中心孔标准 DIN_332-1_en
din333中心钻标准
din333中心钻标准中心钻是一种常用的钻孔工具,广泛应用于石油、地质、岩土工程等领域。
中心钻的标准制定了该工具的尺寸、形状、材料等方面的要求,以确保其工作性能和使用寿命。
下面将介绍中心钻的标准内容。
一、中心钻的类型和尺寸根据使用的场合和要求,中心钻可以分为多种类型,包括固体中心钻、空心中心钻等。
而中心钻的尺寸一般按照外径和长度来标定,分为多个不同规格的型号。
二、中心钻的形状和结构中心钻的形状主要有直柄式和曲柄式两种,直柄式适用于电动工具和机床等设备,曲柄式适用于手持工具。
中心钻的结构包括刃部和刃柄,刃部一般有两个或多个刃片,刃柄用于连接刃部和工具设备。
三、中心钻的材料和硬度中心钻一般由高速钢制成,高速钢具有良好的硬度和耐磨性,能够在高速旋转中保持稳定工作。
中心钻的硬度要求一般在60~70 HRC之间,以保证其在钻孔过程中不易变形和磨损。
四、中心钻的加工工艺和检测要求中心钻的加工工艺包括刃部的精密研磨和刃柄的钻孔等步骤。
这些工艺需要保证产品的精度和质量,以满足要求。
同时,中心钻的制造商还需要进行产品的检测,包括外观检验、尺寸测量、硬度测试等,以确保产品的质量符合标准要求。
五、中心钻的使用和维护中心钻在使用过程中,需要注意保持刃部的锋利和清洁,以提高钻孔效果和延长使用寿命。
同时,中心钻在存放和运输过程中,需要避免碰撞和摩擦,以防止刃部和刃柄受损。
六、中心钻的主要应用领域中心钻的主要应用领域包括石油钻探、地质勘探、岩土工程等。
在石油钻探中,中心钻用于钻孔的导向和定位;在地质勘探中,中心钻用于取土样品和岩石样品;在岩土工程中,中心钻用于钻孔和取心。
综上所述,中心钻的标准制定了该工具的类型、尺寸、形状、材料、加工工艺、检测要求、使用和维护等方面的要求。
这些标准能够保证中心钻的质量和性能,提高其工作效率和使用寿命,满足不同领域的需求。
DIN 332-4-1990 中心镗孔(轨道机车轮组轴)
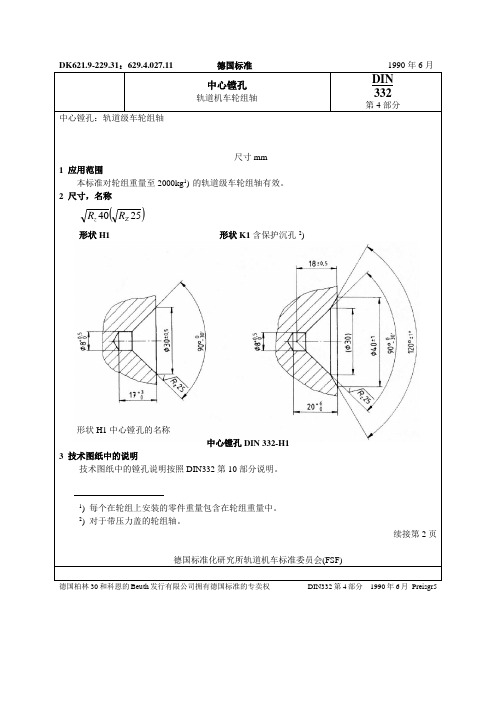
中心镗孔轨道机车轮组轴 DIN 332第4部分中心镗孔:轨道级车轮组轴尺寸mm1 应用范围本标准对轮组重量至2000kg 1) 的轨道级车轮组轴有效。
2 尺寸,名称()2540Z z R R形状H1 形状K1含保护沉孔2)形状H1中心镗孔的名称中心镗孔DIN 332-H13 技术图纸中的说明技术图纸中的镗孔说明按照DIN332第10部分说明。
1) 每个在轮组上安装的零件重量包含在轮组重量中。
2) 对于带压力盖的轮组轴。
续接第2页德国标准化研究所轨道机车标准委员会(FSF)德国柏林30和科恩的Beuth 发行有限公司拥有德国标准的专卖权 DIN332第4部分 1990年6月 Preisgr5第2页DIN 332 第4部分引用标准DIN 332第10部分中心镗孔,技术图纸中的说明并行标准DIN 5575 轨道机车,转动轮组,车的外置,主要尺寸DIN5576 轨道机车,外置的转动轮组的轮组轴,公差,过渡弧,表面特性DIN34311 空心钻孔的轮组轴,对中螺栓的孔早期版本DIN332第4部分02.43,04.46,10.56,02.61,07.64,03.77变更如下变更相对于1977年3月版本:a) 删去G和J,变更H为H1和形状K为K1。
b) 目前变更尺寸并且用相应的公差补充。
c) 编辑和标准化的修订并且匹配现代的发展状态。
d) 图纸的登载举例被DIN332第10部分的参考代用。
声明在AA4“零件和设计方针”的AK“DB和工业铁路机车”中提出本标准。
尤其是由于配合上述列出的“并行标准”,必须要修订1977年3月版本(最后一次检验和1982年3月还被认为有效)。
对于目前的形状H和K(新的写法H1和K1)选择一个孔的长度,该长度一方面可安全地被中心顶尖纳入,另一方面容许使用一个生产工具。
国际专利等级B 61 F 5/00B 61 F 15/00。
德语注释 -制造专业领域术语
Ä äÖ öÜ üß快走丝:high speed wire cutting要嘛就fast wire cutting慢走丝:slow speed wire cutting要嘛就slow wire cuttingChromate Treated Bright Zinc Electroplate 镀锌铬酸盐钝化《镀彩锌》Outside diameter 外径inside diameter 内径O.D和I.D是外径和内径的缩写eloxsw (schwarz eloxiert) 黑色阳极氧化TROVALISER / TROWALISING /barrel finishing 转筒中除毛刺----振研/POLIR/POLISH 抛光CHANFREIN倒角ELECTROLYSIS NICKEL PLATE 电解镀镍Plain finish 是指表面本色,只需表面清洗、上油、甩干即可。
Bremsscheibe 盘EVERSLIK 1201 固体润滑膜涂层★Werkstoff材料/Halbzeug半成品HAERTRBESCHICHTUNG 硬途层Technologischen 技术reihenfolge 命令Induktionsgehärtet SN614 高频淬火Verfahrensbedingte abschägung 工艺斜度Bei montage gebohrt 配做AUSRICHTEN 取向ENTFERNT 去除TREMPé-REVENU/HARDENED –ANNEALING/TEMPERING 61-63HRC 热处理EBAVURER/DEBUR 去毛刺FRAISé/MILLED 车削CONTR Ôler LA DéFORMATION APRèS LA TREMPE TO CHECK THE DIFORMATION AFTER HARDENING 热处理后检查尺寸Anodize 电镀ELOX SCHWARZ 黑色阳极氧化(经客户确认)ELOXIERT 阳极氧化POCKET 圆槽Brinell 布氏硬度维氏硬度试验, Vickers hardness Rockwell hardness 洛氏硬度T.I.R:总指示跳动,总指示偏转, 总指示偏离量, 总体指示偏差量,都可以T.I.R全称应该是―Total Indicated Runout‖意思是―总体指示偏差量‖。
中德双语常用对照

机械加工图纸参数中德双语对照,收藏吧,看懂德国图纸!德国制造很强,可是德语属于小语种,会的人不多。
那么要看图纸咋办呢?现小编将工作以来遇见过和收集到的有关机械加工图纸常见的德语参数及中文的对照翻译分列如下,给需要的朋友。
ÄAberasive 研磨Abgußdatum / x mm erhaben 铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis: 材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich 类似Ähnlich Teile 类似零件Alternativer Werkstoff: 可选材料:Alle 全部Alle Verschraubungen mit 5 –8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeine Aushebeschrägen x°(z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx 所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹= Alle Wandstärken sind Mindestwandstärken 所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715 一般外形上未标明的倒角按照ISO 13715 Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXXAngabe 规格Angepaßt 适应Angußrest maximal