手工焊锡培训资料课件
合集下载
手工焊锡培训(PPT40页)
供给位置:应是在烙铁与被焊件之间并尽量
•
靠近焊盘。
供给数量:应看被焊件与焊盘的大小,
•
焊锡盖住焊盘后焊锡高于焊盘直径的1/3既可。
焊接的材料及辅料介绍
• 焊接的辅料——助焊剂
良好焊点的标准
• 良好焊点的特性:
Good
1.具有一定的机械强度,即管脚不会松动;
2.具有良好的导电性,即焊点的电阻接近零;
导通。 • 机械的连接:把两个金属连接在一起,使两者位
置关系固定。 • 密封:把两个金属焊接后,防止空气、水、油等
渗漏。 • 焊接满足的条件: • 清洁:金属面的清扫、使两者干净并保持干净。
焊接工具介绍
目前,我们公司焊接时,主要 使用的工具有烙铁、海绵等。(见 实物)
烙铁
海锦
焊接工具——烙铁
• 烙铁:
检查
有没有做好手焊工作? 一定要负责并且仔细检查。 要做到可以正确的判断良与不良!
检查要点
①正确的位置〔手焊的
3
2
位置〕
4
②正确的部品〔部品、 5 管角等〕
③锡膏焊锡状态
1
④锡膏量
锡膏量
NG
量过多
OK
NG
NG
量缺乏
锡量外表状態1
Sn60
PbFree
量少
量多
锡量外表状態2
Sn60
NG
NG
PbFree
• 1.我们公司经常使用的是恒温烙铁。
• 2.烙铁由以下部件组成:
•
手柄、发热丝、烙铁头、电源线、
•
恒温控制器、烙铁头清洗架
• 3.电烙铁的作用:
•
给元器件管脚和焊盘加热,使锡材熔化。它的温度可以根据生产工
《手工焊锡技术》课件

控制焊接温度与时间
总结词
控制焊接温度和时间是确保焊接质量的重要因素。
详细描述
合适的焊接温度和时间可以确保焊锡充分熔化,并在适当的温度下与焊接表面形成良好的结合。温度过高可能导 致焊锡过度流动或损坏焊接表面,温度过低则可能导致焊锡不熔或形成空洞。因此,应根据焊锡的材质和厚度, 以及焊接表面的材质和状况,选择合适的焊接温度和时间。
手工焊锡的基本工具
焊锡丝
用于焊接电子元件,是手工焊 锡的主要材料。
镊子
用于夹持电子元件,便于焊接 。
电烙铁
用于熔化焊锡,是手工焊锡过 程中必不可少的工具。
助焊剂
用于增强焊接效果,减少焊接 缺陷。
防静电措施
在焊接过程中,需要注意防静 电,以避免对电子元件造成损 坏。
02
手工焊锡的基本操作流程
准备工具与材料
03
手工焊锡的技巧与注意事 项
选择合适的焊锡与助焊剂
总结词
选择合适的焊锡和助焊剂是手工焊锡的关键,它们的质量直接影响焊接效果。
详细描述
根据焊接需求选择合适的焊锡,如焊点大小、材质等。同时,选择适合的助焊 剂可以提高焊接的可靠性和美观度。应选择低固含量、低腐蚀性的助焊剂,以 减少对焊接表面的腐蚀和残留。
手工焊锡的注意事项
掌握焊接技巧、注意安全操作。
手工焊锡的应用范围
电子产品的维修与组装
科学研究与教学
在维修或组装过程中,需要对电子元 件进行焊接,手工焊锡技术适用于这 种情况。
在科研和教学领域,手工焊锡技术可 以用于实验和演示。
小规模生产
对于小规模生产或定制产品的生产, 手工焊锡技术可以灵活应对生产需求 。
详细描述
在操作前,要检查工作场所是否整洁,有无安全隐患。在操 作时,要保持工作台的整洁,不要随意丢弃废弃物。同时, 要注意安全警示标志和安全规定,不要在危险的环境中进行 操作。
手工焊锡培训教程 26页PPT文档
(3) 温度宜为350±20℃。
焊充电线
四、重点工位焊接方法
