模具工程图绘制
注塑模具设计
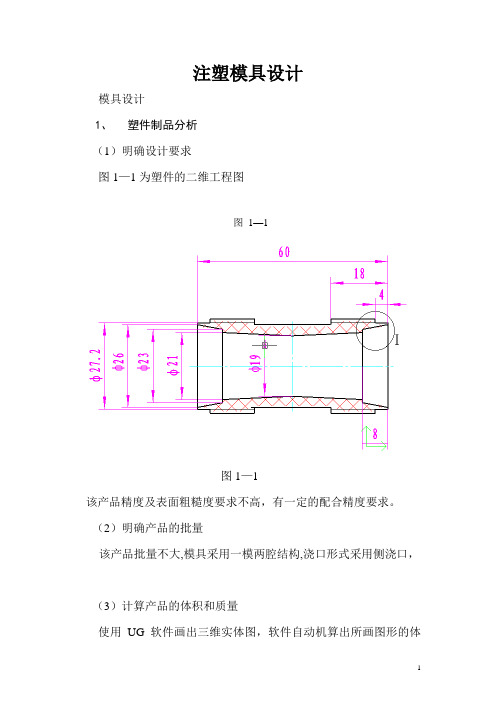
注塑模具设计模具设计1、塑件制品分析(1)明确设计要求图1—1为塑件的二维工程图图1—1图1—1该产品精度及表面粗糙度要求不高,有一定的配合精度要求。
(2)明确产品的批量该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口,(3)计算产品的体积和质量使用UG软件画出三维实体图,软件自动机算出所画图形的体积。
通过计算得塑件的体积V塑=13.85cm3塑件的质量M塑=ρV塑=1.04×13.85=14.4g式中ρ---塑料的密度,g/cm3.流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。
浇注系统的质量M浇=ρV浇=8.6g浇注系统的体积V浇=8.30cm3.故V总= 2×V塑+V浇= 2×13.85cm3 +8.30cm3.= 36cm3 M总=2×M塑+M浇=2×14.4g+8.6g= 43g2.注塑机的确定选择注射机型号 XS—ZY—250主要技术规格如下:螺杆直径:65mm注射容量:250cm3注射压力:1300MPa锁模力:1800kN最大注射面积:500cm3模具厚度:最大350mm最小250mm模板行程:350mm喷嘴:球半径 18mm孔直径4m定位孔直径:125mm顶出:两侧孔径 40mm两侧孔距 280mm3.浇注系统的设计(1)主流道形式浇注系统是指模具从接触注射机喷嘴开始到型腔未知的塑料流动通道,起作用是使塑料熔体平稳且有顺序的填充到型腔中,并在填充和凝固过程中把注射压力充分传递到各个部位,已获得组织机密、外形清晰地塑件。
浇注系统可分为普通浇注系统和无流道凝料系统。
考虑浇注系统设计的基本原则:适应塑料的成型工艺性、利于型腔内气体的排出、尽量减少塑料熔体的热量和压力损失、避免熔料直冲细小型芯、便于修正和不影响塑件外观质量、便于减少塑料损失和减小模具尺寸等。
根据模具主流道与喷嘴的关系: R 2= R 1+(1~2)㎜ D=d+(0.5~1)㎜. 取主流道球面半径R=20㎜, 取主流道小端直径D =Φ5㎜, 球面配合高度h=3-5mm 取h=4 mm主流道长度 有标准模架结合该模具的结构,取L=85mm为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其斜度为1°~3°d—喷嘴直径 1~5.00+=d d 40=d 5=d2o=α R=10(2)分流道的设计分流道在多型腔模具中是必不可少的,它起连接主浇道和浇口的作用。
模具设计图纸的绘制方法!看完都会了!

模具设计图纸的绘制方法!看完都会了!模具零件图的画法⑴ 图形的绘制方法。
图形的绘制方法虽依各人习惯而不尽相同,以下的观点及建议,可供参考。
① 图形的不绘条件。
画零件图的目的是为了反映零件的构造,为加工该零件提供图示说明。
一切非标准件、或虽是标准件但仍需进一步加工的零件均需绘制零件图。
以图1-75冲孔落料级进模为例,下模座20虽是标准件,但仍需要在其上面加工漏料孔、螺钉过孔及销钉孔,因此要画零件图;导柱、导套及螺钉销钉等零件是标准件也不需进一步加工,因此可以不画零件图。
② 零件图的视图布置。
为保证绘制零件图的正确性,建议按装配位置画零件图,但轴类零件按加工位置(一般轴心线为水平布置)。
以图1-75所示的凹模18为例,装配图中该零件的主视图反映了厚度方向的结构,俯视图则为原平面内的结构情况,如图1-76所示,在绘该凹模18的零件图时,建议就按装配图上的状态来布置零件图的视图。
实践证明:这样能有效地避免投影关系绘制的错误。
③ 零件图的绘制步骤。
绘制模具装配图后,应对照装配图来拆画零件图。
推荐绘制步骤如下:绘制零件图时,尺寸线可先引出,相关尺寸后标注。
图1-75所示,模具可分为工作零件、辅助构件及其他零件三大部分。
在画零件图时,绘制的顺序一般采用“工作零件优先,由下至上”的步骤进行。
如图1-75所示,凹模18是工作零件可以首先画出,如图1-76所示,图1-76 凹模零件图绘完凹模18后,对照装配图,卸料板17与凹模18相关,其内孔与凹模洞口完全一致,内孔尺寸应比凹模洞口单边大出0.5mm,根据这一关系画出卸料板17,如图1-85所示;接下来再画冲孔凸模11、 13 及落料凸模7(如图1-80所示);然后画凸模固定板10,如图1-77所示,再对照模具装配图画出垫板9(图1-78)和上模座1(图1-91)。
在画上模部分的零件图时,应注意经过上模座1、上垫板9、冲孔凸模固定板10及凹模18等模板上的螺钉、销钉孔的位置应一致。
模具CAD、CAM
1-1模具CAD/CAM的基本概念模具CAD/CAM现阶段应该指广义的计算机技术在模具设计与制造中的应用,一般包括计算机辅助设计[CAD]、计算机辅助工程分析[CAE]、计算机辅助制造[CAM]、计算机辅助工艺过程设计[CAPP]、产品数据管理系统[PDM]等内容。
计算机辅助工程分析是以现代计算力学为基础,以计算机仿真为手段的工程分析技术,对未来模具的工作状态和运行行为进行模拟,从而及早发现设计缺陷,是实现模具优化的主要支持模块。
计算机辅助工艺过程设计是指根据产品设计阶段给出的信息,人机交互或自动地完成产品加工方法的选择和工艺过程的设计。
产品数据管理系统是以软件、计算机网络、数据库、分布式计算等技术为基础,以产品为核心,实现对产品相关的数据、过程、资源的一体化集成管理的技术。
1-2模具CAD/CAM系统的组成一个完善的CAD/CAM系统应具有的7大功能:快速数字计算及图形处理功能、几何建模功能、处理数控加工信息功能、大量数据和知识的存储及快速检索与操作功能、人机交互通信功能、输入和输出信息及图形功能、工程分析功能等。
模具CAD/CAM系统的运行环境由硬件、软件和人三大部分组成。
硬件主要包括计算机及其外围设备,广义上讲硬件还包括用于数控加工的机械设备和机床等。
硬件是CAD/CAM系统运行的基础。
软件是CAD/CAM系统的核心,包括系统软件、支撑软件和应用软件等。
模具CAD/CAM系统的硬件主要由计算机主机、外存储器、输入设备、输出设备、网络设备和自动化生产装备等组成。
由专门的输入及输出设备来处理图形的交互输入与输出问题,是CAD/CAM系统与一般计算机系统的明显区别。
根据CAD/CAM系统的运行环境,所用计算机的类型、规模和性能等级,可归纳为主机系统、小型成套系统、分布式工程工作站系统和微型机系统四种配置形式。
