c型中心孔标准
中心孔标准尺寸表
中心孔标准尺寸表
在工业生产中,准确的中心孔尺寸是质量要求的关键因素。
通过恰当的设计和制造工艺,中心孔尺寸可以调节加工物件的效果,保证其质量,改善产品性能。
首先,在选择合适的中心孔标准尺寸之前,必须明确被加工物件的性能要求、加工工艺及其他因素,比如对于不同的材料,应用的加工参数不同,因此标准尺寸也会有所不同。
其次,在制造中心孔的尺寸不仅考虑到物料的特性,还要考虑到施工工艺的环境,比如受力的情况、温度的变化、湿度的变化等等,以便在确定尺寸的过程中,不偏差能够较好的实现质量和性能要求。
此外,制定出中心孔标准尺寸表,还需要考虑加处理和表面处理等问题,以确保在制造过程中,能更精确地控制孔径尺寸,从而保证产品的质量和可靠性。
最后,在制定中心孔标准尺寸表之前,要进行全面的分析,以确保合理的预测,并经过充分的试验,以确定最佳的尺寸控制方法,使产品性能达到最佳状态。
总之,在工业生产中,恰当的中心孔尺寸调整是确保产品质量的关键。
根据物料性能要求、加工工艺及环境条件等因素,以及表面处理要求,制定出精确的中心孔标准尺寸表,是保证工业生产质量的重要环节。
通过合理的尺寸设计和制造工艺,既可以提高加工的效率,又可以提高产品的质量,从而达到把工业生产提升到更高水平的目的。
- 1 -。
中心孔类型尺寸

中心孔类型:
中心孔分为A、B、C和R四个型号
A型:当工件在一台机床上加工,加工后去掉中心孔时用。
B型:当零件在几台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
C型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
R型:主要用于轧辊等重要零件上。
中心孔的大小主要根据工件的重量来决定,以A型中心孔为例,当中心孔的直径为2mm时,轴类原料直径为10-18mm,可承受零件毛坯总重量120公斤;中心孔的直径为3mm时,轴的直径为30-50mm,可承受零件毛坯总重量500公斤;当中心孔的直径为5mm时,轴的直径为80-120mm,可承受零件毛坯总重量1000公斤。
注:1. A、B型中心孔的尺寸l取决于中心钻的长度,不应小于t值。
2. 括号内的尺寸尽量不采用。
中心孔的技术资料

中心孔又称顶尖孔,按国标 GB145-1985, 中心孔可分 A
型中心孔, B型中心孔,C型中心孔,R型中心孔。
中心孔国家规定以外,还有JB/ZQ4236-4237-1986标准。
二. 中心Leabharlann 的作用 中心孔是轴内零件的基准,又是轴内零件的工艺基准,也是轴类零件的测量基准,所以中心孔对轴类零件的作用是非常重要的。中心孔有:60、75、90度,其基准是60、75、90度的圆锥面。
五. 常用中心孔类型的改进
中心孔共有10种类型,但是常用的是国际 GB145—1985A型中心孔和B 型, A型中心孔主要用于零件的加工后,中心孔不在继续使用;B型中心孔主要用于零件加工后,中心孔还要继续使用,所以120锥面是保护60度锥面的,为了提高工艺性和加工精度。将圆锥面改成如图所示,这样也同样起到保护60度的作用。
60度B型中心孔是用60度B型中心钻加工出来的(见图3),所以 L1 的长度由中心钻L1来决定来决定的。(中心孔 L1 的长度由零件的精度和自重来决定,而不能由B型中心钻L1来决定,因为L1过长将影响零件的加工精度。
