选择性焊接技术
美宇航局支持的焊接技术
20 年 第 1 07 期
是利用标准 的加工流程 。源/ ( 漏 离子 )注入和退火后,源儡 被腐蚀 2 - 10m深 ( 以是 5 2n  ̄ 可 各 向同性的,也可以是垂直方 向的) ,然后选择性地沉积掺 BS e i 将被腐蚀的部分填满 。 G 将 镍硅化后,沉积 5n 或 10m压缩接触腐蚀阻挡层。本研究成果令人感兴趣之处还在于: 0m 0n 所获得 的应力综合效应 比所获得的迁移率增强更有意义。 本研究采用了某些新工艺,但设备是现有的。例如 ,各 向同性腐蚀可使源牖 在隔离层 下扩展 。在外延沉积 的任何时候,都可单独进行选择外延 。 衬底必须是无损伤 的,否则,外 延时会使缺 陷延伸到外延层中。同时还采用 了新的清洗技术 ( 尚未考虑将其用于批量生产 ) , 它可使对 S 的损伤减至最小。 i ( 邓志杰 摘译 )
可 用 于调 谐 电子装 置 。 发现 的超 应变 现 象 可用 于调 节碳 纳米 管 的 电子特性 ,将 其 应用 于微 电子学 。 ( 杨英 惠 摘译)
涂膜 工艺可使有害气体排放 降低 9 % 8
美 国 S ln oi t公司最 近 开 发 出一项 新 的涂膜 工 艺 ,与传统 技 术相 比可 减少 9 %的气 体排 a 8 放 。排放 减少 9 %是 根据 分 析该工 艺技 术 与传 统汽 车涂 漆相 比得 出的 。此外 ,该 工艺 不 需处 8
维普资讯
20 年 第 1 07 期
期 用 于 吊装件 或其 他 结构 的焊接 。 D W 工 艺 可缩 短工 期 和 降低 成 本 ,并用 于运 动 的 、 止 的或 传输 流体 的空心 件 的焊接 。 R 静 通 过 对接 表面 的加 热和 变 形 ,该技 术 可产生 固态接 口将 金属 焊 接到 一起 。
选择焊-实现通孔器件焊接的零缺陷
选择焊---实现通孔器件焊接的零缺陷现代焊接技术的发展历程中,经历了两次历史性的变革。
第一次是从通孔焊接技术向表面贴装焊接技术的转变,第二次便是我们正在经历的从有铅焊接向无铅焊接的转变。
虽然目前表面贴装技术已成为电子产品组装技术的主流,但是由于以下一些原因,通孔焊接技术在电装行业仍占有一席之地:1.一些连接器、传感器、变压器和屏蔽罩等通孔元件的使用仍是难以避免的;2.由于成本原因,不少企业在元器件的选择上仍会考虑通孔器件;3.在某些可靠性要求非常高的行业,例如国防军工,汽车电子和高端通讯传输,为了追求焊点在极限条件下的可靠性,通孔器件仍是最佳选择。
(表面贴装的焊接是在一个面上完成,而通孔器件的焊料则包裹了整个引脚,力学可靠性更佳。
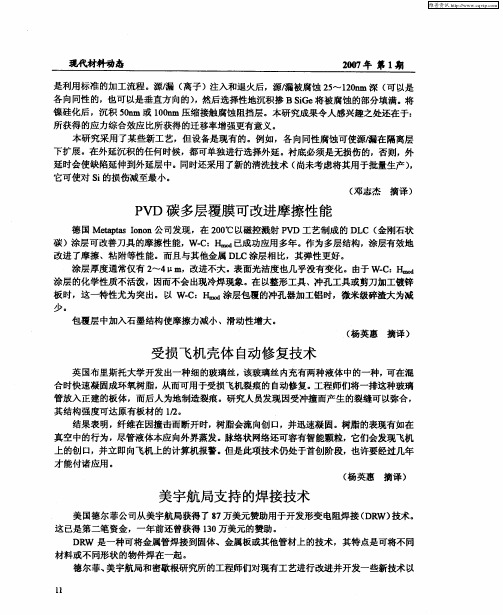
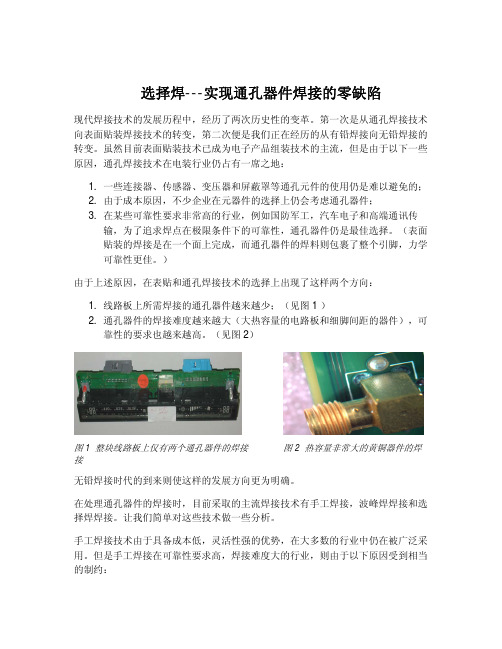
)由于上述原因,在表贴和通孔焊接技术的选择上出现了这样两个方向:1.线路板上所需焊接的通孔器件越来越少;(见图1 )2.通孔器件的焊接难度越来越大(大热容量的电路板和细脚间距的器件),可靠性的要求也越来越高。
(见图2)图1 整块线路板上仅有两个通孔器件的焊接图2热容量非常大的黄铜器件的焊接无铅焊接时代的到来则使这样的发展方向更为明确。
在处理通孔器件的焊接时,目前采取的主流焊接技术有手工焊接,波峰焊焊接和选择焊焊接。
让我们简单对这些技术做一些分析。
手工焊接技术由于具备成本低,灵活性强的优势,在大多数的行业中仍在被广泛采用。
但是手工焊接在可靠性要求高,焊接难度大的行业,则由于以下原因受到相当的制约:1.烙铁头的温度难以精确控制。
烙铁头温度过低容易造成焊接温度低于工艺窗口的下限而形成冷焊,虚焊。
同时由于烙铁的热回复性毕竟有限,也非常容易导致金属化通孔内透锡不良。
烙铁头温度过高则容易使焊接温度高于工艺窗口上限而形成过厚的金属间化合物层,从而导致焊点强度下降,同时还有可能造成焊盘剥落而使线路板报废。
2.焊点质量的好坏往往受到焊接操作者的技能,心情和情绪的影响而变得较难控制。
3.中国的劳动力成本迅速上升,劳动力相较机器设备的成本优势正在逐渐丧失。
选择焊介绍
wave solder選擇焊介紹!2008年02月21日选择性焊接通常用于线路板完成大部分装配后再补充焊接一些穿孔插装元器件,它在某些方面和手工焊类似,都是在线路板组装完成后针对个别元器件的焊接工作,但是与手工焊相比,由于其所有工艺参数都能得到控制而且重复性高,因此焊点的质量要好很多。
