P91+P22钢焊接及热处理工艺
TP91 TP92 焊接与热处理技术交底

T/P91、T/P92 焊接及热处理技术交底交底内容:1、焊工实施T/P92、T/P91钢焊接的焊工,应按规定和评定合格的工艺进行考核,取得相应位置合格证书后方可参加实际焊接工作。
2、焊接机具和焊接材料2.1 焊接T91/P91钢的焊接设备,应选用焊接特性良好、稳定可靠的递变式或整流式焊机。
其容量应能满足焊接规范参数的要求。
手工电弧焊时要求采用收弧电流衰减装置。
2.2氩弧焊工器具2.2.1氩弧焊枪选用气冷式。
2.2.2氩气减压流量计应选择气压稳定、调节灵活的表计,其产品质量和特性应符合国家或部颁标准。
2.2.3输送氩气的管线应选用质地柔软、耐磨和无裂痕的胶管,且无漏气现象。
2 2.4氩弧焊导电线应采用柔软多股铜线,其与夹具应接触良好。
2.3 焊条电弧焊工器具2.3.1焊机引出电缆线可选用截面为50mm2焊接专用铜芯多股橡皮电缆;连接焊钳的把线,可选用截面为25mm2焊接专用铜芯多股橡皮软电缆。
电缆线外皮绝缘应良好、无破损。
2.3.2选用的焊钳应轻巧、接触良好不易发热,且便于焊条的更换。
2.3.3测量坡口和焊缝尺寸时,应采用专用的焊口检测器。
2.3.4修整接头和清理焊渣、飞溅,宜采用小型轻便的砂轮机。
3、焊接材料3.1氩弧焊丝使用前应除去表面油、垢等脏物。
焊条除按国家标准规定保管外,于使用前按使用说明书规定,置于专用的烘焙箱内进行烘焙。
推荐的烘焙参数为:温度350~400℃,时间l~2小时,使用时,应放在80~120℃的便携式保温筒内随用随取。
3.2氩气使用前应检查瓶体上有无出厂合格证明,以验证其纯度是否符合国家或部颁标准规定。
3.3氩弧焊丝、焊条、氩气和钨极等焊接材料的质量,应符合国家标准或有关标准的规定。
3.4氩弧焊用的钨极宜选用铈钨极或镧钨极,直径为φ2.5mm。
钨极于使用前切成短段,并在其端头处磨成适于焊接的尖锥体。
4、焊前准备4.1 坡口制备4.1.1坡口形状和尺寸按设计图纸和供货方提供的资料加工。
P91、P92焊接热处理作业指导书
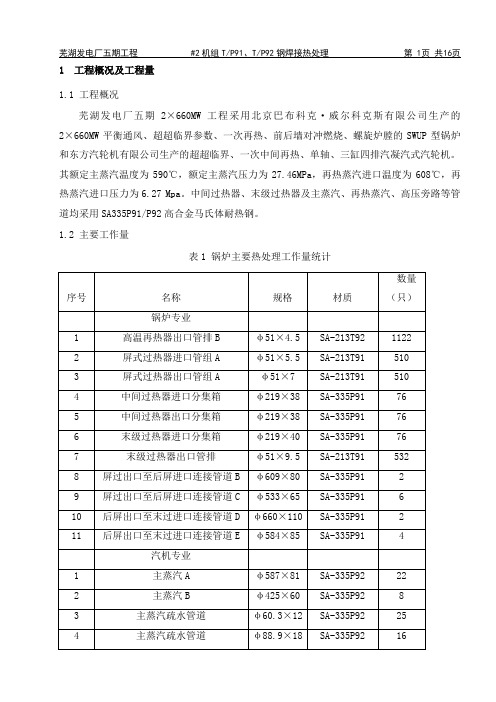
1工程概况及工程量1.1 工程概况芜湖发电厂五期2×660MW工程采用北京巴布科克·威尔科克斯有限公司生产的2×660MW平衡通风、超超临界参数、一次再热、前后墙对冲燃烧、螺旋炉膛的SWUP型锅炉和东方汽轮机有限公司生产的超超临界、一次中间再热、单轴、三缸四排汽凝汽式汽轮机。
其额定主蒸汽温度为590℃,额定主蒸汽压力为27.46MPa,再热蒸汽进口温度为608℃,再热蒸汽进口压力为6.27 Mpa。
中间过热器、末级过热器及主蒸汽、再热蒸汽、高压旁路等管道均采用SA335P91/P92高合金马氏体耐热钢。
1.2 主要工作量表1 锅炉主要热处理工作量统计注:焊口数以配管图到后,现场安装实际数量为准。
表1(完)2编制依据2.1 上海电建《芜湖发电厂五期2×660MW工程#2标段施工组织设计》2.2 DL/T 819-2002《火力发电厂焊接热处理技术规程》2.3 DL/T 869-2004《火力发电厂焊接技术规程》2.4 DL/T 752-2001《火力发电厂异种钢焊接技术规程》2.5 国电焊接信息网《T/P92钢焊接指导性工艺》2.6《T91/P91钢焊接工艺导则》(电源质(2002)100号)2.7 上海电力安装第二工程公司焊接工艺评定2.8《电力建设安全工作规程》第一部分:DL5009.1-2002(火力发电厂)2.9 2006年版《工程建设标准强制性条文》3施工准备3.1 热处理专业人员及其基本要求3.1.1 项目有热处理技术人员1名,具有资质证书的热处理工6名,辅助工10名。
如有变动可按现场实际施工情况做出相应修正。
焊接热处理人员应该经过专门的培训,并取得资格证书。
没有取得资格证书的人员只能从事辅助性的焊接热处理工作,不能单独作业或对焊接热处理结果进行评价。
本工程锅炉专业热处理作业人员配备表如下:表2 热处理作业人员配备表表2(完)3.1.2 热处理工应积极按照焊接热处理施工方案、作业指导书、工艺卡进行施工;3.1.3 热处理技术人员应熟悉相关规程,熟悉掌握、严格执行各个规范规程,组织热处理人员的业务学习;编制热处理施工方案与作业指导书等技术文件;收集、整理焊接热处理资料。
P91钢管道焊接及热处理施工工法

P91钢管道焊接及热处理施工工法P91钢管道焊接及热处理施工工法一、前言:P91钢是一种高温高压力下常用的材料,广泛应用于石化、核电等领域的管道工程中。
针对P91钢管道的施工特点和需求,制定了P91钢管道焊接及热处理施工工法,旨在保证工程质量和安全性。
二、工法特点:1. 与其他钢材不同,P91钢焊接后需要进行热处理,以消除焊接产生的应力和提高材料的力学性能。
2. 该工法采用特殊焊接材料和工艺参数,能够有效控制焊接热影响区的显微组织和性能。
3. 施工过程中充分考虑P91钢的高温、高压等特性,采取合适的隔热措施,保证焊接质量和工人的安全。
三、适应范围:该工法适用于P91钢管道的焊接和热处理,广泛应用于石化、核电、火力发电等行业的管道工程。
四、工艺原理:通过对施工工法与实际工程之间的联系、采取的技术措施进行具体的分析和解释,让读者了解该工法的理论依据和实际应用。
1. 选择合适的焊接参数和焊接材料,控制焊接热输入和焊接速度,以保证焊缝的质量。
2. 采用预热、焊接后热处理等措施,消除焊接产生的应力和提高材料的力学性能。
五、施工工艺:对施工工法的各个施工阶段进行详细的描述,让读者了解施工过程中的每一个细节。
1. 准备工作:对管道进行清洁和检查,准备焊接材料和设备。
2. 焊接工艺:采用TIG焊接和电弧焊接等方法进行焊接,保证焊缝的质量和外观质量。
3. 热处理工艺:采用正火或脱碳退火等工艺对焊接区域进行热处理,提高材料的力学性能。