x mm erhaben 残留的内浇口凸起小于X毫米Anfangsmaß初始尺寸Anbohrung 盲孔Anlage 附件Änderungsbeschreibung 变化说明Anzaht 数量Ansicht 视图Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图Angabe korrigiert 指示更正Absatz 图Absatz maß图测Aktuelles ausgangsmaterial eingetragen目前原材料进入Ausgangsteil 输出部分Auslauf beliebig 任何泄漏Anschließend verdichtet 添嵌表面裂缝Anodische Oxidation (Eloxiert) 阳极氧化Anguß进料剩余Ausgangsteil mit sachnummer ergänzt 输出部分补充项目Auswerfermarkierung 排出口Auxiliary 辅助的Aus 外面的Auswerfer 0 –0,2 mm vertieft 喷嘴凹进0-0.2毫米Auslieferungsdatum aufgeschlagen 打上交货日期钢印Außenseite qualität 外侧质量等级Aufgestempelt 工件上打上钢印Auf Teilkreis 在节距圆上Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置Auf mantelfläche 表面涂层Aufgegossen 铸造Auslauf beliebig 退刀槽任意Art 产品描述BBarrel 滚筒加工Bei montage gebohrt 在装配时钻孔Bei montage Für stift ∮3 在装配时,打∮3的销Beschriftung mit Schlagzahlen: xx 印字母打标记:XXXBeschriftung aufgegossen 铸造标记Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻:Bezugskante für spanende Bearbeitung 加工涉及到的边缘Bayonet 卡口Bemaßung 标注Berichtigt 更正Bezugselement 关于元素Bearbeitung mit schleifband körnung 带有沙砾研磨带Bending 波纹加工Beachten 说明Bestell NR. 定单号biegen 反过来Bis 向上bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度Bearbeitung 加工Bearbeitung saufmaßx mm 加工过量X毫米Bearbeitung szugabe 3 mm …bzw.“ Gußteilabmessungen beinha lten eineBearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量Bearbeitung zur Gewährleistung der Bodenfreiheit 保证全部加工清理出为止Bearbeitung saufmaßx mm Druckgußausführung 加工过量X毫米压铸件Beschriftung / Modell-Nr.: XX /Gießereizeichen / Abgußdatum标记/模型编号:XX/铸造厂记号/铸造日期Bearbeitung nur für Kokillengußausführung 只有金属模铸造的铸件要加工Bearbeitungsaufmaßx mm Kokillengußausführung 加工过量X毫米金属模铸件Bearbeitungszugabe für Längen- u. Durch-messermaße: 3mm长度和直径尺寸的加工余量:3毫米Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工Bu chstabe ……. aufgeschlagen 字母—打印上去的Bezugssytem nach 相关系统按Berichtigt 更正Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压力=5X5 BAR=25巴(一次性试验)Bereitgestellt und montiert d. Lieferanten 应商提供并组装Beschichtet 涂层Beschriftung beidseitig aufgegossen 两面铸造记号Beschriftung am Pressteil erhöht. 模锻件上描述用凸字Bemaßten 三维Bemaßung umgestelltBezugssystem nach 相关系统按Bezugslinien für Zählerkontur 流量计轮廓的参考线Bezugsfläche für spanende Bearbeitung 加工参考面Burnishing 抛光Brunitura 抛光Bohrlehre Nr. X 钻模板编号:XBohrvorrichtung Nr. X 钻模夹具编号Bohrung 孔Bohrung nicht ansenken 不要打埋头孔Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺Bohrungstiefe: XX mm 钻孔深:XX毫米Bohrung ∅XX mm, XX mm tief 孔直径XXmm,XXmm深Bohrung für Antriebswelle 为驱动轴钻孔Bolinster 气泡Bonderizing 磷化Broaching 拉刀切削Bronze oilite 锡青铜Brüniert 发黑CCarbonitrurazione 碳氮共渗Case hardened 表面淬火硬化Category 种类Centering 定中心Chromium 铬Chisel 凿Crack 裂痕Coordinate 坐标Corners of part occ 零件棱角按照Chemisch vernickness 化学镍Chill 淬火chill casting(冷硬铸造)Chill casting 金属模铸件Countersunk 沉孔Cylindrical lathe cutting 车外圆DDadurch 因此Datum 日期Das Gußteil sollte keine Porösitäten und keine Lunker aufweisen 铸件应无疏松和缩孔Das Gußteil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine porösen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔,裂缝,夹杂或泄漏Das Erstmuster mußeinem Druck von 50 bar für einen Zeitraum von 10 Minuten ohne Leckagen standhalten首件样品必须在50巴压力下保持10分钟不渗漏(Plastische Verform ungen sind zulässig) (塑料产品变形是允许的)Der Gußmußdruckdicht sein und einem Prüfdruck von xx bar standhalten铸件必须经压力测试,在xx巴压力下不渗漏Dem 那个Dicke 厚度Dichtkante 密封用边缘Dichtflächen 密封面Dichtfläche (keine Poren in diesem Bereich zulässig)密封面(在此部位不允许有气孔)Die Rippen sind die Verbindung zwischen dem Mittelpunkt und den Teilkreisbohrungen auf der Vorderseite肋为正面的中心点到节距圆上的孔圆之间的连接Diese Maße sind nur zur Prüfung bei这些尺寸仅供检验用Dent 压痕Deformation 变形Der Gußmußbis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴压力无渗漏)Der Gußist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔Deviation 偏移偏差DIN 德标Diese Zeichnung gehört zu CENELEC这图纸是属于被CENELEC批准的机构zugelassenen Geräten. Änderungen müssen vom EXBeauftragten genehmigt werden. 