主机是CAD/CAM系统的硬件核心,主要由中央处理器[CPU]和内存储器[简称内存]组成。
模具工程图的绘制和参考图纸
弹簧窝座及圆 柱螺旋压缩弹
簧的画法
直径尺寸大小 不同的各组孔
的画法
习惯采用简画画法画弹簧,用双点划线表示,当弹簧个 数较多时,在俯视图中可只画一个弹簧,其余只画窝座
直径尺寸大小不同的各组孔可用涂色、符号、阴影线区 别。
项目实施:灯座的装配图、零件图
图12-1 灯座模具装配图
图12-2 脱浇口板
图12-3 定模板
图12-4 浇口套 图12-5 限位杆
图12-8 滑块
思考与练习:
计算下图所示塑件成型模具的成型零件的工作尺寸。
自学注射模装配与试模
1、推出机构的装配与加工 2、浇口套的装配 3、成型零件的装配 4、侧抽芯机构的装配
模具零件的整体加工,分切后成对或成组使用的零件,只要 分切后各部分形状相同,则视为一个零件,编一个图样代号, 绘在一张图样上,以利于加工和管理。
模个零件的整体加工,分切后尺寸不同的零件,也可绘在一 张图样上,但应用引出线标明不同的代号,并用表格列出代号 、数量及重量。
所有的加工表面都应注明表面粗糙度等级。一般地零件表面 粗糙度等级可根据对各个表面工作要求及精度等级来决定。
绘制模具零件图的要求
技术条件
凡是图样或符号不便于表示,而在制造时又必须保证的条件 和要求都应注明在技术条件中。它的内容随着不同的零件、不 同的要求、不同的加工方法而不同。其中主要应注明:
1、对材质的要求。如热处理方法及热处理表面所应达到的 硬度等。
2、表面处理,表面涂层以及表面修饰(如锐边倒钝、清砂 )等要求。
模具装配图 的绘图要求
1、用主视图和俯视图表示模具结构。主视图上尽可能将模具 的所有零件画出,或采用全剖视或阶梯剖视。
2、在剖视图中所剖切到的凸模和顶件块等旋转体时,其剖面 不画剖面线;有时为了图面结构清晰,非旋转体的凸模也可不 画剖面线。
模具设计图画法

四、模具图纸的绘制模具测绘完毕后要把测绘的零件图与装配草图进展整理, 绘制出正规的总装配图与零件图。
在绘制模具装配图时, 初学者的主要问题是图面紊乱无条理、构造表达不清、剖面选择不合理等, 还有作图质量差如引出线重叠穿插、螺销钉作图比例失真, 漏线条等错误屡见不鲜。
上述问题除平时练习过少外, 更主要的是缺乏作图技巧所致。
一旦掌握了必要的技巧, 这些错误均可防止。
1. 装配图的画法:绘制模具装配图最主要的是要反映模具的根本构造, 表达零件之间的相互装配关系, 包括位置关系和配合关系。
从这个目的出发, 一张模具装配图所必须到达的最起码要求一是模具装配图中各个零件〔或部件〕不能遗漏。
不管哪个模具零件, 装配图中均应有所表达;二是模具装配图中各个零件位置及与其它零件间的装配关系应明确。
在模具装配图中, 除了有足够的说明模具构造的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细表等外, 还有其他特殊的表达要求。
现将模具装配图的绘制要求做一总结, 具体如下:〔1〕总装图的布图及比例1)遵守国家标准机械制图的有关规定〔GB14689—1993〕2)可按模具设计中习惯或特殊规定的制图方法作图尽量以1: 1绘图, 必要时按机械制图要求比例缩放a)冲压模具总装配图的布置 b)塑料模具总装配图的布置〔2〕模具设计绘图顺序1)主视图绘制总装图时, 先里后外, 由上而下, 即先绘制制件的零件图、凸模、凹模。
俯视图将模具沿冲压或注射方向“翻开〞上〔定〕模, 沿冲压或注射方向分别从上往下看“翻开〞的上〔定〕模或下〔动〕模, 绘制俯视图。
主、俯视图一一对应画出。
左、右视图当主、俯视图表达不清楚装配关系时;或者塑料模具以卧式为工作位置时, 左、右视图绘制按注射方向“翻开〞定模看动模局部的构造。
〔3〕模具装配图主视图要求1〕在画主视图前, 应先估算整个主视图大致的长与宽, 然后选用适宜的比例作图。
主视图画好后其四周一般与其它图或外框线之间应保持有约50~60mm的空白, 不要画得“顶天立地〞, 也不要画得“缩成一团〞。
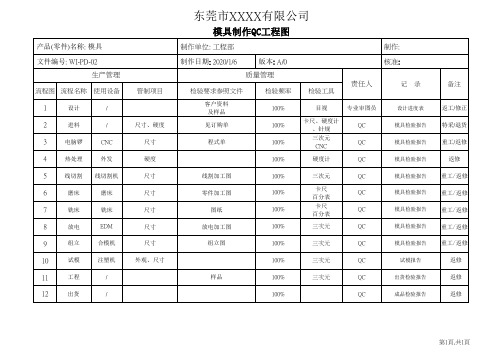
模具加工QC工程图

制定日期: 記錄
反應計劃
工作日報表
返修/特採/重工
半成品檢驗總表 工作日報表
返修/特採/重工 返修/特採/重工
工作日報表
返修/特採/重工
工作日報表 半成品檢驗總表
返修/特採/重工
工作日報表
返修/特採/重工
工作日報表
返修/特採/重工
工作日報表
1. 成品檢驗報告 2.成品檢驗總表
返修/特採/重工
出貨單
順組
工具/設備 卡尺
2 備料加工 備料組
銑床 CNC,卡尺
3 半成品檢驗 品管 4 熱處理/超冷 外包商 5 粗磨加工 備料組
卡尺 大水磨 分厘卡
6 粗割加工
線割
線割機
7 精磨加工 備料組 8 半成品檢驗 備料組
9 精修加工
線割
10 放電加工 研磨組 11 掃邊加工 研磨組
放電機操作規範 1.成型研磨作業規範 2. 研磨機操作規範
製程終檢管制程序
出貨管理程序 出貨管理程序
檢驗頻率 每批 每PCS 每PCS
每PCS 每PCS 每PCS 每PCS 每PCS
每PCS 每PCS 每PCS 每批 每批
檢驗方式 測量
測量
測量
測量
測量
測量 測量 測量 測量 測量 測量 測量 測量 目視 目視
尺寸、光潔度 尺寸、光潔度
尺寸 數量、標識 品名,規格,數量
製表:
管制標準 進料檢驗規範 1. 水磨機操作規範 2. CNC操作規範 製程終檢管制程序 委外加工作業規範 水磨機操作規範 C程式操作規範 2. 線切割操作規範 水磨機操作規範 製程終檢管制程序 C程式操作規範 2. 線切割操作規範
大水磨 分厘卡 高度規、分厘卡
模具图面绘制标准

模具图面绘制标准一、图面管理规范1、图面要求:视图配置以表达清楚为原则,一般有三个方向视图:1)工程图作为主视图(包括尺寸标注、零件代号,局部视图等),注意表达清楚所有零件,并编上零件代号,同一零件用同一代号表示,以免混淆(各零件画法见下表)。
2)在主视图下方绘制俯视图,用以表示模板厚度及避位深度等在主视图上无法表示的形状尺寸;3)如有在主视图或俯视图上未能表达清楚的零件,可用侧视图表示。
(主视图表3)材质:注明该模板的材质。
4)模板名称:注明该模板的中文名称。
5)图号:注明第几块模板和该工程模板总数,中间用“/”分隔(例:1/6)。
6)规格:注明该模板的规格尺寸(长*宽*厚)。