本文将主要介绍选择性焊接的原理及应用准则。
选择性焊接既可以在线路板装配完其它元器件以后进行,也可以在此之前,不过一般情况下都是在其它元器件组装以后完成,这是因为大多数需要采用选择性焊接的元器件都无法承受表面安装器件在回焊炉里进行大批量焊接时所经受的高温。
选择性焊接的最大优点在于它的适用性比较强,能够很好地焊接各种元器件、引脚以及处于不同位置的焊点,例如它可以焊接线路板底面的表面安装器件,也可以翻转线路板在板子的两面进行焊接,不论是大面积针栅阵列(PGA)封装还是带有较大散热器的元器件,它都能轻松焊接。
由于选择性焊接是一种由机器控制的工艺,所以和受个人技术影响的手工焊不同,它的重复性较好,可以得到非常一致的焊接效果。
焊接时需要将焊接双方如引脚与焊盘、焊盘与焊盘或者其它形式的组合连结在一起,要想使焊料浸润这些焊接的地方,其表面需保持清洁,而且应提高双方接触表面的温度,使其超过焊料的熔点,这样焊料才能浸润整个焊接面。
毛细现象在大多数焊接过程中都起着重要的作用,它在选择性焊接中也很关键。
简单的选择性焊接设备利用锡槽和一种泵压结构,使融熔焊料向上喷出,通过特殊的喷嘴形成一定的流量和形状,喷出的焊料再接触到线路板的底部和要进行焊接的元器件。
复杂选择性焊接设备则是一种全自动化系统,每台设备装有许多微小的喷嘴,可一次同时完成多个元件或线路板的焊接,并且可以和全自动生产线整合在一起。
热传导与毛细作用选择性焊接的巧妙之处在于它能够将微量焊料送到线路板下面而浸润某一个引脚,实现理想的热传导过程,热量可通过导热体很快传播,如这里的通孔和引脚。
选择性焊接经典图锦

选择性焊接经典图片集锦选择性焊接是一种新型的焊接技术,与传统波峰焊的群焊方式不同,选择焊是点焊,丰富了焊接手段,目前这种技术应用还比较少,配发图片,让大家了解下,支持就跟贴回一下,你们的支持是我发帖的最大动力!选择焊工艺流程:1、预热;2、喷涂助焊剂;3、选择焊德国SEHO公司MWM3250选择性焊接外观图图片:助焊剂喷涂由X/Y机械手携带PCB通过助焊剂喷嘴上方,助焊剂喷涂到PCB待焊位置上图片:图片:在选择性焊接工艺中的预热主要目的不是减少热应力,而是为了去除溶剂预干燥助焊剂,在进入焊锡波前,使得焊剂有正确的粘度。
图片:机械手夹持PCB在单个小焊嘴焊锡波上完成焊接图片:选择性焊单焊嘴特写镜头,看到流动的焊锡波了没有? 图片:选择性焊助焊剂喷嘴特写镜头图片:选择性波峰焊是点焊方式(针对局部焊点),波峰焊是群焊方式,但焊接面上有高密度贴片元件或者细间距元件时,传统波峰焊无法处理,这时候选择焊的优势就体现出来了.与波峰焊相比,选择焊的速度慢了点,但它的可靠性等足以弥补它的缺陷,而且丰富了焊接手段得到了大量应用。
为保证单点式焊嘴波峰高度的稳定,单点式焊嘴应该是这样的说起离线型选择性焊锡机器,大家看看这一台的占地地方,不好意思图好象太大了顺便也给大家看看INLINE机器的占地情况。
大家注意,这是全世界最紧凑的选择性焊锡机器选择性焊锡机器的助焊剂的喷涂也该是选择性可编程的。
这是全世界最好的助焊剂喷嘴,是超声雾化的,当然价格也贵。
市场上也有多种其他的,价格便宜很多,性能也自然差了一些。
如果您买机器的话最好确认一下是不是超声雾化。
我知道国内一著名厂家用的不是超声雾化的,不知是否被骗了,反正至今助焊剂的喷涂一直有问题。
选择性焊锡机器比起波峰焊机器来说,效率肯定是要低一些。
但如果用下面的这种专门焊嘴,现在的最快速度也已经可以达到15秒的CYCLE时间,其实都可以媲美波峰焊机器了。
当然这只适合于大批量生产。
想再深入探讨的朋友可以同我联系。
表面组装板的其他焊接方法
() 入T 7扦 HC / HD; T
的焊接 是 行 之有 效 的 。从 目前 应 用情 况 来 看使 用 最 多的 选 择焊 接 方式依 次 是焊 料波 峰式 、激 光 式及 热风 式等 。
32 1焊 料 波 峰 选 择 性 焊 接 技 术 ..
为最 常见 。 点 选 择 性 焊 接 顾 名 思 义 就 是 对 复 杂 混 合 安 装 组 件 的
P 上 的所 有 通孔 焊 点 ,进 行 逐 点定 位 实施 焊 接 。 它与人 CB 工烙 铁逐 点 焊 接 的操 作 模式 有 惊人 的相似 性 ,不 同的 是前 者 是 靠人 工 选 择焊 接 ,而后 者 的全 部 过程 都 是 由机 器 自动
32选择 焊 接 的工 艺形 式 .