任何修改必须得到由EX授权的人员允许Druckstellen 刮伤Durchflußpfeil aufgegossen 铸造流向箭头Durchmesser 直径EEAU 年需求量Einsatzgehärtet Härtetiefe ………. mm硬化表面层淬透深度……mmEinsatzgehärtet 硬化Einzelpeis inklu 17% VAT 含17%的税价Eigenschaften 性能Entfallen 省略Entfällt 那Elox schwarz 黑色阳极氧化Electric discharge machine 放电加工Electrolytic grinding 电解研磨Ellipsenausschnitt 椭圆形挖剪图画Eloxiert XX μm 阳极处理XX微米Embossing 压花加工Ebene Flächen durch z.B. Feile oder Winkelschleifer面的平整,通过例如用锉或角向砂轮达到e.g. 例如Entfällt 不适用Endzustand 最终状态Ensat (Gewindeeinsatz) XXY mm versenkt, Bohrloch ∅Z钻孔Φ Z,深Y毫米,(螺纹)旋入XXEnsatbuchse XX 嵌入能自己旋塞的衬套XXEinzelheit 详细Eisenphosphatiert 铁基磷化Erhaben X mm (Schrift) X毫米Erhaben 凸起Erforderliches axiales Spiel … 轴向轮齿隙…-…所必需的Evaluation 评估FFarblos eloxiert 本色阳极氧化Farblos chromatiert 本色铬酸盐钝化Facing 面切削Feld erhaben 凸起的区域Fein 精细Feinst 微细Feinstgedreht 磨削Federstahl 弹簧钢Fertigungsbedingt 成品尺寸Fertiggewicht = X g (Gramm) 精加工后重量=X克Fertigteil ohne Zentrierbohrung加工成品无中心孔Filing 锉刀修润Flach u.galvanisch verzinnt 平整并镀锡Flansch bearbeitet 法兰面加工Fläche angefräst表面采用Fläche mit Schleifpapier abziehen 用金相砂纸打滑表面Fläche absatzfrei drehen Manufacture 工表面不能有隆起Fläche für Typenschild 钉名牌的区域Fläche für Eichstempel und laufende Nr.供标度刻定和记录序列号的范围Fläche zum Aufschlagen eines zusätzlichen Buchstabens 供打一个额外的文字的钢印的范围Fläche mußnicht bearbeitet sein(Gußtoleranz)此部位不需要加工(铸造公差)Flach 平坦的Fräser 刀具Frei von Schlagstellen 不能有机械损伤Für Plombierdraht 为用于密封线而做Fülloch des Innenringes soll zur Dichtung Pos. …. weisen !用内置轴衬填充孔必须显示密封位置的方向!Fülloch des Innenringes mußzur Gleitringdichtung zeigen 内部沟槽上的孔必须指向轴向的密封面GGauging dimension 测量尺寸gilt nach dem trennen 适用后断开gilt nach dem trennen schlitz 适用于分离槽Gießform 模具Gießereizeichen / Abgußdatum 铸造厂记号/铸造日期Gießereizeichen / x mm erhaben 铸造厂记号/凸起X毫米Gießereizeichen foundry mark 铸造厂标记Gußdatum date of casting 铸造日期Gießereizeichen erhaben foundry mark raised 凸起的铸造厂标记Gießdatum erhaben date of casting raised 凸起的铸造日期Gebrochen 打破Gedreht 旋转Gefertigt 制造Geltungsbereich 范围Geradheit 直线Gepflegt 保持Gefertigt aus ….. 用…做成Gehäuse (铸件)壳体Gehäuse muss frei von Schmutzpartikeln sein. 体必须去除污垢颗粒Gehärtet 硬化Gehaertet 硬化Gehärtet und angelassen xxxHRC 质到硬度XXX HRCGeädert 更改Geradheitsmessung 直线Gerade, außenverzahnt, Bezugsprofil nach DIN 867 齿外表参考DIN 867标准的外形要求,弄平直Gelbchromatiert 黄色的铬Gemäss 按照Gemeinsame toleranzzone 共同的公差带Gereinigt und entfettet Cleaned and degreased 去脂清理后Geriebene Bohrungstiefe: YY mm 绞孔深:YY毫米Gerieben reamed 绞过的Getriebeübersetzung auf alle Verschlußschrauben aufschlagen 传动速比标记在所有的锁紧螺丝上Gem.=gemaess 根据、按照Geschliffen 磨光Geschliffen, Vordrehmaßxxx预先车到XXX尺寸后磨Getriebeübersetzung 传动速比Gießdurchmesser 铸件直径Gewinde 线Gewinde gefräst 碾磨螺纹Gewindeauslauf < X mm 螺纹跳动小于X毫米(Gewinde) M X, Y tief Kernbohrung Z tief(螺纹)M X,深Y,底孔深ZGewinde G ½ bis zum vollständigen Auslauf der Bohrung geschnitten.