验证记录表
检测方法验证记录表
检测方法验证记录表【原创版3篇】目录(篇1)1.检测方法验证记录表的概述2.检测方法验证记录表的内容3.检测方法验证记录表的作用和意义4.如何编制检测方法验证记录表5.检测方法验证记录表的实际应用案例正文(篇1)【一、检测方法验证记录表的概述】检测方法验证记录表是一种记录检测方法验证过程的表格,主要用于记录检测方法的验证结果和相关数据。
在产品生产、质量控制和科学研究等领域中,检测方法验证记录表是不可或缺的一部分。
它能够有效地确保检测方法的准确性、可靠性和稳定性,从而提高检测结果的可信度。
【二、检测方法验证记录表的内容】检测方法验证记录表通常包括以下几个部分:1.验证方法的基本信息:包括方法名称、方法编号、方法来源等。
2.验证目的:阐述本次验证的主要目的和意义。
3.验证范围:描述本次验证所涉及的样品类型、检测范围等。
4.验证过程:详述验证的具体步骤、操作方法和条件等。
5.验证结果:列出验证结果,包括准确度、精密度、回收率等指标。
6.结论:对验证结果进行分析和评价,总结本次验证的结论。
7.备注:记录验证过程中遇到的问题、建议等。
【三、检测方法验证记录表的作用和意义】检测方法验证记录表在实际应用中具有重要的作用和意义:1.保证检测结果的可靠性:通过验证检测方法的准确性、精密度和回收率等指标,确保检测结果的真实性和可信度。
2.提高检测效率:验证过程中,可以发现并优化检测方法中存在的问题,从而提高检测效率。
3.符合质量管理体系要求:验证记录表有助于满足质量管理体系对检测方法的要求,为实验室认可和资质认定提供依据。
4.促进实验室间的交流与合作:验证记录表可以作为实验室间交流和合作的重要参考资料,共享经验和资源。
【四、如何编制检测方法验证记录表】编制检测方法验证记录表需要遵循以下步骤:1.确定验证目标:根据实际需求,明确验证的目的、范围等。
2.选择验证方法:结合实际情况,选择合适的验证方法,如准确度验证、精密度验证、回收率验证等。
校准方法验证记录表(电子天平)
标准砝码
温度计
干湿度计
/
/
/
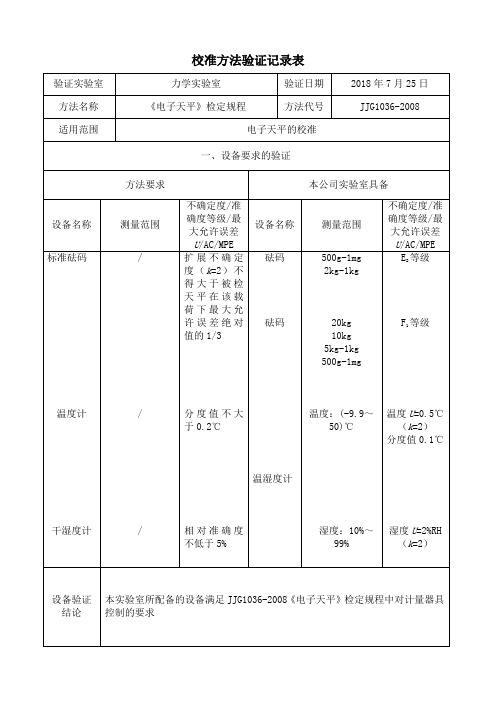
扩展不确定度(k=2)不得大于被检天平在该载荷下最大允许误差绝对值的1/3
分度值不大于0.2℃
相对准确度不低于5%
砝码
砝码
温湿度计
500g-1mg
2kg-1kg
20kg
10kg
5kg-1kg
500g-1mg
温度:(-9.9~50)℃
湿度:10%~99%
E2等级
F1等级
温度U=0.5℃(k=2)
分度值0.1℃
湿度U=2%RH(k=2)
设备验证结论
本实验室所配备的设备满足JJG1036-2008《电子天平》检定规程中对计量器具控制的要求