7)热处理硬度HRC:注明该模板的热处理等级。
8)单位:注明本图的尺寸单位,一般采用毫米(mm)表示。
9)设计:原始设计绘图者签名,电脑输入,汉字表示。
10)审核:审核者签名,一般为课级以上或其指定授权人。
11)制作人:模具制作者签名。
12)制作主管:模具课主管检查签名。
13)核准:由部门经理或总经理签核。
3、图层要求:0模板外形,零件外形层PART 零件图层DIM 尺寸标注层CENTER 中心线层DASH 虚线层TEXT 文本注解说明层等等二、结构图画法标准1、结构图画法标准原则:结构图图面要能正确、清楚地表达整副模具的主要结构,使整副模具更清晰明了化。
2、标注要求:结构图上应标注以下尺寸:模具总长,总宽,下模高度(包括顶料销),模板厚度,顶料销顶出高度和滑块行程,打板行程,打板高出模面高度等。
3、模板编号:模具结构图上要在正或侧视图上对模板进行编流水号,从“01”开始,按从下到上的顺序一次排列,编号要求从左到右保持水平,从上到下保持垂直。
三、工程图画法标准1、工程图画法标准原则:工程图图面要能正确、清楚地表达工程的工作内容和经过本工程冲压生产以后工程样品的形状。
并能方便模具的加工、组立及制作。
2、图面要求:1)主视图本工程之可见图元在0层,不可见图元在本工程的虚线层,非本工程可见图元在相对应工程的实线层,不可见图元在相对应工程的虚线层。
Creo 工程图手册 修饰、模板、装配与BOM制作

第8章修饰图形CreoCreo>ECAD8.1 螺纹修饰图形在一个孔或者圆柱表面,可以创建修饰螺纹用来替代工程图中的真实螺纹线,插入修饰螺纹的前提是需要知道相关螺纹的大径以及小径参数等。
在轴圆柱表面创建的修饰螺纹,通过三维设计环境下的Ribbon>模型>工程面板>修饰螺纹创建。
在放置面板的按钮上可以选择“简单螺纹”和“标准螺纹”,“简单螺纹”则需要自定义大径和小径以及深度等,而“标准螺纹”则需要在iso螺纹参数表中选择对应的符号与螺纹参数。
这里以创建简单螺纹作为示例。
选择简单螺纹,展开放置面板,选择一个螺纹曲面为外圆面。
图8-1.创建修饰螺纹曲面选择深度值为“盲孔”或者其他选项,选择一个起始端面作为螺纹起始面,并输入一个目标深度值,点击“勾”按钮完成创建。
图8-2.修饰螺纹的深度大径调整创建之后的简单螺纹的效果如图8-3所示,而在工程图中,则会显示如下图8-3右侧的图形。
图8-3.工程图对应效果而在螺纹创建时,选择标准螺纹,和简单螺纹的区别仅在螺纹系列标准和螺纹尺寸上的选择有差别:图8-4.创建ISO螺纹孔创建完成以后的螺纹成图效果还是相同的。
内孔表面创建修饰螺纹的过程和外圆表面类似,而其差别发生在“深度选项”中,起始曲面选择为螺纹起始的曲面,同时不使用盲孔深度,而选择一个曲面作为螺纹终止面以完成创建。
在几何上面直接打孔时,在Creo中可能需要直接打标准螺纹孔的情况,如下图8-5。
Ribbon>模型>工程>孔,开始创建孔。
单击标准螺纹,选择孔的参照定位之后可以选择创建ISO螺纹,并选择螺纹大小,读者还可以创建锥孔螺纹,即管螺纹。
标准螺纹的深度是已经标准化的,当然也可以填写相应的值。
图8-5.螺纹孔参数设置创建完成的效果如图8-6,其工程图效果如图8-6右侧。
图8-6.效果对比8.2 草图修饰修饰功能的另一个大类,即草图修饰。
草图修饰功能用于在草图环境下创建一些线条,这些线条将被引用到工程图中。
cadkey鞋模2d工程图
cadkey鞋模2d工程图目錄第一篇認識工程圖一. 標準工程圖樣.二. 工程圖的基本架構.1. 工程圖基本架構的組成.2. 工程圖基本組成的內容. 三. 板線的簡介.1. RB板線簡介.2. EVA板線簡介.第二篇繪製工程圖一. 繪圖前的資料整理.1. 繪圖要求.2. 繪圖資料.3. 資料掃描.二. 繪圖詳細步驟.1. 軟件設定和資料輸入.2. 板線整理.3. 底花整理.4. 內外側整理.5. 龍骨的整理.6. 剖面的整理.7. 細剖的整理.8. 前后視圖的整理.9. 反腳及咬花的標注.10. 后緒工作及出圖打印.第三篇 CadKEY指令表1第一編認識工程圖一. 標準工程圖樣.MIZUNO 標準工程圖NIKE 標準工程圖2ADIDAS 標準工程圖3K.SWISS 標準工程圖MERRELL 標準工程圖4二.工程圖的基本架構:1. 工程圖基本架構的組成A.底花圖 (BOTTON VIEW)B.上視圖 (TOP VIEW)C.內側視圖 (INSIDE VIEW)D.外側視圖 (OUTSIDE VIEW)E.A-A’剖面 (SECTION A1-A2)F.橫剖面圖 (SECTION B1-B2,C1-C2…)G.前視圖 (FRONT VIEW)H.后視圖 (BACK VIEW)I.細剖 (sec a-a,b-b,c-c…)J.分段表 K.修改欄 L.標題框 M.材質表 N.縮小圖(反腳) O.A1圖框52. 工程圖基本組成的內容.A.底花圖 (BOTTON VIEW)底花圖可以清楚的表達出花紋設計,花紋形狀,隔色區域以及花紋,色溝,擋牆,斜度等尺寸.B.上視圖(TOP VIEW)上視圖主要包含楦頭板,下內仁板,模口板, 牆板,外斜板,底板,馬桶板等板線,還要畫上內仁上的花紋(如彎曲溝,馬桶網格,減料孔,材質分介線,模具編號等)另外還必頇準確的標出板線之間的關係和側牆上的視線定點.6C.內側視圖 (INSIDE VIEW)D.外側視圖 (OUTSIDE VIEW)內外側視圖主要包括內側牆的輪廓形狀,花紋形狀,高度尺寸,前后翹度,中腰弧度,不同材質分介線,分模線走向,底部花紋是否有爬牆等.E.A-A’剖面 (SECTION A1-A2)F.橫剖面圖 (SECTION B1-B2,C1-C2…) 剖面圖主要是能夠完整的,清楚的表達出型體的板線關係和內部結構以及花紋,色溝深度,材質厚薄,外觀味道,內仁R數,底花和內外側牆上花紋的加工尺寸等.7G.前視圖(FRONT VIEW)前視圖是用楦頭中心線為基準采取正投影的原理繪制.主要用來表達鞋頭花紋及鞋頭形狀.H.后視圖(BACK VIEW)后視圖是用后跟中心線為基準采取正投影的原理繪制.主要用來表達后跟花紋及后跟形狀.I.細剖 (sec a-a,,b-b…) 在工程圖中,有些花紋或形狀表示不到位,我們就加上細部剖面,更加完整的表達出花紋形狀尺寸.8J.分段表分段表一般是要開量產模具才會用到,它主要是能夠明確的表示各相關部位跳段尺寸.K.修改欄修改欄用來記錄修改的次數,日期,修改內容,修改者,方便日后查詢.L.