孔的从头至尾攻螺纹G1/2Gewinde MX x Y nach Kaliber spielfrei schneiden加工螺纹M X x Y,与塞规零位尺寸一致Gewindefreistich DIN 76-A 螺纹底切DIN 76-AGewindeeinsatz 螺纹插入件Gewicht 重量Gußfreimaßtoleranzen DIN 1688 GTA15/5 一般铸件公差按DIN1688 GTA 15/5Grad 程度次数Grat putzen 擦拭毛边Grat der Formtrennaht durch Schleifen Entfernt 打磨去除分型线Grbrochen 断Gratfrei 无毛刺Größe 尺寸Gütegrad: 精度等级:HHarteloxiter schichtdicke 硬氧层厚Hergestellt 以制成的Hergestellt aus Rohr 7×1 由尺寸为7X1,Hergestellt aus Rund-Zahnstange 由圆形齿条制成Hergestellt aus: Rohr ∅X mm x Y mm 制作:用管子直径X毫米x 长Y毫米做成Hergestellt aus Fertigteil XX.XXXX 在完成的部件XX.XXX上加工Hergestellt aus gezogenem, blankem Rundstahl 光亮冷拔圆钢制成Hand finishing 手工修润Hemming 卷边加工Hier Sachverständigen und ChargenNr. einschlagen. 此打授权号和批号钢印Hilfsmaßfür Erstaufspannung首次装夹用辅助尺寸Hier Chargen Nr. einschlagen. 在此处打批次钢印Hinzu 添加Hobbing 滚齿加工IIndentation 压制纹槽löten 焊料Imprägnierungen sind ohne unsere Genehmigung nicht erlaubt没有我方允许不可以浸渗防漏Im Schraubenkopfbereich keinen Radius.. 靠近螺丝头部没有圆弧Induktions gehärtet 感应淬火Initial 初始Innenseite 内侧Innen kanten ohne angabe 没有指定的内部边缘In die Zeichenebene gedreht 画面转移In 12 Uhr Position gezeichnet 12点钟位置的示图In senkrechter Position dargestellt 在垂直位置上显示In der Position “CLOSE” muß die Ventilkegelstirnseite mit der Stirnfläche des Gehäuses fluchten. Die Abweichung in beide Richtungen darf nicht größer sein als jeweils X 在“关闭”位置,阀门锥体的前边与壳体额面之间的接触必有走动。
c型中心孔标准
c型中心孔标准C型中心孔标准是制造业中常用的机械零部件标准之一。
它是指具有特定尺寸和几何形状的中心孔,用于定位和固定工件。
在本文中,我们将详细介绍C型中心孔标准的定义、特点、应用以及相关要求。
一、定义C型中心孔标准是根据国家或国际规范制定的一种机械零部件标准。
它包括中心孔的直径、深度、角度以及其它几何形状的规定。
C型中心孔标准的制定旨在保证工件定位和固定的准确性,同时方便零部件的互换和替换。
二、特点1. 直径要求:C型中心孔的直径通常按照国家或行业标准确定,以确保工件与设备的匹配性和兼容性。
2. 深度要求:中心孔的深度根据工件的具体要求确定,以保证工件能够牢固地固定在设备上。
3. 角度要求:C型中心孔的角度通常为90度或其他工件所需的具体角度,保证工件的精确定位和固定。
4. 其它要求:C型中心孔还可能包括其他几何形状的要求,如倒角、圆角等,以适应工件的特殊要求。
三、应用C型中心孔广泛应用于制造业中的各种设备和机械零部件。
它们通常作为旋转轴、定位销、连接件等工件的定位和固定部件。
C型中心孔标准的应用不仅方便了设备的生产和维护,还提高了生产效率和质量。
四、相关要求C型中心孔标准的制定需要满足一些相关要求,以确保其准确性和可靠性。
这些要求可能包括以下几个方面:1. 标准的制定机构:C型中心孔标准应由国家相关机构或行业标准化组织制定,确保其权威性和可依赖性。
2. 标准的修订和更新:C型中心孔标准需要依据技术进步和实践经验进行定期修订和更新,以适应不同行业的需求变化。
3. 标准的宣传和推广:C型中心孔标准应通过各种途径宣传和推广,提高行业对标准的认识和应用程度。
4. 标准的培训和指导:相关机构应组织培训和提供指导材料,以便企业和个人更好地理解和应用C型中心孔标准。
综上所述,C型中心孔标准是制造业中重要的零部件标准之一。
它定义了中心孔的尺寸、几何形状和其他技术要求,为工件的定位和固定提供了准确性和可靠性。
通过广泛应用C型中心孔标准,可以提高制造业的生产效率和产品质量,促进行业的发展和创新。
机械零件常识-(3)中心孔

• 3.3如需指明中心孔的标准代号时,则可标 注在中心孔型号的下方 标题一
• 3.4中心孔工作表面的粗糙度应在引出线上 标出
要点一
标题一
需要把其他零件轴 向固定轴上的时候 要点一 用C型中心孔。
C型中心孔 (带螺纹)
标题一
R型中心孔是将A型中心 孔的圆锥母线改为圆弧 线,以减少中心孔与顶 尖的接触面积,减少摩 要点一 擦力,和顶针的接触形 式为线接触,提高了重 复定位的精度 。适用 于轻型和高精度的轴。
R型中心孔 (弧形)
A型(不带护锥)
中心孔
B型(带护锥)
要点一
C型(带螺纹)
R型(弧形)
中心孔的四种形式
标题一
A型 当工件在一 台机床上加工, 且精度要求不大 时使用,加工后 去掉中心孔。
要点一
Aቤተ መጻሕፍቲ ባይዱ中心孔 (不带护锥)
标题一
B型 精度要求较 高工序多的工件, 或者是重量较大 时使用。加工后 一般保留中心孔。
要点一
B型中心孔 (带护锥)
目录
标题一
• 1.中心孔的认识和作用 • 2.中心孔的分类和选用 • 3.中心孔的标注
要点一
1.中心孔的认识和作用
• 中心孔其实是一种工艺孔。
标题一
• 作用:(1)定位 保证轴类的各个台阶面 同心 ,在多次装夹的时候基准不变 。 要点一 (2)便于夹持,保证精度。 (3)连接其他零件或方便吊装。
2.中心孔的分类和选用 标题一
涉及到的国标
标题一
DIN 332-1-1986中心孔

无保护倒角(A)的60°直线型工作平面中心孔标注,直径d1=4 mm,直径d2=8.5 mm:中心孔DIN 332-A4×8.5表2.带锥形倒角保护(B)的直线型60°中心孔标注,直径d1=4 mm,直径d2=8.5 mm:中心孔DIN 332- B4×8.5表32.4类型C: 直线型工作平面,带平截头的护锥(在ISO里没有标准化)带截锥体形保护倒角(C)的直线型60°中心孔标注,直径d1=4 mm,直径d2=8.5 mm:中心孔DIN 332-C4×8.5表4.3 工程图纸标注机械图纸中心孔标注参照 DIN 332第10部分。
参考标准DIN 332第7部分机床;60°中心孔;尺寸测量DIN 332第10部分中心孔;图纸标注DIN 333 60°中心孔;型号R,A和BISO 866-1975*) 中心钻头加工的不带护锥的中心孔。
型号AISO 2540-1973*) 中心钻头加工的带护锥的中心孔。
型号BISO 2541-1972*) 中心钻头加工的弧形中心孔。
型号R其他相关标准DIN 332第2部分电机轴端用60度带螺纹的中心孔DIN 332第4部分用于轨道车辆车轮轴中心孔DIN 332第8部分90°中心孔S型尺寸测量方法之前版本DIN 332第3部分:02.43,09.50xDIN 332第1部分: 09.22,02.43,09.60x,11.73变更跟1973年11月的版本相比,做出以下变更:a) 新收录章节“应用范围”b) 与DIN 820 27第27部分相关的图纸顺序改变了。
c) 带图纸标注的表格被参照DIN 332第10部分替代。
d) 编辑修改。
说明对于中心钻与中心孔有以下ISO标准:ISO 866-1975,ISO 2540-1973和ISO 2541-1972。
中心孔包含在这个国际标准的附录里。
DIN 332-2-83
6
3.3 0.4
大于 21 小于 24
M10 8.5 10.5 14.9 16.3 16 22 30 7.5 3.8 0.6
大于 24 小于 30
M12 10.2 13 18.1 19.8 20 28 37 9.5 4.4 0.7
大于 30 小于 38
M16 14 17 23 25.3 25 36 45 12 5.2 1.0