4. 后处理工艺:对焊接区域进行清理、修整和防腐处理,保证工程质量和使用寿命。
六、劳动组织:根据施工需要,确定施工队伍的组成和工作分工,确保施工进度和质量。
1. 针对P91钢管道的特点,需要具备一定的焊接和热处理技术经验的工人。
2. 设置工班长和技术指导专家,对施工过程进行监督和指导。
七、机具设备:对该工法所需的机具设备进行详细介绍,让读者了解这些机具设备的特点、性能和使用方法。
1. 焊接设备:包括TIG焊机、电弧焊机等。
p91p92焊后热处理

热电偶的选择和连接
热电偶选择
中频感应热处理机选用Ⅱ级K型热电偶丝测量, 直径为Φ1.0mm,并用陶瓷套管套住,仅露出头部 。远红外加热热处理机选用K型铠状热电偶。
温度补偿线选择及连接
采用补偿型补偿导线,在使用和储存中应避免 对补偿导线产生由于机械、热、潮湿环境造成损伤 ,且补偿导线不允许有冷加工和过度的绕卷。
2020/5/17
热电偶距坡口边缘的距离
2020/5/17
预热温度的保持和后热
当氩弧焊结束后应立即进行升温,当温度达到电焊层预 热温度(200~250℃)后,方可进行电焊层的填充。
焊接中断后温度的保持
T91、T92管道焊接要求在当天完成 P91、P92管道原则上要求连续焊接完成,当焊接中断后,焊 缝温度必须保持在200~250℃直至下次焊接开始。
后热处理一般不进行。但焊接中断或焊后不能及时进行 热处理时,必须进行后热处理。后热处理温度为300~350℃ ,恒温时间不小于2h,确保扩散氢的充分逸出。后热处理, 应在马氏体转变结束后进行。
2020/5/17
P91/P92钢马氏体转变温度
焊后热处理是为了降低焊接接头的残余应力,改 善焊缝金属的组织和性能。一般为高温回火。高合 金钢焊后热处理必须采用远红外加热或中频感应加 热方式进行。
2020/5/17
补偿导线与热电偶线连接时,必须保证极性正 确,且必须采用接线座连接,不得将两根导线直接 拧在一起。
2020/5/17
热电偶丝的固定
热电偶丝采用储能式焊偶仪将其直接压焊在焊缝 (管道)外表面,焊前必须先将热电偶丝/补偿导线 与所有温度监控仪表断开,且焊缝(表面)用砂皮、 磨光机等进行打磨,除去油污、氧化层等,形成一小 块平整光滑的表面,并露出金属光泽。焊接时能量 ≤125J,正负极两个结点的距离约为6mm左右。焊完 后通过轻拽热偶丝来检查结点是否焊接可靠。距离测 量结点50mm范围内的热电偶丝需用2mm以上的隔热材 料覆盖以避免热量从加热器沿着热电偶丝向结点传递 ,并固定可靠,避免在安装加热器时碰落或移位。热 电偶丝之间除与测量结点外与其它如管壁等导体均需 绝缘。
P91钢管道焊接及热处理施工工法(2)

P91钢管道焊接及热处理施工工法P91钢管道焊接及热处理施工工法一、前言P91钢是一种高温高压力下常用的材料,广泛应用于石油化工、电力、核电等行业的管道和设备中。
考虑到P91钢的特殊性质,焊接和热处理过程需要采取一系列特殊的施工工法来确保施工过程的质量和安全。
二、工法特点P91钢管道焊接及热处理施工工法具有以下特点:1. 高温焊接:P91钢在高温下具有良好的焊接性能,因此施工过程中需要进行高温焊接,以保证焊缝的质量和强度。
2. 热处理:P91钢需要经过适当的热处理过程,以提高其强度和耐高温性能。
热处理工艺需要严格控制温度和时间,以确保材料性能的稳定性。
3. 质量控制:P91钢的焊接和热处理工艺对施工质量要求非常高,需要严格控制焊接参数、热处理工艺和材料质量,以避免焊接缺陷和材料失效。
三、适应范围P91钢管道焊接及热处理施工工法适用于各种高温高压力的管道和设备,特别是在石油化工、电力和核电等行业的应用中。
四、工艺原理P91钢管道焊接及热处理施工工法的工艺原理基于其焊接和热处理特性:1. 焊接原理:P91钢在高温条件下具有较高的焊接性能,可以采用TIG焊、MIG焊和电弧焊等方法进行焊接。
焊接过程中需要严格控制焊接参数,如焊接电流、电压和焊接速度,以避免焊缝氢致裂纹等焊接缺陷。
2.热处理原理:P91钢经过热处理后可以提高其强度和耐高温性能。
热处理过程需要控制温度和时间,通常采用淬火和回火的方法,以保证材料的组织和性能达到设计要求。
五、施工工艺P91钢管道焊接及热处理的施工工艺可以分为以下几个阶段:1. 材料准备:包括母材、焊材和热处理介质的准备,需要对材料的质量和性能进行检测和评估。
2. 焊接准备:对焊接设备和工具进行准备和检测,确保其正常运行和安全使用。
同时,对焊接环境进行清洁和保护,以避免杂质和污染对焊接质量的影响。
3. 焊接过程:根据焊接工艺要求进行焊接,目标是获得无缺陷的焊缝,并且焊缝的性能和强度达到设计要求。
P91与P22异种钢焊接试验研究

P91与P22异种钢焊接试验研究牛锐锋1,孟卫茹1,赵健仓2,王淦刚2(1.西安理工大学,陕西西安710048;2.西北电力建设第一工程公司,陕西渭南714000)摘要:对采用两类国产焊接材料所焊P91与P22钢异质焊接接头,进行了机械性能和显微硬度分布测试及接头显微组织观察,并对试验结果进行了理论分析。
结果表明,用2.25Cr-1Mo型焊接材料所焊接头能满足火电行业的使用要求,而用5Cr-1Mo型焊接材料所焊接头韧性不足。