標題框每種品牌的標題框都不一樣,但內容都差不多,它主要有品牌,英文圖名,模具編號,楦頭編號,鞋模碼數,材料,比例,設計者,繪圖者,校核者,確認者,日期,客戶姓名,制做廠商等信息.M.材質表它是用來區分各種材質,方便識別.9N.縮小圖(反腳)它主要是用來表達另一只腳的側牆,底花,尤其是用來表示左右腳不能直接鏡像的花紋形狀和位置.如:size、logo(商標),特殊花紋..一般我們還會將咬花資料標示在里面.O.A1圖框所有的繪圖資料都要擺放在內,它的長寬尺寸大約是594*841mm,正好是一張A1紙張版面大小.10一. RB板線的簡介A1.大底板上底板下底板A2.內仁板上內仁板下內仁板鞋頭有馬桶A3.馬桶板后跟有馬桶RB 周圈有馬桶A4.側板內側板外側板A5.龍骨板(中央立板) A6.前后形狀板A7.牆板A8.外斜板112.EVA板線簡介B1.內仁板上內仁板下內仁板B2.大底板上底板下底板 EVA B3.牆板B4.外斜板B5.側板內側板外側板B6.龍骨板(中央立板)B7.前后形狀板12第二編繪製工程圖一.繪圖前的資料整理.1. 繪圖要求:對工作要非常了解,掌握每種品牌的味道和要求,必頇有一定的繪圖能力,能熟練的使用繪圖軟件<CadKEY>,并對繪圖所相關的軟件都能較好的運用<如:操作系統Windows,掃描軟件ScanCUT…>,對模具結構有基本了解.2. 繪圖資料:在接收一款新樣品繪圖任務時,頇接收以下資料:I.紙板:楦頭板,模口板,下內仁板,外斜板,大底板,龍骨板,側板,內仁卡板其他形狀板.接收提供紙板時要清楚是投影板還是弧長板(弧長板需折算成投影板) .弧度楦頭板投影楦頭板龍骨板投影模口板13側板內仁卡板II.草圖:它表達設計師的設計意圖,包括底部花紋,側牆花紋,型體外觀.大體結構設計.III.圖紙設定:除了提供紙板和草圖外,還頇要有: 型體名稱,碼數,板線關係,材質結構,龍骨落差,側牆高度有無提供尺寸,加牆厚度,花齒深度,基本肉厚,總肉厚,花紋隔色區域,隔色溝寬度及深度,擋牆寬度及高度是否有補牆,是否有分模線,外觀參考物(成品或草圖剖面),商標的標準規格及商標左右腳方向,假牆.等設定.143. 資料掃描:將提供紙板或草圖放入掃描器中,如下圖:打開掃描軟件,掃描物體,在電腦內形成1:1的影像.15用掃描器軟件依影像邊緣或棱角線掃描(如右圖),得到1:1的線條檔.草圖,成品,紙板都依此流程掃描得到我們繪圖能用的線條,特別注掃描完紙板需割板比對,因為掃描器會有機器誤差,將誤差範圍控制在正負0.15MM內.所有資料都掃描好后將它們存好,等待調入.二.繪圖詳細步驟.1. 軟件設定和資料輸入:打開CadKEY軟件,出現如下界面:16設定繪圖界面,諸如尺寸標定大小,工作環境等.尺寸標注一般3MM高,精確到小數點后2位,MERRELL的為1位. 使用菜單欄:檔案>檔案輸入>AutoCAD DXF調入已經掃描好的線條檔.首先將楦頭板,模口板等板子用指令串成一根線,并用(1431)布點和(196)串順,再抓取出楦頭中心線,模具中心線,角平分線具體方法如下:楦頭中心線:分別用(1143)將楦板的前掌與後跟最寬點做切線,再用(113)將其切點連線,再用(114)將切點連線的中心點連線,并用(216)延伸至鞋頭,以與楦頭交點作此線垂線(1142),用(213)以楦頭修剪此垂線,用(114) 連接垂線中點,并用(216)拉出即爲鞋頭中心線.17後跟中心線:用(1146)作出中腰最寬點與后掌最寬點, 用(114)將中腰最寬點與后掌最寬點中心連線爲後跟中心線.板線以后跟中心線與水平線垂直(角度90度)擺放.一般情況下板線要以後跟中心線做對稱.角平分線:我們一般以兩根線繪圖,有時視楦頭情況而好定用角平分線繪圖,方法如下:用(3151)量出楦頭中心線和模具中心線夾角,再用(116)平分夾角做出角平分線,再以角平分線與水平線垂直(角度90度)擺放.2.板線整理.把提供好的楦板用(4213)移動并用(4313)旋轉完全套進模口板,(資料室取板時根據皮料厚度在模口上有劃好線).并定好剖面線如圖.至少要定四個剖面.18模口加牆板根據設定的厚度等偏,一般是2.0-3.0MM,用指令偏出.大底板與外斜板用掃描草圖的剖面抓出: 先用(311)量出模口長度和所有草圖剖面模口長度,再依模口長度為準用(44113) 級放草圖剖面.大底板與外斜板就依剖面抓出(前后依側牆草圖級放抓出).有樣鞋參考時則要依樣鞋取卡板提取或依客人要求抓取, 如果沒有提供剖面則要看所繪工程圖的品牌及鞋子的种類,按他們的標準抓取,但一般情況下,提取的大底板形狀應盡量與草圖相似.193.底花整理:(1)用(312)分別量出草圖和底板長度, (2) 用(4213)將級放好的草圖置再依底板長度將草圖用(44113)級放. 中套進底板.(3)視情況而定,用(226)將 (4)草圖寬度和底板有差時, (5)參照草圖先調隔色溝, 草圖打斷成幾部分,再用分別用(44313)不等比級放, 再調各種溝, 再調各種(4314)分別旋轉,使之更接目的使之更接近底板.方便不同材質分界線,排標近底板. 后面的底花修整. 準花紋修剪, 套LOGO, 涂黑色溝,注意線條順暢及美觀. 4.內外側整理:20(1) 將掃描的草圖側牆擺正, (2)按設定好的龍骨 (3)將龍骨用(4213)套進并用(312)分別量出側牆高低尺寸用(4313)將側牆.與模口長度,并用(44113) 將龍骨旋轉定好.級放出.(4)依龍骨為準,用(4313) (5) 按設定好的側牆高 (6)側牆大體外觀修整好后, 將側牆翹度旋轉. 度尺寸,參照草圖或成品將底部花紋投影到側牆,并將側牆整理漂亮. 注意線標好尺寸.龍骨等看不見的條要順,結構要合理線條用虛線表示.215.龍骨的整理:用(4223)將側牆復制出來,用(811)刪除多余的線條和尺寸標注,留龍骨線及側牆牆高線.龍骨線用(722)變成實線,側牆牆高線用(722)變成虛線.按設定之肉厚用(1151)投影底花到龍骨上,翹度上的花紋要用(1142)以翹度線法向投影.并投影上視圖之剖溝,彎曲溝,偷料孔,馬桶.投影完成后用(312)標好尺寸,(351)打上各種不同材質的剖面線,注意線條要順結構要合理.6.剖面的整理:22首先用(1152)投影上視圖板線關係,再(1151)投影側牆,龍骨整理出輪廓,如下圖:整理出輪廓后,用(1152)投影出底部花紋,再綜合投影將內部結構其它細節畫出.如下圖:這是一個完整剖面,在我們的工程圖中最少要繪製四個來表達型體資料:237.細剖的整理:在工程圖中,有些花紋或形狀表示不到位,我們就加上細部剖面,更加完整的表達出花紋形狀尺寸. 