前 面 讨 论 的P HR T 的焊 接 方式 ,其 优 点 是能 在 同一 时 间 内可 完成 多点 焊 点 的焊 接 ,故 生产 效 率 较 高。 然 而温 度 敏 感 元 器 件 限 制 了P HR 普及 应 用 ,而 且 引脚 长 度 、 尺 T 的 寸 及焊 点 的 大小 在 插放 元 器 件 时会 导致 焊 膏 量或 多 或少 的 损 失 ,根 本 无 法 精 确 掌 握 而 成 为 一 个 不 确 定 的 参 数 。 因
此 ,选 择 性 焊 接 技 术 便 应 运 而 生 。
() CB 面 的表面 贴装 焊盘 上 印刷焊 膏 ; 1 在P 一
() 置 S 2放 MC/ MD; S
() CB 过再 流焊 接炉 ; 3P 通
() CB 转 ; 4P 翻
在 再流 焊 接之 后 采用 选择 焊 接技 术 完成 剩余 通 孔焊 点 () CB 面贴 装和 在 穿孔焊 盘 上 印刷 焊 膏 ; 5 在P 表
EN729-2焊接质量要求
CEN
欧洲标准化委员会 中央秘书处:布鲁塞尔 B-1050,鲁尔德大街 36 号 © 1994. 版权归所有 CEN 成员所有 参考号 EN 729-2: 1994E
第2页 EN 729-2:1994
目录 页 前言 ···················································································································· 2 1 范围 ················································································································· 3 2 标准的参考 ······································································································· 4 3 定义 ················································································································· 5 4 合同和设计审核································································································ 5 5 转包协议 ·········································································································· 6 6 焊接操作者 ······································································································· 7 7 检验,检测和检查人员 ····················································································· 7 8 设备 ················································································································· 8 9 焊接工作 ·········································································································· 9 10 焊接耗材 ········································································································ 10 11 母材的存储 ····································································································· 11 12 焊后热处理 ····································································································· 11 13 焊接工艺的相关检查和检测 ············································································ 11 14 不确定和修正措施 ·························································································· 13 15 校准 ··············································································································· 13 16 识别和可追源性······························································································ 13 17 质量记录 ········································································································ 14
选择性波峰焊无铅焊接缺陷

吹气孔
• 印刷电路板在焊接过程中喷出气体.气体有多种来源,如被吸收的水分,电镀层中
的有机物,或层压材料中的挥发成分
• 预防措施 • 增加铜孔壁厚度 • 预烘干 • 缩短干燥与焊接的时间
黑焊盘
• 黑焊盘现在是指镍金镀层的焊盘上呈黑色或灰色,从而导致可焊性差或焊接强
焊层上形成网或条状. 在喷嘴几乎接触到板 的边缘部位容易被污 染,该区域的助焊剂活 性也降低.
• 预防措施: • 喷嘴外围需要额外的
助焊剂,能保持焊接中 的焊锡和喷嘴的清洁.
针状晶体
• 无铅焊料中高锡成分
加快了对钢铁部件的 腐蚀,熔化的锡对铁的 浸析形成金属化合物 FeSn2,FeSn2 晶体的高 熔点(508℃ )使得其成 为固态,可能会造成焊 接缺陷或对可靠性的 负面影响
部分层。
预防措施:检查无铅焊接的湿度敏感等级
元件再熔化
•
超过
波峰焊接时的温度
锡膏熔点使已经焊接的
SMD元件再熔化,在
波峰焊或选择性波峰焊
时,过长的接触时间甚
至可能导致超过元件镀
