激光干涉仪动态分析软件QuickviewXL
雷尼绍激光干涉仪系统手册-线性测量

激光系统手册线性测量页码,1/32线性测量标题页线性测量步骤线性测量是最普通的激光测量形式。
激光系统通过将轴读数器上显示的位置与激光系统测量的真实位置相比较,测量线性定位精度和重复性。
本节内容将指导您进行机器线性轴定位精度校准的实践练习。
线性测量所需的步骤如下:规格参数 — 给出线性测量精度的全部规格参数。
线性测量设定测量线性位置的典型系统设定如图1所示。
选择设定图上的文字标签,获取有关该系统组件的更多信息。
重要事项 — 请先阅读安全一节,再继续。
调整激光光束,使之与机器运动轴准直。
测量和记录机器的线性误差。
图1—测量位置的典型系统设定执行以下步骤,设定激光系统进行线性测量。
如果您尚未完成以上操作,则安装校准软件。
在三角架上安装XL激光头。
用USB电缆将XL激光头连接到PC机上。
将电缆的一端插到XL激光头尾部的USB插槽中,另一端插到PC 机上。
对XC补偿单元执行相似的操作。
将XC补偿单元的空气传感器放在机器上或其周围的适当位置上。
为安全起见,开始时XL激光头的光闸应转至关闭位置,如下图2所示。
图2 - XL光闸位置- 不发出任何光束连接激光系统的直流电源,然后连接到主电源并开启电源。
激光系统将开始预热循环,这大概需要6分钟。
线性测量的原理图1 - 线性测量的光学设定要对线性测量进行设定,使用随附的两个外加螺丝将其中的一个线性反射镜安装在分光镜上。
这个组合装置称为“线性干涉镜”,它形成激光光束的参考光路。
线性干涉镜放置在XL 激光头和线性反射镜之间的光路上,如图1所示。
分光镜机架上标有两个箭头,指示其方向。
箭头应指向两个反射镜,如上图所示。
图2 — 测量原理警告1.为避免伤害眼睛,请不要直视射出光束。
2.不要让光束直射或者通过光学元件或任何其他反射面反射到您的眼睛或任何其他人的眼睛。
+89束与机器的运动轴准直。
页码,4/32线性测量标题页来自XL激光头的光束进入线性干涉镜,在此光束被分成两束。
雷尼绍XL80激光干涉仪操作手册

镭射干涉仪操作手册手册内容一.RENISHAW 公司简介 1二.镭射干涉仪原理 2(1)波的速度 3(2)干涉量测原理 3(3)镭射干涉仪 4(4)镭射干涉仪一般量测项目 4三.注意事项 5四.镭射干涉仪防止误差及保养 5(1)镭射干涉仪防止误差 5(2)镭射干涉仪保养方法 6五.安全及注意事项 6六.镭射光原理及特性7七.镭射硬件介绍8八.镭射架设流程图15九.定位量测原理及操作16(1)线性定位量测原理16(2)量测方式17十.镭射易发生之人为架设误差20(1)死径误差20(2)余弦误差21(3)阿倍平移误差21 十一.镭射操作之步骤22(1)软件安装之步骤22(2)执行量测软件22(3)定位量测硬件架设之操作23(4)镜组架设前之注意事项24(5)镜组架设之步骤24 十二.定位量测之程序范例29 十三.定位量测之软件操作步骤30 热漂移量测38 快速功能键44 十四.动态软件量测之操作45(1)动态量测硬件之架设45(2)执行量测之软件46(3)位移与时间48(4)速度与时间49(5)加速度与时间50 十五.角度量设之操作52(1)注意事项52(2)镜组架设的种类53(3)镜组架测之步骤54(4)角度量测之软件操作步骤57 十六.RX10旋转轴之量测62(1)说明62(2)硬件配件之介绍62(3)硬件操作之步骤64(4)软件操作之步骤67 十七.直度量测之操作75(1)直度之分类75(2)直度量测之硬件架设75(3)镜组架设之步骤75(4)直度软件之操作步骤80 十八.Z轴直度镜组织架设方法85 十九.垂直度量测之操作89(1)垂直度镜组架设之步骤89(2)软件操作之步骤95 二十.平面度量测之原理与操作101(1)硬设备101(2)操作之原理102(3)镜组架设之步骤102(4)软件操作之步骤110RENISHAW 公司简介RENISHAW为一家英国公司,产品营销全世界,主要产品有三次元量床之测头、测针、BALLBAR循圆测试仪、镭射干涉仪・・・・・・・・等等及产品经NPL(英国国家标准)认证为ISO 9001之合格厂商RENISHAW公司为机器设备制造商提供量测检验系统的仪器,提供各种用于机器精度检定的量测设备进而改善机器的精度RENISHAW XL80 高性能镭射干涉仪是机床、三次元坐标量床及其它定位装置精度校准用的高性能仪器,由于最新电子技术的应用,使其镭射波长非常稳定并保持了低成本高效率的工作流程RENISHAW 产品介绍:镭射干涉仪量测系统循圆测试仪器(BALLBAR)量测系统三次元测头测针系列黏贴式光学尺系列镭射干涉仪量测原理MICHELSON E0 干涉原理两个频率振幅波长相同的镭射光波因相位变化而发生不同程度的干涉a.相长干涉(建设性干涉)b.相消干涉(破坏性干涉)相长干涉相消干涉1.波的速度V=fλ 若f,λ const . 则V const2.干涉量测原理3.镭射干涉仪:一般镭射干涉仪均为氦氖镭射,其镭射光为红色波长0.6329μm长期稳定误差0.05ppm以下(10个波长相差0.5个波)其优点:a.测量范围大b.简化以往光学仪器结构c.测量速度快缺点:易受大气环境影响因波长常会随温度、气压、湿度而变化(因镭射光以空气为传递介质)4.镭射干涉仪一般量测项目:(一)定位精度、距离量测、重复性(二)速度、加速度、动态量测(三)角度量测:a.垂直方向角度(pitch)b.水平方向角度(yaw)(四)真直度量测:a.垂直方向b.