13. 焊SMD贴片料
(1) 先确定所加料在板上的位置, SMD料的大小与板上PAD位面积 相同。
(2) 检查所用料与OI上P/N相同, 取料必须要用镊子。不可用烙铁 头取小料,SMD电容要先预热后 再焊,预热温度60±20℃。
(3) 焊接时电子料丝印朝上,方便 自检,焊好后检查有无假焊、连 锡等问题。
走
走
烙
锡
铁
线
焊接步骤补充:
清洁烙铁尖 (用润湿的海棉)
员工多技能培训教材
自检无工艺问题 定格下拉
将烙铁尖放在焊盘 上,紧靠被焊元件脚
预热
向烙铁尖与焊盘的 结合位置加送适当
锡线
熔錫
形成合金层 即良好锡点
移走烙铁 (焊接过程完成)
停止加锡 移走锡线
二、焊接的方式
员工多技能培训教材
一般根据元件焊脚数量及排列决定焊接方式。
(2) 不可在线头未焊之前先把烙铁移开(即不可先拿 开烙铁再穿线头),锡一定要完全包住线头,焊接 后线头金属裸露部分不超过0.5毫米。
焊喇叭线
四、重点工位焊接方法
员工多技能培训教材
12. 穿焊线
(1) 正常工艺充电线应100%穿孔焊接,线头不能穿太 深,保证正反面线头不能有机会碰短路。
(2) 焊后轻拉线自检有无假焊,正负极两锡点不可连锡, 周边不可有锡珠、锡渣,焊接后线头金属裸露部分不 超过0.5毫米。
员工多技能培训教材
编制:培训员 审核: 【】
员工多技能培训教材
1.回顾焊锡的概念及操作方法,提高焊接品 质意识。 2.通过总结工作中不良焊点的产生原因及解 决方法,进一步明确公司焊接的品质标准。 3.强调各焊接重点岗位的操作方法,提升操 作人员的焊接水平。
焊充电线
四、重点工位焊接方法
13. 焊SMD贴片料
(1) 先确定所加料在板上的位置, SMD料的大小与板上PAD位面积 相同。
(2) 检查所用料与OI上P/N相同, 取料必须要用镊子。不可用烙铁 头取小料,SMD电容要先预热后 再焊,预热温度60±20℃。
(3) 焊接时电子料丝印朝上,方便 自检,焊好后检查有无假焊、连 锡等问题。
走
走
烙
锡
铁
线
焊接步骤补充:
清洁烙铁尖 (用润湿的海棉)
员工多技能培训教材
自检无工艺问题 定格下拉
将烙铁尖放在焊盘 上,紧靠被焊元件脚
预热
向烙铁尖与焊盘的 结合位置加送适当
锡线
熔錫
形成合金层 即良好锡点
移走烙铁 (焊接过程完成)
停止加锡 移走锡线
二、焊接的方式
员工多技能培训教材
一般根据元件焊脚数量及排列决定焊接方式。
(2) 不可在线头未焊之前先把烙铁移开(即不可先拿 开烙铁再穿线头),锡一定要完全包住线头,焊接 后线头金属裸露部分不超过0.5毫米。
焊喇叭线
四、重点工位焊接方法
员工多技能培训教材
12. 穿焊线
(1) 正常工艺充电线应100%穿孔焊接,线头不能穿太 深,保证正反面线头不能有机会碰短路。
(2) 焊后轻拉线自检有无假焊,正负极两锡点不可连锡, 周边不可有锡珠、锡渣,焊接后线头金属裸露部分不 超过0.5毫米。
员工多技能培训教材
编制:培训员 审核: 【】
员工多技能培训教材
1.回顾焊锡的概念及操作方法,提高焊接品 质意识。 2.通过总结工作中不良焊点的产生原因及解 决方法,进一步明确公司焊接的品质标准。 3.强调各焊接重点岗位的操作方法,提升操 作人员的焊接水平。
手工锡焊接基础PPT课件
第7页/共49页