关键词:异种钢;焊接接头;力学性能;显微组织Study on Welding of Dissimilar Steel With P91 and P22Niu Rui-feng1, Meng Wei-ru1, Zhao Jian-cang2, Wang Gan-gang2(1.Xi'an Science and engineering University, Xi'an Shaanxi, 710048, China2.The first engineering company of west north electric power construction, WeiNan Shaanxi, 714000, China)Abstract:After welding of dissimilar steel joint with P91 and P22 steel using of two types welding material made in China, the mechanical properties and the distribution of micro-hardness are measured, the micro-structure of joint are observed and test results have been analysed with theory. The tests show that the welding joint to be weld with welding material of model 2.25Cr-1Mo. Can satisfy the appliedrequires, but there is lack in toughness for welding joint with welding material of model5Cr-1Mo.Keywords:dissimilar steel; welding joing; mechanical property; micro-structure P91钢是一种介于2.25Cr-1Mo(P22)低合金钢和奥氏体不锈钢之间的改良型9Cr-1Mo马氏体耐热钢。
p91焊接与热处理工艺(一)

p91焊接与热处理工艺(一)P91焊接与热处理工艺简介•P91钢是一种高合金钢,具有优异的耐高温、耐压力和抗蠕变性能。
•焊接和热处理工艺对P91钢的性能至关重要,需要特殊的操作和注意事项。
焊接工艺•P91钢的焊接需要采用预加热和后热处理的工艺,以降低焊接区的残余应力。
•预加热温度一般在200~250摄氏度,保持时间根据板材厚度确定。
•焊接过程中需要控制焊接速度和温度,避免产生裂纹和氮化物析出。
焊接材料选择•焊接材料需要选择与P91钢具有相似的化学成分和机械性能。
•建议使用P92、P23或P122焊丝进行焊接,以确保焊缝与母材的匹配性和可靠性。
焊接参数控制•焊接电流、电压和速度需要严格控制,以避免焊接区出现氮化物析出和裂纹。
•推荐采用小电流大电压的参数,避免焊接区过热和产生太多热输入。
热处理工艺•P91钢的热处理工艺主要包括回火和正火,目的是调整其组织和提高其性能。
•热处理时需要注意温度和保温时间的控制,以避免过度回火或过火导致性能下降。
回火热处理•回火温度一般在620~680摄氏度范围内,保持时间根据板材厚度确定。
•回火工艺可以消除焊接区的残余应力,提高整体的韧性和抗蠕变性能。
正火热处理•正火温度一般在980~1040摄氏度范围内,保持时间根据板材厚度确定。
•正火工艺可以提高P91钢的强度和耐蠕变性能,适合在高温和高压环境下使用。
注意事项1.在焊接和热处理过程中,需要严格遵守工艺规范和操作要求,确保质量和安全。
2.焊接人员需要具备专业的技能和经验,熟悉P91钢的特性和工艺要求。
3.在实际操作中,应定期检测焊接接头和热处理后的材料,确保其达到标准要求。
4.若发现焊接接头出现裂纹或热处理后材料性能下降,应及时采取对应的修补和调整措施。
总结: P91钢的焊接和热处理工艺对其性能和可靠性至关重要。
通过控制焊接参数和热处理条件,可以确保焊接接头和热处理后的材料具有良好的性能和可靠性。
同时,需要密切关注工艺规范和操作要求,以确保质量和安全。
P91材质焊接及热处理工程作业指导书

P91材质焊接及热处理工程作业指导书目录1 编制依据及引用标准 (1)2 项目概况及施工范围 (1)2.1项目概况 (1)2.2施工范围 (1)3 施工作业人员配备与人员资格要求 (2)4 施工作业所需机械装备及工器具量具、安全防护用品配备 (2)5 施工条件及施工前准备 (2)6 作业程序及方法及要求 (4)6.1焊接热处理施工作业流程图 (4)6.2焊接及热处理工艺 (4)7 质量控制及质量验收 (9)7.1焊接质量控制标准 (9)7.2中间控制见证点、工序交接点与质量验收项目及级别 (9)7.3热处理质量检验 (10)7.4工艺纪律及质量保证措施 (10)7.5应完成的表格 (11)8 安全、文明施工及环境管理要求和措施 (12)表8-1职业健康安全风险控制计划表(RCP) (15)表8-2环境因素及控制计划表 (17)1 编制依据及引用标准:1.1《火力发电厂焊接技术规程》DL/T869-20041.2《T91/P91焊接工艺导则》1.3《火电施工质量检验及评定标准》(焊接篇)1.4《火力发电厂焊接热处理技术规程》DL/T819-20021.5锅炉厂家及设计院图纸1.6焊接工艺评定报告1.7《项目施工组织设计》1.8公司《质量职业安全健康与环境管理手册》1.9《电力建设安全健康与环境管理工作规定》1.10《工程建设标准强制性条文》(电力工程部分)1.11《工程质量验评范围》(焊接部分)2 项目概况及施工范围:2.1项目概况本作业指导书适用于所有P91大口径厚壁管的焊接及热处理施工。
包括:高温过热器锅炉厂家出口管段、主蒸汽母管段、主蒸汽支管段、及各类其他材质焊接附件(管道限位块、蠕变测点、仪表一次门插座)等。
2.2 施工范围具体部件焊口的材质、规格、分布、数量见下表。
3 施工作业人员配备与人员资格要求4 施工作业所需机械装备及工器具量具、安全防护用品配备5 施工条件及施工前准备5.1坡口制作及对口要求5.1.1坡口的制备以机械加工方法进行,不得使用火焰切割切制坡口。
P91P92钢焊接材料与焊接工艺技术