水平方向(五)直角度量测(六)平面度量测(七)平行度量测(八)旋转角度量测注意事项:(1)三脚架置于待测物适当位置,地基稳固不可摇晃及避免人员和机器碰触的地方(2)三脚架之水平气泡调至中央位置固定(3)信号线之插头,红点表示向上,各线接头缺口部份确实吻合方可插入(4)各电源线、信号线连接或拔除时,各仪器需均在OFF状态,否则会对仪器造成伤害(5)给予稳定独立电源,确实不漏电环境中使用(6)短距离量测(50mm内)亦产生余弦误差,先校直度再作定位(6)对焦时避免反射回来的镭射光打在镭射光射出口处(7)镭射先热机稳定后,再做镭射量测(8)操作中确认XC80(环境补偿系统)是监控中,每7秒各侦测一项,以42秒为一次循环(9)镭射干涉仪设备存放地点尽量保持干燥镭射干涉仪防止误差及保养1﹒镭射干涉仪防止误差(1)量测周围环境应尽量避免太阳光直接照射或突然流动的风产生扰流现象(2)装设干涉镜及反射镜在被测机台上时,必须牢固,否则机台移动会造成不可预期的量测误差(3)环境侦测感应器与材料温度感应器是否作动,必须于量测前确实检查,以免造成不必要的误差(4)要获得最佳精度并减少误差,建议遵守下列规定:a﹒在校验环境条件中执行量测b﹒激光束需作确实校直c﹒需注意量测时的周围条件d﹒牢固地装设镜组(3)在量测执行中不可因其它因素而中断,量测必须一次完成检验,若发生量测中断情形,必须重新执行检验2﹒镭射干涉仪保养方法(1)使用时应防止碰撞及震动(2)工作完毕应循操作方法反顺序逐一拆卸并且擦拭干净置回仪器盒内(3)金属平台在使用完后应擦拭干净(4)干涉镜及反射镜片应使用光学镜片专用擦拭纸做圆形回转擦拭(注意严禁使用酒精或具有挥化性及腐蚀性之清洁液擦拭,请干擦,因镜面有镀一层蓝色薄墨,而激光束是靠此薄墨产生折射与反射,如果使用具有挥化性或腐蚀性之清洁液会将此薄墨破坏,如果镜面没有薄墨折射率既减弱而影响光强,且无法再镀上此薄墨,请注意小心使用)(5)应小心搬运尤其对镜片类应有适当防护与防震,暂不用时以干净东西覆盖安全注意事项1.镭射光属二级镭射,建议勿长时间直视镭射光2.镭射预热时可将镭射光闸暂时关闭,镜组对焦时再予以打开3.对焦时尽量避免反射之镭射光打在镭射头的镭射发射出口处,以免镭射造成不良影响4.架设镜组前,先将机器欲测轴全行程来回移动,观察机器移动空间并决定镜组架设位置,当镜组架设至机台后,使用手动慢速移动机器确定移动空间无其它干涉物后,机器才可改为自动移动5.架设或操作镭射干涉仪时,闲杂人等避免靠近,以免拌到电源线或传输线6.确认电压伏特是否正确,并且所使用的电力来源尽量能够独立,并加稳压器.镭射光原理及特性1.光的相关原理光为一种无质量的微粒子(牛顿)光为一种电磁波(马克士威尔)光具有粒子与波动的性质2.光的特性方向性直线性波动性3.波的基本物理量频率f、周期T、振幅A、波长λ、其中波长是长度单位4.何谓镭射光对某种元素施予能量,使其原来稳定的基态(低能阶)变为不稳定的激态(高能阶),元素会由激态(高能阶)释放出能量后变回原来的基态(低能阶) 再释放能量的过程中会产生一种光,我们谓之镭射光5.镭射光之特性A.高单频性:光的频率即是色,高纯频率即是高单色,一般可见光包含红、澄、黄、绿、蓝、靛、紫、频率纯度较低B.高方向性:镭射光配合聚光镜的发散角度非常小,而一般光线其扩散角度都非常大C.高亮度性:其光线亮度比一般光线亮度大数倍(视镭射而定)硬件介绍XL80 镭射头XC80 环境补偿系统8XC80 环境补偿系统插槽示意图夹持器组线性定位量测镜组角度量测镜组Z轴直度量测镜组及附件垂直度量测镜平坦度量测镜组旋转轴量测系统镭射头微调平台重负荷三脚架镭射架设联机流程图1﹒镭射架设及量测流程表15定位量测原理及操作1﹒线性定位量测原理:(一)架设方式:干涉镜不动,移动反射镜反射镜不动,移动干涉镜(二)何谓线性定位精度:CNC机器执行时,程序之坐标点未必是机器的坐标点,程序坐标点为理想值,机器坐标点为实际值,两者之间差为机器的定位精度(三)线性定位误差原因:误差原因可能是导程误差、控制器误差、机器几何误差及震动等原因(四)线性定位量测的目的:量测出机台可能因零件和组装所造成的误差,可利用机器参数补偿或重新组装改进机器加工机精度,确保机器加工的质量(五)镭射干涉仪定位量测发生误差的原因:a﹒空气、温度、湿度、气压等影响b﹒待测物之热膨胀系数c﹒电子误差d﹒死径误差(图一)e﹒阿倍(ABBE)误差(图二)f﹒余弦(COS)误差(图三)g﹒震动误差h﹒镜组热膨胀飘移镭射干涉仪量测数据是以数值方式显示,并没有一般量测时有人为读值判定所产生的误差162﹒量测方式a﹒线性(linear)方式---单向---2次b﹒线性(linear)方式---双向---2次17C﹒朝圣(pilgrim)方式---单向---2次d﹒朝圣(pilgrim)方式---双向---2次18e﹒钟摆(pendulum)方式---单向---2次f﹒钟摆(pendulum)方式---单向---2次镭射架设易发生之误差1﹒死径误差(如图一所示)˙死径误差是一种与使用XC80 自动补偿的线性量测过程中的环境因子变化有关的误差。
photonview软件使用说明书
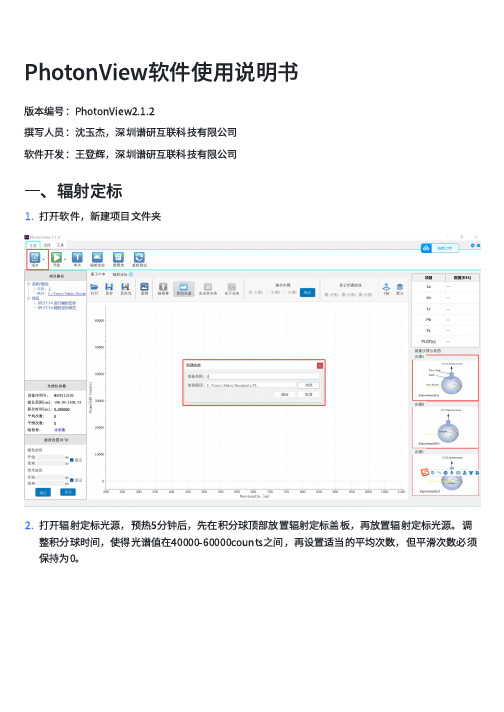
PhotonView软件使⽤说明书版本编号:PhotonView2.1.2撰写⼈员:沈⽟杰,深圳谱研互联科技有限公司软件开发:王登辉,深圳谱研互联科技有限公司⼀、辐射定标1.打开软件,新建项⽬⽂件夹2.打开辐射定标光源,预热5分钟后,先在积分球顶部放置辐射定标盖板,再放置辐射定标光源。
调整积分球时间,使得光谱值在40000-60000counts之间,再设置适当的平均次数,但平滑次数必须保持为0。
3.把辐射定标光源的Shutter开关拨动到中间,内部挡⽚挡住光源,此时光谱曲线⼏乎为0,。
点击“暗背景”按钮,存储暗背景,此时按钮变成“扣暗光谱”字样。
4.把辐射定标光源的Shutter开关拨动到OPEN⼀侧,再次打开光源,再依次点击“保存S0”、“计算”、“保存”等按钮,完成辐射定标,此时波段设置组件激活。
点击“数据表”,可以查看到辐射定标相关数据。
5.辐射定标完成后,关闭并取下光源,取出辐射定标盖板。
对应功率为μw,⾮紫外光,短时间观察对眼睛⽆伤害。
激光器使⽤前,最好预热5分钟,使得光谱值更稳定。
三、PLQY测量特别注意:由于激光器波⻓尖峰很窄,平滑次数会⼤⼤降低激光器尖峰,严重影响测量精度,在进⾏PLQY测量时光谱仪平滑次数只能为0。
PLQY测量分为三个步骤,分别命名为A、B、C,对应得到La、Lb、Pb、Lc、Pc共计5个变量数据,根据公式计算得出PLQY。
1.设置激光器强度在测试开始前,盖住顶部样品⼝,调节激光器强度,使得激光器光谱强度值在50000-60000counts之间。
积分时间、平均次数和平滑次数,通常保持和辐射定标⼀致,也可以按需调整。
2.存储暗背景关闭激光器,点击“暗背景”,存储当前暗背景,此时光谱曲线可在原始光谱、光功率分布和光⼦分布三个模式下任意切换。
该步骤⼀定需要操作,否则⽆法激光操作步骤。
下⾯对三个步骤分别进⾏光谱数据测量。
3.步骤A。
打开激光器,观察到激光器光谱,在操作步骤位置的步骤A选项下,点击“确定”按钮,右侧显⽰出La数值。