還可加上文字數字標注.8.前后視圖的整理:1. 將模口用(4521)鏡象到底花上,再用2.用(1151) 作出水平線(黑線),與模口 (1142)以楦頭中心線為準作出垂直線為相交,用(1142)以交點垂直于前視圖的前視圖的水平線,用(1145)切出前掌最寬水平線作線(藍線),再用(1152)以水平線點. 與牆高線的交點作出垂直線(紅線).243.將水平線與牆高線的交點作出的垂直線4. 前視圖上的包頭形狀要依鞋頭中(紅線)用(42132)兩點搬移到前視圖上,與中心線做對稱,并反投影到側牆上. 垂直于前視圖的水平線作出垂直線(藍線) 底部花紋用(4313)壓縮排到前視圖. 用(212)對剪產生的連續交點作線為前視圖標出尺寸.如上圖.上的模口線.其它線條也依此投影出,外觀用B-B剖面套上.后視圖是以模具中心線繪製.方法同前視圖的作法,要注意的一點是經常要以模具中心線外偏1.5-2.0作對稱.畫好后頇反投影到側牆.9.反腳及咬花的標注:1.將內外側,底花用(4223)COPY出來.2. 用(811)把內外側,底花尺寸標注,剖面位置線多余線條刪除掉.253. 用(4513)將內外側,底花鏡象.4. 鏡象后的內外側,底花LOGO是反的.頇將LOGO重新套上.4.用(44113)將內外側,底花縮小0.5,按提供的咬花資料用(33)標在反腳上.10.后緒工作及出圖打印:把繪好的工程圖依照各品牌的要求打上圖紙的編號及繪圖的日期?從業員?業務?客戶名稱,所有的尺寸一定要標示清晰,讓人一目了然,再看板線關系是否正確,所有該抓的板線圖底上是否都有,再對照草圖或成品看底花側牆是否和草圖或成品味道一樣,花紋的凹击是否有矛盾的地方,工程圖的結構是否合理最后檢查所有的投影是否都對得到,剖面的味道是否正確,反腳的商標是否正確.按照各品牌的分類,在網絡和單機上都要存好檔案.一切都確定無誤后將工程圖各個部分整齊美觀的排布在圖框中.方可出圖,以下是出圖打印介紹:261. 使用菜單欄用鼠標左鍵單擊:工具(T)>選項Options.2. 在出現的對話框中用鼠標左鍵單擊<繪圖輸出Print/plot> 書簽,設定各種顏色的出圖線寬 (一般為0.3MM)和印表機模式(彩色與黑白兩種模式).設定OK后用鼠標左鍵單擊<確定>按鈕.3.回到CadKEY工作界面用(722)將工程圖變成一種顏色.274. 用鼠標左鍵單擊工具欄上按鈕出現右面的對話框. 選擇要出圖的印表機.并用鼠標左鍵單擊單擊<內容>按鈕.5. 在出現的對話框中選擇紙張大小(ISO A1-594X841MM.)方向(橫向),份數(1)品質(快速) 一切設定OK后,用鼠標左鍵單擊 <確定>按鈕.6.在出現的對話框中輸入比例一般為1,如果是繪圖單位是英制的話就輸入:0.039325,OK后用鼠標單擊<確定>按鈕.5.回到CadKEY工作界面,用鼠標左鍵框選要出圖的部分,并單擊鼠標右鍵確認.會出現一個信息框, 稍等圖紙便打印完成.28第三編 CadKEY 指令表 11直線111端點線段 112連續線段 1131通過某點平行線 1132依據距離平行線 1141切於某點 1142垂於某點 1143兩兩相切 1144先切後垂 1145先垂後切 1146兩兩相垂 1151水平線 1152垂直線 1153水平垂直線 116角度線 1171對角點矩形1172寬 / 高矩形 118多邊形 119網格線 12 弧121圓心+半徑 122圓心+直徑 123圓心+邊點 124三點 1251圓心-圖素切弧1252切兩圖素切弧 12533切三圖素切弧 126起點+終點 127順切弧 128半徑+兩點13 圓131圓心+半徑 132圓心+直徑 133圓心+邊點 134三點做圓 1351圓心-圖素切圓 1352兩圖素切 1353三圖素切圓 136兩點做圓14點141定位功能 142在圓弧上 1431依數目 1432依距離 1433沿弧長 1441 2 曲線 1442 3 曲線 1443 4 曲線 1444平移 1445旋轉 1446圓球 1447規則 145在曲線上15多重線151連續線段 1521對角點矩形 1522寬 / 高矩形 153多邊形 154手工草繪多重線 155網格 16倒角1611倒圓角修剪 1612倒圓角不修剪 1621切角修剪 1621切角不修剪倒17圓錐曲線1711 2點2斜率R 1712 3點2斜率 1713 4點1斜率 1714 5點 172六係數173拋物線 1731兩點 1732直線 1733端點174橢圓18多邊體181圓心+半徑 1821圓心+邊長外接 1822圓心+邊長內切 1831對角點做矩形1832寬 / 高做矩形 1841連續線段輪廓 1842連續線段內填色 185網格 1851 2 曲線 1852 3 曲線 1853 4 曲線 1854平移 1855旋轉 1856圓球 1857規則291858Reverse19參數曲線191 2D開曲線 192 3D開曲線 193 2D 封閉 194 3D 封閉 195 螺旋曲線 196 2D 自動 1973D 自動 198曲線網格 1981 2 曲線 1982 3 曲線 1983 4 曲線 1984平移 1985旋轉 1986圓球21 修剪延伸211單邊 212雙邊 213兩端 214中段 215多重 216任意定位 22打斷221單邊 222雙邊 223兩端 224中段 225多重 226任意定位 23刪除回復231前一圖素 232圖層 233全部 24 框選拉伸241矩形框 2411位移量 2412基準點 242多邊形框25 群組功能251建立群組 252加入群組 253脫離群組 254刪除群組 255群組清單26 自動分段261原圖素 262直線27 編改幾何271編修幾何 272編修曲線 2721移動節點 2722變更向量 27232D/3D28 剪貼功能281剪下 282複製 283貼上 29 截面功能291修剪 292打斷 293交點 294刪除/變更2941刪除 2942變更屬性31標註尺寸311水平 312垂直 313平行 314半徑3141正規標注半徑 31421水平 31422垂直 31423平行315角度3151兩直線 3152三點316直徑3161正規標注直徑 31621兩直線 31621水平3031622垂直 31623平行 3163 兩點 317連續座標318連續串列3181連續 3182基準線 3183累積 319切角321註解文字33標籤34箭頭/延伸341箭頭3411端點 3412連續 3413平行 3414垂直 