六. 结语
通过中心孔加工工艺粗初步探索和研究,在实践中不仅提高了零件的加工质量,而且为螺纹轴类零件的工艺设计提供了经验。
四. 加工中心孔几何精度和降低表面粗糙度的方法
中心孔的质量主要由几何精度、表面粗糙度中心孔圆锥面 来影响的,加工中心孔圆锥面的加工方法有很多,常用的加工方法有下面6种方法:
(1) 中心钻直接加工出圆锥面
(2) 用硬质合金激光圆锥面
(3) 用铸铁棒研圆圆锥面
(1)零件标准公差等级要求为IT10- IT12时,其标准公差值在0.04-0.012mm之间。中心孔的工艺为:车外圆—车端面—钻中心孔。
c型中心孔标准

c型中心孔标准
C型中心孔标准是一种标准化的孔型设计,常用于定位和固定零件。
以下是C型中心孔标准的一些通用规格:
1. 直径(D):C型中心孔标准的直径通常为6mm、10mm、16mm、20mm 等。
2. 深度(L):C型中心孔标准的深度通常为2倍或3倍的直径,即L=2D或L=3D。
3. 角度(α):C型中心孔标准的角度通常为60度。
4. 底部直径(d):C型中心孔标准的底部直径通常为直径的一半,即d=D/2。
5. 极限偏差:C型中心孔标准的极限偏差一般符合ISO标准,如ISO 286-2。
这些规格是一些常见的C型中心孔标准,但实际应用中可能也存在其他定制的规格。
根据具体需要和应用领域,可以参考相关标准或协商制定适合的C型中心孔标准。
GB145中心孔
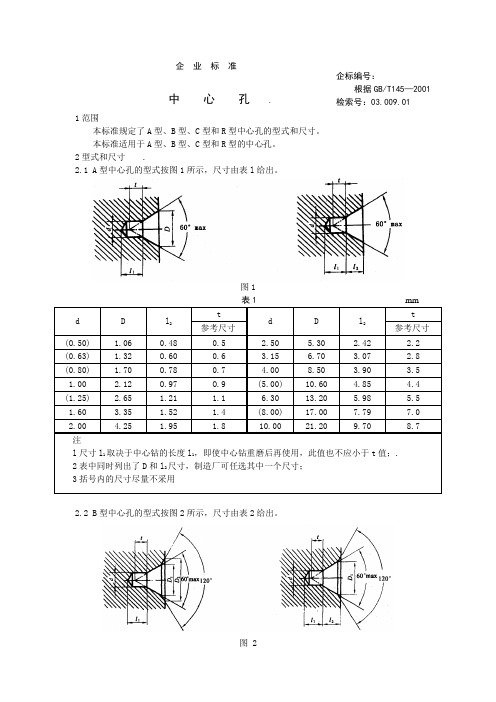
企 业 标 准中 心 孔 .1范围本标准规定了A 型、B 型、C 型和R 型中心孔的型式和尺寸。
本标准适用于A 型、B 型、C 型和R 型的中心孔。
2型式和尺寸 .2.1 A 型中心孔的型式按图1所示,尺寸由表l 给出。
图1表1 mmd D l 2 t d D l 2 t 参考尺寸参考尺寸(O.50) 1.06 0.48 0.5 2.50 5.30 2.42 2.2 (0.63) 1.32 O.60 0.6 3.15 6.70 3.07 2.8 (0.80) 1.70 O.78 0.7 4.00 8.50 3.90 3.5 1.00 2.12 O.97 O.9 (5.00) 10.60 4.85 4.4 (1.25) 2.65 1.21 1.1 6.30 13.20 5.98 5.5 1.60 3.35 1.52 1.4 (8.00) 17.00 7.79 7.0 2.004.251.951.810.0021.209.708.7注l 尺寸l 1取决于中心钻的长度l 1,即使中心钻重磨后再使用,此值也不应小于t 值;. 2表中同时列出了D 和l 2尺寸,制造厂可任选其中一个尺寸; 3括号内的尺寸尽量不采用2.2 B 型中心孔的型式按图2所示,尺寸由表2给出。
图 2企标编号:根据GB/T145—2001 检索号:03.009.01表2 mmd D1D2l2td D1D2l2t参考尺寸参考尺寸1.002.123.15 1.270.94.008.5012.505.05 3.5 (1.25) 2.65 4.00 1.60 1.1(5.00)10.6016.00 6.41 4.41.60 3.35 5.00 1.99 1.4 6.3013.2018.007.36 5.52.00 4.25 6.30 2.54 1.8(8.00)17.0022.409.367.O2.50 5.308.003.20 2.210.0021.2028.0011.668.73.15 6.7010.004.03 2.8注l尺寸l1取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值;2表中同时列出了D2和l2尺寸,制造厂可任选其中一个尺寸;3括号内d和D1与中心钻的尺寸一致;4括号内的尺寸尽量不采用2.3 C型中心孔的型式按图3所示,尺寸由表3给出。