P91/P92钢焊接材料与焊接工艺中国电力科学研究院徐德录2010年6月提纲1P91/P92钢的研究和发展概况2P91/P92钢焊接材料的技术标准3P91/P92钢焊接工艺参数的选择与焊缝金属的成分及相变特点4焊缝金属的高温蠕变性能以及对蠕变试验数据的正确分析5P91/P92钢焊接材料的应用6国产KJ92焊条焊缝金属的组织性能7结语提纲1P91/P92钢的研究和发展概况2P91/P92钢焊接材料的技术标准3P91/P92钢焊接工艺参数的选择与焊缝金属的成分及相变特点4焊缝金属的高温蠕变性能以及对蠕变试验数据的正确分析5P91/P92钢焊接材料的应用6国产KJ92焊条焊缝金属的组织性能7结语1P91/P92钢的研究和发展概况二十世纪五十年代:低合金铁素体钢(21/4Cr-1Mo)和奥氏体不锈钢(TP304、TP347等)。
五十年代末:比利时的liege冶金研究中心第一次详细说明了“超级9%Cr”钢,当时确定的化学成份是9Cr-2Mo,并有Nb和V的添加剂,材料牌号为EM12。
1964年,法国电力公司(EDF)批准温度高达620℃的过热器和再热器可以使用EM12。
六十年代末,德国研究开发了12%铬钢X20CrMoV121(X20钢)。
1P91/P92钢的研究和发展概况1974年,美国橡树岭国家实验室(ORNL)开始研究改进的9Cr-1Mo钢种,并进行了性能试验。
1980-1984年美国、英国、加拿大等国家先后在过热器、再热器上用T91代替TP321、TP347和TP304等不锈钢材料。
1982年橡树岭国家实验室进行了T91/P91、EM12和X20三种材料的比较研究。
1983年,美国ASME和ASTM先后批准将改进的9Cr-1Mo钢分别载于SA213和A213标准。
1987年法国瓦鲁海克工业公司强调要从EM12转为使用T91/P91钢材。
1P91/P92钢的研究和发展概况八十年代末,在关系到T91/P91钢的生产与应用的实际问题方面,德国曼内斯曼公司进行了长期的试验,以验证材料的特性,主要是弥散特性及蠕变强度,并进一步发展和测试了焊接材料。
P92_P122钢现场焊接及热处理工艺的实施
GCB0=HB+4 "ID×t 3.8 保温材料厚度的选择
保温材料的厚度直接影响了所需加热器的功 率, 我们要求保温材料的厚度必须不大于 50 mm。
4 检验要求及结果
玉 环 电 厂 1 号 机 主 蒸 汽 ( P122、P92) 及 再 热 热 段 ( P91) 经 过 焊 缝 硬 度 及 微 观 金 相 检 验 , 符 合 业 主 的要求。除按现有标准的验收指标外, 业主对 P92 焊缝的硬度及金相提出了更严格的要求。 4.1 对 P92 焊口进行了 100%硬度检验, 同时进行 10%的金相微观检验。 4.2 焊缝硬度标准为 180~250 HB, 焊缝微观组织 为以马氏体板条清晰的回火马氏体组织, 且 δ铁素 体含量不超过 3%, 最严重视场不超过 10%。 4.3 熔合区 δ铁素体含量不超过 10%, 最严重视 场不超过 20%。
[ 摘 要] 华能玉环电厂 1 号机组是国内首台超超临界机组, 首次在主蒸汽管道采用 SA335P92、SA335P122 材质。在 1 号机组 P92、P122 钢的现场焊接施工中, 采用了 GTAW+SMAW 工艺, 内充氩保护, 焊前预热, 进行 2 层氩弧焊打底, 2 层氩弧焊厚度为 5~6 mm, 预热方法采用电加热方式, 采用较小的焊接热输入量进行施焊。焊 接结束后, 立即降温进行马氏体转变。玉环电厂 1 号机主蒸汽( P122、P92) 及再热热段( P91) 经过焊缝硬度及微 观金相检验符合业主的要求。 [ 关键词] P92 P122 焊接 热处理
3.6 加热器布置
任何情况下, 加热器不能重叠、交叉, 且金属材 料不得与加热丝相碰, 加热器与管壁应紧密接触。在 布置加热器时应注意加热区域的温度最高点必须是 在焊缝中心。对于垂直管, 加热器的加热中心应偏离 焊缝中心, 适当下移, 下移量与壁厚、加热器宽度及
P92耐热钢焊接热处理工艺对焊缝力学性能及金相组织的影响
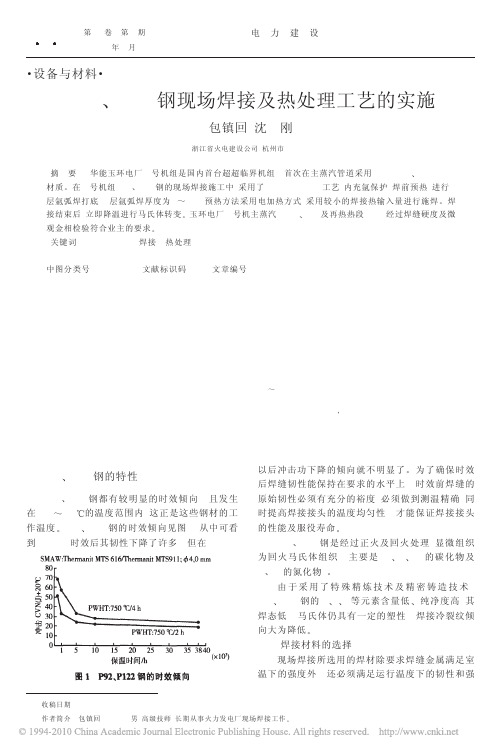
P92耐热钢焊接热处理工艺对焊缝力学性能及金相组织的影响超超临界机组采用SA335P91/P92钢是新型铁素体耐热钢,具有高的持久强度和蠕变性能,可用于超超临界机组高温、高压主蒸汽管道等部件,其焊接接头性能的优劣直接关系到机组能否安全可靠运行,在对P92母材焊接接頭的常温和高温性能的基础上,总结焊接、热处理的工艺控制要点及经验及教训,为P92钢在我国超超临界机组成功应用提供了技术支持标签:P92钢;焊接接头:金相组织1P92钢特性P92钢是在P91的基础上,通过添加1.5%~2.0%W、优化MoVNbNB元素含量而开发的高蠕变断裂强度的铁素体(马氏体)耐热钢,其在600℃、1×10h 的蠕变断裂强度较P91钢提高20%以上。
P92钢都有较明显的时效倾向,且发生在500℃的温度范围内,而此范围正是这些材质650℃的工作温度。
P92钢的时效倾向特征是:3000小时时效其韧性下降很多,但在3000小时以后冲击功下降的倾向就不明显了。
1.1 焊接材料的选择现场焊接所选用的焊材要求P92钢焊接材料的选择除满足现场焊接所选用的焊材满足室温下的强度外,还必须满足运行温度下韧性和强度(蠕变强度)的要求。
焊缝金属在其熔敷成型及冷却过程中,一些微量元素(Nb、等)大部分固溶在V焊缝金属中,通过固溶强化反而降低了焊缝韧性。
因此,焊缝金属的冲击韧性总是低于母材的,为了提高焊缝韧性,必须合理搭配Nb .....等微量WVMnNi元素的含量,严格控制P.....等有害微量元素的及降低C含量。