层的熔点。
• 预防措施:避免铅或铋的污染,更低的焊接温度,
检查板面布局
无铅焊接缺陷
与电路板相关
银浸析
元件或板的镀银层溶解于熔化 的无铅焊料中,流动的无铅焊料 对镀银层的作用尤其严重.焊盘 可焊性差是由于不的镀银工艺造 成的.即使焊盘镀银完全溶解,焊 接面仍应与焊料有良好的润湿.
和冷却,焊盘翘离的根 本原因是使用的热膨 胀系数不匹配.
• 预防措施: • 避免低熔点合金化合
物,优化材料的选择,保 持低焊接温度.
填孔不足
• 焊锡没有延金属过孔
选择性焊接技术及其应用
步的手段是无氧焊接—— 采用焊点周围局部充氮气 ,
但产 量 却相 当于 传统 波 峰 焊设 备 。设 备造 价相 对机 器 手 式也 较 低 。
并最 大 限度 地减 少维 护 工 作 。 机器 手 夹 板方式 有 三 种 :直接 夹 板 、真 空 吸板 、托
根据 P B 的尺寸 ,可以进行单板或多板并行馈送 , C
以在回流焊接之后采用选择焊接 。这将成为经济而有效
地完成剩余插装件焊接的方法,而且对于将来的无铅焊 完全兼容。目前使用最多的是微波峰和激光选择焊 ,热 气流选择焊次之。
助焊剂具有单嘴喷雾式 、 微孔喷射式、同步式多点/
图形 喷雾 多种 选 件 。 回流焊 工 序 后的微 波 峰 选焊 ,最重 要 的 是焊 剂 准 确 喷涂 ,微孔 喷 射式 绝 对 不 会 弄污 焊 点之
手 的运 动 半 径 可役 盖 助焊 剂 、 预热 、和 锡炉 ,因而 ,同
一
台设备可完成不同的焊接 l艺 。机器特有的同步制程 L
是有些元件的 S MD形式远 比相应的插装形式贵得多。
相 当一 段 时 间 内,业 界都 接 受手 工焊 接剩 余 的 少量 插 装件 。但 由于 日益增 长 的竞 争 压 力 ,迫使 制 造商 们 不 断 改进 产 品质量 、缩 短上 市 时 间 ,并 且 努力 减 少工 艺 中
世界产品与
20 2. o 3
维普资讯
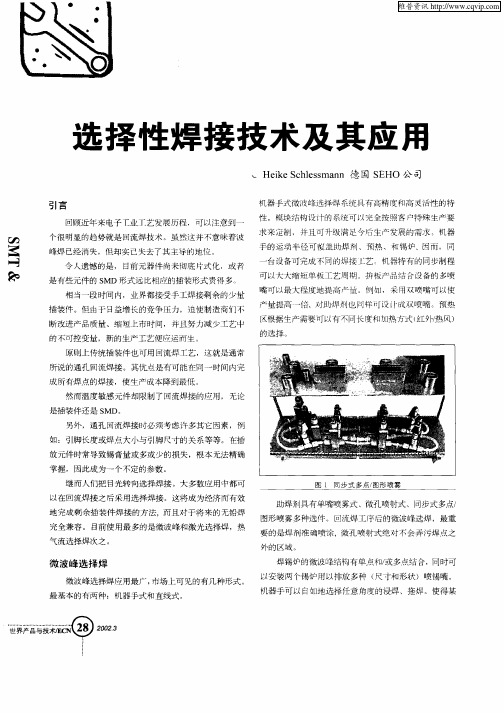
图 2 带机 器 手的 微波 风 选择 焊 系统 装有 两个 锡 炉 , 于浸 焊 和拖 焊 用
图 4 直线 式微 波 峰选 择焊 系统 ( 助焊 剂 区)
Байду номын сангаас
些很难接近的部位实现完美的焊接 。实现完美焊接更进 P B待焊点是一对一设计的, C 虽然灵活 }不及机器手式, 生
电路板焊接工艺流程

线路板,电路板,PCB板,pcb焊接技术近年来电子工业工艺发展历程,可以注意到一个很明显的趋势就是回流焊技术。
原则上传统插装件也可用回流焊工艺,这就是通常所说的通孔回流焊接。
其优点是有可能在同一时间内完成所有的焊点,使生产成本降到最低。
然而温度敏感元件却限制了回流焊接的应用,无论是插装件还是SMD。
继而人们把目光转向选择焊接。
大多数应用中都可以在回流焊接之后采用选择焊接。
这将成为经济而有效地完成剩余插装件的焊接方法,而且与将来的无铅焊接完全兼容.工艺技术原理BGA焊接采用的回流焊的原理。
这里介绍一下锡球在焊接过程中的回流机理。
当锡球至于一个加热的环境中,锡球回流分为三个阶段:电路板焊接预热首先,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒5° C),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
助焊剂(膏)活跃,化学清洗行动开始,水溶性助焊剂(膏)和免洗型助焊剂(膏)都会发生同样的清洗行动,只不过温度稍微不同。
将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。
好的冶金学上的锡焊点要求“清洁”的表面。
当温度继续上升,焊锡颗粒首先单独熔化,并开始液化和表面吸锡的“灯草”过程。
这样在所有可能的表面上覆盖,并开始形成锡焊点.电路板焊接回流这个阶段最为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil(1 mil = 千分之一英寸),则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
电路板焊接冷却冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快否则会引起元件内部的温度应力。
电路板焊接温区划分对于BGA的焊接,我们是采用BGA Rework Station(BGA返修工作站)进行焊接的。
不同厂商生产的BGA返修工作站采用的工艺原理略有不同,但大致是相同的。
选择性波峰焊
南京信息职业技术学院毕业设计论文作者XXX学号XXXXXXXX系部机电学院专业XXXXXXXXXXXXXXXXX题目Versaflow50/60选择性波峰焊在无铅生产中的应用指导教师XXX评阅教师完成时间:2012年X月X日毕业设计(论文)中文摘要题目:Versaflow 50/60 选择性波峰焊在无铅焊接中的应用摘要:虽然目前国内虽然只有少量几家厂商配备了选择性波峰焊设备。
但是随着波峰焊技术的成熟和国内EMS厂商生产产品档次的提高,波峰焊设备还是很有前景的。
目前来看,由于技术及制程的不完善,选择性波峰焊的缺陷还是不少的。
本文以ERSA公司的Versaflow50/60型号的选择性波峰焊机为例从设备和工艺两方面介绍和分析选择焊。
设备方面描述了机器的主要构成,工艺方面介绍了选择焊的制程,最后还就几种选择性波峰焊焊接时最容易出现的几种缺陷进行分析,提出解决方法。
关键词:选择性波峰焊工艺缺陷毕业设计(论文)外文摘要Title: Selective wave Versaflow50/60 using in Lead-free solderingAbstract: The company Germany named ERSA has made the first selective wave machine, from now although only a few company have equipped with selective wave machine. But with the growth of selective soldering technical andthe development of the product most EMS company made, there will be a good development of selective wave. For now, because of the technical and process is not so prefect, many failures of solder joints have shown up. In this article we will use Versaflow50/60 as an example to introduce this machine from equipment and process. In the aspect of