二、环境条件验证
规程/规范中环境条件要求
本公司实际环境条件
温度要求
法定工作温度界限-10℃~+40℃,校准期间所记录的最大温差不超过天平温度范围的1/5且不大于1℃
人员验证结论
以上人员通过培训及考核均有能力依据此方法开展砝码的校准工作
方和人员可以依据JJG1036-2008《电子天平》检定规程开展(0.1g~30kg)校准工作。
验证负责人员
实验室主管意见
技术负责人意见
校准方法验证记录表
验证实验室
力学实验室
验证日期
2018年7月25日
方法名称
《电子天平》检定规程
方法代号
JJG1036-2008
适用范围
电子天平的校准
一、设备要求的验证
方法要求
本公司实验室具备
设备名称
测量范围
不确定度/准确度等级/最大允许误差
U/AC/MPE
防错验证记录表范本
3
操作过程中的重要步骤
按照标准操作流程进行,注意关键细节
通过/未通过
如有偏离,应及时纠正并记录
4
操作完成后检查
产品应符合质量标准,设备应归位
通过/未通过
如有不合格品,应记录并分析原因
5
清点操作材料
材料数量应与操作前后一致
通过/未通过
如有缺失,应查找原因并及时补充
6
清理操作现场
现场应整洁,无安全隐患
通过/未通过
如有问题,应立即整改并记录
在使用此范本时,可根据实际需要增加或减少操作步骤、防错措施等内容。同时,为了确保防错验证的有效性,建议定期对验证记录进行分析和总结,以便发现问题、改进流程,并持续提高防错能力。
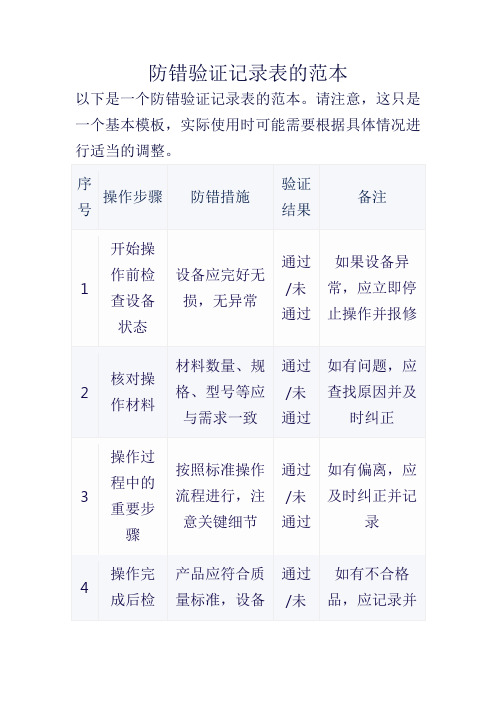
防错验证记录表的范本
以下是一个防错验证记录表的范本。请注意,这只是一个基本模板,实际使用时可能需要根据具体情况进行适当的调整。
序号
操作步骤
防错措施
验证结果
备注
1
开始操作前检查设备状态
设备应完好无损,无异常
通过/未通过
如果设备异常,应立即停止操作并报修
2核对Leabharlann 作材料材料数量、规格、型号等应与需求一致
通过/未通过
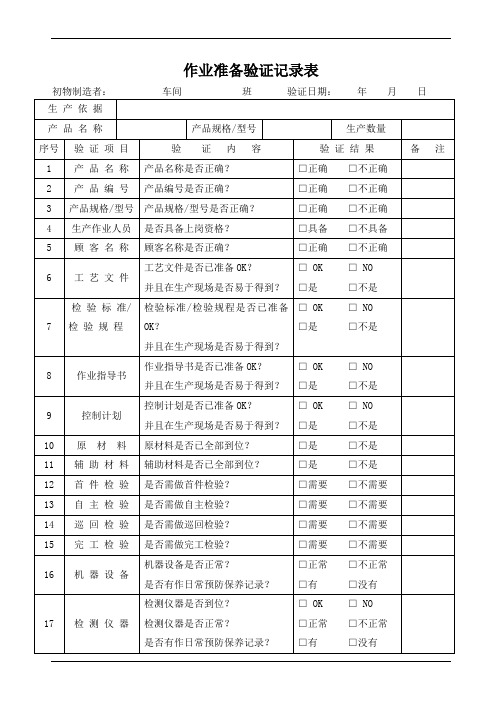
作业准备验证记录表
验证
时机
过程所有者:车间主管/班组长:作业员:检验员:
□需要□不需要
15
完工检验
是否需做完工检验?
□需要□不需要
16
机器设备
机器设备是否正常?
是否有作日常预防保养记录?
□正常□不正常
□有□没有
17
检测仪器
检测仪器是否到位?
检测仪器是否正常?
是否有作日常预防保养记录?
□OK□NO
□正常□不正常
□有□没有
18
工装夹具
工装夹具是否到位?
工装夹具是否正常?
□OK□NO
□正常□不正常
19
包装材料
包装材料是否到位?
包装材料数量是否正确?
顾客对包装材料是否有特殊要求?