因为带螺纹的中心孔只是用来带动皮带轮或起联接作用的,所以转轴特别是完全靠电动机械转 动的转轴,不得使用 DIN 580 所规定的皮带轮来带动,因为螺纹位于转轴的深处,螺纹圈数相对 较少。在这种情况下,应使用特殊的带有加长的螺纹部分的首环螺栓。
带有凸起旋转面的中心孔用规格“DR”来表示,因为这种中心孔与 DIN 332 第 1 部分规定的规 格 R 的中心孔有关。根据标记中对螺纹缩写(如 M8)的说明可以看出,这种中心孔是带有螺纹 的。
国际专利分类
B 23 B 49/04 B 23 B 35/00
翻译: 金红 日期:1999 年 10 月 2 日
文字校对:毛磊 日期:1999 年 10 月 16 日
专业校对: 日期:
对于尺寸 r 应选用 DIN 332 第 1 部分规定的标准值。对于中心孔规格 DR,其尺寸 r 是这样规定 的:在直径 d4 处,与钻头尖端应保持足够的距离,这一距离(应随直径的增加而增大)界于 0.2 到 0.8mm 之间。根据目前的经验,半径的值应与使用电子机械加工的零件的重量和切削立相适 应。因为本标准中的一些规定对于用其他方法进行加工的范围来说并不适用(如零件重量超过 2000 千克),所以对电动转轴机械的使用范围应加以限制。另外值得一提的是,这些情况在本 标准的旧版本中已经作了相应的说明。
图纸常用德语词汇解读

图纸常用德语词汇AAll nicht bemassten Radien 所有未注圆角All nicht bemassten Wandstärken 所有未注壁厚Allgemeintoleranz 未注公差Anodize 电镀AUSRICHTEN 取向POCKET 圆槽Brinell 布氏硬度维氏硬度试验, Vickers hardness Rockwell hardness 洛氏硬度T.I.R:总指示跳动,总指示偏转, 总指示偏离量, 总体指示偏差量,都可以T.I.R全称应该是―Total Indicated Runout‖意思是―总体指示偏差量‖。
Aberasive 研磨RECTIFIé/GRINDEDAbgußdatum / x mm erhaben 铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis: 材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich 类似Ähnlich Teile 类似零件Alternativer Werkstoff: 可选材料:Werkstoff Wahlweise 材料选择:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeintoleranzen form und lage längen-winkel 一般公差形状,位置和长度。
Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx 所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹Alle Wandstärken sind Mindestwandstärken 所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715 一般外形上未标明的倒角按照ISO 13715 Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXX Angabe 规格Angepaßt 适应Ansatz und plan Flächen in einer spannung gefertigt 台阶和平面在同一装夹状态下完成。
中心孔标准在机械手册哪

中心孔标准在机械手册哪中心孔标准在机械手册中的应用机械手册是机械工程师和技术人员的重要工具,其中包含了各种机械零件的设计和制造标准。
在机械手册中,中心孔标准是一个非常重要的内容,它在机械设计和制造中起着关键的作用。
中心孔是一种常见的机械零件,它通常用于定位和连接其他零件。
中心孔标准规定了中心孔的尺寸、形状和公差要求,以确保零件之间的精确对位和连接。
在机械手册中,中心孔标准通常被列为一个独立的章节,详细描述了各种类型的中心孔及其应用。
首先,机械手册中介绍了不同类型的中心孔。
常见的中心孔类型包括圆柱形中心孔、锥形中心孔和球形中心孔等。
每种类型的中心孔都有其特定的应用场景和优势。
例如,圆柱形中心孔适用于需要高精度对位的场合,而锥形中心孔则适用于需要较大的连接力和刚性的场合。
其次,机械手册中详细介绍了中心孔的尺寸和公差要求。
中心孔的尺寸通常由直径和深度来表示,而公差则用于描述中心孔的精度要求。
机械手册中列出了各种尺寸和公差的标准数值,以供设计师和制造商参考。
这些标准数值是经过长期实践和经验总结得出的,可以确保中心孔的质量和性能。
此外,机械手册还介绍了中心孔的加工方法和工艺要求。
中心孔的加工通常采用钻孔、铰孔或铣孔等方法,具体的选择取决于零件的要求和加工设备的能力。
机械手册中对于不同加工方法的优缺点进行了比较,并提供了相应的工艺参数和操作指南。
最后,机械手册还包含了中心孔的检测和测量方法。
中心孔的质量和精度对于机械零件的性能和可靠性至关重要,因此需要进行严格的检测和测量。
机械手册中介绍了常用的检测方法,如测量中心孔的直径、深度和圆度等。
同时,还介绍了一些常见的测量工具和设备,如千分尺、显微镜和三坐标测量机等。
综上所述,中心孔标准在机械手册中起着重要的作用。
它不仅规定了中心孔的尺寸、形状和公差要求,还介绍了中心孔的加工方法、工艺要求和检测方法。
机械工程师和技术人员可以通过机械手册中的中心孔标准,选择合适的中心孔类型和加工方法,确保零件的精确对位和连接,提高机械设备的性能和可靠性。
DIN 332-8-1979 中心镗孔,90度形状S,尺寸、确定方法
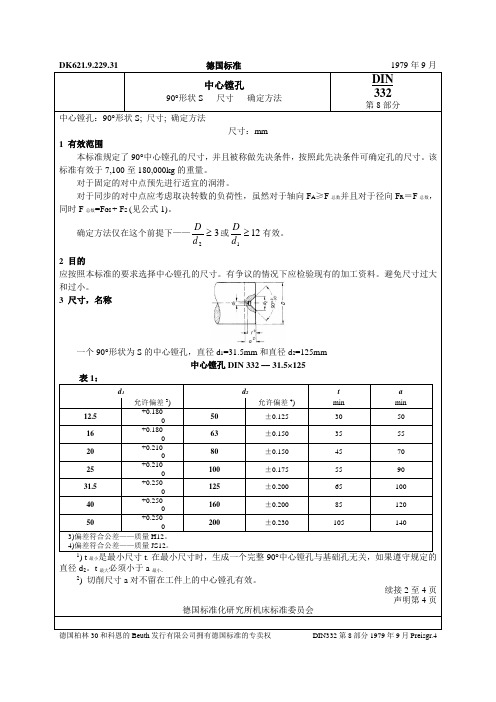
的中心镗孔,直径d1=31.5mm和直径中心镗孔DIN 332 –– 31.5×d2德国柏林30和科恩的Beuth发行有限公司拥有德国标准的专卖权DIN332第8部分1979年9月Preisgr.4第2页 DIN332第8部分4 尺寸d 1的确定一个中心镗孔尺寸的确定取决于中心镗孔上作用的力——重力和切削力——以及材料的延伸率R P 0.2。
是否仅在特殊情况下将在重力方向上负荷的切削力考虑在内,要视情况而定。
可完成车削件的加工 — 顶尖之间— 卡盘和顶尖之间 4.1 确定公式2.0P S Gi 1R S)F F (73.0d ⋅+⋅= (1)字母意义: d 1 中心镗孔的第一个额定尺寸mm(不计算固定支架) F Gi 中心镗孔上存在的重力部分N(例如在对称的切削件时)F G1=F G2=2GF 同时FG 是工件重力(N ). F S 切削力 N ,m S R q 5.2F ⋅⋅=q 为应力截面 (mm 2), 同时q=截面深度 • 给进。
R m 将切削的材料的抗拉强度N/mm 2R P 0.2 将切削的材料 的 0.2%延伸率(R P 0.2=0.6 • R m 至0.8 • R m ,表值用R P 0.2=0.6 • R m 计算) S安全系数(平均S=1.75)DIN332第8部分第3页4.2取决于R P0.2、q, F G或m确定d1表2表2使用确定举例:查找出d1给出:工件材料的延伸率为R p 0.2=400N/mm2工件的重量m=30000kg应力截面q最大=180mm2结论:由表2给出d1=31.5mm第4页 DIN332第8部分其他标准DIN332第1部分 60°中心镗孔,形状R 、A 、B 和C DIN332第4部分 轨道机车轮组轴的中心镗孔 DIN332第7部分 (试行标准)机床,60°中心镗孔,尺寸的确定声明本标准依据试行标准DIN332第7部分考虑90°锥形角度下产生的。
机械加工德文缩写