雷尼绍xl30激光干涉仪仪器清单
雷尼绍xl30激光干涉仪仪器清单摘要:1.雷尼绍xl30 激光干涉仪的概述2.雷尼绍xl30 激光干涉仪的测量性能3.雷尼绍xl30 激光干涉仪的优点4.雷尼绍xl30 激光干涉仪的应用领域5.结论正文:一、雷尼绍xl30 激光干涉仪的概述雷尼绍xl30 激光干涉仪是一种高精度的测量仪器,它利用激光干涉技术来测量物体的线性尺寸和角度。
该仪器具有高精度、高稳定性和快速测量等特点,广泛应用于工业生产、科学研究、航空航天等领域。
二、雷尼绍xl30 激光干涉仪的测量性能雷尼绍xl30 激光干涉仪具有以下测量性能:1.高精度:该仪器的测量精度可以达到0.5ppm,即0.0005%,可以满足高精度测量的需求。
2.高稳定性:该仪器具有稳定的激光源和准确的环境补偿,可以在各种环境下进行高精度测量。
3.快速测量:该仪器的最高测量速度可以达到4m/s,最高数据记录速率可以达到50kHz,可以满足高速测量的需求。
4.高分辨率:该仪器的线性分辨率可以达到1 纳米,可以进行高精度的测量。
三、雷尼绍xl30 激光干涉仪的优点雷尼绍xl30 激光干涉仪具有以下优点:1.体积小:该仪器的体积小,重量轻,便于携带和使用。
2.测量范围广:该仪器可以测量各种线性尺寸和角度,适用于各种测量需求。
3.操作简单:该仪器的操作简单,不需要特殊的技能和培训,可以快速上手。
4.维护方便:该仪器的维护方便,使用寿命长,可以降低维护成本。
四、雷尼绍xl30 激光干涉仪的应用领域雷尼绍xl30 激光干涉仪广泛应用于以下领域:1.工业生产:该仪器可以用于测量零件的尺寸和形状,确保产品质量和生产效率。
2.科学研究:该仪器可以用于测量实验样品的尺寸和形状,提高实验数据的准确性。
3.航空航天:该仪器可以用于测量航空航天器的尺寸和形状,确保飞行安全和性能。
激光干涉仪技术参数

用途及技术特点:用于数控设备、测量仪器等产品的直线轴线性定位精度、俯仰扭摆小角度精度、直线度的检测与验收。
★激光干涉仪系统所有测量功能均采用激光波长作为测量基准,具有溯源性。
不采用四象限传感器等测量角度或直线度方法。
★仪器扩展性、兼容性和互换性:可以进行多轴机床的误差补偿及回转轴精度标定,可与其他数字指示器设备配合使用, 实现设备几何精度的检测。
★双轴测量软件:可在一台计算机上连接并控制二台相同型号的激光系统,提供了同步采集两平行轴数据的能力。
★动态测量功能:可以进行机床系统动态测试,利用动态特性测量与评估软件,对导轨的动态特性进行分析,对机器故障源进行诊断。
1、激光头:1.1、★激光头具备80米测量能力;1.2、★激光稳频精度(开机一小时开始拍频):≤±0.01ppm;1.3、★系统预热(进入精密测量)准备时间:≤6分钟;1.4、接口:内置USB连接,无需单独接口;外部电源,90 V AC - 264 V AC1.5、标准配置还具有一个辅助模拟信号输出、触发信号输入;1.6、激光头前部具备光强状态指示灯,以方便激光准直;2、补偿单元和传感器:2.1接口:内置USB通讯端口,无需单独的接口;2.2内部传感器:空气压力、相对湿度;2.3外部传感器:1个空气温度传感器、1个材料温度传感器;2.4传感器参数:3、线性测量参数:4、角度(俯仰与扭摆)测量参数:5、短距直线度测量:6、软件包:6.1 系统手册说明书包含每个测量功能的文字说明和图解设定步骤、校准技巧及分析信息,可安装在计算机上并使用软件的“帮助”按钮直接进入或作为独立的参考文献使用;6.2、★软件包括线性、角度、回转轴、平面度、直线度、垂直度、双轴及动态测量,数控机床测量程序自动生成软件功能;6.3、★双轴测量软件可在一台计算机上连接并控制二台相同型号的激光系统,提供了同步采集两平行轴数据的能力,从双轴上采集的数据同时显示在PC机上并根据要求存储起来,然后分别加以分析;用以同步测量机床的主动轴和从动轴间的同步误差检测。
激光干涉仪:数控机床设备的“守护神”

激光干涉仪:数控机床设备的“守护神”激光干涉仪是利用激光作为载体对工业领域数控机床产品进行精密测量的仪器。
在工业领域,想要数控机床设备能够长时间的保持工艺精度,就必须每隔一段时间使用激光干涉仪对机床的工艺精度进行误差修正。
在数控机床得到极大发展的今天,数控机床设备往往是长时间不间断的工作,这就可能导致设备出现形变,影响工艺精度的情况发生。
当我们在对企业工艺水平提出更高的要求之时,我们也不能忽视对企业加工设备的维护、保养,而激光干涉仪正是为此而生的。
一般激光干涉仪由主机、测量镜组及附件、测量软件、电脑、三脚架以及环境补偿单元组成,由于采用的是迈克尔逊干涉原理,激光干涉仪具备测量范围广、精度高、时间短的优点,因此已广泛应用在工业领域,但同时激光干涉仪对操作环境的要求也相当高,它对空气的湿度、温度、压力,仪器本身的温度以及其本身光学器件的洁净都有着很高的要求,这也正是它能够进行纳米级测量的原因,当然以上这些项目如果有哪一项不符合标准也会极大的影响测量结果的准确性。
激光干涉仪如此重要,企业采购人员在选择激光干涉仪也是比较谨慎的,笔者则总结了一些激光干涉仪选购中的注意事项,希望可以起到一些参考作用。
1、明确自家产品的测量标准,企业机床各方面的测量需求不同,需要的检测精度也不同。
采购人员首先要了解自己企业需求,在根据需求选择相应的激光干涉仪器。
2、仪器的售后及零部件的更换也非常重要,激光干涉仪的保存需要干净清洁的环境,其自带的光学器件更是需要妥善的管理,因此需要厂家提供良好的售后服务以及零部件损坏的及时更换。
激光干涉仪主要应用在工业领域,一直默默的工作在机床设备的检测岗位,虽然不如它的“表兄弟”激光测速仪、激光测距仪那样为人熟知,但也一直是现代企业工业生产中的好帮手,小编在此要说一句:“辛苦了,我的激光干涉仪-数控机床设备的“守护神”。
附:SJ6000激光干涉仪主要技术参数稳频精度:0.05ppm动态采集频率:50 kHz预热时间:约8分钟工作温度范围:(0~40)℃存储温度范围:(-20~70)℃环境湿度:(0~95)%RH测量距离:(0~80)m (无需远距离线性附件)测量精度:0.5ppm (0~40)℃测量分辨力:1nm测量最大速度:4m/s。
Quick Vision ELF Compact CNC 视觉测量系统 QV-E202P1LC 新产