□OK□NO
□正确□不正确
□有□没有
20
过程能力
是否需作X—R控制图?
是否需作过程能力分析?
□需要□不需要
□需要□不需要
验证方法:
□首末件对比
□控制图
□其它
验证结果
□合格
□不合格,需改进
是否具备条件生产:
5
顾客名称
顾客名称是否正确?
□正确□不正确
6
工艺文件
工艺文件是否已准备OK?
并且在生产现场是否易于得到?
□OK□NO
□是□不是
7
检验标准/
检验规程
检验标准/检验规程是否已准备OK?
并且在生产现场是否易于得到?
□OK□NO
□是□不是
8
作业指导书
作业指导书是否已准备OK?
并且在生产现场是否易于得到?
□OK□NO
作业准备验证记录表
样板验证确认记录表
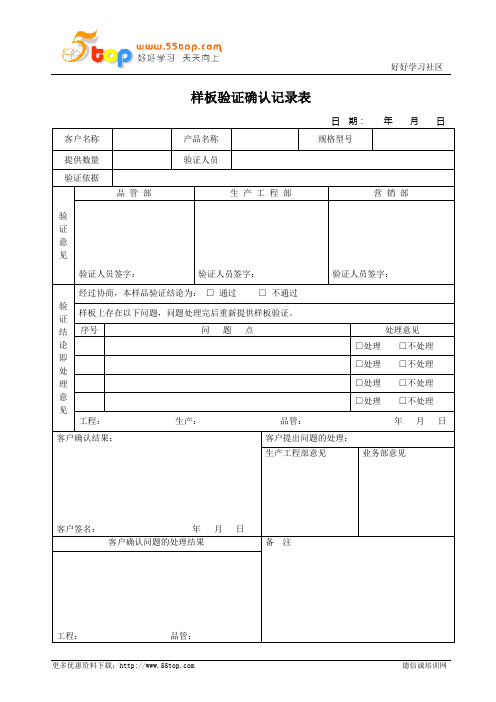
样板验证确认记录表
客户名称产品名称规格型号
提供数量验证人员
验证依据
验
证
意
见
品管部生产工程部营销部验证人员签字:验证人员签字:验证人员签字:
验证结论即处理意见经过协商,本样品验证结论为:□通过□不通过
样板上存在以下问题,问题处理完后重新提供样板验证。
序号问题点处理意见
□处理□不处理
□处理□不处理
□处理□不处理
□处理□不处理
工程:生产:品管:年月日
客户确认结果:
客户签名:年月日客户提出问题的处理:
生产工程部意见业务部意见
客户确认问题的处理结果备注工程:品管:
样板的验证由生产工程部主持召集。
品管、生产、业务等部门代表进行验证。
并签署意见。
样板确认,由营销部交由客户进行确认,并回收客户确认的证据。
本表最后由品管一份、生产工程一份、营销部一份。
检测方法验证记录表
检测方法验证记录表【实用版2篇】目录(篇1)1.引言2.检测方法验证记录表的作用和意义3.检测方法验证记录表的内容4.检测方法验证记录表的填写规范5.检测方法验证记录表的应用实例6.结语正文(篇1)一、引言检测方法验证记录表是实验室进行各项检测工作的重要工具,对于保证检测结果的准确性和可靠性具有重要意义。
本文将对检测方法验证记录表的作用、内容、填写规范以及应用实例进行详细介绍。
二、检测方法验证记录表的作用和意义检测方法验证记录表主要用于记录检测方法的验证过程和结果,以确保检测方法的准确性、可靠性和适用性。
通过验证记录表,可以保证实验室的检测数据是可信的,有助于提高实验室的工作效率和检测质量。
三、检测方法验证记录表的内容检测方法验证记录表通常包括以下几个部分:1.验证方法的基本信息:包括方法名称、方法编号、方法来源等;2.验证项目:包括验证范围内的各项参数、指标和方法性能;3.验证过程:包括验证实验的步骤、方法和数据来源;4.验证结果:包括各项指标的实测值、标准值及偏差分析;5.验证结论:对验证结果进行总结和评价,判断方法的准确性、可靠性和适用性。
四、检测方法验证记录表的填写规范在填写检测方法验证记录表时,应遵循以下规范:1.表述清晰:各项内容应表述准确、清晰,避免模糊、歧义的表述;2.数据完整:验证过程和结果应详细、完整,确保数据可追溯;3.逻辑严密:验证结论应严谨、合理,符合实际情况;4.统一格式:遵循实验室统一的记录表格式,便于管理和查阅。
五、检测方法验证记录表的应用实例以某实验室进行某化学物质含量检测的方法验证为例:1.验证方法基本信息:方法名称为“X 射线荧光光谱法”;方法编号为“MS-01”;方法来源为“国家环保局”。