机械制图 中心孔表示法

GB/T4459.5-1999 机械制图中心孔表示法1 中心孔的型式中心孔通常为标准结构要素,GB/T145-2001规定了R型、A型、B型和C型四种中心孔型式,如图1。
中心孔的一般表示法是用局部剖视图表示结构形状,并一一注出各部分尺寸,如表1。
R型、A型、B型和C型中心孔的有关图样标注尺寸见书中第151页附录A。
R 型 A 型 B 型 C 型(弧型中心孔)(不带护锥中心孔)(带护锥中心孔)(带螺纹中心孔R型C型B型A型图12 中心孔的符号2.1 为了表达在完工的零件上是否保留中心孔的要求,标准规定采用表1中的符号。
中心孔符号的比例和尺寸见书中第151页附录B。
在机械制图中,完工零件上是否保留中心孔的要求通常有三种:a)在完工的零件上要求保留中心孔;B)在完工的零件上可以保留中心孔;c)在完工的零件上不允许保留中心孔。
表12.2 中心孔的符号不一定必须与中心孔的标记同时使用。
例如,图2所示的轴端有一非标准中心孔,该轴完工后要求形状并注出尺寸(图中未注),并用不带标记的符号表示要求在完工零件上保留中心孔。
图23 中心孔的标记3.1 R 型(弧型)、A 型(不带护锥)、B 型(带护锥)中心孔的标记包括:本标准编号;型式(用字母R 、A 或B 表示);导向孔直径D ;锥形孔端面直径D 1。
示例:B 型中心孔,导向孔直径D=2.5mm ,锥型孔端面直径D 1=8mm ,则在图样上标记为:GB/T4459.5-B2.5/83.2 C 型(带螺纹)中心孔的标记包括:本标准编号;型式(用字母C 表示);螺纹代号D (用普通螺纹特征代号M 和公称直径表示);螺纹长度(用字母L 和数值表示);锥形孔端面直径D 2。
示例:C 型中心孔,螺纹代号D=M10,螺纹长度L=30mm ,锥形孔端面直径D 2=16.3mm ,则在图样上标记为:GB/T4459.5-CM10L30/16.3 4 中心孔表示法中心孔表示法可分为规定表示法和简化表示法。
C型中心孔
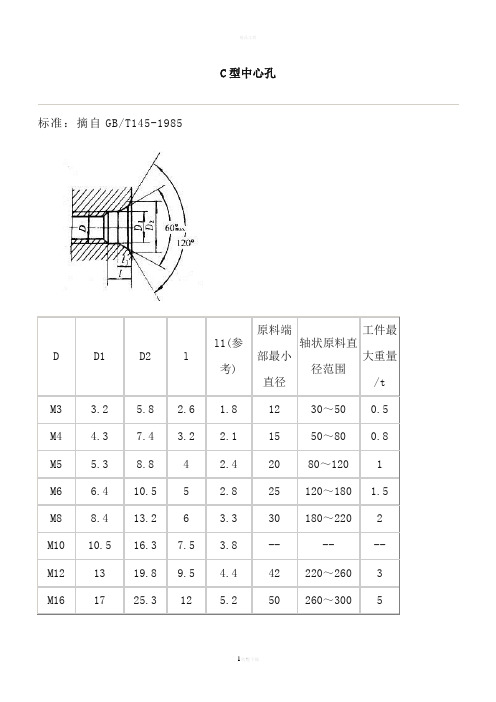
C型中心孔标准:摘自GB/T145-1985D D1 D2 ll1(参考) 原料端部最小直径轴状原料直径范围工件最大重量/tM3 3.2 5.8 2.6 1.8 12 30~50 0.5 M4 4.3 7.4 3.2 2.1 15 50~80 0.8 M5 5.3 8.8 4 2.4 20 80~120 1 M6 6.4 10.5 5 2.8 25 120~180 1.5 M8 8.4 13.2 6 3.3 30 180~220 2 M10 10.5 16.3 7.5 3.8 -- -- -- M12 13 19.8 9.5 4.4 42 220~260 3 M16 17 25.3 12 5.2 50 260~300 5M20 21 31.3 15 6.4 60 300~360 7 M24 25 38 118 8 70 >360 10 75度中心孔标准:摘自JB/ZQ4236-1997规格D D1 L L1 L2 毛坯轴端直径D0min毛坯重量/kgmax3 9 7 8 1 30 2004 12 10 11.5 1.5 50 3606 18 14 16 2 80 8001.中心孔的选择中心孔的尺寸主要根据轴端直径D0和零件毛坯总质量(如轴上装有齿轮、齿圈及其他零件等)来选择。