机械技术参数图纸Aberasive 研磨Abgußdatum / x mm erhaben铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis:材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich类似Ähnlich Teile 类似零件Alternativer Werkstoff: 可选材料:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹=Alle Wandstärken sind Mindestwandstärken所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715一般外形上未标明的倒角按照ISO 13715Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXXAngabe 规格Angepaßt适应Angußres t maximal x mm erhaben 残留的内浇口凸起小于X毫米Anfangsmaß 初始尺寸Anbohrung 盲孔Anlage 附件Änderungsbeschreibung变化说明Anzaht 数量Ansicht 视图Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图Angabe korrigiert 指示更正Absatz 图Absatz maß图测Aktuelles ausgangsmaterial eingetragen目前原材料进入Ausgangsteil 输出部分Auslauf beliebig 任何泄漏Anschließend verdichtet添嵌表面裂缝Anodische Oxidation (Eloxiert) 阳极氧化Anguß 进料剩余Ausgangsteil mit sachnummer ergänzt输出部分补充项目Auswerfermarkierung 排出口Auxiliary 辅助的Aus 外面的Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米Auslieferungsdatum aufgeschlagen 打上交货日期钢印Außenseite qualität外侧质量等级Aufgestempelt 工件上打上钢印Auf Teilkreis 在节距圆上Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置Auf mantelfläche表面涂层Aufgegossen 铸造Auslauf beliebig 退刀槽任意Art 产品描述BBarrel 滚筒加工Bei montage gebohrt 在装配时钻孔Bei montage Für stift ∮3 在装配时,打∮3的销Beschriftung mit Schlagzahlen: xx 印字母打标记:XXXBeschriftung aufgegossen 铸造标记Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻:Bezugskante für spanende Bearbeitung加工涉及到的边缘Bayonet 卡口Bemaßung标注Berichtigt 更正Bezugselement 关于元素Bearbeitung mit schleifband körnung带有沙砾研磨带Bending 波纹加工Beachten 说明Bestell NR. 定单号biegen 反过来Bis 向上bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度Bearbeitung 加工Bearbeitung saufmaß x mm加工过量X毫米Bearbeitung szugabe 3 mm …bzw.“Gußteilabmessungen beinhalten eineBearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量Bearbeitung zur Gewährleistung der Bodenfreiheit 保证全部加工清理出为止Bearbeitung saufmaß x mm Druckgußausführung 加工过量X毫米压铸件Beschriftung / Modell-Nr.: XX /Gießereizeichen / Abgußdatum标记/模型编号:XX/铸造厂记号/铸造日期Bearbeitung nur für Kokillengußausführung 只有金属模铸造的铸件要加工Bearbeitungsaufmaß x mm Kokillengußausführung 加工过量X毫米金属模铸件Bearbeitungszugabe für Längen- u. Durch-messermaße: 3mm长度和直径尺寸的加工余量:3毫米Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工Buchstabe ....... aufgeschlagen 字母—打印上去的Bezugssytem nach 相关系统按Berichtigt 更正Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压力=5X5BAR=25巴(一次性试验)Bereitgestellt und montiert d. Lieferanten 应商提供并组装Beschichtet 涂层Beschriftung beidseitig aufgegossen 两面铸造记号Beschriftung am Pressteil erhöht. 模锻件上描述用凸字Bemaßten三维Bemaßung umgestelltBezugssystem nach 相关系统按Bezugslinien für Zählerkontur 流量计轮廓的参考线Bezugsfläche für spanende Bearbeitung 加工参考面Burnishing 抛光Brunitura 抛光Bohrlehre Nr. X 钻模板编号:XBohrvorrichtung Nr. X 钻模夹具编号Bohrung 孔Bohrung nicht ansenken 不要打埋头孔Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺Bohrungstiefe: XX mm 钻孔深:XX毫米Bohrung ∅XX mm, XX mm tief 孔直径XXmm,XXmm深Bohrung für Antriebswelle 为驱动轴钻孔Bolinster 气泡Bonderizing 磷化Broaching 拉刀切削Bronze oilite 锡青铜Brüniert发黑CCarbonitrurazione 碳氮共渗Case hardened 表面淬火硬化Category 种类Centering 定中心Chromium 铬Chisel 凿Crack 裂痕Coordinate 坐标Corners of part occ 零件棱角按照Chemisch vernickness 化学镍Chill 淬火chill casting(冷硬铸造)Chill casting 金属模铸件Countersunk 沉孔Cylindrical lathe cutting 车外圆DDadurch 因此Datum 日期Das Gußteil sollte keine Porösitäten und keine Lunker aufweisen铸件应无疏松和缩孔Das Gußteil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine porösen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔,裂缝,夹杂或泄漏Das Erstmuster muß einem Druck von 50 bar für einen Zeitraum von10 Minuten