equipment, the parts of the machine are being described and how to make an program of a PCBs is introduced in the aspect of process. At last some analysis of common failure is displayed and the solutions were made also.keywords: selective wave process failure目录1绪论2选择性波峰焊设备分析及焊材质量控制2.1 助焊剂喷涂区2.2 预热区2.3 焊接区2.4 焊锡质量控制3选择性波峰焊相关工艺参数及制程3.1 炉温、传动速度等工艺参数设置3.2 助焊剂喷涂模块制程3.3 焊接模块制程4 选择性波峰焊常见缺陷分析及解决方法1 绪论在现代电子焊接技术的发展历程中,经历了两次历史性的变革:第一次是从通孔焊接技术向表面贴装焊接技术的转变;第二次便是我们正在经历的从有铅焊接技术向无铅焊接技术的转变。
SEHO将在NEPCONChina2013上推出具有工艺控制功能的选择性焊接系统
刻 的印象 。展位布局清晰 ,可让来 宾方便地进行3 6 0 度全
方 位观赏 。此 外 ,还将在 该展位驻派g u r o p l a c e r 上 海分 公司的优秀专家 。 I i — F e e d 供料车可容纳多达3 3 个单独 的元件通道 ,可
于维护且整体 非常超 值 。先进 的丝 网印刷机体现 了其对 高性能和可靠 性的承诺 ,并融合 了作为标准设备处理 高 技术基板所 需的所有功能。此系统 旨在满足S M T 大量生产 的严格要求 ,同时兼顾 了高度混合 的快速产 品安装和切 换 环境 下 所 需 的灵 活 性 。S P 7 O O a v i 配 备 自动 点胶 装置
在运行 过程 中,高精度激光测 量系统将在焊接之前确 定
P C B 与之前定义的点之 间的实际距 离。这些值和参考点的
成为业 内最灵活的供料车 。i i - F e e d 供料器可 以放置在供
料车 的任何位置 且无需停 止生产 ,由于 E u r o p l a c e r 的旋 转式贴装 头设计 ,随机定位对产 能没有任何影 响,从而
可 以提供 5 1 x 3 8 m m 的视 场和高达2 0 m 的像素分 辨率 。此
外 ,系统 的配套 软件 还提供一个综合器件库 ,以确保编 程过程简单快捷 。
( A D u ) 后即升级为S P 7 1 O a v i 。双注射器 自动点胶装置 ( A D u )
此次 还将 展 出g u r o p l a c e r  ̄ 片 机系 列 中的 i i n e o 平
台。该平 台对E u r o p l a c e r  ̄片机范 围进 行 了很多方面 的
焊接技术实习报告总结(必备4篇)
焊接技术实习报告总结第1篇实习内容包括、车、钳、铣、刨、磨、铸、锻、焊机械加工实训和金属热处理工艺。
并为学生学习工程材料、机械原理、机械设计、机械制造技术基础等有关后续课程,建立必要的实践基础。
这也是每一个学习机械的学生必备的基础技能。
焊接实习是高等学校工科学校学生开始接受工程实践训练的重要教学环节。
并为学生学习工程材料及机械制造工艺基础等有关后续课程,建立必要的实践基础。
在这一学期的焊接实习中,我学到了很多的东西。
不仅仅是金属材料才加工的这一个专业技能,还有很多如果的处理是以后实习工作中所可能遇到的问题,以及一个对于工作的体验。
一个学期的焊接实习落下了大幕,总的来说这次实习活动是一次有趣且必将影响我今后的学习工作的重要的经验。
我想在将来的岁月里恐怕不会再有这样的机会,在短短的时间内那么完整的体验到当今工业界普遍所应用的方法;也恐怕难有这样的幸运去体验身边的每一样东西到底是如何制造出来的了。
“焊接实习”是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。
它不仅可以让我们获得了机械制造的基础知识,了解了机械制造的一般操作,提高了自己的操作技能和动手能力,而且加强了理论联系实际的锻炼,提高了工程实践能力,培养了工程素质。
这是一次我们学习,锻炼的好机会!通过这次虽短而充实的实习我懂得了很多……安全第一。
在工业生产中,安全要摆在第一位,是至关重要的!这是每个老师给我们的第一忠告。
在工业安全科目中,我们便被安排轮流去看一个实习安全方面的录像。
录像里详尽的播放了许多工种的实习要求和安全处理,像电焊气焊,热处理等。
看着那么复杂生于操作的机器还有许多因不按要求操作机器而发生的事故,我们都吓了一跳。
真是不看不知道,一看吓一跳!一个无意的动作或是一个小小的疏忽,都可能导致机械事故甚至人身安全事故。
在未发生安全事故前,许多人对安全教育不重视,认为太烦琐,太枯燥。
选择性波峰焊技术选型
摘要选择性波峰焊技术不是一项新工艺,它已经在汽车和 医疗产品行业通孔元件的应用上有30年的历史了。
如 今,越来越多的制造业正努力使SMD技术微型化以便 降低PCB板的复杂性及平衡电路板元件密度,从而保 证良好的组装工艺。
说到这里,有人要问,为什么选 择性波峰焊技术一直沿用至今?难道是因为元件可靠 性,独特性和复杂性才不得不用此技术么?先记住这 个疑问,下一个问题就讨论哪种平台最适合此产品。
本文介绍选择性波峰焊技术的评估过程。
本文将低成 本平台和高成本平台分别归为平台A和平台B。
通过对 比分析和模拟,本文目的是放大两种平台的本质差异。
两种平台建立的原理相同,但不同的性能会对生产率 有所影响。
了解选择性波峰焊技术非常重要,能够在 生产过程中,避免质量成本的花费及产量缺陷。
研究表明,在焊接工艺中,零件和其功能会影响焊接 的可焊性。
本文将对助焊剂喷涂,预热,锡槽和喷嘴 材料间分析进行实际模拟操作,做出评估。
另外,每 种平台的投资成本也将考虑在内。
本文旨在为选择焊接平台提供信息,同时也可为有相 同工艺和应用需求的制造商提供参考。
关键词:选择性焊接,混合技术,平台,制造,指南简介选择性波峰焊技术不是一项新工艺,自1980年以来, 在有限规模的生产中,已经使用此技术进行通孔元件 的应用。
客户总是要求在不损害产品质量的情况下降低产品价 格,因此,对制造商来说,为特定的产品选择合适的 平台是一个不小的挑战。
根据我们的经验,需要考虑 三个主要的因素:产量,周期时间和质量。
最好是有一个良好的周期时间,但是许多因素会影响 这个周期时间,比如传送带设计,参数设置和焊接焊 点的数量。
最后也相当重要的是质量方面的影响。
有几个方面影 响着产品质量,如材料,设计,工艺参数,处理方式 和设备本身引起的错误。
实验材料I. 助焊剂,Alpha Metal SLS65II. 焊锡条,通过无铅认证的SAC 305III.PCB板,280×200mm×1.6mm+/-0.2mm包括焊 料标签,4层铜,2层墨IV. PCB夹具(金属)焊接概念本文将工艺平台概念分为如下几类:ConceptProcess 1Process 2 Process 3 Process 4Platform A Platform B 50 dots/sec 60 dots/sec 4.0 – 6.0 mm3.0 – 8.0mm平台A 平台B 装载装载助焊助焊焊接+预热预热焊接图1 机器基本概念图1 列出了两种平台在选择性焊接过程中简单的工艺 流程。
