨,降低约0.5%的钼含量,并加入少量硼,而形成一种新型的高强度、高韧性细晶,其体现出热膨胀系统更小、导热性及抗热疲劳性更高等优势,故在超临界机组主蒸汽管道中的应用十分广泛。
但是相比P91而言,P92对温度的敏感性更高,其基本焊接工艺是小线能量、快速焊接,如果焊接质量控制不当,极易出现细小裂纹、夹渣、熔合等缺陷,故P92焊接过程中要对其预热温度、层间温度、线能量输入及热处理温度等指标进行严格控制,采用全过程旁站监督质量控制来保证焊缝质量。
P92钢常用的焊接方法包括埋弧焊、手焊条电弧焊及手工钨极氩弧焊等。
2 P92钢焊接质量控制2.1 焊前预热通常焊预热采用远红外加热法,工艺控制方面,要尽量控制热影响区宽度,以免出现裂纹,且管道内外壁间温度差不得超过20℃。
预热前要注意校验热处理设备,要求温控仪具备环境温度自动补偿功能,加热时加热器的宽度、均温区、厚度及保温层宽度等均要与工艺要求相符。
理论上氩弧焊打底要求预热温度为150 ℃,不过在实际操作过程中为了提高与手工焊接预热温度衔接的紧密性、减少停工次数,可适当将打底温度提高至200 ℃。
层间温度控制在205~300 ℃范围内;且预热温度达到205 ℃后要对层间温度进行不定期测量,一旦超过270 ℃则立即停止施焊,温度降至210 ℃时再进行施工。
2.2 氩弧焊进行氩弧焊、定位焊前要进行背面充氩以保护熔池,充氩流量控制在每分钟20L,直至氩气从坡口间隙轻微溢出。
定位焊长度20~30mm,厚度至少3mm以上,焊点均匀分布于整个圆周,且数量不得小于3个。
P92钢焊接及热处理工艺应用
始 氩弧 焊打 底焊 接 前 ,1 0 5 ℃保温 l ,使焊 接部 位温 h
度 均匀 。焊 条 电弧 焊前 预 热和 层 间温 度控 制在 2 0~ 0 3 0C,实 际取值为2 0C,开始 电弧焊前 ,2 0C保温 0 ̄ 2 ̄ 2 ̄
( )多层多道焊 接 华 能三个导 则以及 电力行业 5
为 确保 焊接 接头 不产 生超 标缺 陷 以及焊 缝组 织性
能达到评定的合格标准值 ,在焊 接过程 中,主要的控制
要点包括 :充氩保护 ,确保各阶段预热层 间温度 ,填充 盖面全部采用 32 m焊条 ,根部两 层氩 弧焊焊接 ,多 . a r
层多 道焊 接 ,层 问砂 轮机 清理 ,全 程旁 站测 量监 督记
布 置热 电偶 时 ,我们 在焊 口中心线 位置 圆周 方 向 9 。 10 /7。/6 。 0 /8 。2 0 30位置布置4 支控温热 电偶 ,分别与相
应分区的加热板对应 , 30偏离焊缝 中心线10 的 在 6。 3mm
位 置布置一支热 电偶作为等效热 电偶使用 ,判断 内壁的 温 度 ,见图4 。技术人 员在现场 见证并记 录热 电偶的 固
l皇 苎
P2 9 钢焊接及热处理工艺应用
湖南省火电建设公司 ( 株洲 4 2 0 )李建龙 邹文建 彭发平 刘定权 10 0
【 摘要】随着我 国超超 临界 火 力发 电机组工程 的大量 兴建 , 9 钢材焊接 热处理 工 艺 到 P2 得
广泛 的应用 。为确保P 2 焊 口性 能质量 ,规 范P 2 9钢 9 钢焊接 、热处理工 艺,华能集 团制 定 了关 于P 2 9 钢材 焊接 、热处理和检验 方面的三 个导则 ,我公 司进行 了严谨的焊接工 艺评 定试验 。本 文以华能某 电厂三期6机 组锅 炉末 级过 热器 出口集箱拼接 焊 口为例 ,来 总结说明P 2 大管道 9钢 焊 口现 场焊接 、热处理工 艺运 用情 况及效果 ,为今后 大量 的P 2 9 钢焊 口的焊接 、热处理 工作提
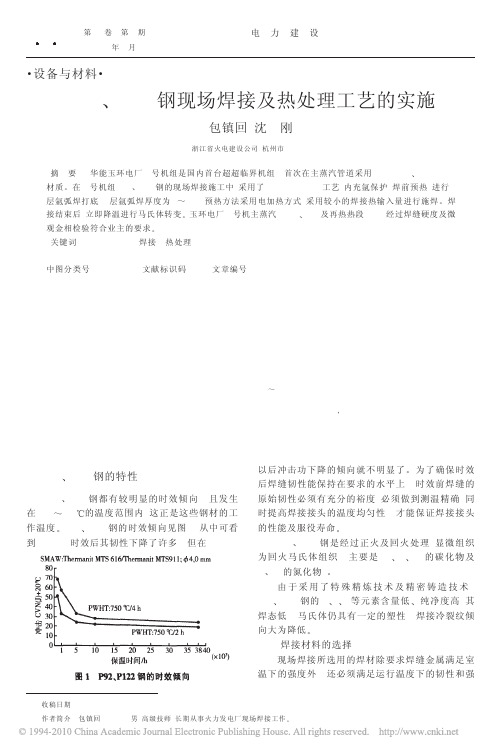
P92_P122钢现场焊接及热处理工艺的实施
GCB0=HB+4 "ID×t 3.8 保温材料厚度的选择
保温材料的厚度直接影响了所需加热器的功 率, 我们要求保温材料的厚度必须不大于 50 mm。
4 检验要求及结果