若毛坯总质量超过表中D0相对应的质量时,则依据毛坯质量确定中心孔尺寸。
2.当加工零件毛坯总质量超过5000kg时,—般宜选择B型中心孔。
3.中心孔的表面粗糙度按用途自行规定。
欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
钻中心孔、钻孔
对于精度要求不高的孔,可用麻花钻直接钻出,对于精度 要求较高的孔,钻孔后还要经过精加工才能完成。
(1)钻削特点
钻削时,钻头是在半封闭的状态下进行切削的,转速 高,切削用量大,排屑又很困难,因此 钻削具有如下特点:
摩擦较严重,需要较大的钻削力。 产生的热量多,而传热、散热困难,因此切削温
度 较高,易造成钻头严重磨损。
横刃斜角
棱边(刃带) 也叫副切削刃,钻头的导向 部分,保持钻削的方向、修光孔壁及担负 部分切削工作,为减小与孔壁的摩擦,导 向部分带有锥度(倒锥形刃带构成了麻花 钻标准麻花钻的刃磨
刃磨麻花钻是本专业要掌握的基本技能之一, 刃磨质量的高低直接影响钻孔的质量和工作效率。 刃磨要求: 两条主切削刃长短一致并对称(夹角118°)。 后角正确(防止磨出副后角)。 横刃斜角为55°。 刀面平整、光洁,刃口锋利。
孔加工的零件图样
1、钻中心孔
(1)中心孔的型式:按形状和作用可分为四种 中心孔是机械设计中常见的结构要素,可用作零件加工和 检测的基准。GB/T145—2001规定中心孔有A、B、C、R 四种型 式。 以上四种型式中心孔的圆锥角为60°,重型工件用75°或 90°的圆锥角 中心孔通常用中心钻钻出,直径在6.3mm以下的中心孔一 般采用钻的加工工艺,较大的中心孔可采用车、锪锥孔等 加工方法。制造中心钻的材料一般为高速钢。
4 中心孔的钻削方法
(1)装夹中心钻
(2)钻中心孔,由于在工件轴心线上钻削,钻削线速度低,必须选用较高的转速: 500~1000r/min左右,进给量要小。 孔径越大,转速越小。
(3)工件端面必须车平.不允许出现小凸头;尾座校正,以保证中心钻和轴线同
中心孔及螺纹加工
中⼼孔及螺纹加⼯XXX制造集团有限公司钻中⼼孔、钻孔及车螺纹的说明⽂件编号:受控状态:分发号:编制:⽇期:审核:⽇期:批准:⽇期2012 年04 ⽉06 ⽇发布2011 年04 ⽉06⽇实施XXX制造集团有限公司发布编制说明⼀、为了保证产品质量,根据公司实际需要,技术部对本公司的⾃制件、外购件和外协件的尺⼨,形状公差作如下规定:⼆、本⽂件由XXX制造集团有限公司技术部根据国家标准,结合我单位产品情况,对钻中⼼孔、钻孔及车螺纹汇总、整理。
三、除内部使⽤需要外(包括认证审核需要),未经允许任何⼈不能以任何形式提供给他⼈。
报送:技术质量经理、质量保证、技术负责⼈;发送:技术部、质检部、⽣产部、各⽣产车间钻中⼼孔钻孔及普通螺纹的加⼯说明⼀、钻中⼼孔说明:在⼯件安装中,⼀夹⼀顶或两顶都要先预制中⼼孔,在钻孔时为了保证同轴度也往往要先钻中⼼孔来决定中⼼位置。