• (B)助焊剂:助焊剂:松香、松香水(将松香溶于酒精中)、焊锡膏和三强水。使用助 焊剂,可以帮助清除金属表面的氧化物并防止再次氧化,减少表面张力,利于焊接,又可 保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但由于焊锡膏和三强水有极强的 腐蚀性,很少用于电子电路的焊接。焊接后应及时清除残留物。
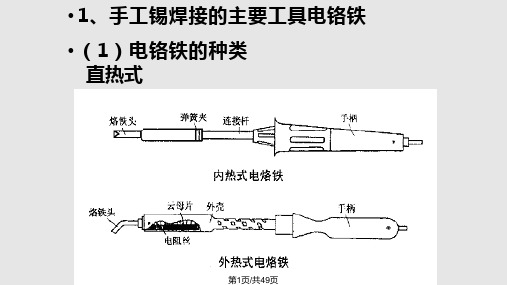
• 1、手工锡焊接的主要工具电铬铁 • (1)电铬铁的种类
直热式
第1页/共49页
A、外热式电铬铁 体积小、重量轻。
B、内热式电铬铁 升温快、耗电省、热效率高
第2页/共49页
恒温电烙铁:烙铁头温度可以控制。
耗电省,升温速度快 、可减少虚焊,提高了焊接质量 。
第3页/共4Байду номын сангаас页
• 吸锡电烙铁:主要用于拆焊 • 与普通电烙铁相比,其烙铁头是空心的并 有空压吸流作用。
第8页/共49页
3、手工锡焊时的手势 (1)电烙铁的握拿方式
第9页/共49页
• (2)焊锡丝的握拿方式 第10页/共49页
➢ 焊接操作可分5步进行: ✓ 准备施焊
✓ 加热焊件 ✓ 熔化焊料
✓ 移开焊锡丝
✓ 撤离电烙铁
第1119页/共49页
• 4、焊接操作 • 可分5步进行:
第12页/共49页
第31页/共49页
元件脚的弯制成形1
错 直接从元件 根部,将元 件脚弯制成形
yes
用镊 子夹住元件根 部,将元件脚 弯制成形
大约 2 mm
第32页/共49页
镊子
元件脚的弯制成形2
根据印刷电路孔距而定
大 约 8 mm
别太短
第33页/共49页
插上电烙铁,加热并烙铁和焊件。 • 此过程应注意以下几个问题
• (B)助焊剂:助焊剂:松香、松香水(将松香溶于酒精中)、焊锡膏和三强水。使用助 焊剂,可以帮助清除金属表面的氧化物并防止再次氧化,减少表面张力,利于焊接,又可 保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但由于焊锡膏和三强水有极强的 腐蚀性,很少用于电子电路的焊接。焊接后应及时清除残留物。
• 1、手工锡焊接的主要工具电铬铁 • (1)电铬铁的种类
直热式
第1页/共49页
A、外热式电铬铁 体积小、重量轻。
B、内热式电铬铁 升温快、耗电省、热效率高
第2页/共49页
恒温电烙铁:烙铁头温度可以控制。
耗电省,升温速度快 、可减少虚焊,提高了焊接质量 。
第3页/共4Байду номын сангаас页
• 吸锡电烙铁:主要用于拆焊 • 与普通电烙铁相比,其烙铁头是空心的并 有空压吸流作用。
第8页/共49页
3、手工锡焊时的手势 (1)电烙铁的握拿方式
第9页/共49页
• (2)焊锡丝的握拿方式 第10页/共49页
➢ 焊接操作可分5步进行: ✓ 准备施焊
✓ 加热焊件 ✓ 熔化焊料
✓ 移开焊锡丝
✓ 撤离电烙铁
第1119页/共49页
• 4、焊接操作 • 可分5步进行:
第12页/共49页
第31页/共49页
元件脚的弯制成形1
错 直接从元件 根部,将元 件脚弯制成形
yes
用镊 子夹住元件根 部,将元件脚 弯制成形
大约 2 mm
第32页/共49页
镊子
元件脚的弯制成形2
根据印刷电路孔距而定
大 约 8 mm
别太短
第33页/共49页
插上电烙铁,加热并烙铁和焊件。 • 此过程应注意以下几个问题
手工焊锡培训课件PPT(共 76张)

3--4S
焊锡技术
■ 插件元件焊接基本操作步骤