玉 环 电 厂 1 号 机 主 蒸 汽 ( P122、P92) 及 再 热 热 段 ( P91) 经 过 焊 缝 硬 度 及 微 观 金 相 检 验 , 符 合 业 主 的要求。除按现有标准的验收指标外, 业主对 P92 焊缝的硬度及金相提出了更严格的要求。 4.1 对 P92 焊口进行了 100%硬度检验, 同时进行 10%的金相微观检验。 4.2 焊缝硬度标准为 180~250 HB, 焊缝微观组织 为以马氏体板条清晰的回火马氏体组织, 且 δ铁素 体含量不超过 3%, 最严重视场不超过 10%。 4.3 熔合区 δ铁素体含量不超过 10%, 最严重视 场不超过 20%。
[ 摘 要] 华能玉环电厂 1 号机组是国内首台超超临界机组, 首次在主蒸汽管道采用 SA335P92、SA335P122 材质。在 1 号机组 P92、P122 钢的现场焊接施工中, 采用了 GTAW+SMAW 工艺, 内充氩保护, 焊前预热, 进行 2 层氩弧焊打底, 2 层氩弧焊厚度为 5~6 mm, 预热方法采用电加热方式, 采用较小的焊接热输入量进行施焊。焊 接结束后, 立即降温进行马氏体转变。玉环电厂 1 号机主蒸汽( P122、P92) 及再热热段( P91) 经过焊缝硬度及微 观金相检验符合业主的要求。 [ 关键词] P92 P122 焊接 热处理
3.6 加热器布置
任何情况下, 加热器不能重叠、交叉, 且金属材 料不得与加热丝相碰, 加热器与管壁应紧密接触。在 布置加热器时应注意加热区域的温度最高点必须是 在焊缝中心。对于垂直管, 加热器的加热中心应偏离 焊缝中心, 适当下移, 下移量与壁厚、加热器宽度及
P92大口焊接缺陷数控制

P92大口焊接缺陷数控制随着焊接技术的不断发展,焊接质量要求也越来越高。
而焊接缺陷是影响焊接质量的重要因素之一。
对焊接缺陷进行控制是非常重要的。
P92是一种高强度低合金钢,广泛应用于高温高压工况下的设备和管道。
焊接P92钢材时,常见的焊接缺陷包括气孔、裂纹、焊缝凹坑等。
这些缺陷会降低焊接接头的强度和密封性能,严重影响设备和管道的安全运行。
要控制P92大口焊接的缺陷,首先需要合理选择焊接方法和参数。
P92钢材的焊接可采用手工电弧焊、氩弧焊和埋弧焊等方法。
不同的焊接方法有着不同的适应性和缺陷产生机制,需要根据具体情况进行选择。
焊接参数的选择也非常重要,包括焊接电流、电压、焊接速度等,需要根据材料特性和焊接要求确定。
在焊接过程中,焊接操作人员的技术水平也会对焊接质量产生重要影响。
焊工需要熟练掌握焊接操作技术,保证焊接接头的质量。
焊接工艺的操作规程也需要明确,包括焊接顺序、层间温度控制、焊接位置等,避免焊接缺陷的产生。
为了进一步控制P92大口焊接的缺陷,可以采用预热和热后处理等措施。
预热可以降低材料的硬度,减少焊接残余应力,有利于减少焊接缺陷的产生。
热后处理可以进一步改善焊接接头的力学性能,提高焊接接头的强度和韧性,降低焊接缺陷的风险。
焊接接头的检测也是非常重要的一环。
常用的焊接接头检测方法包括目视检查、超声波检测、射线检测等。
这些检测方法可以及时发现并定位焊接缺陷,为后续补焊或其他修复措施提供依据。
控制P92大口焊接的缺陷需要从焊接方法和参数选择、焊接操作人员水平、焊接工艺规程制定、预热和热后处理以及焊接接头的检测等方面综合考虑。
只有做好各方面的控制和管理,才能达到减少焊接缺陷的目的,提高焊接接头的质量和可靠性。
P92焊接
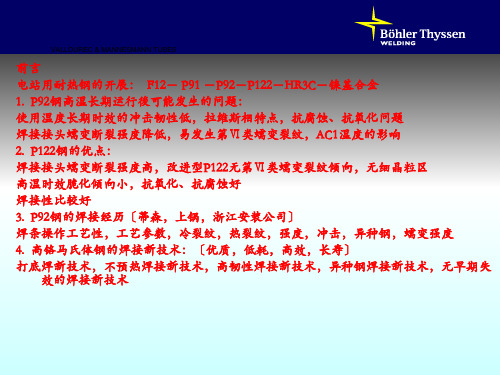
1. 母材的稀释率对冲击韧性影响比较大、稀释越小、冲击越高 2. 采用小电流、窄焊道、窄坡口、小坡口角度的焊接技术比较好
CVN [J]
冲击韧性[ J ] 40mm
VALLOUREC & MANNESMANN TUBES
Cr
Ni
Mo
预热 250℃, 层间温度 300℃ i
V
W
Nb
N
0,09
0,36
0,60
8,45
0,73
0,41
0,17
1,59
0,034
0,059
全焊缝机械性能
焊后热处理
[℃/h]
试验温度
+ [℃]
YS
TS
[MPa] [MPa]
延伸率
A5
[%]
760/2 760/4
20
678
789
19,8
20
621
80 70 60 50 40 30 20 10
0 -30 -20 -10 ±0
PWHT: 760℃/2h
10 20 30 40 50 60
温度 [℃]