焊接技术的发展
焊接技术的发展在现代电子焊接技术的发展历程中,经历了两次历史性的变革:第一次是从通孔焊接技术向表面贴装焊接技术的转变;第二次便是我们正在经历的从有铅焊接技术向无铅焊接技术的转变。
焊接技术的演变直接带来了两个结果:一是线路板上所需焊接的通孔元器件越来越少;二是通孔元器件(尤其是大热容量或细间距元器件)的焊接难度越来越大,特别是对无铅和高可靠性要求的产品。
再来看看全球电子组装行业目前所面临的新挑战:全球竞争迫使生产厂商必须在更短时间里将产品推向市场,以满足客户不断变化的要求;产品需求的季节性变化,要求灵活的生产制造理念;全球竞争迫使生产厂商在提升品质的前提下降低运行成本;无铅生产已是大势所趋。
上述挑战都自然地反映在生产方式和设备的选择上,这也是为什么选择性波峰焊(以下简称选择焊)在近年来比其他焊接方式发展得都要快的主要原因;当然,无铅时代的到来也是推动其发展的另一个重要因素。
通孔元器件的焊接主要采用手工焊、波峰焊和选择焊等几种焊接技术,它们的特点各不相同,下面我们进行一下简单的介绍:手工焊接手工焊接由于具有历史悠久、成本低、灵活性高等优势,至今仍被广泛采用。
但是,在可靠性要求高、焊接难度大的一些应用中,由于下述原因受到相当的制约:1、烙铁头的温度难以精确控制,这是一个最根本的问题。
如果烙铁头温度过低,容易造成焊接温度低于工艺窗口的下限而形成冷焊或虚焊;同时,由于烙铁的热回复性毕竟有限,非常容易导致金属化通孔内透锡不良。
烙铁头温度过高,容易使焊接温度高于工艺窗口上限而形成过厚的金属间化合物层,从而导致焊点变脆、强度下降,并可能导致焊盘脱落使线路板报废;2、焊点质量的好坏往往受到操作者的知识、技能和情绪的影响,很难进行控制;3、劳动力较机器设备的成本优势正在逐渐丧失。
虽然有上述的局限性但在实际的生产过程中由于种种的原因,手工焊接还是必不可少的。
波峰焊普通波峰焊的焊接方式:熔化的焊料(铅锡合金),经电动泵形成单波(λ波)或双波(扰流波和λ波),插件在预热之后,整个插件板经过单波(λ波)或双波(扰流波和λ波),以达到焊接目的。
焊接论文范文3000字
求一份关于焊接的毕业报告3000字左右摘要:本文介绍了选择性焊接的概念、特点、分类和使用工艺要点。
选择性焊接是现代组装技术的新概念,它的出现促进了SMT(表面贴装技术)的发展,并为PCB设计者提供了新的工艺选择。
可以确信选择性焊接将会被更多地应用于电子组装上,成为一种具有竞争力的焊接技术。
关键词:选择性焊接;印刷线路板;波峰焊Keywords:Selective Soldering;PCB;Wave Soldering1引言原则上传统插装件也可用回流焊工艺,这就是通常所说的通孔回流焊接。
其优点是有可能在同一时间内完成所有的焊点,使生产成本降到最低。
然而温度敏感元件却限制了回流焊接的应用,无论是插装件还是SMD。
另外,通孔回流焊接时必须考虑许多其它因素,例如:引脚长度或焊点大小与引脚尺寸的关系等等。
在插放元件时常导致锡膏量或多或少的损失,根本无法精确掌握,因此成为一个不定的参数。
继而人们把目光转向选择焊接。
大多数应用中都可以在回流焊接之后采用选择焊接。
这将成为经济而有效地完成剩余插装件的焊接方法,而且对于将来的无铅焊接完全兼容。
图1为典型选择性焊接设备的外观。
图1德国SEHO公司MWM3250选择性焊接外观要写一篇焊接的论文应该从那几个方面写,最好给一篇范文焊接毕业论文基于PROE焊接滚轮架的三维设计摘要本设计为焊接滚轮架,适用于筒形工件的装配利焊接,该机械有主动滚轮架和从动滚轮架两部分组成,两滚轮架之间的距离可以根据工件重量和长度来进行凋节,滚轮可根据:工件的重量利直径自行调整。
整机原理为电动机作为动力源,经四级齿轮减速器传动到主动滚轮上,通过滚轮与工件之间的摩擦力带动焊件旋转,从而实现焊接的变位要求,因其成本低,使用方便、灵活,对工件的适应性强,是中小型企业必备的机械。
本课题主要用Pro/E进行三维设计,Pro/E 是目前国内外三维设计使用最为广泛的CADPCAM应用软件。
其中,Pro/E具有强大的曲面和实体参数化造型功能,在实体的三维设计方面有一定优势.本次设计的焊接滚轮架,是主动滚轮架利从动滚轮架的组合。
ERSA选择性波峰焊LAYOUT规范
Seite 18
零件布局建议 VERSAFLOW 3
焊接面的零件高度及喷嘴与边缘的距离需求
传输系统(滚轮)
X Y
不适用于 ECOSELECT 2 + ECOCELL
*
焊接面零件的最大高度X为30mm*
焊接喷嘴以外的零件高度是受距离的限制的,请参考第20页的尺寸描述 从滚轮边缘到喷嘴中心的最小距离取决于所选择的喷嘴外直径 Y = 喷嘴外直径/2 + 1 mm * 如有更高的零件请咨询ERSA
Seite 15
焊接过程对零件布局的要求 VERSAFLOW 3 / ECOSELECT 2 / ECOCELL 单排或多排焊点到印制电路板边的最小距离
B 焊点 焊接区域 非焊接限制区域
非焊接限制区域与印制电路板边缘的最小距离B 为4 mm 最小的限制区域请参考第14~15页的描述 焊点可不在焊接区域的中心位置,但以中心为 最佳。
Seite 22
载具/夹具设计要求 VERSAFLOW 3 / ECOSELECT 2 / ECOCELL
当使用载具或夹具的时候,需要确保轨道传输平面A与印制电路板底面B处于同一高度 。如有其它特殊情况时也要以这个要求为原则,与其基本保持一致。
传输平面 A = 印制电路板底面B 加工精度 +/- 0,05 mm
载具/夹具
© by ERSA GmbH • VF_LAYOUT_DT_V401_200dpi.ppt • AT/jfr.01.2011
© by ERSA GmbH • VF_LAYOUT_DT_V401_200dpi.ppt • AT/jfr.01.2011
Seite 3
轨道传输系统对产品的要求 VERSAFLOW 3 传输系统截面图
选择焊介绍

选择焊又称选择焊接,是应用于PCB插件通孔焊接领域的设备,因不同的焊接优势,在近年的PCB通孔焊接领域中,逐步成为了流行趋势,应用范围广泛,如:军工电子、航天轮船电子、汽车电子、数码相机、打印机等高焊接要求且工艺复杂的多层PCB通孔焊接中。
选择性波峰焊分为离线式选择性波峰焊和在线式选择性波峰焊两种。
离线式选择性波峰焊是指与生产线脱机的方式,组焊剂喷涂机和选择性焊接机为分体式1+1,其中预热模组跟随焊接部,人工传输,人机结合,设备占用空间较小。
而在线式选择性波峰焊是在线式系统可以实时接收生产线数据全自动对接,组焊剂模组预热,模组焊接,模组一体式结构。
特点是全自动链条传输,设备占用空间较大,适合自动化要求较高的生产模式。
选择性焊接工艺流程包括助焊剂喷涂、PCB预热、浸焊和拖焊。
其中,助焊剂涂布工序起着重要的作用。