One Number to Serve You Better 1-888-MITUTOYO (1-888-648-8869)
Aurora, Illinois (Corporate Headquarters) Westford, Massachusetts Huntersville, North Carolina Mason, Ohio Plymouth, Michigan City of Industry, California
Illumination Unit
Measuring Accuracy *1 Repeatability of Laser Autofocus *2 Operating Temperature Range Size of Stage Glass Maximum Stage Load Main Unit Dimensions Main Unit Mass (Including Stand)
White LED
White LED
White LED (2+3L/1000)μm *3 (3+5L/1000)μm *3
-
0.4μm
20 ± 1°C
12.24” x 10.59” (311 x 269mm)
33lbs. (15kg)
23.07” x 33.35” x 60.16” (586 x 847 x 1528mm)
s Z stroke is twice that of previous model facilitating tall work piece measurement
s Utilizes long life and low power consumption White LED illumination improving throughput beyond previous system
XL-80激光干涉仪系统 说明书

XL-80激光干涉仪系统机床及坐标测量机按照国际标准验证机床和坐标测量机的精品工具研究及计量供校准和研究实验室使用的可溯源性测量运动系统独特动态性能,实现高速、高分辨率检测Renishaw设计、制造和提供激光干涉仪系统已有二十多年的历史。
其生产的ML10激光干涉仪系统已经成为使用精度及可靠性的标准。
新型XL-80激光干涉仪系统在便携性、系统精度及动态测量性能方面获得显著提高。
其使用更快捷、方便,且保留了纯粹干涉测量系统的优点,该系统结合了成熟的技术及丰富的经验,使得Renishaw激光系统成为全球用户的首选系统。
XL-80保留了Renishaw产品在日常使用中、在紧要之处展现出高精度、可靠性和耐用性等重要优点。
更轻巧的激光测量及校准2X L激光测量系统的性能提升,更广泛地适合各类客户的测量选择。
本系统尺寸及重量显著小于已有系统,便携性更强,使用更方便,以便贵公司领先于同行。
XL-80激光系统X L -80激光系统可以产生极其稳定的激光光束,采用的波长可溯源至国家和国际标准。
激光稳频精度为1年内±0.05 p p m ,1小时内 ±0.02 ppm 。
这种优异的性能是通过动态热控制技术将激光管长度变化控制在纳米范围内而完成的。
在整个环境范围内,即0 - 40 °C (32 - 104 °F )及650 - 1150 mbar ,保证±0.5 ppm 的线性测量精度。
读数以50 kHZ 频率读取,最高线性测量速度可达 4 m/s ,即使在最高速度下线性分辨率仍可达1 nm 。
由于XL 系统的所有测量项目(不仅仅是线性测量)均采用激光干涉原理,您可以充分信赖所有的测量精度。
该新型系统的基础组件是一个轻型激光头 (XL-80) 和一个独立的补偿单元系统 (XC-80)XL80和XC80可经由USB 直接与计算机连接,无需单独的接口。
激光系统的标准配置还具有一个辅助模拟信号输出,正交输出为工厂设定选项。
雷尼绍XL80激光干涉仪操作手册

镭射干涉仪操作手册手册内容一.RENISHAW 公司简介 1二.镭射干涉仪原理 2(1)波的速度 3(2)干涉量测原理 3(3)镭射干涉仪 4(4)镭射干涉仪一般量测项目 4三.注意事项 5四.镭射干涉仪防止误差及保养 5(1)镭射干涉仪防止误差 5(2)镭射干涉仪保养方法 6五.安全及注意事项 6六.镭射光原理及特性7七.镭射硬件介绍8八.镭射架设流程图15九.定位量测原理及操作16(1)线性定位量测原理16(2)量测方式17十.镭射易发生之人为架设误差20(1)死径误差20(2)余弦误差21(3)阿倍平移误差21 十一.镭射操作之步骤22(1)软件安装之步骤22(2)执行量测软件22(3)定位量测硬件架设之操作23(4)镜组架设前之注意事项24(5)镜组架设之步骤24 十二.定位量测之程序范例29 十三.定位量测之软件操作步骤30 热漂移量测38 快速功能键44 十四.动态软件量测之操作45(1)动态量测硬件之架设45(2)执行量测之软件46(3)位移与时间48(4)速度与时间49(5)加速度与时间50 十五.角度量设之操作52(1)注意事项52(2)镜组架设的种类53(3)镜组架测之步骤54(4)角度量测之软件操作步骤57 十六.RX10旋转轴之量测62(1)说明62(2)硬件配件之介绍62(3)硬件操作之步骤64(4)软件操作之步骤67 十七.直度量测之操作75(1)直度之分类75(2)直度量测之硬件架设75(3)镜组架设之步骤75(4)直度软件之操作步骤80 十八.Z轴直度镜组织架设方法85 十九.垂直度量测之操作89(1)垂直度镜组架设之步骤89(2)软件操作之步骤95 二十.平面度量测之原理与操作101(1)硬设备101(2)操作之原理102(3)镜组架设之步骤102(4)软件操作之步骤110。
雷尼绍XL80激光干涉仪操作手册汇总
雷尼绍XL80激光干涉仪操作手册汇总镭射干涉仪原理镭射干涉仪是利用光的干涉原理来进行测量的仪器。
其原理包括波的速度、干涉量测原理和镭射干涉仪的概念。
通过镭射干涉仪进行量测可以得到高精度的数据。
注意事项在使用镭射干涉仪时,需要注意一些事项,以保证测量的准确性。
例如,需要避免震动和光源的干扰。
同时,还需要注意仪器的保养和维护。
镭射干涉仪防止误差及保养为了保证镭射干涉仪的测量准确性,需要注意防止误差的产生。
其中包括死径误差、余弦误差和阿倍平移误差等。
此外,还需要进行仪器的保养和维护,以延长其使用寿命。
安全及注意事项在使用镭射干涉仪时,需要注意安全问题。