ohne Leckagen standhalten首件样品必须在50巴压力下保持10分钟不渗漏 (Plastische Verformungen sind zulässig) (塑料产品变形是允许的)Der Guß muß druckdicht sein und einem Prüfdruck von xx bar stan dhalten 铸件必须经压力测试,在xx巴压力下不渗漏Dem 那个Dicke 厚度Dichtkante 密封用边缘Dichtflächen 密封面Dichtfläche (keine Poren in diesem Bereich zulässig)密封面(在此部位不允许有气孔)Die Rippen sind die Verbindung zwischen dem Mittelpunkt und den Teilkreisbohrungen auf der Vorderseite肋为正面的中心点到节距圆上的孔圆之间的连接Diese Maße sind nur zur Prüfung bei这些尺寸仅供检验用Dent 压痕Deformation 变形Der Guß muß bis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴压力无渗漏)Der Guß ist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔Deviation 偏移偏差DIN 德标Diese Zeichnung gehört zu CENELEC这图纸是属于被CENELEC批准的机构zugelassenen Geräten.Änderungen müssen vom EXBeauftragten genehmigt werden. 任何修改必须得到由EX授权的人员允许Druckstellen 刮伤Durchflußpfeil aufgegossen 铸造流向箭头Durchmesser 直径EEAU 年需求量Einsatzgehärtet Härtetiefe .......... mm硬化表面层淬透深度……mmEinsatzgehärtet硬化Einzelpeis inklu 17% VAT 含17%的税价Eigenschaften 性能Entfallen 省略Entfällt那Elox schwarz 黑色阳极氧化Electric discharge machine 放电加工Electrolytic grinding 电解研磨Ellipsenausschnitt 椭圆形挖剪图画Eloxiert XX μm 阳极处理XX微米Embossing 压花加工Ebene Flächen durch z.B. Feile oder Winkelschleifer面的平整,通过例如用锉或角向砂轮达到e.g. 例如Entfällt不适用Endzustand 最终状态Ensat (Gewindeeinsatz) XXY mm versenkt, Bohrloch ∅ Z钻孔Φ Z,深Y毫米,(螺纹)旋入XXEnsatbuchse XX 嵌入能自己旋塞的衬套XXEinzelheit 详细Eisenphosphatiert 铁基磷化Erhaben X mm (Schrift) X毫米Erhaben 凸起Erforderliches axiales Spiel ... 轴向轮齿隙…-…所必需的Evaluation 评估FFarblos eloxiert 本色阳极氧化Farblos chromatiert 本色铬酸盐钝化Facing 面切削Feld erhaben 凸起的区域Fein 精细Feinst 微细Feinstgedreht 磨削Federstahl 弹簧钢Fertigungsbedingt 成品尺寸Fertiggewicht = X g (Gramm) 精加工后重量=X克Fertigteil ohne Zentrierbohrung加工成品无中心孔Filing 锉刀修润Flach u.galvanisch verzinnt 平整并镀锡Flansch bearbeitet 法兰面加工Fläche angefräst表面采用Fläc he mit Schleifpapier abziehen 用金相砂纸打滑表面Fläche absatzfrei drehen Manufacture 工表面不能有隆起Fläche für Typenschild钉名牌的区域Fläche für Eichstempel und laufende Nr.供标度刻定和记录序列号的范围Fläche zum Aufschlagen eines zusätzlichen Buchstabens供打一个额外的文字的钢印的范围Fläche muß nicht bearbeitet sein(Gußtoleranz)此部位不需要加工(铸造公差)Flach 平坦的Fräser刀具Frei von Schlagstellen 不能有机械损伤Für Plombierdraht为用于密封线而做Fülloch des Innenringes soll zur Dichtung Pos. .... weisen !用内置轴衬填充孔必须显示密封位置的方向!Fülloch des Innenringes muß zur Gleitr ingdichtung zeigen 内部沟槽上的孔必须指向轴向的密封面GGauging dimension 测量尺寸gilt nach dem trennen 适用后断开gilt nach dem trennen schlitz 适用于分离槽Gießform模具Gießereizeichen / Abgußdatum 铸造厂记号/铸造日期Gießereizeichen / x mm erhaben 铸造厂记号/凸起X毫米Gießereizeichen foundry mark 铸造厂标记Gußdatum date of casting 铸造日期Gießereizeichen erhaben foundry mark raised 凸起的铸造厂标记Gießdatum erhaben date of casting raised 凸起的铸造日期Gebrochen 打破Gedreht 旋转Gefertigt 制造Geltungsbereich 范围Geradheit 直线Gepflegt 保持Gefertigt aus ..... 用…做成Gehäuse(铸件)壳体Gehäuse muss frei von Schmutzpartikeln sein. 体必须去除污垢颗粒Gehärtet硬化Gehaertet 硬化Gehärtet und angelassen xxxHRC 质到硬度XXX HRCGeädert更改Geradheitsmessung 直线Gerade, außenverzahnt, Bezugsprofil nach DIN 867 齿外表参考 DIN 867标准的外形要求,弄平直Gelbchromatiert 黄色的铬Gemäss按照Gemeinsame toleranzzone 共同的公差带Gereinigt und entfettet Cleaned and degreased 去脂清理后Geriebene Bohrungstiefe: YY mm 绞孔深:YY毫米Gerieben reamed 绞过的Getriebeübersetzung auf alle Verschlußschrauben aufschlagen 传动速比标记在所有的锁紧螺丝上Gem.=gemaess 根据、按照Geschliffen 磨光Geschliffen, Vordrehmaß xxx预先车到XXX尺寸后磨Getriebeübersetzung 传动速比Gießdurchmesser铸件直径Gewinde 线Gewinde gefräst 碾磨螺纹Gewindeauslauf < X mm 螺纹跳动小于X毫米(Gewinde) M X, Y tief Kernbohrung Z tief(螺纹)M X,深Y,底孔深ZGewinde G ½ bis zum vollständigen Auslauf der Bohrung geschnitten.