All weld metal: Thermanit MTS 3 / Marathon 543 wire : 3,0 mm; Iw = 350 A; Uw = 29 V; Ti = 250°C
700
600
500
Ms
400
Austenitising: 30 min/1050℃ Prior austenite grain size: ASTM 10 and 3
A+C
P92钢大径厚壁管道焊口质量控制
P92钢大径厚壁管道焊口质量控制摘要:本文简要介绍了P92钢的焊接性,从加强焊接操作手法训练、提高焊工责任心、焊接热处理工艺控制等方面阐述了P92钢大径厚壁管道焊口焊接及热处理质量控制要点,指出只有工艺、人员、设备、环境等各方面都控制到位,才能确保P92钢焊接热处理质量。
关键词:焊接线能量、层间温度、旁站监督前言:P92钢供货状态为正火+回火,组织为回火马氏体,合金总含量12.253%。
P92钢持久强度高,在600℃比目前常用的P91钢约高30%。
近年来随着火力发电工程机组运行参数不断提高,P92钢已成为目前超(超)临界机组的主力钢种,广泛应用于超(超)临界机组主蒸汽管道、高温再热蒸汽管道及高低压旁路管道等。
但由于P92钢合金含量高,作为大径厚壁管道,焊接工作量大,焊接技术难度高,易产生冷裂纹和再热裂纹倾向。
如果焊接及热处理质量得不到保证,P92钢的优势将不复存在,并对机组运行安全性带来威胁。
下面结合多个工程超超临界机组P92钢大径厚壁管道焊接经验,浅析P92钢大径厚壁管道焊口焊接及热处理质量控制要点。
一、加强培训教育和焊接操作手法训练,提高焊工责任心和焊接水平焊缝质量的好坏,很大程度上取决于焊工的责任心和技能水平,从事P92钢大径厚壁管道焊接的焊工必须具有较强的责任心和一定的工作经验。
工程施工前应加强对焊工的培训教育,提高焊工责任心和焊接水平。
按《焊工技术考核规程》DL/T679-1999对焊工进行考试,取得相应的合格证方可上岗。
1.强化焊工责任心首先在观念上要改变过去大电流、单道、厚层焊接方法。
近年来由于焊接技术规程对焊层厚度及焊条摆动宽度做出了明确规定,焊工观念和操作手法已经有了很大的改变。
因有些焊工责任心不强,为图快省事,执行焊接工艺打折扣,严重影响焊接质量,故我们对于P92钢大径厚壁管道焊接,安排专人全过程旁站监督,对焊接参数进行记录,确保焊工严格按焊接工艺要求执行。
2.训练焊接操作手法正确的操作手法是焊接操作技能得以提高的前提,P92钢焊接工艺要求高,操作手法要求细,需要以小线能量,小摆幅,薄焊层,多层多道施焊,要求焊工不断的训练,养成良好的施焊习惯,特别是控制焊层厚度和焊条摆动宽度。
P92管道焊接要求规范
P92管道焊接要求规范1.1 一般要求1.1.1 P92钢管道的焊接工艺评定按DL/T 868和NB/T47014进行,并以此为基础确定焊接工艺,编制作业指导书。
1.1.2 P92钢管道焊接施工应进行全过程的旁站监督。
1.1.3 焊接接头质量检验应符合DL/T 438和DL/T 869的规定。
1.1.4 焊接工作应遵守国家和电力行业对安全、防火、环保和施焊中其它相关条件的规定。
1.2 焊接施工单位1.2.1 焊接施工单位应有相应的电力生产承装承修资质和完整的质量管理体系。
1.2.2 有满足焊接工作要求的焊接技术人员、检查人员和检验人员。
1.2.2 有满足焊接及热处理工艺要求且性能稳定可靠的焊接、热处理设备。
1.2.4 有精度等级、灵敏度符合要求的焊接检测设备。
1.2.5 近两年至少有2项P92钢管道焊接施工业绩。
1.3 焊接人员1.3.1 资格要求a)焊接技术负责人应具备中级及以上职称。
b)焊接质检负责人应取得电力行业颁发的高级质检员有效证书。
c)焊工应取得P92钢及其焊接方法、焊件规格相适应的资质。
工程施焊之前应进行P92钢相应项目练习并经检验合格后方可开展工作。
d)热处理人员应取得电力行业颁发的热处理人员资格证书。
e)焊接质量检验检测人员应取得相应的资格证书。
1.3.2 人员的管理a)工程开工前,应向监理或业主单位提供焊工、热处理工及检验检测人员资格表及证书复印件,人员变动应及时通知监理或业主单位。
b)在施工过程中,焊接技术负责人、高级质检人员应在现场指导工作。