2.验证项目:包括化学物质的检出限、定量限、准确度、精密度等指标。
3.验证过程:详述了验证实验的步骤、方法和数据来源,如标准品的准备、仪器的操作、数据的处理等。
4.验证结果:给出了各项指标的实测值、标准值及偏差分析,如检出限为 0.1μg/L,定量限为 0.5μg/L,准确度为 95% 等。
方法验证原始记录表(色谱法)

地点
相关系数 含量( )
平均含量( )
相对偏差%
检出限实验
编号
称样量m(g) 定容体积V (mL) 稀释倍数t
样品检出浓度( )
基线噪音
检出限( ) 平均检出限( )
XXXXX
编号
称样量m(g) 定容体积V (mL) 稀释倍数t 机测浓度( ) 含量( ) 平均含量( )
XXXXX RSD%
精密度实验
加入标物浓度( ) 加标回收率实验
编号
称样量m(g) 定容体积V (mL) 稀释倍数t
样品本底含量( )
加入体积( )
实际测得含量( )
低浓度( )
回收率/%
中浓度( )
高浓度( )
XXXXX
XXXXX
检测项目
方法验证原始记录表(色谱法)
检测依据
样品基质
样品前处理
设备名称
设备编号
温湿度
设备参数
校正方法 标准曲线 样品实验
□外标法 □内标法
标准曲线浓度 () 1
□校正归一法 □面积归一法 □标准加入法 □其它
2
3
峰面积平均值
线性方程
编号
称样量m(g) 定容体积V (mL) 稀释倍数t 机测浓度( )
检测方法验证记录表

检测方法验证记录表(原创实用版6篇)目录(篇1)1.引言2.检测方法验证记录表的概述3.检测方法验证记录表的重要性4.如何编写检测方法验证记录表5.检测方法验证记录表的实际应用6.结论正文(篇1)【引言】在科学研究和工业生产中,检测方法的准确性和可靠性至关重要。
为确保检测结果的有效性,需要对检测方法进行验证。
检测方法验证记录表是一种重要的文档,用于记录检测方法验证的过程和结果。
本文将对检测方法验证记录表进行详细介绍,包括其概述、重要性、编写方法以及实际应用。
【检测方法验证记录表的概述】检测方法验证记录表是用于记录检测方法验证过程和结果的表格,通常包含以下几个部分:验证目的、验证方法、验证条件、验证结果等。
通过这个表格,可以清晰地了解检测方法的准确性、可靠性和适用性。
【检测方法验证记录表的重要性】检测方法验证记录表对于保证检测结果的准确性和可靠性具有重要意义。
通过验证记录表,可以确保检测方法在实际应用中具有高度的可信度,从而为科研和生产提供可靠的数据支持。
此外,验证记录表还可以为以后的方法改进和优化提供参考依据。
【如何编写检测方法验证记录表】编写检测方法验证记录表应遵循以下几个步骤:1.明确验证目的:在开始验证之前,需要明确验证的目的,以便为后续的验证工作提供指导。
2.选择验证方法:根据检测方法的特点和需求,选择合适的验证方法。
3.确定验证条件:为确保验证的准确性和可靠性,需要设定合适的验证条件。
4.进行验证实验:按照设定的条件进行验证实验,并记录实验过程和结果。
5.分析验证结果:对验证结果进行分析,评估检测方法的准确性、可靠性和适用性。
6.编写验证记录表:根据验证实验的结果,填写验证记录表。
【检测方法验证记录表的实际应用】检测方法验证记录表在实际应用中具有重要作用。
科研人员和工程师可以通过查阅验证记录表,了解检测方法的性能,为科研和生产提供可靠的数据支持。
此外,验证记录表还可以为检测方法的改进和优化提供参考依据。