孔的从头至尾攻螺纹 G1/2Gewinde MX x Y nach Kaliber spielfrei schneiden加工螺纹M X x Y,与塞规零位尺寸一致Gewindefreistich DIN 76-A 螺纹底切 DIN 76-AGewindeeinsatz 螺纹插入件Gewicht 重量Gußfreimaß toleranzen DIN 1688 GTA15/5 一般铸件公差按 DIN1688 GTA 15/5Grad 程度次数Grat putzen 擦拭毛边Grat der Formtrennaht durch Schleifen Entfernt 打磨去除分型线Grbrochen 断Gratfrei 无毛刺Größe尺寸Gütegrad: 精度等级:HHarteloxiter schichtdicke 硬氧层厚Hergestellt 以制成的Hergestellt aus Rohr 7x1 由尺寸为7X1,Hergestellt aus Rund-Zahnstange 由圆形齿条制成Hergestellt aus: Rohr ∅X mm x Y mm 制作:用管子直径X毫米x 长Y毫米做成Hergestellt aus Fertigteil XX.XXXX 在完成的部件XX.XXX上加工Hergestellt aus gezogenem, blankem Rundstahl 光亮冷拔圆钢制成Hand finishing 手工修润Hemming 卷边加工Hier Sachverständigen und ChargenNr. einschlagen. 此打授权号和批号钢印Hilfsmaß für Erstaufspannung首次装夹用辅助尺寸Hier Chargen Nr. einschlagen. 在此处打批次钢印Hinzu 添加Hobbing 滚齿加工IIndentation 压制纹槽löten焊料Imprägnierungen sind ohne unsere Genehmigung nicht erlaubt没有我方允许不可以浸渗防漏Im Schraubenkopfbereich keinen Radius.. 靠近螺丝头部没有圆弧Induktions gehärtet感应淬火Initial 初始Innenseite 内侧Innen kanten ohne angabe 没有指定的内部边缘In die Zeichenebene gedreht 画面转移In 12 Uhr Position gezeichnet 12点钟位置的示图In senkrechter Position dargestellt 在垂直位置上显示In der Position "CLOSE" muß die Ventilkegelstirnseite mit der Stirnfläche des Gehäuses fluchten. Die Abweichung in beide Richtungen darf nicht größer sein als jeweils X 在“关闭”位置,阀门锥体的前边与壳体额面之间的接触必有走动。
中心孔型号及尺寸
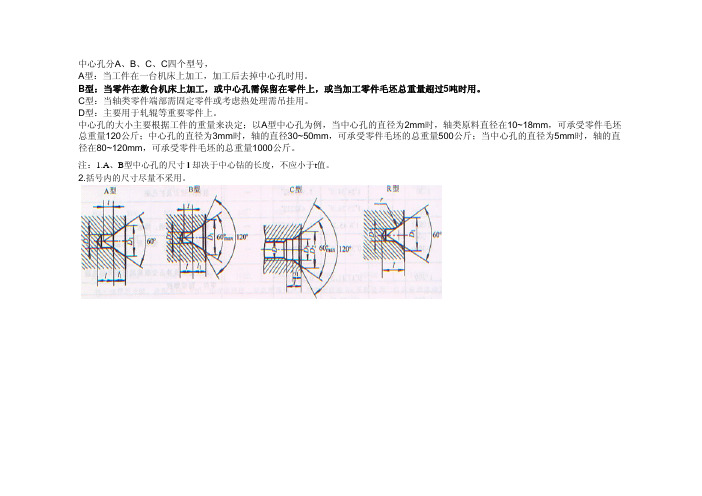
中心孔分A 、B 、C 、C 四个型号,A 型:当工件在一台机床上加工,加工后去掉中心孔时用。
B 型:当零件在数台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
C 型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
D 型:主要用于轧辊等重要零件上。
注:1.A 、B 型中心孔的尺寸 l 却决于中心钻的长度,不应小于t 值。
2.括号内的尺寸尽量不采用。
中心孔的大小主要根据工件的重量来决定;以A 型中心孔为例,当中心孔的直径为2mm 时,轴类原料直径在10~18mm ,可承受零件毛坯总重量120公斤;中心孔的直径为3mm 时,轴的直径30~50mm ,可承受零件毛坯的总重量500公斤;当中心孔的直径为5mm 时,轴的直径在80~120mm ,可承受零件毛坯的总重量1000公斤。
D D 1参考参考l 1tl 1(0.5) 1.060.480.5M3 3.2 5.8 2.6 1.8(0.63) 1.320.60.6M4 4.37.4 3.2 2.1(0.8) 1.70.780.7M5 5.38.84 2.41 2.120.970.9M6 6.410.55 2.8(1.25) 2.65 1.21 1.1M88.413.26 3.31.6 3.35 1.52 1.4M1010.516.37.5 3.82 4.25 1.95 1.8M121319.89.5 4.42.5 5.3 2.42 2.2M161725.312 5.23.15 6.7 3.07 2.8M202131.315 6.448.5 3.9 3.5M242538188(5)10.6 4.85 4.46.313.2 5.98 5.5(8)177.7971021.29.78.7max min 1 2.12 2.3 3.15 2.5-1.25 2.65 2.84 3.15D D 1l 1t 1 3.15 1.270.9 1.6 3.35 3.554-1.254 1.6 1.12 4.25 4.4 6.351.65 1.99 1.4 2.5 5.3 5.58 6.32 6.3 2.54 1.82.15 6.771082.583.2 2.248.58.912.5103.1510 4.03 2.8510.611.21612.5412.5 5.05 3.5 6.313.2142016-516 6.41 4.481717.925206.3187.36 5.51021.222.531.525-822.49.367102811.668.7A 型B 型C 型D D 1D 2l R 型D D 1l min r。
EN32 C

EN32:19981适用范围:本标准主要是针对立柱盆的安装尺寸,不包括产品的材料。
本标准主要是针对尺寸在530mm-750mm之间的产品。
注意:本标准只是对产品的尺寸做规定。
在图中所显示的产品形状只是做了一个示例。
2产品的尺寸:2.1三孔挂墙式盆:对于三孔挂墙式盆的尺寸要求必须符合Table1。
Figure 1:三孔挂墙式洗面器2.2单孔挂墙式盆:单孔挂墙式盆的尺寸要求必须符合Table 2。
Figure 2:单孔挂墙式洗面器3下水口:3.1 带有溢水孔的下水口:带溢水孔产品的下水口尺寸要求必须符合Table 3。
Table 3:带溢水孔的下水口尺寸(见Figure 3)Designation Symbol Dimensions (mm)出水口直径 d 346 +2-3下水器安装面直径 d 4 63 出水口外径d 5≤75出水口下表面直径 d6 ≥60下水口的高度 h 45 +50 以d4的面到下水口底部的距离h 145 0-5下水口底部到盆面的高度 p ≤250Figure 3:带溢水孔的下水口3.2 不带有溢水孔的下水口:不带溢水孔产品的下水口尺寸要求必须符合Table 4。
Table 4:不带溢水孔的下水口尺寸(见Figure 4)Designation Symbol Dimensions (mm)下水口直径 d 346 +2-3 下水器安装面直径 d 4 63 下水口外径d5≤75不带溢水孔下水口的高度 h 20 +5 0 以d4的面到下水口底部的距离h 120 0-5下水口壁厚度 s ≥3Figure 4:不带溢水孔的下水口4固定螺栓安装尺寸:固定安装尺寸尺寸要求必须符合Table 5。
Table 5:固定螺栓安装尺寸(见Figure 5)Designation Symbol Dimensions (mm)两个安装孔的中心水平距离 n 285 ±10 ≥40 螺栓安装孔中心到盆上表面距离p 2≤72注意:如果安装孔开成其它样式也是允许的,但必须符合Table 5的规定。