例如,需要避免直接观察镭射光线,以免对眼睛造成伤害。
同时,还需要注意仪器的保护,避免损坏。
镭射光原理及特性镭射光具有高度的单色性和相干性,可以用于进行高精度的测量。
镭射光的特性还包括方向性、激光功率密度大等。
镭射硬件介绍镭射干涉仪的硬件包括光学元件、探测器等部分。
其中,镜组是非常重要的部分,需要进行精确的架设。
此外,还需要注意光源的选择和调节。
定位量测原理及操作定位量测原理包括线性定位量测原理和量测方式。
在进行定位量测时,需要注意仪器的硬件架设和软件操作。
其中,线性定位量测原理是常用的一种方法。
镭射易发生之人为架设误差在进行镭射干涉仪的架设时,容易发生人为误差。
其中包括死径误差、余弦误差和阿倍平移误差等。
需要注意这些误差的产生,并进行相应的纠正。
镭射操作之步骤在进行镭射干涉仪的操作时,需要遵循一定的步骤。
包括软件安装、执行量测软件、定位量测硬件架设之操作、镜组架设前之注意事项和镜组架设之步骤等。
定位量测之程序范例定位量测的程序范例可以帮助用户更好地了解仪器的使用方法。
通过程序范例的研究,可以更加熟练地掌握仪器的操作技巧。
定位量测之软件操作步骤在进行定位量测时,软件操作也是非常重要的一部分。
需要注意软件的安装和使用方法,以保证测量的准确性。
热漂移量测热漂移量测是一种常见的测量方法,可以用于测量物体在温度变化下的形变情况。
雷尼绍激光干涉仪产品简介
apply innovationRENISHAW雷尼绍 XL-80 激光测量系统 • Renishaw简介 • 激光的介绍 • 激光干涉仪系统组件 • 雷尼绍激光干涉仪的测试原理 • 测量规格 • 典型案例分析 • 荣誉客户apply innovationRENISHAW简介• 雷尼绍公司在计量学和拉曼光谱仪器领域居世界领先地位。
总 部 (Renishaw plc) 位于英国伦敦西部的格劳斯特郡(Gloucestershire)。
她是一家 跨国公司,在世界各地有14家子公司。
中国大陆的业务由雷尼绍(香港)有限公司 归口负责。
• 30多年来,Renishaw一直是计量、即测量科学领域的创新者,实现了按照国际标准 进行测量。
在计量、运动控制、机器校准、牙科CAD/CAM及光谱学领域,Renishaw以 创新产品提高精度、效率和质量 • 机床测量和校准用的激光干涉仪和球感仪系统;高精度定位反馈编码器系统-servo 代理apply innovation基本概念 – 激光– 激光头输出的光束是正弦波的激光. 激光的波长是633nm 在雷尼绍XL-80激光 测试系统中。
Wavelength– 激光有以下3个重要特性: • 激光的波长是精确已知的可以被应用于高精度测量 • 激光的波长很短可以应用于高分辨率的测量 • 激光的相位是一致的,空间相干性apply innovationXL-80 系统组件XC-80USB - one sensor reading update every 7 secsXL-80LaserXLUSB - 50kHz fringe count data and statusNotebook PCQuickView XLapply innovationXL-80激光头性能指标系统精度(整个工作范围)±0.5ppm (0~40 ℃) 0.05ppm 0.001 um 4.0m/sec 50KHz 0 - 80 metres(在长距光学镜配合下)激光稳频精度 分辨率 最大测量速度 最高采样频率 测量范围 预热时间更短 激光信号强度指示灯~5分钟专利技术ABCDHapply innovationXL-80激光头性能指标• 外接电源• USB接口– Mini-USB 端口 – 标准USB电缆• DIP开关 & 辅助I/O端口– – – – 遥控触发 正交输出 模拟信号输出 长距离接收apply innovationXC-80补偿单元和传感器“智能”化传感器设计 • 通过RS485传送数字信号 • 可更换的传感器电缆 • 更快的刷新频率,每隔7秒 • 更紧凑的电缆接头设计 • 自降温设计空气湿度 空气压力精度: ±1.0 mbar 精度: ±6%空气温度精度: ±0.2 °C材料温度精度: ±0.1 °Capply innovationXC-80补偿单元和传感器• 激光的波长取决于光路中介质的折射率,空气折射率受环境的温度 、空气压力、相对湿度、材料温度等因素影响,所以renishaw开发 了XC-80补偿单元。
Renishaw(雷尼绍)_XL-80激光干涉仪组件

A-9908-0301
QuickView XL software
QuickView™ is a simple to use and intuitive software package to capture, review and save dynamic data at up to 4 m/s and 50 kHz from the Renishaw XL-80 laser system. Ideal for motion system analysis. Minimum PC requirements 512 MB RAM, 1 GHz processor and 100 MB free hard disk space. Windows XP (SP2) and Windows Vista compatible.
Air temp sensor & cable kit
Range 0Байду номын сангаас -40º C, cable length 5 m, magnetic attachment. Sensor not available separately.
A-9908-0878
Material temp sensor & cable kit
For more information please visit /lasercalsupport
Application note
XL system support disk
Specific manual for the XL80 system. Minimum PC requirements 512 MB RAM, 1 GHz processor and 100 MB free hard disk space. Included with all XL and XC kits.