P92钢经过正火及回火处理,显微组织为回火马氏体组织(主要是Fe碳化物及VCrMoNb的氮化物)研究发现,当焊缝金属成分与母材完全一致时,焊缝冲击韧性较低,主要因为P92钢中Cr、Mo、V、Nb等铁素体形成元素较多,若母材与焊缝金属成分一致,焊缝冷却凝固时易形成δ铁素体,而P92钢焊缝热处理后应得到回火马氏体组织,凡是能够防止δ铁素体形成并保证焊缝组织为全马氏体组织的成分均有利于焊缝韧性的优化,因此选择的焊接材料必须有保证常温和高温强度、塑性和韧性好,且含氢量低、操作性好等优点,并与母材相当的物理性能和常温、高温力学性能;焊缝金属的下临界转变点(AC1)应与母材相当,且铬当量:Creq≤10;焊缝含氢量符合低氢型碱性焊接材料标准;具有优良的焊接操作性能和工艺性能。
p91P92焊接方法
p91P92焊接方法焊接方法是金属加工和制造领域中常用的技术之一。
通过焊接方法,可以将两个或多个金属材料永久性地连接在一起,形成一个整体结构。
在焊接过程中,需要选择合适的焊接方法来满足具体的需求和要求。
本文将介绍p91和P92焊接方法,以及它们的应用领域和特点。
一、p91焊接方法p91焊接方法是指针对p91钢材进行焊接的工艺和方法。
p91钢是一种高合金钢材,具有优异的高温和高压性能,被广泛应用于电力、石油化工、核工程等领域。
在p91焊接中,常用的焊接方法包括以下几种:1. TIG焊接(氩弧焊接):TIG焊接是一种常用的焊接方法,适用于p91钢材的焊接。
该方法通过在焊接区域产生一条弧,利用氩气作为保护气体,使焊接区域不受污染,从而实现高质量的焊接。
2. MIG/MAG焊接(气体金属焊接):MIG/MAG焊接是一种常用的半自动或全自动焊接方法,适用于焊接p91钢材。
该方法通过喷射保护气体和金属焊丝,在焊接区域内产生弧,从而实现高效、高质量的焊接。
3. 电弧焊接:电弧焊接是传统的焊接方法之一,适用于p91钢材的焊接。
该方法通过电弧产生高温,在焊接区域中熔化金属,从而实现焊接。
二、P92焊接方法P92焊接方法是专门用于焊接P92钢材的工艺和方法。
P92钢是一种用于高温、高压环境的高合金钢材,具有优异的耐腐蚀和耐热性能。
在P92焊接中,常用的焊接方法包括以下几种:1. 真空电子束焊接:真空电子束焊接是一种高能量聚焦的焊接方法,适用于P92钢材的焊接。
该方法通过电子束在焊接区域产生高温,从而实现金属的熔化和焊接。
2. 惰性气体保护焊接:惰性气体保护焊接是一种常用的焊接方法,适用于P92钢材的焊接。
该方法通过在焊接区域提供惰性气体(如氩气)作为保护气体,避免氧和其他杂质的污染,从而实现高质量的焊接。
3. 热源搅拌焊接:热源搅拌焊接是一种新兴的焊接方法,适用于P92钢材的焊接。
该方法通过在焊接区域产生高速旋转的搅拌工具,使材料发生塑性变形和熔化,从而实现焊接。
p91焊接与热处理工艺

p91焊接与热处理工艺P91焊接与热处理工艺引言•P91钢是一种高温高压下使用的重要材料,广泛应用于核电站、化工装置等领域。
•焊接与热处理是P91钢加工的关键环节,对于保证焊缝强度和材料性能至关重要。
焊接工艺•P91钢焊接需要选用合适的焊接材料和工艺参数,以确保焊接接头的可靠性和稳定性。
•常用的焊接材料包括P91焊条、P92焊丝等,其合金成分能够与P91钢匹配,提高焊接接头的性能。
•焊接工艺参数包括焊接电流、焊接速度、预热温度等,需要根据实际情况进行调整。
热处理工艺•热处理是P91钢焊接后的关键工艺,能够恢复焊接区的组织结构,消除焊接产生的应力和变形。
•常用的热处理方法包括正火、回火等,可以通过控制热处理温度和时间来获得理想的组织和性能。
•正火能够减少焊接区的硬度和脆性,提高焊接接头的可靠性和抗断裂能力。
•回火能够降低焊接区的残余应力,减少焊接接头的疲劳寿命。
注意事项•在焊接和热处理过程中,需要对P91钢进行严格的检验和监控,确保焊接接头的质量合格。
•焊接操作需要由具有相关资质和经验的操作人员进行,遵循焊接操作规范和安全防护要求。
•热处理过程中需要控制温度和时间,避免产生过渡组织和热裂纹等缺陷。
结论•P91焊接与热处理工艺对于保证焊接接头和P91钢的性能至关重要。
•合理选用焊接材料和调整焊接工艺参数,可以提高焊接接头的可靠性。
•控制热处理参数和注意事项,可以获得理想的焊接区组织和性能。
•在实际操作中,需要严格遵循相关规范和要求,确保P91焊接的质量和安全。
以上是关于P91焊接与热处理工艺的相关文章,希望对您有所帮助。
华能电厂P91、P92管道现场焊后热处理工艺导则2019版共16页

华能电厂P91、P92管道现场焊后热处理工艺导则华能国际电力股份有限公司二○○八年一月目次前言 (II)1. 范围 (1)2. 规范性引用文件 (1)3. 术语 (2)4. 管道整圈局部焊后热处理的技术条件 (4)5 提高温度均匀性的措施 (6)6. 温度的测量 (8)7.加热器与保温材料 (12)8. 热循环 (12)9. 质量控制与技术文件 (12)前言火力发电厂承压管道在制作、安装和检修过程中存在大量的焊接接头,其中很大一部分受到各种因素的限制只能在现场进行局部热处理,热处理的质量直接影响焊接接头的性能和服役寿命。
国内已有几个相应的焊接热处理规程,但在这些技术规程中对许多控制热处理质量的重要因素没有严格加以规范,在实施过程中难以保证质量。
近些年机组建设中大量采用P91、P92等马氏体耐热钢,其焊接接头的性能对热处理工艺非常敏感,而局部热处理与炉内热处理相比温度均匀性较差,没有严格的规范无法保证接头的性能。
为此参照国际上相关规程和对P91、P92钢焊接以及使用过程中积累的经验,制定出本导则作为华能国际电力股份有限公司所属电厂P91、P92钢管道在制作、安装和检修过程中进行焊后局部热处理的要求。
本导则更充分地体现了现场局部热处理的特点和可操作性,其它材料的管道局部热处理也可参照本标准相关条款执行。
本标准由华能国际电力股份有限公司工程部提出并归口。
本标准由西安热工研究院有限公司负责解释。