烙铁头放在需焊接的母材进行加热,烙铁投入角度为 45度左右 将锡丝与母材接触,适量地熔化 供给了适量的焊锡迅速移开锡丝 焊锡扩散到了目的范围将烙铁移开 充分冷却,焊锡完全凝固前不要有振动或冲击(焊锡表面可 能发生微小的龟裂现象)
焊锡工具
■ 常见的手工焊锡工具有焊枪、普通电烙铁、恒温烙铁, 我司主要使用恒温烙铁,所具有的特性对比分析如下:
工具类别
优缺点
缺点
适用范围
焊枪
发热丝功率大小和焊嘴 可换,价钱便宜
玩具类及品质要求不高的 温度不稳定,回温性能差
低端电子产品
发热丝功率大小和焊嘴 普通烙铁
可换,价钱便宜
玩具类及品质要求不高 温度不稳定,回温性能差
焊锡技术
■ 焊锡管理三要素:
清洁
焊锡
加热
烙铁
金属表面的清扫 烙铁的清扫 附属机器的清扫 烙铁头的方向 加热温度 加热時間 烙铁投入方向 烙铁头退出的方向 良否判断
焊锡技术
■ 烙铁及焊锡丝握法:
烙铁的握法有两种:
反握法 适用于大部品焊锡
焊锡丝握法: 焊锡丝尖部30~50mm处,用大拇指和食指轻握后,用中指移动,自由提供锡线;
作业前戴好防静电手环和手指套或手套,对产品作好防护
焊锡准备工作
准备好干净且湿度适合的海棉及烙铁座,以便使用中经常 擦净有锡渣的过热变黑的烙铁嘴, 海绵的湿润量见下图:
焊锡准备工作
电烙铁头清洗是每次焊锡开始前必须要做的工作 烙铁头在空气中暴露时,其表面被氧化形成氧化层,表面的氧化物与锡
珠没有亲合性,焊锡时焊锡强度很弱
手工焊锡培训
上海鼎晖科技有限公司 培训部
手工锡焊技术培训课程PPT课件

目录
淡蓝色的海水轻轻地拍打着沙滩,一 浪盖过 一浪, 连绵不 绝,源 源不断 。海水 在人们 的心中 无非是 易怒的 。可是 ,在现 在的我 眼中, 如同母 亲的手 温柔的 抚摸着 这岸上 的一切 生灵。 贝壳与 螃蟹戏 玩着, 玩累了 ,便躺 在柔软 的沙上 睡上一 会儿。
淡蓝色的海水轻轻地拍打着沙滩,一 浪盖过 一浪, 连绵不 绝,源 源不断 。海水 在人们 的心中 无非是 易怒的 。可是 ,在现 在的我 眼中, 如同母 亲的手 温柔的 抚摸着 这岸上 的一切 生灵。 贝壳与 螃蟹戏 玩着, 玩累了 ,便躺 在柔软 的沙上 睡上一 会儿。
⑴ 焊料熔点低于焊件;
淡蓝色的海水轻轻地拍打着沙滩,一 浪盖过 一浪, 连绵不 绝,源 源不断 。海水 在人们 的心中 无非是 易怒的 。可是 ,在现 在的我 眼中, 如同母 亲的手 温柔的 抚摸着 这岸上 的一切 生灵。 贝壳与 螃蟹戏 玩着, 玩累了 ,便躺 在柔软 的沙上 睡上一 会儿。
⑵ 焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而
加热到锡焊温度,在焊件不熔化的情况下,焊料熔化并浸润 焊接面,依靠二者原子的扩散形成焊件的连接。其主要特征
有以下三点:
淡蓝色的海水轻轻地拍打着沙滩,一 浪盖过 一浪, 连绵不 绝,源 源不断 。海水 在人们 的心中 无非是 易怒的 。可是 ,在现 在的我 眼中, 如同母 亲的手 温柔的 抚摸着 这岸上 的一切 生灵。 贝壳与 螃蟹戏 玩着, 玩累了 ,便躺 在柔软 的沙上 睡上一 会儿。
焊锡技能培训 淡蓝色的海水轻轻地拍打着沙滩,一浪盖过一浪,连绵不绝,源源不断。海水在人们的心中无非是易怒的。可是,在现在的我眼中,如同母亲的手温柔的抚摸着这岸上的一切生灵。贝壳与螃蟹戏玩着,玩累了,便躺在柔软的沙上睡上一会儿。