342延伸線 3421端點 3422連續3423平行 3424垂直 35剖面線351 建构 352 修改 353 更新 36Layout37變更371文字屬性 372文字位置 373編輯文字 374尺寸數值 375表示法 376延伸線 377箭頭3771方向 3772 型式 378公差 379尺寸比例38更新39設定41相對平移411搬移 412複製 413連結 42新舊位置421搬移 422複製 423連結 43旋轉431搬移 432複製 433連結 44比例縮放441全等比例 4411搬移 4412複製 4413連結 442任意方向 4421搬移4422複製 4423連結 443各別軸向 4431搬移 4432複製 4433連結 45鏡射451搬移 452複製 453連結 46投影461正投影 462斜投影47螺旋旋轉471搬移 472複製 473連結 48環形陣列31481搬移 482複製 483連結 49平行增量51Part511儲存 512載入 513列表載入 514敘述資料 515開新圖檔 516關閉圖檔517全部儲存 518全部關閉52 Pattern零件檔521建立 522載入 523列表載入 53Plot54CADL55-------56CDE561開啟 562列表開啟 563關閉 564列表關閉 565執行 566列表執行57DB Draw571由後往前 572由前往後58Translat581資料輸入5811 DWG 5812 DXF 5813 IGES5814Sol SAT 5815Sol IGES 5816Sol STL582資料輸出5821DWG 5822DXF 5823IGES5824Sol SAT 5825Sol IGES 5826Sol STL5827Sol VRML61畫面重繪62畫面平移63畫面縮放631縮小一半 632放大一倍 633鍵入比例 634局部框選 635自動計算 636前一畫面 64觀測視面641視窗 642圖素 643新設 644儲存 645更名 646清單 647依據表面65觀測視窗651新增 652刪除 653-------654------- 655自動設定66圖層功能664圖層搬移 6641選取法 6642圖層法 665 圖層清單 666 圖層遮蔽 6671敘述資料 6672輸出文字 6673輸入文字 6674清單 67格點/鎖點3268座標軸681顯示視面 682工作平面69游標691游標追蹤 6911關閉 6912視面座標 6913世界座標 692數位板 6921開/ 關 6922對齊71資料查驗711屬性 712座標 713距離 7131兩點 7132點到圖素 7133兩圖素 714角度 715周長 7151 圓 7152一般 716面積形心 7161 圓 7162封閉線 7163一般 717慣性矩 718圓錐曲線 719位置72屬性功能721設定 722變更 723描邊/塗色 724------- 725轉換設定 726編修設定73工作模式731平面 7311三點 7312點+線 7313兩直線 7314視面 7315圖素 7316輸入 7317CP=DV 7318儲存 732深度 7321數值 7322位置 7323增量7332D/3D 7331 2D7332 3D 734L Limit 7341依功能 7342依視窗74座標系統741視面座標 742世界座標75-------76出圖列印77出圖列印78列印預視8刪除圖素81選取法82圖層法2010年4月li33。
模具工程图的绘制及参考图纸

模具图中的画法主要按机械制图的国家标准规定,考虑到模具的特点,允 许采用一些常用的习惯画法。 同一规格、尺寸的内六角螺钉和圆柱销,在模具总装配 图中的剖视图中可各画一个,引一个件号。当剖视图中 不易表达时,也可从俯视图中引出件号。内六角螺钉和 圆柱销在俯视图中分别用双圆(螺钉头外径和窝孔)及 单圆表示,当剖视图位置比较小时,螺钉和圆柱销可各 画一半。在总装配图中螺钉过孔一般情况下要画出。
设计绘图顺序
模具装配图的 布置
三、模具的装配图和零件图
1、用主视图和俯视图表示模具结构。主视图上尽可能将模具的所有 零件画出,或采用全剖视或阶梯剖视。 模具装配图的 2、在剖视图中所剖切到的凸模和顶件块等旋转体时,其剖面不画剖 绘图要求 面线;有时为了图面结构清晰,非旋转体的凸模也可不画剖面线。 3、府视图可只绘出动模或动、定模各半的视图。需要时再绘一侧视 图以及其它剖视图和部分视图。
内六角螺钉和 圆柱销的画法
弹簧窝座及圆 柱螺旋压缩弹 簧的画法
直径尺寸大小 不同的各组孔 的画法
习惯采用简画画法画弹簧,用双点划线表示,当弹簧个 数较多时,在俯视图中可只画一个弹簧,其余只画窝座
直径尺寸大小不同的各组孔可用涂色、符号、阴影线区 别。
项目实施:灯座的装配图、零件图
图12-1 灯座模具装配图
模具装配图 上的塑件图
三、模具的装配图和零件图
模具装配图 的技术要求
在模具总装配图中,要简明注明对该模具的要求和注意事项, 技术条件。 技术条件包括:所选设备型号、模具闭合高度、防氧化处理 、模具编号、刻字、标记、油封、保管等要求,有关试模及检 验方面的要求。 1、模具闭合尺寸、外形尺寸、特征尺寸(与成型设备配合的 尺寸)、装配尺寸(安装在成型设备上螺钉孔中心距)、极限 尺寸(活动零件起止点)。 2、编写明细表 标题栏和明细栏放在总图右下角,若图面不够,可另立一面, 其格式应符合国家标准。
热流道模具结构图 模具设计

热流道模具结构图模具设计 热流道模具结构图模具设计一、实际教学:1、《机械识图》前言:今朝的模具设计和编程基础上在计算机上完成,所以我们的课题不叫《机械制图》而叫《机械识图》,与保守的教学重点不一样,符合今朝模具技能人才的要求。
目前在我国国内模具行业,特别是广东、淅江、福建、上海的台资港资企业当中运用的看图角法(第三角法)与国内《机械制图》保守教学的第一角法有一定的差别,以致很多初学者在应聘和实际工作的一二个月内不太适应,故我们结合实际当中的罕见的看图题目重点去讲如何运用第三角法/第一角法看图、画图。