在焊接前必须预先涂敷助焊剂,与波峰焊相比,其助焊剂仅涂覆在PCB下部的待焊接部位,而不是整个PCB。
此外,选择性焊接仅适用于插装元件的焊接。
选择性焊接的优点有:
1.适用于插装元件的焊接。
2.仅需预先涂敷助焊剂在待焊接部位,而不是整个PCB。
3.可适用于高焊接要求且工艺复杂的多层PCB通孔焊接。
4.在近年的PCB通孔焊接领域中逐步成为流行趋势。
选择性波峰焊接工艺优化及焊点评价
4# 100
15
110 40 90 30 255 3
5# 100
15
130 40 90 30 255 3
6# 100
15
90 40 70 30 265 3
7# 100
15
100 40 80 30 265 3
8# 100
15
110 40 80 30 265 3
9# 100
15
120 40 80 30 265 3
CHINA SCIENCE AND TECHNOLOGY INFORMATION Nov.2018·中国科技信息 2018 年第 21 期
行业曲线
link
appraisement
industry
钱忠良 1 成 平 2 李先军 2
1. 中国电子科技集团第三十二研究所;2. 上海无线电设备研究所
31 万~ 60 万◎
选择性波峰焊接技术与波峰焊相比,印制板仅有特定 部分与焊锡波接触,焊接时不影响相邻区域,适用于混装 印制板的焊接;相比手工焊接技术,针对多层印制板及接 地焊点等特殊情况,通过焊接工艺调整可获得 100% 的通 孔焊接填充率,且焊接效率及焊点质量一致性明显优于手 工焊接。
选择性波峰焊接工艺技术研究 试验方案制定
DOI:10.3969/j.issn.1001- 8972.2018.21.023
可实现度
可替代度
影响力
真实价
高密度、多样性混装印制板在军工电子产品中的使用,选择性波峰 焊接技术可弥补现有波峰焊接及手工焊接技术存在的不足。对选择性波 峰焊接的工艺参数进行优化试验,分析焊接工艺参数对焊点形貌及焊点 微观组织的影响,试验结果表明,焊接温度 265℃条件下,焊点形貌最 佳,焊点形成良好的冶金结合。大面积接地焊点焊接试验结果表明,选 择性波峰焊接技术可获得 100% 的焊点填充率,显著优于手工焊接。
ERSA多喷嘴选择性焊接培训资料

ERSA VERSAFLOW 3选择性波峰焊培训资料焊接类型介绍浸焊波峰焊选择焊选择焊工作原理系统Versaflow 3 的焊接流程一般包括以下几个步骤:进板→选择位置喷助焊剂→停下预热→选择位置焊接→出板 整个系统是一个闭环的处理系統。
Infeed Outfeed 闭环处理控制 工作过程 设备功能设备操作设备保养设备维护喷雾系统◎喷雾模块的工作原理:基板在喷雾区定位以后,喷头在程序的控制下开始工作。
助焊剂的喷雾是靠压缩气的压力將其由喷嘴射出,并每间隔一段時间后,机器自动对喷头位置的准确性进行检测。
助焊剂喷嘴 助焊剂压力罐工作过程 设备功能 设备操作设备保养设备维护喷雾系统◎助焊剂检测控制: 自动感测助焊剂喷头喷雾的位置。
◎喷雾头的结构:工作原理----喷头在不工作时,內部的电磁阀会处于关闭的状,这时液体被堵住;开始工作以后,电磁阀得到打开的脉冲号下,电磁阀打开,在气压的作用下,助焊剂由喷嘴射出,因为喷嘴的孔径在: 100μm ~ 130μm之间,助焊剂在高压之下经由喷嘴后形成雾状。
工作过程设备功能设备操作设备保养设备维护喷雾系统◎喷雾量的测试:下图是在PCB 上贴张热敏纸,编写点喷测试程序,执行喷雾动作后,将会在紙上留下如下的图案,显示出每小滴的痕跡。
工作过程 设备功能 设备操作设备保养设备维护预热系统预热区工作原理: 基板在助焊剂喷雾区被喷过助焊剂后,將到达预热区加热使助焊剂活化。
热源是IR 加热管,同时,客戶可以根据需要加裝顶部热风回流加热模块。
在底部加热模块的上方和里边各裝一个温度感应器,对基板加热时间的温度进行监测及超温保护.底部红外线加热模块 顶部热风回流加热模块 工作过程设备功能 设备操作 设备保养 设备维护焊接系统◎single nozzle 锡炉焊接区:基板由预热区进入焊接区后,机器对基板进行定位便开始焊接。
在焊接完几块基板或间隔一定的时间后,机器自动对焊锡波的高度进行测试并根据测試結果自动调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子工业,包括元器件领域的迅速发展,逐步使电子产品提高功能和小型化成为可能。
例如移动电子产品,全球化的竞争促使这类产品的制造商们通过缩短其产品的市场反应时间来应对客户对产品不断增长的期望和新要求,从而激化了挑战。
但是全球化竞争也使企业承受了巨大的降低成本的压力。
面对不断提高的质量要求,生产成本和资金消耗的降低是个永恒的课题。
似乎这还不够,不断出台的全球环境保护的法律规范也在给电子产品制造商设置障碍。
对于消费类产品,另一个问题是产品需求的季节性波动,只能通过灵活多变的生产来解决。
摆在企业面前的这些严格的要求自然反映在生产设备上,这也正好说明了为什么在过去几年中,选择性焊接技术会在电子生产领域比其它工艺发展得更迅速。
由于无铅焊接技术的要求,新的生产工艺问题在不断出现。
例如,无铅焊接工艺需要更高的焊接温度;无铅焊料冷凝得更快;金属,如铜在无铅合金焊料中要比在锡铅焊料中溶解得快。
这些更严苛的条件意味着,生产中需要合适的焊接设备来有效、可靠地应对无铅焊接所带来的腐蚀性。
合易科技系列一贯坚持其特性必须符合无铅选择性焊接工作艺的要求,并向用户提供了针对各种类型选择性焊接应用的多种产品选择范围。
质量方面从根本上说,质量问题已促使选择性焊接成为一个不可缺少的工艺。
生产工艺和参数在应用中是必需的,一致性也是一个方面,人工焊接因而落伍了,因为一个好的工艺在人工焊接中很难完全重复,完全依赖于操作者的主观能力。
焊接结果还受到烙铁头磨损的影响。
还有一个重要因素是烙铁头上的高温。
遗憾的是对人工焊接工艺的研究显示,许多操作者根本没有意识到烙铁头温度和接触时间会影响到基材和焊点的形成。
焊台也经常被设置在最高温度,因为这样焊接会很“快”,众所周知,“时间就是金钱”。
而这可能会导致低质量高成本的生产工艺,以及不良的工艺重复性。
如果遇到敏感的器件和PCB板,这样会极其危险。
而且从视觉上来说,人们在看一个成品时,很难区分人工焊接的焊点和返修过的焊点之间的区别。
在要求高质量和高可靠性的组装电路板领域中,如汽车行业的安全装置的组装电路板,使用人工焊接工具的焊接是不允许的。
事实上,在这些应用中人工焊接被视为影响质量的风险。
与波峰焊相比,选择性焊接工艺也具有更多的优势。
1. 由于可以对逐个焊点或器件进行精确的参数设定,焊接缺陷几乎不存在了。
2.精确设置过的助焊剂喷涂,只施用于焊盘和插脚上,可以确保PCB板的高洁净度,无须另外清洁。
另外,在用波峰焊焊接双面PCB板时,锡槽中升高的焊料温度经常会使顶部器件重复熔化。
在与焊锡波接触中发生的PCB板弯曲会导致多点SMD器件在冷却过程中的机械应力。
这对BGA器件很重要,因为这个应力是无法通过视觉检查、ICT或功能测试识别的。
这样,产品在使用中发生故障显然是由不良焊接造成的。
3.选择性焊接则只将热传导到需要焊接的焊盘和插脚处,这样就极大地消除了电路板弯曲造成的缺陷。