c)焊工、热处理工必须佩戴上岗证,上岗证应包括姓名、本人照片、允许最高等级焊接项目资格且加盖单位公章。
接受业主和监理人员的随机检查。
d)对违反作业指导书进行焊接及热处理工作的,业主和监理有权将其清退。
1.4 焊接及热处理设备1.1.1 焊接设备及工器具应符合DL/T 869的要求,氩气流量计等计量器具在有效检定期内。
1.1.2 热处理设备应符合DL/T 819的要求,应设置双电源回路且工作可靠,热电偶、温度控制和记录仪表等计量器具均在有效检定期内。
P91、P92管道现场焊后热处理工艺实施细则

5. 提高温度均匀性的措施
5.1 水平布置的管道对接接头 对水平布置的管道,由于对流的存在,必然会导致管子上 12:00 位置的温度
比 6:00 位置特别是内壁的温度更高,如采用只有一个控温加热区(控温热电偶 在 12:00 位置)的电阻加热方式时,6:00 位置特别是内壁的温度将可能低得多, 造成这些部位回火不充分。可以采取以下一种或多种方法减小这种温度不均匀 性:
2. 规范性引用文件
ASME 锅炉压力容器规范 B31.1-2004 动力管道 ASME 锅炉压力容器规范 B31.3-2004 工艺管道 ASME 锅炉压力容器规范 第 3 节-2004:核设施元部件制造规则,第 1 分 册第 NB 子节,1 级元件; GB/T 18591-2004 焊接预热温度、道间温度及预热维持温度的测量指南; BS 2633-1987 Standard Specification for Class I Arc Welding of Ferritic Steel Pipework for Carrying Fluids; API 570-1998,Piping Inspection Code: Inspection, Repair, Alteration, and Rerating of In-Service Piping Systems; AWS D10.10/D10.10M-1999 Recommended Practices for Local Heating of Welds in Piping and tubing; DL/T 869-2004 火力发电厂焊接技术规程; DL/T 819-2002 火力发电厂焊接热处理技术规程; GB 2974-1982 工业用热电偶丝检验方法; JB T 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法; GB/T 2614-1998 镍铬-镍硅热电偶丝; GB/T 16839.1-1997 热电偶 第 1 部分:分度表; GB-T16839.2-1997 热电偶 第 II 部分:允差; GB/T4989-1994 热电偶用补偿导线。
镍基焊材返修P92小径管焊口工艺

杜 军
( 中 国能 源 建设 集 团 安徽 电 力 第二 工程 公 司汽 机 安 装 公 司 , 安徽 合肥 2 3 0 0 8 8 ) 摘要 : P 9 2 铜是新型铁素体耐热钢, 目 前 国内采用其匹配焊材进行返修, 焊后需进行再次热处理, 而多 次热
处理会造成管壁 的性能下降, 且 需要 花费大量的时间和成本 。 在临时性返修没有 匹配焊材的情 况下, 采用镍基 焊材进行 P 9 2钢 管焊 ' 1 7 返修 , 返修后 免做 热处理 , 避免 多次热循环 对管子性 能的影响 , 然后进行各项性 能
I o d e g l ’ d t t a t i o n i n p e d o’ r n l a n e e o f t h e p i p e wa l l a n d t a k e a l o t o f t i me a l l ( 1 c o s t . A s e r i e s o f e x p e r i me n t s w e l ' ( c a r r i e ( 1 o u t b 、 。 I ) 1 1 1 ‘ ‘ o l n p a n 3 I ) l l
第4 7卷 第 8期
雹晖梭
E l e c t r i c We l d i n  ̄Ma c h i n e
V o 1 4 7 No . 8
.