授课内容:(1)机械制图前言、图样、图纸大小及图框、标题栏、比例、线型、尺寸; (2)投影的基础知识、三视图的成形原理、规律、三视图的展开、识读三视图的基础要领; (3)点的投影、直线的投影、立体的投影; (4)基础几何体(棱柱,棱锥,圆柱,圆锥,圆球,圆环)的三视图;(5)切割体的三视图、相贯体的投影明白; (6)组合体的三视图、识读组合体三视图的方法、组合体的尺寸明白;(7)补视图、补缺线、实例解说; (8)第一角法的解说、第三角法的解说、基础视图的先容; (9)斜视图、局部视图、旋转视图、剖视图:成型原理、要点、类别、剖切方法; (10)剖面图、局部缩小图、简化画法;(11)零件图的作用/内容、零件图的技术要求、配合的概念; (12)表面粗拙度、形位公差、识读零件图的基础步骤; (13)螺纹:内/外螺纹、螺纹紧固件、螺纹紧固件连接方法; (14)键的先容、销的先容、键/销的连接表达方法; (15)齿轮的基础知识、圆柱齿轮的画法、尺度齿轮的尺寸计算公式的解说、齿轮啮合的画法; (16)装配图作用/内容、装配图表达方法、装配图的识读。
2、《金属工艺学》-选修内容(免费)电磁阀接线的部位发烫是怎么回事前言:这是一门专业基础课,我们着重结合塑胶模具/五金模具/压铸模具去解说各种钢材的本能机能,以及金属切削加工的基础知识。
模具设计UG工程图全部教程

专业模具设计培训,产品设计培训,数控编程培训UG工程图功能本章主要内容:●UG的工程图模块●工程图管理功能●视图管理功能●剖视图的应用●工程图中的对象插入功能●工程图标注功能●编辑绘图对象●工程图参数的设置●工程图的其他功能●本章实例6.1 UG的工程图模块利用UG的Modeling(实体建模)功能创建的零件和装配模型,可以引用到UG的Drafting(工程图)功能中,快速的生成二维工程图。
由于UG的Drafting功能是基于创建三维实体模型的二维投影所得到的二维工程图,因此,工程图与三维实体模型是完全关联的,实体模型的尺寸、形状和位置的任何改变,都会引起二维工程图作出时时变化。
当用户在UG主菜单条中选择了【Application】→【Drafting】菜单命令后,系统就进入了工程图功能模块,并出现工程图设计界面。
工程图设计界面与实体建模设计工作界面相比,在主菜单条上增加了如图6-1所示的Drawing下拉菜单项。
另外,主界面上还会增加Drawing Layout(工程图布局)、Drafting Annotation(工程图标注)、Drafting Preference(工程图参数)及Dimension(尺寸标注)三个工具栏,它们如图6-2所示。
应用这些菜单命令和工具栏图标可以快速建立和编辑二维工程图。
图6-1 Drawing下拉菜单图6-2 Drawing Layout、Drafting Annotation、Drafting Preference、Dimension工具栏6.2 工程图管理功能在UG环境中,任何一个三维模型,都可以通过不同的投影方法、不同的图样尺寸和不同的比例建立多样的二维工程图。
工程图管理功能包括了新建工程图(New)、打开工程图(Open)、删除工程图(Delete)和编辑工程图(Edit)这几个基本功能。
图6-1的Drawing下拉菜单中上部四个选项和Drawing Layout工具栏中前四个图标分别对应于这四种工程图的管理功能,下面分别进行介绍。
Creo 工程图手册 修饰、模板、装配与BOM制作
第8章修饰图形CreoCreo>ECAD8.1 螺纹修饰图形在一个孔或者圆柱表面,可以创建修饰螺纹用来替代工程图中的真实螺纹线,插入修饰螺纹的前提是需要知道相关螺纹的大径以及小径参数等。
在轴圆柱表面创建的修饰螺纹,通过三维设计环境下的Ribbon>模型>工程面板>修饰螺纹创建。
在放置面板的按钮上可以选择“简单螺纹”和“标准螺纹”,“简单螺纹”则需要自定义大径和小径以及深度等,而“标准螺纹”则需要在iso螺纹参数表中选择对应的符号与螺纹参数。
这里以创建简单螺纹作为示例。
选择简单螺纹,展开放置面板,选择一个螺纹曲面为外圆面。
图8-1.创建修饰螺纹曲面选择深度值为“盲孔”或者其他选项,选择一个起始端面作为螺纹起始面,并输入一个目标深度值,点击“勾”按钮完成创建。
图8-2.修饰螺纹的深度大径调整创建之后的简单螺纹的效果如图8-3所示,而在工程图中,则会显示如下图8-3右侧的图形。
图8-3.工程图对应效果而在螺纹创建时,选择标准螺纹,和简单螺纹的区别仅在螺纹系列标准和螺纹尺寸上的选择有差别:图8-4.创建ISO螺纹孔创建完成以后的螺纹成图效果还是相同的。
内孔表面创建修饰螺纹的过程和外圆表面类似,而其差别发生在“深度选项”中,起始曲面选择为螺纹起始的曲面,同时不使用盲孔深度,而选择一个曲面作为螺纹终止面以完成创建。
在几何上面直接打孔时,在Creo中可能需要直接打标准螺纹孔的情况,如下图8-5。
Ribbon>模型>工程>孔,开始创建孔。
单击标准螺纹,选择孔的参照定位之后可以选择创建ISO螺纹,并选择螺纹大小,读者还可以创建锥孔螺纹,即管螺纹。
标准螺纹的深度是已经标准化的,当然也可以填写相应的值。
图8-5.螺纹孔参数设置创建完成的效果如图8-6,其工程图效果如图8-6右侧。
图8-6.效果对比8.2 草图修饰修饰功能的另一个大类,即草图修饰。
草图修饰功能用于在草图环境下创建一些线条,这些线条将被引用到工程图中。
模具制作QC工程图
成品检验报告
备注
返工/修正 特采/退货 重工/返修
返修 重工/返修 重工/返修 重工/返修 重工/返修 重工/返修
返修 返修 返修
第1頁,共1頁
模具制作QC工程图
制作单位: 工程部
制作:
制作日期: 2020/1/6
版本: A/0
质量管理
检验要求参照文件
检验频率
检验工具
核准:
责任人
记录
客户资料 及样品 见订购单
程式单
100% 100% 100%
目视
专业审图员
卡尺、硬度计 、针规
QC
三次元 CNC
QC
设计进度表 模具检验报告 模具检验报告
100%
产品(零件)名称: 模具 文件编号: WI-PD-02
生产管理
流程图 流程名称 使用设备
1
设计
/
2
进料
/
3
电脑锣
CNC
4
热处理
外发
5
线切割 线切割机
6
磨床
磨床
7
铣床
铣床
8
放电
EDM
9
组立
合模机
10
试模
注塑机
11
工程
/
12
出货
/
管制项目
尺寸、硬度 尺寸 硬度 尺寸 尺寸 尺寸 尺寸 尺寸
外观、尺寸
东莞市XXXX有限公司
硬度计
QC
模具检验报告
线割加工图 零件加工图
图纸 放电加工图
100%
三次元
QC
模具检验报告
100%
卡尺 百分表
QC
模具检验报告
模具三维建模与工程图绘制考核试卷
五、主观题(本题共4小题,每题5分,共20分)
1.请简述在三维建模过程中,如何使用放样(Loft)命令创建一个复杂的曲面。
2.描述在模具设计中,如何通过工程图来表示一个简单零件的尺寸和形位公差。