这些特性在使用无铅焊料和水溶性助焊剂时也尤为重要。
由于无铅焊接需要相对高的温度,多重焊接过程给器件和基材带来更大损害,会超出允许的范围。
这都是由于无铅焊料更高的熔解温度和许多器件的熔解温度和许多器件的耐热温度限制引起的。
这样就会缩小熔点(217-227)和工作温度(260-280)之间的温差,从而显著地缩小工艺窗口。
选择性焊接工艺中出色的喷嘴设计可使焊接参数对应确定的焊点,而无须让整个组装件承受不必要的热应力。
这样可以基本上消除损坏表面贴装器件的风险。
鉴于其工作方式,选择性焊接在相对低的温度下可以减少铜的溶解。
锡槽中铜的溶解性所导致的扩散在无铅焊料中要远高于锡铅合金焊料,扩散率取决于焊接温度、接触时间和波峰和动态性。
测试明确显示了具有高效的预热系统的选择性焊接设备可以在相对低的焊接温度下工作。
有了选择性焊接工艺,可以在提高通孔填充时减少铜的溶解。
经济效益选择性焊接工艺得以快速传播的原因除了上述的质量优点以外,还归功于它的经济效益。
以前一直用波峰焊来焊接THT(通孔技术)器件的公司现在也开始改用选择性焊接,这主要是由于资产成本和技术利益之间的差异推动的。
组装电路板中通常是99%的SMD器件和少数的异形器件,如连接器、变压器、继电器、电解电容器等,这些器件的组装都是由SMT以外的设备和加工系统协同全套波峰焊生产线来补充完成的。
高能量、更多的厂房要求以及大量的助焊剂、焊料和氮气的消耗,使波峰焊工艺过程很不经济。
在不得不使用复杂的阻焊掩模板来保护PCB焊接面上的器件避免接触到助焊剂和焊料时,这一矛盾就更为突出。
相对于传统的波峰焊,选择性焊接的电力、焊料、助焊剂和氮气消耗降低了很多。
在一个具体的个案研究中,通过生产一块通讯电路板,对比从前使用的波峰焊工艺生产,来计算选择性焊接节约的成本。
装配总共需要焊接26个有引线器件,220个焊点。
结果是,选择性焊接大大降低了能量和耗材的消耗:助焊剂消耗-97%锡渣-95%能量需求-51%氮气消耗-92%这些是选择焊接技术具有代表性的数据,可以证明能节省大量成本。
波峰焊的这个成本还不包括用来做选择焊接的阻焊掩模板。
这些阻焊掩模板是不可缺少的,由于它们阻碍组装电路板的均匀预热,增加了组装电路板上的污染和助焊剂残留,需要更多的人工处理。
此外,其紊乱的焊料流动也导致了焊接缺陷的增加。
运营成本比较选择性焊接系统技术助焊剂系统当今电子产品要达到的严格质量标准表现在所使用的助焊剂上,特别是对于焊接后的残留来说,这些质量要求推动了不同类型“免清洗”助焊剂的发展,焊接后在PCB上留下最少残留。
最基本的减少助焊剂残留的方法是精确控制焊接过程中每个焊点的助焊剂使用量。
过量的使用助焊剂会导致过量残留和污染。
助焊剂残留问题通常必须认真对待,并在产品质量控制中考虑进去,因为在特定的气候条件下它会导致焊接失败。
许多类型助焊剂的一个关键的要素是会长期不断降低电路板的表面阻抗,特别是在较小器件细间距的位置。
合易科技选择性焊接系统可实现助焊剂最小面积的精确应用。
这只有使用合适的喷头来形成微小的点滴直接滴在焊点上来实现。
类似的方法采用工业喷墨技术,代替通常采用的助焊剂雾化方式。
PCB技术的变化为此类系统的推广应用起到了推波助澜的作用。
PCB上用作键盘功能的铜箔触点,不是作为焊接的焊点,在任何情况下,甚至胶带封接面和COD接合表面也不能被焊料或助焊剂残留所污染。
电路板被置于X-Y轴系统的喷头下,其移动顺序被储存在焊接程序中。
有2个喷头可供选择使用,在混合生产线中可以使用2种不同的助焊剂。
如果将选择性焊接、人工焊接和使用阻焊掩模板的波峰焊所焊接的电装板的洁净度做个比较,结果是显而易见的。
如果要获得选择性焊接工艺所达到的洁净度,其他两种工艺的成本将高得多。
组装电路板的加工是在选择性焊接设备的独立模块中静态下进行的,按预定周期时间从一个模块移动到另一个模块。
周期时间取决于最长的工艺时间,通常由焊接过程决定。
由于预热是处于静态下,因此减少了预热段的预热模块数量。
选择性焊接设备因此比传统的波峰焊设备占用更少的厂房面积。
焊接模块对于选择性焊接工艺来说,通常有两种方法,设备既有间波焊接模块,也有多波焊接模块,是根据电路组装板上选择焊点的位置,通过焊接喷嘴的尺寸和数量变化来选用的。
这些焊接喷嘴模板是根据产品特性来设计的,并可以同时焊接选择焊接的所有焊点。
两种设备都有其一定的优点,选择使用哪种设备取决于生产线的生产观念。
多波峰焊接设备的生产周期很短,但是应用不够灵活。
单波峰焊接设备因其易改变的可编程的动作顺序使得应用非常灵活,尽管组装板上的器件一般是按顺序焊接的。
下一部分将介绍单波峰设备的具体要求。
在实践中,由于很多组装电路板的装配密度,我们很少意识到选择焊点周围的间隔面积。
在非常小的面积进行可靠焊接的先决条件是一直持续的焊料波峰高度和焊点上准确的波峰位置。
为了尽可能缩小润湿面积,经常要避免使用单一流向的焊接喷嘴。
因此,合易科技焊接喷嘴都具有润湿表面的圆形尖端。
此润湿表面使焊料可以全向均匀流动。
只有这一技术才能确保在非常小的布线面积上可靠地、一致性地工作,并且有效避免桥连,因为多余的焊料会通过润湿的喷嘴表面从焊点上流出。
焊料缸本身也为了获得最小的焊料面积和储锡量而做了优化。
并由氮气保护而呈惰性使焊料氧化降到最低。
当焊料流出锡缸,氮气就集聚在焊料波上,为焊接工艺形成理想的惰性气体环境。
较小的锡缸表面积可以减少对无铅合金焊料的侵蚀,10公斤左右的小容量将使用户为更换昂贵的无铅焊料锡缸支出的投资更少。
它大大简化了锡缸的维护,将维护费用降至最低。
未来和前景选择性焊接的起源是显而易见的-它可以追溯到十年前混装技术PCB(SMT和TH)发展得很普遍的时候,我们从冶金使学及PCB产和的应力的角度来关注两次PCB整体加热引起的质量问题。
究竟该选择什么呢?最简单和灵活的自然是人工焊接,但这会造成劳动力成本的增加和难以实现的致性。
更好的“工艺控制”方式是波峰阻焊掩模板,但是不够灵活且成本也很高。
选择性焊接技术进入市场,现在已被完全应用于PCB的生产线中。
一致性的焊点质量和最高的产量不再需要牺牲灵活性就能实现了。
随着无铅焊的应用,选择性焊接的地位改变了,更高的焊接温度和更小的工艺窗口引发了更多的工艺风险,为了降低这些风险,今天的PCB 生产需要一个一致性的、可追溯的、自动化的生产工艺。
这个质量趋势最初是由高质量标准的汽车行业驱动的。
100%的一次通过率、六西格玛质量管理和自动或自校正工艺是未来的发展主流。
编程复杂性的设备软件的改进,必须设计得简单易用,降低对操作者的技能依赖!今天,设备技术水平可以媲美于模糊逻辑控制。
明天,我们行业设备的未来必将走向人工智能化。
那么选择性焊接的前景是什么呢?简而言之,所有的选择性焊接应用最终达到100%的一致性和可追溯性是最主要的目标。
每块PCB板上的每个单独的焊接接点的质量都由设备的自动化工艺确保。
全自动选择性焊接设备一定会从现在的生产线设备发展到明天的独立工作单元,最终成为未来的工作平台。
东莞市合易自动化科技有限公司历经多年研发,已推出选择性焊锡设备、在线AOI、选择性喷雾机等智能化设备。