产品变更验证记录表
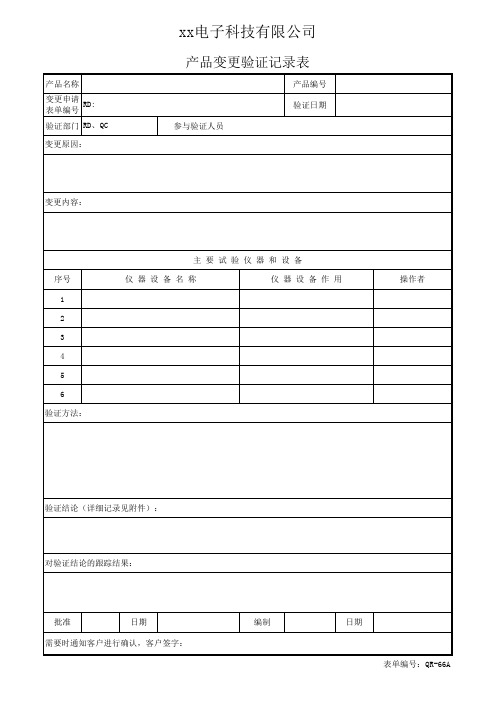
产品名称变更申请 表单编号RD:验证部门 RD、QC
变更原因:
xx电子科技有限公司
产品变更验证记录表
产品编号 验证日期 参与验证人员
变更内容:
序号 1 2 3 4 5 6
验证方法:
主要试验仪器和设备
仪器设备名称
仪器设备作用
操作者
验证结论(详细记录见附件): 对验证结论的跟踪结果:
批准
日期
需要时通知客户进行确认,客户签字:
编制
日期 表单编号:QR-66A
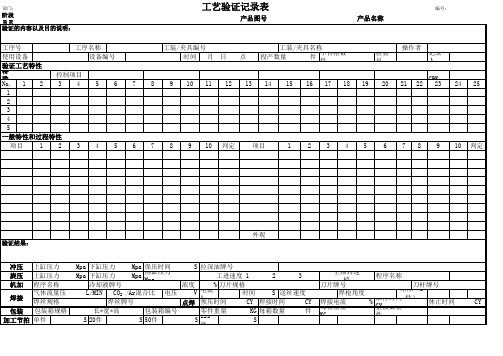
工艺验证记录表
熔深(3
%
维持时间 C整Y板数量
件)
休止时间
KG
件
CY
1
2
3
4
5
一般特性和过程特性
项目
1 2 3 4 5 6 7 8 9 10 判定
项目
1
2345
6 7 8 9 10 判定
验证结果:
外观
冲压 上缸压力 Mpa 下缸压力 Mpa 保压时间
S 拉深油牌号
旋压 上缸压力
ቤተ መጻሕፍቲ ባይዱ
Mpa 下缸压力
Mpa
侧缸压力 Mpa
工进速度 1
2
3
主轴转速 档
程序名称
机加 程序名称
焊接
部门:
阶段 BE 验证的内容以及目的说明:
工艺验证记录表
产品图号
产品名称
编号:
工序号
工序名称
工装/夹具编号
工装/夹具名称
操作者
使用设备 验证工艺特性
设备编号
时间 月 日 点 投产数量
件
不合格数 件
检验 员
记录 人
特 殊
控制项目
CPK:
No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
气体流量压 焊丝规格
包装 包装箱规格
加工节拍 单件
冷却液牌号 L/MIN CO2 /Ar混合比
焊丝牌号
浓度
% 刀片规格
电压
V 点焊
电流 A预压时间
时间 S 送丝速度
CY 焊接时间
CY
长*宽*高 S 20件
包装箱编号 S 50件
防错清单及验证记录表
100% 1次/班
100% 1次/班
6
1次/班
7
8
9
10
11
12 批准:
审核:
编制:
经办:
设备停止 运行,报警
紧固转向拉杆,防止扭矩点扭矩值 不够或漏打或超差
设备停止 运行,报警
验收 防错 内容 验收方法
验证结果 强弱 √
√
验证部门 问题描述 部门1 部门2 部门3 部门4 部门5
编号:
版本号: 第 页共 页
反应 计划
验证 频次
验证 班次
备注
100% 1次/班
100% 1次/班
100% 1次/班
稻壳儿xxxx有限公司
序号
所属工 段
工位 防错编号 防错事项
1
Y1
043L 1920010 设备
2
Y2
044L 1920011 工装
3
Y3
045L 1920012 升降机
4
Y4
046L 1920013 设备
5
Y5
047L 1920014 设备
防错清单及验证记录表
图示
防错内容
防错措施
防错结果
纠正 方法
可附图 可附图 可附图 可附图 可附图
紧固转向拉杆,防止扭矩点扭矩值 拍照取证 设备停止
不够或漏打或超差
与实际比较 运行,报警
紧固转向拉杆,防止扭矩点扭矩值 不够或漏打或超差
工装无法 夹紧
紧固转向拉杆,防止扭矩点扭矩值 不够或漏打或超差
Байду номын сангаас
升降机无法 上升,报警
紧固转向拉杆,防止扭矩点扭矩值 不够或漏打或超差