3.请解释在AutoCAD中,如何设置和管理图层,以及这样做的重要性。
A. Fillet
B. Chamfer
C. Loft
D. Sweep
8.在AutoCAD软件中,以下哪个快捷键用于执行“移动”命令?()
A. M
B. L
C. C
D. E
9.在三维模型中,以下哪个元素用于定义一个孔?()
A. Solid
B. Surface
C. Wire
D. Hole
10.在工程图中,以下哪个符号表示“正三角形”?()
B. OBJ
C. IGES
D. STEP
5.在进行三维建模时,以下哪些方法可以用来创建曲面?()
A. Loft
B. Patch
C. Extrude
D. Sweep
6.在AutoCAD中,以下哪些快捷键用于选择对象?()
A. C
B. E
C. F
D. L
7.以下哪些命令用于在三维建模软件中创建旋转体?()
A. Union
B. Subtract
C. Intersect
D. Trim
14.在AutoCAD软件中,以下哪个图层通常用于表示不可见的辅助线?()
A. 0图层
B. Defpoints图层
C. Continuous图层
D. Center图层
注塑模具装配图“公差”规范

注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:-0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
模具设计工程图中螺纹的表示法和标注说明
螺纹若按真实投影作图, 比较麻烦。
为了简化作图, 国家标准《机械制图》GB/T44 59.1—1995规定了螺纹的表示法。
按此表示法作图并加以标注,就能清楚地表示螺纹的类型、规格和尺寸。
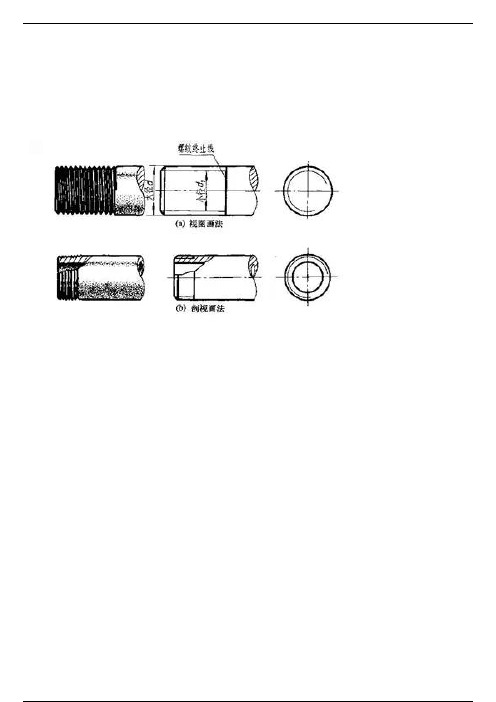
一. 螺纹的表示法1、外螺纹的表示法图:外螺纹的表示法(1) 外螺纹不论其牙型如何,螺纹牙顶圆的投影用粗实线表示;牙底圆的投影用细实线表示,在螺杆的倒角或倒圆部分也应画出。
画图时小径尺寸可近似地取dl≈0.85d。
(2) 有效螺纹的终止界线(简称螺纹终止线)在视图中用粗实线表示;在剖视图中则按图9 -8b主视图的画法(即终止线只画螺纹牙型高的一小段),剖面线必须画到表示牙顶圆投影的粗实线为止。
(3) 在垂直于螺纹轴线的投影面的视图(即投影为圆的视图)中,表示牙底圆的细实线只画约3/4圈(空出约1/4圈的位置不作规定),此时螺杆上的倒角投影不应画出。
2.内螺纹的表示法图: 内螺纹的表示法(1) 内螺纹不论其牙型如何,在剖视图中,螺纹牙顶圆的投影用粗实线表示,牙底圆的投影用细实线表示。
螺纹终止线用粗实线表示。
剖面线应画到表示牙顶圆投影的粗实线为止。
(2) 在投影为圆的视图中,表示牙底圆的细实线只画约3/4圈,此时螺孔上的倒角投影不应画出。
(3) 绘制不穿通的螺孔时,一般应将钻孔深度与螺纹部分的深度分别画出。
(4) 当螺纹为不可见时,其所有图线用虚线绘制,如下图所示:图:不可见螺纹的表示法3、内、外螺纹连接的表示法内、外螺纹连接,一般用剖视图表示。
此时,它们的旋合部分应按外螺纹的画法绘制,其余部分仍按各自的画法表示。
画图时必须注意,表示外螺纹牙顶圆投影的粗实线、牙底圆投影的细实线,必须分别与表示内螺纹牙底圆投影的细实线、牙顶圆投影的粗实线对齐。
这与倒角大小无关,它表明内、外螺纹具有相同的大径和相同的小径。
按规定,当实心螺杆通过轴线剖切时按不剖处理,如下图所示:图:内、外螺纹连接的表示法图的形式绘制,既可在剖视图中表示几个牙型,也可用局部放大图表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.模具设计依据书
根据模具设计依据书上要求,充分考虑客户的产品要求及所指定的注塑机参数,逐项填写并确定浇套模具的排位计划。
并确定制品与模具图之间的关联尺寸及确定模胚与主模料的下料清单。
2.总装图
①总装图中的主视图侧视图重点表达结构、府视图重点表达位置、辅助表达结构、从主模面分别表达定模及动模具。
且碰到结构较复杂的动、动定模具可进行分层表达结构细节。
(见下图)
②模具上各零件及分类编号
a.模极从定模固定板到动模固定板从101、102……顺序排布。
b.型腔类零件由定模到动模从201、202、……顺序排布。
c.其它辅助零件从定位圈为起点,按301、302、……顺序排布。
d.标准件和外购件从定位圈固定螺钉为起点,按401、402、……顺序排布。
③顶针、司筒标注
A、用a、b、c……标准不同直径规格的顶针,同直径规格的用下脚1、2、3、……
记别不同位置顶针。
B、用坐标法在图中标明每一支顶针的位置尺寸。
C、司筒高度统一从某平面主分型面为准注明高度,分型面以上为正、分型面以下为
负,以便精确加工。
(实际上采购时,司筒长度不可超过5m/m余量,司筒针长度余量可加大到10mm.
D、顶针总长度可取整数(实际上采购时一般取100、150、200、250、300、350、400)
④运水标识
A、标明每一回路进出口,如:IN1、IN2、……;OUT1、OUT2、……。
B、在总装图角落可用空间线示意回路。
C、每回路转折处标明回路组数。
如CW1、CW2……。
⑤螺钉的标识
A、在模具主视图的螺钉位置上,标示如:8—M10X50(表达8颗M10的螺钉)
⑥其它零配件的标识
支撑柱采用SP、导柱采用GP、行程导柱、采用EGP、复位杆采用RP。
⑦尺寸标注
A、模具图中的X、Y位置尺寸以模具中心为基准、坐标标注。
B、模具图中心须有与制品图相关联的尺寸标注。
C、模具图中心须有与动、定模CNC加工定位尺寸相关联的尺寸标注。
D、模具图中与标准件配合部位,只标注与标准件配合的加工尺寸。
3.加工工序图
在钻顶杆和CNC加工前完成所有模具零件图、线切割斜顶图、铜工加工图、以便加工顶针孔、CNC加工形面、电极。
4.模具零件图
A、各图中零件摆放应与装配图保持一致,即各模板图中主视图一律与装配图中的动模府
视图相对应。
一律取模板的右下角为基准角,这样把每张图纸顺序叠放,也就相当于将模具虚拟组装起来。
B、模具零件图中的Z方向尺寸,以总装图的主平面分型面为基准。
C、对于型腔孔导柱导套孔等有位置要求的孔系,孔间公差的标注为L+0.01。
D、模具中滑动配合选用H7/F6,固定配合选用H7/m6,型腔件间的配合采用H7/K6。
5.所有图纸标题栏,均统一从模具设计资料中调入。