雷尼绍XL-80激光干涉仪信息

在硬件上实现分辨率突破0.1nm; 测量范围可达80米; 测量速度高达240米/分; 动态数据采集率达50KHz;-在超精密的测量和校准方面,激光干涉仪已经扮演多年极重要的角色。但是近年随着自动化位移系统性能大幅提高,面对半导体和传统金属加工业的需求,现有激光系统的性能已无法满足一些客户的要求。Renishaw的新型XL-80激光干涉仪能够满足和超越实际工业规范水平,使得工程师们仍能使用可溯源性激光干涉的独特优势,帮助解决现代化机器设计问题。 -此新系统可以与现有的ML10系统光学镜组完全兼容,使目前全球成千上万的ML10用户能够升级到新系统,并同时保留其在光学镜组、程序和人员培训上的原有投资。-Renishaw的新型XL-80激光装置和XC-80补偿器二者总重仅3公斤多一点(包括连接电缆、电源和传感器),比原来ML10减轻了70%。同时,随着激光头和补偿器尺寸的减小,其他系统组件,例如三脚架和云台也相应地减小以便相配,因此整个系统就减小了许多。-Renishaw已将激光的预热时间缩短至大约仅6分钟。预热速度较同类系统快,因此用户等待时间减少,用于测量工作的时间增加了,这对于机器校准服务商和那些需要在一个地点执行多项测量的用户而言非常重要。-现在XL80具有80米线性测量距离的能力,并采用USB接口与新开发的LaserXL测量软件相匹配;方便易用的DLL软件SDK开发包让用户能够任意开发各种应用软件。-Renishaw公司为XL-80系统提供长达3年的全面保修,并可以提供优惠的价格让用户选购保修时间长达5年。对于使用ML10的老用户和使用其他厂商制造的同类系统的客户,Renishaw公司还提供一些特别优惠政策。因此,您更有理由去联络Renishaw公司在全球各地的分公司和地区经销代理,为您介绍选购XL-80作为升级或作为新系统所带来的好处。技术参数系统精度:±0.5ppm(0~40℃整个工作环境范围)激光稳频精度:±0.05ppm分辨率:0.001um最大测量速度:4.0m/sec最高采样频率:50KHz测量范围:0-80metres预热时间更短:~6分钟主要特点传承于畅销全球的ML10Gold激光干涉仪,诞生于英国计量产品世家的又一惊世杰作,XL80激光干涉仪为业界提供了性能更为先进,应用更为广泛,更加轻巧便携的计量检测利器:检测速度从每小时几个微米到每分钟240米(仍以分辨率0.001um记数);采样频率从静态到每秒50000个数据点(仍以分辨率0.001um记数);测量范围从数纳米的微观尺寸到80米的大尺寸测量;仪器介绍Renishaw的新型XL-80激光干涉仪能够满足和超越实际工业规范水平,提供4 m/s最大的测量速度和50 kHz记录速率。即使在最高的数据记录速率下,系统准确性可达到±0.5ppm(线性模式)和1纳米的分辨率,这些改进意味着工程师仍能使用可溯源性激光干涉的独特优势,帮助解决现代化机器设计问题。 系统精度比原有的对应产品ML10激光系统有所提升,在整个日常温度、气压和湿度不同工作环境下,均可达到±0.5 ppm的精度。环境读数使用XC-80智能传感系统进行读取,每7秒更新一次激光读数补偿值。还有一点很重要,与Renishaw的ML10系统一样,所有测量值均采用稳定化的氦氖激光源的波长为单位,保证能够溯源至国际公认的长度标准。此新系统可以与现有的ML10系统光学镜组完全兼容,使目前全球成千上万的ML10用户能够升级到新系统,并同时保留其在光学镜组、程序和人员培训上的原有投资。 我们还提供已更新的Renishaw软件版本(LaserXL?及QuickViewXL?),能够以用户熟悉的、易于使用的格式提供数据。Laser XL?能够执行循序渐进式的测量,以方便对大多数机床按标准进行检验,QuickViewXL?软件能够在屏幕上实时地显示激光读数。您只要看一眼Renishaw的新型XL-80激光装置和XC-80补偿器,就会注意到它们比原有的ML10和EC10小了许多。现在,二者总重仅3公斤多一点(包括连接电缆、电源和传感器),比原来减轻了70%。当然,随着激光头和补偿器尺寸减小,其他系统组件,例如三脚架和云台也相应地减小以便相配,因此整个系统(除了三脚架)的装运箱减小了许多。现在,最小的“脚轮箱”只有原来箱子的一半大一点点,却可以携带整个线性和角度测量系统,并有放置Renishaw QC10球杆仪组件的位置。这个高度便携的“检查和修正”系统总重不到15公斤,同类产品无以匹敌。为了与系统的其他组件的便携性相匹配,我们设计了新型三脚架和装运箱,仅重6.2公斤。激光头和云台体积很小,能够方便地固定在标准磁性座上,可以在不方便使用三脚架固定的应用条件下使用。XL-80激光测量系统的光束高度和光学镜组尺寸与ML10系统一样,因此也可以直接放在花岗岩工作台(不使用三脚架云台)上,进行坐标测量机的校准。Renishaw已将激光的预热时间缩短至大约仅6分钟。预热速度较同类系统快,因此用户等待时间减少了,用于测量工作的几率增加了,这对于机器校准服务商和那些需要在一个地点执行多项测量的用户而言非常重要。现在,信号增益的开启和关闭是一项标准功能,使其具有80米线性测量距离的能力。若短距离应用时,则可以提高信号强度。配上多信号连接器以提供模拟信号输出以及激光直接到PC USB连接(不需要单独的接口),现在,XL-80激光头的配置包括了过去ML10机型的激光头上原为任选的所有功能。
XL-80型激光干涉仪操作规程

激光干涉仪操作规程1、本规程适用范围适用于专职从事激光干涉仪测量工作的作业指导。
2、作业目的2.1 对仪器设备操作人员的具体操作进行正确的理论指导;2.2 对该仪器设备操作的初学人员的培训提供正确的指导规范;3、作业前的准备3.1 熟悉激光干涉仪的正确操作步骤;3.2 检查激光干涉仪机箱中的各个部件、相关配套装置和所需工具是否齐全;4、作业过程4.1 三脚架安装。
将三脚架从箱中取出,三条支撑腿撑开,中间一节拉出、旋紧,放在被测元素前方平整位置,如地面不平,将地面进行处理。
用钥匙打开仪器箱,从机箱中取出云台自锁螺母旋到三脚架上。
4.2 XL-80激光头的安装、调整。
4.2.1 用右手拇指与其余四指分开,正确抓住XL-80激光头,左手配合将激光头和云台从机箱中取出,左手将云台下方自锁手柄推到松开位置后,置于三脚架的云台自锁螺母上,慢慢转动激光头,使自锁手柄与云台自锁螺母正确结合,锁紧手柄自锁。
要求:激光头射出的光束应与被测元素相对运动方向平行或一致。
4.2.2 释放云台所有旋紧螺钉,使云台各方向行程处于中间位置,锁紧4.2.3 从机箱中拿出微型水平仪,置于激光头中间位置,通过三脚架调节激光头的整体水平。
4.3 预热激光头。