手工焊锡培训PPT课件
2.烙铁由以下部件组成:
手柄、发热丝、烙铁头、电源线、
恒温控制器、烙铁头清洗架
3.电烙铁的作用:
给元器件管脚和焊盘加热,使锡材熔化。它的温度可以根据生产工艺
要求由ME部测温员校正调节,校正后不允许私自调温。
作业上的注意事项
·温度
·灰尘
·湿度
·容器
·太阳光线的直射
·操作上的注意
7
焊接工具——烙铁
• 补焊不同的产品或元件应根据生产工艺的要求更换不 同的烙铁头和重新测试量烙铁的温度。
22
手插件焊接步骤详解之“预热”
17
2.焊点面检查方法:
视 线
、
烙
*焊点面朝下把PCB板放在工作台上,一手拿烙铁, 铁
一手拿锡丝,眼睛斜视随着烙铁移动检查(即烙铁、 锡丝、视线汇成一点对准焊点 ),从左到右从上到 下,成Z型,始终有规律的有序检查,并做到随时 发现缺陷随时解决。
*按一定的角度对每一块PCB板的每一个焊点逐个 进行检查。对各类不良焊点依次进行补焊。
11
焊接的材料及辅料介绍
• 焊接的辅料——助焊剂
1.辅助热传异 2.去除氧化物 3.降低表面好焊点的特性:
Good
1.具有一定的机械强度,即管脚不会松动;
2.具有良好的导电性,即焊点的电阻接近零;
3.有一定的外形,即形状为微
凹呈缓坡状的半月形近似圆
锥.锡点光滑,有金属光泽,
15
重要注意点
• 使用锡线的确认 • 烙铁的确认 • 清扫海绵的确认 • 手焊的姿势确认
16
1.元件面检查方法:
拿起PCB板,元件面朝上,平视元 件管脚端与PCB板接触面处,从左 到右始终有规律的对每一个元件 逐个进行检查,看是否有高件、 元件倾斜、元件偏移、立起、少 件、元件装反、元件破损、有锡 珠或残余管脚、其它杂物等不良 情况;
焊锡作业培训PPT课件

有MT贴片300±20℃ DIP元件 360±10
无 铅 锡 丝
2020/2/14
有 铅 锡 丝
9
3. 助焊剂 3.1 ).助焊剂的分类
助焊剂分为: 油性助焊剂:可溶于有机溶剂的助焊剂 水性助焊剂:可溶于水的助焊剂 免洗助焊剂:含少量松香和非卤化合物的非清洗助焊剂
有鉛
型號
900M-T-B
900M-T-B 900M-T-2.4D
2020/2/14
6
1.2.2)烙铁主要部件之作用: 1.温控器:控制,调节烙铁温度; 2.烙铁头:用于传热及熔解锡丝完成焊接; 3.压缩海绵:用于清洁烙铁头上的焊油及残锡;
2020/2/14
7
1.3.烙铁头的使用及保养
1.休息前及新烙铁头使用前先清洁并加锡于烙铁头上,以防止 氧化及腐蚀,并可加长烙铁头的寿命.
2.焊接前擦拭烙铁头上的污染物,以得良好的焊点.
3.海棉保持潮湿,但水不能加太多,需每天清洗,以去除锡渣及 松香渣.
4.工作区域保持清洁.
5.焊锡残留在烙铁头上时,不可用力敲烙铁的方式来去除焊锡,否则 会造成陶瓷破裂, 漏电,温度变化…等问题.
6.烙铁故障后.修理完毕时一定要测量温度接地电阻及漏电量是否符 合规定,符合规定才可使用.
焊锡技术训 练教材
官玉奎
2020/2/14
1
目录概要
一:焊锡的基本常识及各材料介绍 二:焊锡作业原则 三:IS014000焊锡注意事项
2020/2/14
2
第一章 焊锡基本常识及材料介绍
一.焊锡原理
• 焊接,就是用焊锡做媒介,藉加热而使A.B二 金属接合并达到导电的目的。
• 二金属间的接合力即靠焊锡与金属表面所 产生的合金层.