本标准的起草单位:华能国际电力股份有限公司工程部、西安热工研究院有限公司、华能浙江分公司本标准的起草人:周荣灿范长信陈平邵天佑蒋雁华能电厂P91、P92管道现场焊后热处理工艺导则1. 范围本导则规定了华能国际电力股份有限公司所属电厂P91、P92钢管道在制作、安装和检修过程中进行焊后局部热处理的要求。
其它材料的重要管道在进行局部热处理时可参照本导则有关条款的技术要求执行。
2. 规范性引用文件GB/T 2614-2019 镍铬-镍硅热电偶丝GB 2974-1982 工业用热电偶丝检验方法GB/T 4989-1994 热电偶用补偿导线GB/T 16839.1-2019 热电偶第1部分:分度表GB-T 16839.2-2019 热电偶第II部分:允差GB/T 18591-2019 焊接预热温度、道间温度及预热维持温度的测量指南DL/T 776-2019火力发电厂保温材料技术条件DL/T 819-2019 火力发电厂焊接热处理技术规程DL/T 869-2019 火力发电厂焊接技术规程JB T 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法ASME锅炉压力容器规范B31.1-2019 动力管道ASME锅炉压力容器规范B31.3-2019 工艺管道ASME 锅炉压力容器规范第3节-2019:核设施元部件制造规则,第1分册第NB子节,1级元件BS 2633-1987 Standard Specification for Class I Arc Welding of Ferritic Steel Pipework for Carrying FluidsAPI 570-2019,Piping Inspection Code: Inspection, Repair, Alteration, andRerating of In-Service Piping SystemsAWS D10.10/D10.10M-2019 Recommended Practices for Local Heating ofWelds in Piping and tubing图1 管道局部焊后热处理示意图3. 术语3.1 焊后热处理postweld heat treatment (PWHT)焊接工作完成后,将焊件以一定的升温速率加热到某一温度(通常是材料的相变温度A C1以下),保温一定时间,然后使焊件以一定速率冷却下来,以改善焊接接头的金相组织、性能或消除残余应力的一种焊接热处理工艺。
P91、P92管道现场焊后热处理工艺实施细则

5. 提高温度均匀性的措施
5.1 水平布置的管道对接接头 对水平布置的管道,由于对流的存在,必然会导致管子上 12:00 位置的温度
比 6:00 位置特别是内壁的温度更高,如采用只有一个控温加热区(控温热电偶 在 12:00 位置)的电阻加热方式时,6:00 位置特别是内壁的温度将可能低得多, 造成这些部位回火不充分。可以采取以下一种或多种方法减小这种温度不均匀 性:
2. 规范性引用文件
ASME 锅炉压力容器规范 B31.1-2004 动力管道 ASME 锅炉压力容器规范 B31.3-2004 工艺管道 ASME 锅炉压力容器规范 第 3 节-2004:核设施元部件制造规则,第 1 分 册第 NB 子节,1 级元件; GB/T 18591-2004 焊接预热温度、道间温度及预热维持温度的测量指南; BS 2633-1987 Standard Specification for Class I Arc Welding of Ferritic Steel Pipework for Carrying Fluids; API 570-1998,Piping Inspection Code: Inspection, Repair, Alteration, and Rerating of In-Service Piping Systems; AWS D10.10/D10.10M-1999 Recommended Practices for Local Heating of Welds in Piping and tubing; DL/T 869-2004 火力发电厂焊接技术规程; DL/T 819-2002 火力发电厂焊接热处理技术规程; GB 2974-1982 工业用热电偶丝检验方法; JB T 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法; GB/T 2614-1998 镍铬-镍硅热电偶丝; GB/T 16839.1-1997 热电偶 第 1 部分:分度表; GB-T16839.2-1997 热电偶 第 II 部分:允差; GB/T4989-1994 热电偶用补偿导线。
主蒸汽系统P91与P22小口径管道异种钢的焊接工艺

主蒸汽系统与小口径管道异种钢的焊接工艺靳晓辉,田野,孙朝朋(中国核工业二三建设有限公司,山东威海264300)摘要:P91与P22钢焊接性均较差,两种钢材组成的异种钢焊接接头极易出现淬硬倾向并产生裂纹。
此外,由于两种钢材在材料属性以及在焊接热处理要求方面的差异,加之产品管径较小容易影响加热器安装效果从而造成热处理质量下降,最终导致该异种钢焊接接头难以获得较为理想的综合力学性能,尤其是硬度指标更难以保证。
为此,通过对核电主蒸汽系统P91与P22小口径管道的材料属性、焊接性能进行分析,按照焊前准备、焊接方法及焊接材料、焊接工艺参数、焊后热处理步骤实施工艺试验,结果表明,接头焊接质量检验、力学性能检验、微观金相检验、硬度检验均满足设计以及ASME 规范相关要求。
通过上述措施最终确定现场施焊的焊接工艺,将其应用于实际生产后效果良好,满足P91与P22小口径管道异种钢的焊接施工要求,为现场焊接提供了技术保证。