2 0 1 7年 8 月
A u g . 2 01 7
本 文 参 考 文 献 引 用格 式 : 杜军. 镍摹焊材返修 P 9 2小 径 管 焊 [ J 1 艺I J J . 电焊 机 . 2 0 1 7 , 4 7 ( 0 8) : 1 3 0 — 1 3 4
Chi na by t h e ma t c hi ng we h t i ng n mt e r i al s . Af te r we l di n g, a d di t i on a l h e at t r e a t n an r t i s r e q ui i e d . Ho we v e r , n m hi p l e t i me s of h e a l ! r e ̄ l t i l l ( I l l s l c I
P92钢焊缝的无损检测方法

P92钢焊缝的无损检测方法
张斌
【期刊名称】《无损检测》
【年(卷),期】2011(033)007
【摘要】新型马氏体耐热钢P92是国内新引进的锅炉用钢,其具有较强的裂纹倾向,因此对P92钢焊缝的检测尤为重要。
通过对钢焊缝常用的无损检测方法进行对比,认为超声波与磁粉检测相结合较为理想,但超声波在P92钢中的声速与普通碳钢中不同,造成实际探伤中会产生误差。
为确保检验准确性,专门定制了
P92材质对比试块,将普通碳钢试块上调好的距离一波幅曲线在P92对比试块上校准,从而解决了声速不同对缺陷定位、定量的影响。
实践验证了超声波与磁粉相结合的检测方法对P92钢的有效性。
【总页数】3页(P69-71)
【作者】张斌
【作者单位】宁夏电力建设工程公司,银川750001
【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.长期服役后超超临界机组P92钢焊接接头焊缝金属中微裂纹的特征 [J], 张晶;邹勇;李新梅;杜宝帅;李向前
2.P92钢焊缝金属高温低周疲劳行为分析 [J], 韩永典;张兆福;徐连勇;赵雷;荆洪阳
3.超大壁厚SA335P92钢的焊缝热处理工艺实践 [J], 郭建新; 韩道永
4.P92钢集箱对接焊缝缺陷分析和修复 [J], 蒋林弟
5.P92钢管道焊缝缺陷分析及修复质量控制 [J], 吴金勇;胡再新;罗江勇
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
用镍基焊材修复P92钢管焊口的试验
作者:肖德铭, 史文渊, 张永生, 刘文虎, 张兆弟, XIAO De-ming, SHI Wen-yuan,ZHANG Yong-sheng, LIU Wen-hu, ZHANG Zhao-di
作者单位:天津电力建设公司焊接培训中心,天津市,300380
刊名:
电力建设
英文刊名:ELECTRIC POWER CONSTRUCTION
年,卷(期):2010,31(6)
1.范长信;周荣灿;李太江9%~12%Cr新型马氏体耐热钢的焊后热处理 2007
2.华能国际电力股份有限公司华能电厂P91、P92钢管道现场热处理工艺实施导则 2005
3.林志华;吴明生SA335.P92钢大口径厚壁管焊接的主要问题及对策研究 2007
4.杨富;章应霖;任永宁新型耐热钢焊接 2007
5.瓦卢瑞克·曼内斯曼钢管公司T92/P92钢手册 2005
本文链接:/Periodical_dljs201006027.aspx。