无 铅 锡 丝
2020/2/14
有 铅 锡 丝
9
3. 助焊剂 3.1 ).助焊剂的分类
助焊剂分为: 油性助焊剂:可溶于有机溶剂的助焊剂 水性助焊剂:可溶于水的助焊剂 免洗助焊剂:含少量松香和非卤化合物的非清洗助焊剂
有鉛
型號
900M-T-B
900M-T-B 900M-T-2.4D
2020/2/14
6
1.2.2)烙铁主要部件之作用: 1.温控器:控制,调节烙铁温度; 2.烙铁头:用于传热及熔解锡丝完成焊接; 3.压缩海绵:用于清洁烙铁头上的焊油及残锡;
2020/2/14
7
1.3.烙铁头的使用及保养
1.休息前及新烙铁头使用前先清洁并加锡于烙铁头上,以防止 氧化及腐蚀,并可加长烙铁头的寿命.
2.焊接前擦拭烙铁头上的污染物,以得良好的焊点.
3.海棉保持潮湿,但水不能加太多,需每天清洗,以去除锡渣及 松香渣.
4.工作区域保持清洁.
5.焊锡残留在烙铁头上时,不可用力敲烙铁的方式来去除焊锡,否则 会造成陶瓷破裂, 漏电,温度变化…等问题.
6.烙铁故障后.修理完毕时一定要测量温度接地电阻及漏电量是否符 合规定,符合规定才可使用.
焊锡技术训 练教材
官玉奎
2020/2/14
1
目录概要
一:焊锡的基本常识及各材料介绍 二:焊锡作业原则 三:IS014000焊锡注意事项
2020/2/14
2
第一章 焊锡基本常识及材料介绍
一.焊锡原理
• 焊接,就是用焊锡做媒介,藉加热而使A.B二 金属接合并达到导电的目的。
• 二金属间的接合力即靠焊锡与金属表面所 产生的合金层.
手工锡焊技术培训PPT授课资料课件

01 春姑娘不情愿地离开了办公室,夏先生开始了自己的工作,他先为小树披上大号的衣服,再提醒太阳公公,春天已经过去了,转眼就到了八月,夏天就这样戛然而止了。
春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。
焊锡技能培训 春姑娘不情愿地离开了办公室,夏先生开始了自己的工作,他先为小树披上大号的衣服,再提醒太阳公公,春天已经过去了,转眼就到了八月,夏天就这样戛然而止了。
春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。
春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。
温度低时,发烟量小,持续时间长;温度高时,烟气量 大,消散快;在中等发烟状态,约6~8秒消散时,温度 约为300℃,这时是焊接的合适温度。
春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。
焊接工具工艺
春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。 春姑娘不情愿地离开了办公室,夏先 生开始 了自己 的工作 ,他先 为小树 披上大 号的衣 服,再 提醒太 阳公公 ,春天 已经过 去了, 转眼就 到了八 月,夏 天就这 样戛然 而止了 。
手工锡焊技术培训教育课件

三、焊点合格的标准
1、焊点有足够的机械强度:一般可采用把被焊元器件的引 线端子打弯后再焊接的方法。
冬天的池塘也很美。池塘结冰了,雪 又给池 塘盖上 了一层 白棉被 ,一脚 踩上去 ,会发 出“咔哧 咔哧” 的声音 ,又会 觉得脚 被又松 又软的 积雪埋 住了。 冬天的 池塘粉 妆玉砌 ,有着 别样的 美。
2、焊接可靠,保证导电性能。
3、焊点表面整齐、美观:焊点的外观应光滑、清洁、均匀、 对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。 冬天的池塘也很美。池塘结冰了,雪又给池塘盖上了一层白棉被,一脚踩上去,会发出“咔哧咔哧”的声音,又会觉得脚被又松又软的积雪埋住了。冬天的池塘粉妆玉砌,有着别样的美。
• 重点:五步焊接法 • 难点:特殊元件的焊接方法
冬天的池塘也很美。池塘结冰了,雪 又给池 塘盖上 了一层 白棉被 ,一脚 踩上去 ,会发 出“咔哧 咔哧” 的声音 ,又会 觉得脚 被又松 又软的 积雪埋 住了。 冬天的 池塘粉 妆玉砌 ,有着 别样的 美。
焊接的基础知识
一、锡焊