关键词:P91钢;P22钢;焊后热处理;力学性能;硬度中图分类号:TG457文献标志码:B 文章编号:1001-2303(2019)05-0009-04DOI :10.7512/j.issn.1001-2303.2019.05.02Welding technology of P91and P22small diameter pipe dissimilar steel in main steamsystemJIN Xiaohui ,TIAN Ye ,SUN Chaopeng(China Nuclear lndustry 23Construction Co.,Ltd.,Weihai 264300,China )Abstract :The weldability of P91and P22steel are poor ,and the dissimilar steel welding joints which are made by the two kinds of steel are very easy to harden and crack.In addition ,due to the differences of the two kinds of steel in material properties ,welding heat treatment requirements ,and the decrease of heat treatment quality caused by the smaller product diameter which is easy influence onheater installation effect ,it is difficult to ensure that the dissimilar steel welding joints achieve the comparatively ideal comprehensive mechanical properties ,especially hardness index.Therefore ,through analyzing material properties and the weldability of P91and P22small diameter pipe dissimilar steel in main steam system and according to the welding preparation ,welding method ,welding material ,welding parameters and post -weld heat treatment steps to implement technology test.The results show that joint weld qualityinspection ,mechanical property test ,microscopic metallographic examination ,hardness test meet the design requirements and ASME specifications.Through the above implementation contents ,the welding technology for on -site welding is finally determined ,and thewelding technology achieve good result after being applied in actual production ,meet the welding construction requirements of P91and P22small diameter pipe dissimilar steel ,and provide technical guarantee for on-site welding.Key words :P91steel ;P22steel ;post-weld heat treatment ;mechanical properties ;hardness 本文参考文献引用格式:靳晓辉,田野,孙朝朋.主蒸汽系统P91与P22小口径管道异种钢的焊接工艺[J].电焊机,2019,49(05):9-12.收稿日期:2019-03-05作者简介:靳晓辉(1985—),男,学士,工程师,主要从事核电安装工程焊接及热处理的管理工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P91钢与P22钢焊接及热处理工艺
摘要:现场施工中碰到了SA335-P91、SA335-P22两种不同合金成分的异种钢焊接,焊缝金属组织容易发生马氏体转变,产生脆性组织,造成焊缝冷裂,且由于碳迁移造成接头强度低。
通过对SA335-P91及SA335-P22材料的焊接性能分析,提出解决存在问题的施工工艺措施,确定可行的焊接及热处理工艺。
关键词:P91 P22 异种钢焊接及热处理
1.前言
在锅炉机组安装中,主蒸汽出口总管因图纸设计更改,其中两个三通管件的材料采用了SA335-P91钢。
其余预制管道材质为SA335-P22钢。
这两种钢材化学成分差异大,焊接控制不好则容易产生焊缝冷裂纹和焊接接头机械强度低。
为了保证安装的焊接工程质量,需制定合理的焊接及热处理工艺指导现场施工。
2.材料简介
SA335-P22钢属于珠光体耐热钢,马氏体开始转变温度为430℃~450℃,焊接性能好,具有较高的热强性、热稳定性、抗腐蚀性及良好的塑性。
SA335-P91钢为马氏体高合金耐热钢材,其最高使用温度650℃,高温性能更好。
两种钢材的化学成分和机械性能见表1,表2.