在车床上钻孔加⼯也是⽐较常见的⼯艺,如齿轮、轴套、带轮、盘盖类等零件的孔,都必须要先进⾏钻孔加⼯。
钻中⼼孔和钻孔是车⼯必须要⾸先掌握的基本技能。
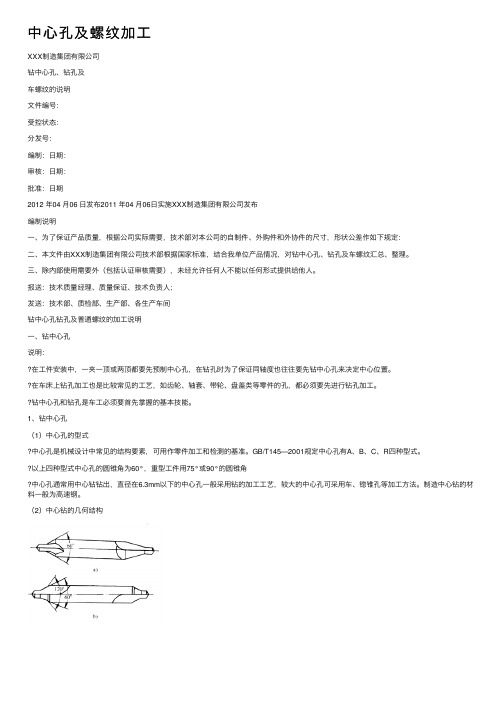
1、钻中⼼孔(1)中⼼孔的型式中⼼孔是机械设计中常见的结构要素,可⽤作零件加⼯和检测的基准。
GB/T145—2001规定中⼼孔有A、B、C、R四种型式。
以上四种型式中⼼孔的圆锥⾓为60°,重型⼯件⽤75°或90°的圆锥⾓中⼼孔通常⽤中⼼钻钻出,直径在6.3mm以下的中⼼孔⼀般采⽤钻的加⼯⼯艺,较⼤的中⼼孔可采⽤车、锪锥孔等加⼯⽅法。
制造中⼼钻的材料⼀般为⾼速钢。
(2)中⼼钻的⼏何结构(3)中⼼孔的作⽤与结构(4)中⼼孔的标注意义中⼼孔表⽰法(摘⾃GB/T4459.5 —— 1999 )A 型是普通中⼼孔,⽤于精度要求⼀般的⼯件。
B 型是带护锥的中⼼孔,精度要求较⾼并需多次使⽤中⼼孔的⼯件,⼀般都采⽤B 型中⼼孔C 型是带螺纹的中⼼孔,需要把其他零件轴向固定在轴上时采⽤。
R 型中⼼孔是将A 型中⼼孔的圆锥母线改为圆弧线,以减少中⼼孔与顶尖的接触⾯积,减少摩擦⼒,和顶针的接触形式为线接触,提⾼了重复定位的精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c型中心孔标准
C型中心孔标准是制造业中常用的机械零部件标准之一。
它是指具
有特定尺寸和几何形状的中心孔,用于定位和固定工件。
在本文中,
我们将详细介绍C型中心孔标准的定义、特点、应用以及相关要求。
一、定义
C型中心孔标准是根据国家或国际规范制定的一种机械零部件标准。
它包括中心孔的直径、深度、角度以及其它几何形状的规定。
C型中
心孔标准的制定旨在保证工件定位和固定的准确性,同时方便零部件
的互换和替换。
二、特点
1. 直径要求:C型中心孔的直径通常按照国家或行业标准确定,以
确保工件与设备的匹配性和兼容性。
2. 深度要求:中心孔的深度根据工件的具体要求确定,以保证工件
能够牢固地固定在设备上。
3. 角度要求:C型中心孔的角度通常为90度或其他工件所需的具体角度,保证工件的精确定位和固定。
4. 其它要求:C型中心孔还可能包括其他几何形状的要求,如倒角、圆角等,以适应工件的特殊要求。
三、应用
C型中心孔广泛应用于制造业中的各种设备和机械零部件。
它们通
常作为旋转轴、定位销、连接件等工件的定位和固定部件。
C型中心
孔标准的应用不仅方便了设备的生产和维护,还提高了生产效率和质量。
四、相关要求
C型中心孔标准的制定需要满足一些相关要求,以确保其准确性和
可靠性。
这些要求可能包括以下几个方面:
1. 标准的制定机构:C型中心孔标准应由国家相关机构或行业标准
化组织制定,确保其权威性和可依赖性。
2. 标准的修订和更新:C型中心孔标准需要依据技术进步和实践经
验进行定期修订和更新,以适应不同行业的需求变化。
3. 标准的宣传和推广:C型中心孔标准应通过各种途径宣传和推广,提高行业对标准的认识和应用程度。
4. 标准的培训和指导:相关机构应组织培训和提供指导材料,以便
企业和个人更好地理解和应用C型中心孔标准。
综上所述,C型中心孔标准是制造业中重要的零部件标准之一。
它
定义了中心孔的尺寸、几何形状和其他技术要求,为工件的定位和固
定提供了准确性和可靠性。
通过广泛应用C型中心孔标准,可以提高
制造业的生产效率和产品质量,促进行业的发展和创新。