锡焊是焊接的一种,它是将焊件和熔点比焊件低的焊料共同 冬天的池塘也很美。池塘结冰了,雪 又给池 塘盖上 了一层 白棉被 ,一脚 踩上去 ,会发 出“咔哧 咔哧” 的声音 ,又会 觉得脚 被又松 又软的 积雪埋 住了。 冬天的 池塘粉 妆玉砌 ,有着 别样的 美。
冬天的池塘也很美。池塘结冰了,雪 又给池 塘盖上 了一层 白棉被 ,一脚 踩上去 ,会发 出“咔哧 咔哧” 的声音 ,又会 觉得脚 被又松 又软的 积雪埋 住了。 冬天的 池塘粉 妆玉砌 ,有着 别样的 美。
02 冬天的池塘也很美。池塘结冰了,雪又给池塘盖上了一层白棉被,一脚踩上去,会发出“咔哧咔哧”的声音,又会觉得脚被又松又软的积雪埋住了。冬天的池塘粉妆玉砌,有着别样的美。
手工焊锡培训(精选)PPT共43页

手工焊锡培训(精选)
41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
23、一切节省,会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
23、一切节省,会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接合时,湿润的同时也伴随着扩散,根据这理现象:湿润
扩散
合金化
表面张力:液体要收缩成最小面积的力,即水滴在物体表面上不扩散的 现象;
表面张力:液体要收缩成最小面积的力,即水滴在物体表面上不扩散的现
象;
θ≤90°湿润了
θ>90°未湿润
表面张力小
表面张力大
θ
θ
焊料常识
根据所焊材质及焊盘大小调节适宜的温度范围,并使用 温度测试仪进行测试实际温度。
准备好适用的锡线
小心漏电:接电前应检查烙铁电源线是否完好无损,是否有 漏电现象,并将地线接好,以确保人生安全及产品安全.
新烙铁嘴使用前应先在烙铁第一次通电加热后,用锡线在 烙铁嘴头部熔上一层锡,以使其易沾锡和防止氧化烙铁嘴.
■锡丝中的助焊剂(FLUX)
锡线中助焊剂在锡线中空部分,在锡丝中主要灌注 1芯、3芯、5芯等几种方式, 其作用:
a.去除需焊锡焊盘处的氧化物, b.促进锡的湿润扩展, c.降低焊锡的表面张力, d.清洁焊锡的表面, e.将金属表面包裹起来,杜绝其与空气的接触,以
防止再次氧化等
焊料常识
氧化膜
助焊剂(松香)
作业前戴好防静电手套和手指套或手套,对产品作好防
焊锡准备工作
准备好干净且湿度适合的海棉及烙铁座,以便使用中经常 擦净有锡渣的过热变黑的烙铁嘴, 海绵的湿润量见下图:
焊锡准备工作
烙铁头清洁对温度的影响:
温度
注意:清洁海绵水 量过多时,会导致 烙铁温度下降大, 恢复时间长,不利 于快速加热焊锡
温度降低
的低端电子产品
有恒温控制,温度稳定, 恒温烙铁 回温性能好,不易烧坏
烙铁或汤伤线路板及组件
品质要求较高的电子产品
焊锡工具
恒温烙铁的结构:
開關
温度显示窗口
温度设置键或調整扭
注意:烙铁的内部有陶瓷 加热芯,避免敲击
烙铁头
烙铁杆
陶瓷加热芯
手柄
焊锡工具
■烙铁嘴
可通过不同形状,大小的烙铁嘴可进行各种不同要求的焊锡, 常用的种类:
焊锡
金属焊盘
氧化膜的除去
再氧化的防止
除去金属表面的 氧化膜并使焊锡 湿润性变好;
盖住并除去氧化 膜;防止因加熱 引起的再氧化;
减少表面张力
降低焊锡表面 张力;
锡丝直径常用的几种规格:0.4 mm 、0.6mm、0.8mm、1.0mm、 1.2mm、1.6mm,我司目前所用规格是:0.6 mm SnCu FLUX:2.2%,选用锡线规格需以焊盘大小而定,焊盘大选用锡线规 格则大,焊盘小则小。
值。
3.测定点处是用特制的非金属合金做成反复测定使用后会
磨损影响测量结果;使用50次左右,最好用新的Sensor
进行更换
4.在接线处用棉棒蘸酒精擦除松香再进行测试 ,保证温度
准确
手工焊锡培训资料
14
焊锡技术
■ 焊锡管理三要素:
清洁
金属表面的清扫 烙铁的清扫
附属机器的清扫
焊锡
加热
烙铁头的方向 加热温度
温度复原
(例)
作业温度范围 350℃±10℃
良好的状态
温度复原速度快,易于作业
不良状态:
水量过多时,温度下降很多。温度复原需要 时间较长
焊锡准备工作
烙铁头温度测量正确使用方法
1.把Ring Plate沾到滑动支柱上B ;红色Sensor是联接红色
端子,绿色Sensor是连接绿色端子
2.找开开关A,将烙铁头放在测定点E上测定2~3秒读取数
扁状——用于焊接面大,且散热较快的金属体,如五金弹片.