表1 P91与P22钢的化学成分 %
表2 P91与P22钢的机械性能
3.焊接性能
一、焊后冷裂倾向
高合金钢中,Cr、Mo、V等合金元素使C曲线强烈右移,增加钢的淬透性,在焊后冷却过程中,焊缝及其热影响区过热区易产生马氏体转变,生成的马氏体脆性组织使焊缝及热影响区的冷裂倾向大,焊缝产生冷裂纹。
二、碳迁移形成低强脆性接头
由于是高合金与低合金相连接,焊缝两侧合金元素成分差异大,在焊缝熔合区两侧易产生增碳和脱碳现象,高合金侧增碳产生粗大碳化物,低合金侧脱碳形成较宽低强度F带,由此焊后焊接接头强度低,且脆性大。
三、热影响区软化
在焊接过程中,母材被加热到A c1附近的回火区内出现极不均匀的从马氏体到奥氏体的分解产物、聚合碳化物和大量的铁素体,接近钢的退火状态,称为软化区。
该区在长期高温载荷作用下,持久强度和塑性大幅度下降,其软化层厚度与在A c1附近停留的时间成正比。
要解决不同合金焊接产生的以上问题,焊接时就要采取焊前预热措施,焊接过程中控制层间温度,以降低和减小焊接热应力和焊后残余应力,避免在焊接过程中发生马氏体转变,防止产生淬硬组织,降低焊缝的冷裂倾向,防止冷裂纹产生。
焊接完成后要及时进行焊后热处理,消除焊接残余应力,并使焊缝组织转变成具有良好机械性能的珠光体组织,提高焊接接头强度。
4.焊接及热处理工艺
焊接施工中我们选用的焊接材料为:打底采用焊丝为ER90S-B9,焊丝直径为Φ2.5,焊条选用E9015-B9,焊条直径为Φ3.2/Φ4.0。
为防止在焊接中热影响区过热组织脆化,焊接工程中采用较小的焊接线能量
(焊缝每层厚度不大于所用焊条直径+0.5mm),要严格控制焊接工艺参数和焊接热处理参数,层间温度应控制在350℃以下。
焊接工艺参数如下表3所示。
焊接过程中,管道内部进行充氩保护,防止高温下合金元素的烧损。
为减少焊接应力与变形,采用两人对称焊接。
且控制不得两个同时在一处收头.以免局部温度过高影响施焊质量。
焊接中应将每层焊道接头错开1O~15mm,同时注意尽量焊得平滑,便于清渣和避免出现“死角”。
每层每道焊缝焊接完毕后,应进行层间清理,并对焊层自检合格后,方可焊接次层。
一焊前预热
现场的管道焊接接头规格为Φ559×47.23,根据焊口规格,则焊前的预热温度定为150℃。
宽度以坡口边缘算起每侧不少于壁厚的3倍,不小于150mm,预热力求均匀。
加热采用电加热法进行。
其预热方式见图1
加热区50保温区域100mm
保温材料
焊缝
加热区
50保温区域100mm
履带式加热器
图1 管道预热方式
二施焊过程温度控制
氩弧焊打底完成后,控制接头层间温度在250℃左右进行手工电弧焊填充盖面。
为保证后一焊道对前一焊道起到回火作用,焊接时每层焊道厚度的控制约为焊条直径。
焊条摆动的幅度,最宽不得超过焊条直径的4倍
三焊后热处理
大径厚壁管水平固定焊盖面层的焊道布置,焊接一层至少三道焊缝,中间以有一“退火焊道”为宜,以利于改善焊缝金属组织和性能。
1当焊缝整体焊接完毕,对焊接接头温度应控制冷却到100~120℃时保持1h,使奥氏体完全转变为马氏体后直接升温到回火温度进行焊后热处理。
2当焊接接头不能及时进行热处理时,应于焊后立即做加热温度为350℃,恒温时间为1小时的后热处理。
3焊接接头的焊后热处理,应采用高温回火。
4焊后热处理的升、降温速度为6250/δ(单位为℃/h,其中δ为焊件厚度mm)且不大于300℃/h,根据现场管材厚度以≤150℃/h为宜,降温至300℃以下时,可不控制,在保温层内冷却至室温。
5 P91钢焊后热处理加热温度为760±10℃。
对于P91钢与珠光体、贝氏体钢的异种焊接接头,加热温度应按两侧钢材及所用焊丝、焊条等综合确定,不应超过合金成分含量低材料的下临界点Ac1。
6恒温时间:P91钢焊接接头按壁厚每25mm ,1小时计算,但最少不得少于4小时。
对T91钢焊接接头可按壁厚每毫米,5分钟计算,且不小于0.5小时。
7为保证焊后热处理质量,热处理的加热宽度、保温层宽度和厚度应符合DL /T819-2002的规定。
8焊接热处理过程曲线参见图2。
温度
时间
150℃
预热温度
250℃
层间温度100~120℃
1h
760±10℃
4h
300℃以下可不控
≤150℃
≤150℃
图2 焊接热处理工艺曲线
四 质量检验和标准
1焊工自检和专检均应重视焊接接头外观质量,除焊缝均整、尺寸符合规定外,应尽量消除咬边缺陷,以减缓焊接接头应力水平。
2外观符合规定的焊接接头,方可按规定比例进行无损检验。
3进行焊后热处理,然后做 “UT ”探伤检验。
4焊接接头热处理完毕,应做100%硬度测定,测定部位为焊缝区和热影响区(异种钢为两侧,同种钢可选一侧)以及母材,每个部位测定不少于三点。
硬度测定平均值的标准不超过母材的布氏硬度加100HB ,且应≤350HB 为合格。
5. 结束语
采用以上工艺进行焊口的焊接及焊接热处理,通过控制焊接线能量,焊口采用内充氩保护,并选用多层多道方式进行焊接,预防了焊缝区域产生冷裂,并且焊缝组织机械性能良好。