从机箱中取出激光头电源线和一条X L-XC USB电缆组件数据线,将其正确插入相应接口,电源插头插入电源,数据线另一端口插入电脑U SB接口。
打开电源开关,激光头进入预热状态。
将激光头的转到找正光源状态位置。
激光头发射出激光束,但此时的激光束是频闪不稳定状态。
4.4安装补偿单元:4.4.1 从箱中取出强磁力吸盘,将其安装在被测元素固定部位处(安装时注意安全,防止吸盘磁力夹手)。
4.4.2取出材料温度传感器(M)和空气温度传感器(A);4.4.3将材料温度传感器(M)带有传感器一端通过永磁体固定到被测元素的被测材料上,另一端接口通过X C-80补偿器的第二、第三或第四个接口与XC-80补偿器相连接,接口插孔一定要正确对正再慢慢旋入。
激光干涉仪动态分析软件QuickviewXL

QuickViewXL™ 软件实时数据流自由运行、单次触发和多次触发模式以50 kHz的速度连续采集XL80激光数据灵活的显示选项线性、角度和直线度测量选项;距离、速度和加速度显示模式界面友好直观图形化界面,易于使用单个屏幕即可进行设定、查看系统状态及数据观测目录• 简介• 应用• 进给精度/稳定性测试• 角振动测试(轴固定)• 动态扭摆测试• 最小增量进给测试• 过冲/下冲• 机器振动• 线性动态特性(位移、速度及加速度)• 技术参数及硬件要求• 特性简介全新的QuickViewXL™软件界面友好、直观,简单易用。
其主要功能包括实时采集并分析来自Renishaw XL80激光干涉仪的动态数据。
QuickViewXL™软件为用户提供了以下功能:• 以示波器的方式实时显示数据• 50 kHz 的数据采样频率• 支持线性、角度或直线度动态测量• 三种数据采集模式:自由运行、单次触发和多次触发模式• 距离、速度和加速度显示模式• 可供用户选择的滤波功能:0 ms 、1 ms 、 2 ms 、5 ms 、10 ms 、20 ms 、50 ms 和 100 ms 响应时间• 指针刻线测量振幅、时间和频率• 手动比例调节、平移及放大功能,能对选定数据进行详尽的分析 • 自动比例调节选项单独的系统状态面板,使所有关键的激光及环境数据都一目了然。
无需切换界面,数据始终都显示在软件界面上。
利用CSV 文件格式,所采集的数据可方便地导入MathCAD®、Mathmatica 和Excel 等应用程序做进一步分析,也可导入Renishaw 的LaserXL 软件,进行FFT 振动频谱分析。
与全新的X L 80激光干涉仪配合使用,QuickViewXL™能使用户测定机床、坐标测量机及其他运动系统的动态特性。
详细信息,请参阅“技术参数”页。
应用 Renishaw XL80激光测量系统以其固有的高精度(±0.5 ppm )和高分辨率(高达1纳米)的优势,成为机床及坐标测量机(CMM )校准和检定领域毋庸置疑的市场领导者。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QuickViewXL™ 软件实时数据流自由运行、单次触发和多次触发模式以50 kHz的速度连续采集XL80激光数据灵活的显示选项线性、角度和直线度测量选项;距离、速度和加速度显示模式界面友好直观图形化界面,易于使用单个屏幕即可进行设定、查看系统状态及数据观测目录• 简介• 应用• 进给精度/稳定性测试• 角振动测试(轴固定)• 动态扭摆测试• 最小增量进给测试• 过冲/下冲• 机器振动• 线性动态特性(位移、速度及加速度)• 技术参数及硬件要求• 特性简介全新的QuickViewXL™软件界面友好、直观,简单易用。
其主要功能包括实时采集并分析来自Renishaw XL80激光干涉仪的动态数据。
QuickViewXL™软件为用户提供了以下功能:• 以示波器的方式实时显示数据• 50 kHz 的数据采样频率• 支持线性、角度或直线度动态测量• 三种数据采集模式:自由运行、单次触发和多次触发模式• 距离、速度和加速度显示模式• 可供用户选择的滤波功能:0 ms 、1 ms 、 2 ms 、5 ms 、10 ms 、20 ms 、50 ms 和 100 ms 响应时间• 指针刻线测量振幅、时间和频率• 手动比例调节、平移及放大功能,能对选定数据进行详尽的分析 • 自动比例调节选项单独的系统状态面板,使所有关键的激光及环境数据都一目了然。
无需切换界面,数据始终都显示在软件界面上。
利用CSV 文件格式,所采集的数据可方便地导入MathCAD®、Mathmatica 和Excel 等应用程序做进一步分析,也可导入Renishaw 的LaserXL 软件,进行FFT 振动频谱分析。
与全新的X L 80激光干涉仪配合使用,QuickViewXL™能使用户测定机床、坐标测量机及其他运动系统的动态特性。
详细信息,请参阅“技术参数”页。
应用 Renishaw XL80激光测量系统以其固有的高精度(±0.5 ppm )和高分辨率(高达1纳米)的优势,成为机床及坐标测量机(CMM )校准和检定领域毋庸置疑的市场领导者。
目前,数以千计的Renishaw 激光系统正在世界各地的诸多行业和应用领域广泛地使用。
激光测量系统的应用日益普及,不仅广泛用于设备校准,而且还成为机器开发及制造过程中理想的研究和分析工具。
日益严格的质量保证程序、持续发展的高速加工以及对高可靠性和高重复精度的需求,都在促进它的普及。
随着微电子学、半导体、生物医学以及数字影像等领域的技术发展,对于各种机器的定位和动态性能要求有了更高的标准,如PCB 钻孔机、晶片切割机、贴片机及XY 运动平台等。
对于位置精度要求高的机器,了解其动态性能 — 加速度、速度、振动、缓冲时间、共振和阻尼 — 在很多应用中都至关重要。
这些特性将影响到诸如位置精度、重复精度、表面光洁度、产量以及磨损等工作能力。
针对众多领域对机器动态特性检定的需求不断增长,Renishaw 全新推出了QuickViewXL™软件,其分辨率可达到0.02纳米,它很快将会成为公认的重要而有价值的诊断工具。
机床半导体研发作为设计和研发的辅助工具,QuickViewXL™是对动态特性进行分析和测定的理想工具,如共振频率、阻尼系数及相关的结构变形模式等。
它将显著增强Renishaw XL80激光测量系统的性能。
QuickViewXL™以其快速、强大、灵活的分析功能,为您带来以下好处:• 缩短研发过程,加速新产品投放市场• 诊断生产中遇到的问题• 增强您的现场服务能力QuickViewXL™软件包所拥有的强大功能使之成为机床制造商、运动系统制造商、研发及学术机构的理想之选。
图形化界面以及示波器的显示方式,确保了使用上的便利。
多年来,电气工程师一直采用示波器来观察电压或电流随时间而变化的情况。
如今,QuickViewXL™为机械工程师提供了同样的功能,用于显示线性、角度位移、速度或加速度随时间而变化的情况。