圆锥状——用于锡点密集焊接
斜口状——用于焊接面大的独立锡点
无铅烙铁头的使用寿命:
无铅烙铁头的使用寿命一般只有7 天左右,是有铅烙铁头的1/3时间, 使用时定期检查,即时更换,以达 到标准时间7天为期限进行更换。
焊锡准备工作
根据焊锡点大小选定功率适合的烙铁和烙铁咀
222
75
3 Sn99-Ag0.3-Cu0.7
217
78
4 Sn95.5- Ag3.0-1.5Cu
217
78
湿润是发生在固体表面和液体间的一种物理现象。如果液体能在固 体表面漫流开,说明这种液体能湿润该固体表面;焊锡角越小说明 湿润性越好,焊接质量越好;
焊料常识
结晶格子中的金属原子,常温时也会进行热运动,温度升高,热运动加 剧,会有从一个格子移向到其他格子的现象。这种金属原子的移动现象 称 为“扩散现象”。
焊锡工具
■ 常见的手工焊锡工具有焊枪、普通电烙铁、恒温烙铁, 我司主要使用恒温烙铁,所具有的特性对比分析如下:
工具类别
优缺点
缺点
适用范围
焊枪
发热丝功率大小和焊嘴 可换,价钱便宜
玩具类及品质要求不高的 温度不稳定,回温性能差
低端电子产品
发热丝功率大小和焊嘴 普通烙铁
可换,价钱便宜
玩具类及品质要求不高 温度不稳定,回温性能差
手工焊锡培训
生产部 2011.6.28
培训主要内容
焊料的常识 焊锡工具 焊接准备工作 焊接技术 锡点标准及检查要点 焊锡不良原因分析及解决对策 焊接工具保养 附录
焊料常识
工业生产中常用的焊锡料有三种:即锡膏、锡丝、 锡条,锡膏与锡条需专业生产设备回流焊和波峰 锡炉才能使用,这里不作介绍锡条
■ 锡丝
25cm以上
焊锡技术
■ 无铅焊接的温度及时间控制要求如下表:
项次
SMD、晶振、芯片、 要求低温焊接等元 器件
引线,插座、 电子插件等
屏蔽金属及 大面积焊盘
温度范围
350±10℃
380±10℃
420±10℃
焊接时间
2—3S
2.5—3.5S
3--4S
焊锡技术
■ 插件元件焊接基本操作步骤
烙铁头放在需焊接的母材进行加热,烙铁投入角度为 45度左右 将锡线与母材接触,适量地熔化 供给了适量的焊锡迅速移开锡线 焊锡扩散到了目的范围将烙铁移开 充分冷却,焊锡完全凝固前不要有振动或冲击(焊锡表面可
含铅锡丝
项次
合金成分
熔点(℃)
湿润与扩散率(%)
1
Sn63-Pb37
183
100
2
Sn60-Pb40
183-190
100
3
Sn55-Pb45
183-203
90
4
Sn50-Pb50
183-216
85
焊料常识
无铅锡丝
项次
合金成分
熔点(℃)
湿润与扩散率(%)
1
Sn99.3-Cu0.7
227
70
2
Sn96.5-Ag3.5
加热時間
烙铁
烙铁投入方向 烙铁头退出的方向
良否判断
手工焊锡培训资料
15
焊锡技术
■ 烙铁及焊锡丝握法:
烙铁的握法有两种:
握笔法 普通作业
反握法 适用于大部品焊锡
焊锡丝握法: 焊锡丝尖部30~50mm处,用大拇指和食指轻握后,用中指移动,自由提供锡线;
焊锡技术
■ 焊锡的正确姿势
正确的姿势
危险的姿势
危险的姿势