与现有的LaserXL及误差补偿软件组合在一起,Renishaw为精密工程领域的校准及测量需求提供了一套完整而有效的软硬件解决方案。
以下几页列举了QuickViewXL™的应用实例。
龙门平板检测平台(照片承蒙Danaher Precision Inc公司惠允)晶片切割机校准(照片承蒙Manufacturing Technology Inc公司 惠允)小型线性光学镜组件测试目的 此测试旨在测定机器在设定进给率下的进给精度及稳定性。
在优化金属切除率及表面光洁度时,精确、稳定的进给速度非常重要。
安装 架设XL80激光系统,配以线性光学镜组。
在数控系统中输入一个让机器进行线性移动的简单程序。
将QuickViewXL™软件设置为采集线性数据。
软件界面垂直方向的显示比例调整到目标速度附近的位置。
对设定速度输入合适的上下极限值,可以在软件界面显示相应的辅助线,或利用光标直接进行设定。
一旦执行机床程序,便开始数据采集。
第一条数据曲线采自设定进给率为166.7 mm/s(10000 mm/min)的机器。
两条红线显示的是高于/低于设定进给率1%时的速度。
在本例中,平移功能被激活,用户选择查看持续200 ms的速度随时间变化轨迹(640 ms -840 ms)。
第二条数据曲线采自设定进给率为16.67 mm/s(1000 mm/min)的机器。
在这条曲线中,滤波功能(10毫秒级)被启用。
在本例中,查看的是0 - 2秒时间段内速度随时间变化的轨迹。
这两条数据曲线均利用自由运行数据采集选项生成,数据采集起始命令由操作员激活。
进给精度/稳定性光学镜组安装速度随时间变化的曲线166.7 mm/s速度随时间变化的曲线16.67 mm/s平面图XL80激光头线性干涉镜测量反射镜测试目的此测试旨在测定轴在静态下的角度运动,如回转轴。
A 、B 回转轴的角度稳定性对于加工工件的表面光洁度和几何精度/轮廓均能产生影响。
安装将角度镜组安装到转台表面,并相应架设XL80激光系统。
无需机器编程,因为测试只是为了测定开机状态下静止轴的角振动。
QuickViewXL™软件设置为角度位移采集模式。
这两条数据曲线显示了轴在静态下的角度振动水平。
两条数据曲线包含的时间段(100 ms )相同,区别只是使用的测量单位不同。
上图中的数据曲线显示的是以µm/mm 为单位的角度振动,而下图中的数据曲线则是以角秒为单位的角度振动。
除了上述两个单位外,还可以用度数来显示角度振动。
这两条数据曲线均利用自由运行数据采集选项生成,数据采集起始命令由操作者激活。
角度振动(轴静止)光学镜组安装角度振动随时间变化的曲线(µm/mm)角度振动随时间变化的曲线 (arc sec)平面图XL80激光头角度干涉镜角度反射镜移动轴扭摆移动测试目的 此测试旨在测定机器在重复正/反向直线移动循环中的动态扭摆误差。
这是对机器导轨/轴承副的扭摆和横向间隙(松动)进行快速检测的理想方法。
安装 架设XL80激光系统,配以线性光学镜组,进行第一次测量,然后再配以角度镜组,进行第二次测量。
在数控系统中输入一个简单的程序,使机器在X或Y方向进行重复的线性位移。
在下述测试中,程序设定机器以3000 mm/min的速度移动100 mm。
QuickViewXL™软件设置为以线性位移模式采集线性数据,进行第一次测量,再以角度位移模式采集角度数据,进行第二次测量。
一旦执行机床程序,便开始数据采集。
第一条数据曲线显示的是机器移动两个循环线性位移,从0 mm移到100 mm的位置,再返回0 mm,然后再重复一遍。
要生成这条线性曲线,需在0.001 mm的位置设定为单次触发模式,软件会在线性位移达到0.001 mm时开始数据采集。
第二条数据曲线显示的是在同样两个循环内以µm/mm为单位的角度位移。
这条曲线显示了机器的扭摆误差为0.025µm/mm(5角秒),但未显示有明显的松动(横向间隙)。
动态扭摆光学镜组安装角度位移随时间变化的曲线线性位移随时间变化的曲线平面图XL80激光头角度干涉镜角度反射镜移动轴扭摆移动测试目的 此测试旨在通过检查机器在一系列微小增量移动中的线性位移特性,并由此来测定机器的动态性能。
目的在于确定机器能够移动的最小增量。
ASMEB5.54标准中定义了类似的测试。
它能够揭示由于导轨过度摩擦引起的爬行运动。
安装 架设XL80激光系统,配以线性光学镜组。
在数控系统中输入一个程序,使得机器能以1微米的增量进行线性位移运动。
左图中的数据曲线显示了两次不同测试的结果。
在第一次测试中(上图和中图的数据曲线),程序设定机器在10秒内进行10次1微米的正向移动。
在第二次测试中(下图中的数据曲线),程序设定机器进行5次1微米的正向移动,然后进行5次1微米的反向移动。
QuickViewXL™软件设置为以位移模式采集线性数据。
软件界面的缩放比例调整到零位和最终位置都可看到的位置。
时间基数调整为能包含预期的测试时间段。
上图的数据曲线显示的是第一次测试结果,清楚显示了“暂停-移动”的移动方式。
在此情形下,在下一个1微米位移出现前,机器将停止移动。
中图的数据数据是第一次测试中前5秒内的详图。
下图的数据曲线显示了第二次测试的结果(正向和反向运动)。
测试中的明显回动表明机器存在过度补偿的反向间隙。
最小增量测试光学镜组安装线性位移随时间变化的曲线,正向和反向运动线性位移随时间变化的曲线(详图)线性位移随时间变化的曲线平面图XL80激光头线性干涉镜测量反射镜测试目的 此测试旨在测定机器在程序中定义的位置上稳定前所显示的过冲或下冲水平。
通过轴驱动系统的伺服调节,将过冲或下冲的影响最小化,它能最大限度地提高轴的点对点工作性能。
同样,搜索和稳定时间在贴片机的应用中也很重要。
此类测试可用于调节伺服控制系统。
安装 架设XL80激光系统,配以线性光学镜组。
在数控系统中输入一个简单的程序,使机器在X或Y方向进行线性移动。
共进行两次测试,一次使用1000 mm/min的进给率,另一次使用27000 mm/min的进给率。
两次测试中机器程序均设定为进行100 mm的线性移动。
QuickViewXL™软件设置为以位移模式采集线性数据。
设定单次触发,在机器行程达到99.9mm时开始数据采集。
缩放比例调整到此触发点附近的位置。
第一次测试(上图的数据曲线)显示了机器在程序定义的位置附近稳定之前200 ms时间段的位移变化情况。
第二次测试(下图的数据曲线)显示了当进给速率增大时在同样的时间段(100 ms)内机器位移更明显的变化情况。
过冲(或下冲)光学镜组安装位移随时间变化曲线1000 mm/min位移随时间变化曲线27000 mm/min平面图XL80激光头线性干涉镜测量反射镜测试目的 此测试旨在测定单个机器上的振动水平,能够获得由机器引起的振动以及外部振动数据。