最新铝合金压铸模专业知识讲座
压铸工艺培训讲义
压铸工艺培训讲义一.概述二.压铸过程中的主要参数三.压铸工艺四.铝合金五.压铸机应具有的操作程序六.压铸件的缺陷及分析2007.7一. 概述压力铸造是近代金属加工工艺中发展较快的一种少无切削的特种铸造方法。
它是将熔融金属在高压高速下充填铸型,并在高压下结晶凝固形成铸件的过程。
高压高速是压力铸造的主要特征。
常用的压力为数十兆帕,填充速度(内浇口速度)约为16~80米/秒,金属液填充模具型腔的时间极短,约为0.01~0.2秒。
由于用这种方法生产产品具有生产效率高,工序简单,铸件公差等级较高,表面粗糙度好,机械强度大,可以省去大量的机械加工工序和设备,节约原材料等优点,所以现已成为我国铸造业中的一个重要组成部分。
二. 压铸过程中的主要参数在压力铸造的整个过程中,压力起到了主导作用。
熔融金属不仅在压力作用下充满压室进入浇注系统,而填充又在压力作用下凝固成型。
在压射过程中各个阶段,随着冲头位置的移动,压力也出现不同的变化,这个变化规律都会对铸件质量产生重大影响。
因此我们应对压铸过程中压力的作用与变化要有一个感性认识,这也是压铸技术的理论基础。
现以常用的卧式冷室压铸机为例,来逐步描绘出压射过程中,随着冲头位置的移动和压力之间的变化规律。
首先要说明的是在以下各阶段图形中,左图表示压射的过程,右上图表示每一个位移阶段相应的压力变化值,右下图为相应的压射冲头位移曲线。
现将图中各阶段的具体内容说明如下:图(a),起始阶段,金属液开始浇入压室,准备压射。
图(b),第Ⅰ阶段,压射冲头慢速移动越过浇料口,金属液受到冲头的推动,由于速度较慢,压室中不产生浪涌,故金属液不致从浇口中溅出,这种状况也是在起始压射阶段所要求的。
这时推动金属液的压力为P0。
其作用有二,即克服压射油缸中活塞在移动时的摩擦力和冲头与压室之间的摩擦力。
冲头越过浇料口的这段距离为S1,称为慢速封口阶段。
图(c),第Ⅱ阶段,压射冲头以高于第Ⅰ阶段的速度向前运动,此时金属液充满整个压室前端,聚集到内浇口前沿之处,与这一阶段速度响应的压力上升值达到P1,冲头在这一阶段所运动的距离为S2,称为金属液堆积阶段。
压铸操作工艺培训讲义(连载四)

压铸操作工艺培训讲义(连载四)五、国内外压铸铝合金1、国标牌号标注方法在国标中压铸铝合金的代号是用字母“YL”和其后的数字表示,“Y”及“L”分别为“压”、“铝”两字汉语拼音的第一个字母。
2、国内外主要压铸铝合金化学成分和力学性能如下表:压铸铝合金国家标准:压铸铝合金日本标准:压铸铝合金欧盟标准:压铸铝合金美国标准:3、合金中各元素的主要作用4、各元素对合金的影响①铝合金中硅的作用有两点,第一是增加流动性,但这点主要是对重力铸造等很低压强下的充填而言。
检测与实践都表明,不加硅的铝合金和加了硅的合金在超过1MPa的充型压强下,充型性能差异不大,而现在压铸生产中压射充型压强均达到30MPa以上,即使流动性最差的合金、如变形铝合金及变形镁合金,都不存在充型不足的困难。
第二点,也是铝合金中硅作用的最重要的一点,也是大家最容易忽略的一点。
硅的作用是减少“液-固”相的相变体积收缩率。
特别是高硅铝合金,当硅含量达到20%左右时如B390,ADC14铝合金,相变体积可以保持不变。
由于铝合金压铸属于单方向的高压强充型铸造,不具备有反向补缩作用。
正是这个原因压铸行业才特意配制相变收缩率比较低,含硅量高的铝合金牌号。
②硅含量的降低,压铸件毛坯在同样的压铸条件下,缩孔、疏松现象严重,合格率明显降低。
主要原因是硅含量的降低导致铝合金体积收缩率较大。
③硅及铜含量的降低,产品的机械强度降低,热裂倾向增加。
合金的延伸率增强,变得更软。
顶出时易变形甚至开裂。
一方面通过Mg和Mn 含量的配比提高机械强度,并在压铸工艺参数设定时,调整冷却时间、顶出速度及顶出力及脱模剂的喷涂,解决产品顶出时的变形及开裂的缺陷。
④元素Mn的作用,锰能阻止铝合金的再结晶过程,提高再结晶温度并能显著细化结晶晶粒。
再结晶的细化,主要是通过MnAl6化合物弥散质点对再结晶粒长大起阻碍作用。
过多的MnAl6能溶解杂质铁形成(Fe,Mn)Al6减少铁的有害影响。
故锰的含量也不能太高,控制在0.30-0.40%范围内。
压铸模讲义专题培训

壓鑄模設計
2024/10/10
Macherchen
22
三.壓鑄模零部件設計
4)模具結構及壓鑄工藝旳影響 尺寸計算:
LM+ δZ/2=(LZ -△/2 )+ (LZ - △/2)K’ -δC/2
a 型腔徑向尺寸:
LM=[(1+K’) LZ-X△] =(1+K’) LZ-1/2(△ +δZ+δC )
K’------預定收縮率旳平均值
一. 分型面旳類型 二. (一)分型面型腔旳相對位置分類
動模
定模
動模
定模
動模
定模
壓鑄模設計
2024/10/10
Macherchen
8
三.壓鑄模零部件設計
(二)按分型面旳形狀分類 1 平直分型 2. 傾斜分型
3. 階梯分型
4 曲面分型
壓鑄模設計
2024/10/10
Macherchen
9
三.壓鑄模零部件設計
Macherchen
5
二. 壓鑄模旳結構組成
二).壓鑄模結構根據作用分類
壓鑄模設計
2024/10/10
Macherchen
6
二. 壓鑄模旳結構組成
二).壓鑄模結構根據作用分類
壓鑄模設計
2024/10/10
Macherchen
7
三.壓鑄模零部件設計
定義:1. 成型零部件:構成模腔旳全部零部件旳統稱. 2.結構零部件:保証模具有足夠旳剛度,強度及正確安裝和模具 正常工作.
第二講完
壓鑄模設計
2024/10/10
Macherchen
28
(1) 凸模是成型壓件整體內形旳零部件,所以也稱為主型芯. 主型芯旳結構形式有:整體式,通孔台肩式,通孔無台肩 (螺絲固定)式及非通孔.
铝合金低压铸造讲课文档

现在七十二页,总共八十八页。
379-6653盖子低压浇注模具
热装置
379-6653盖子低压浇注模具
现在七十三页,总共八十八页。
排气塞
现在七十四页,总共八十八页。
下模
现在七十五页,总共八十八页。
机架
坩埚炉
现在十五页,总共八十八页。
池式
现在十六页,总共八十八页。
现在十七页,总共八十八页。
现在十八页,总共八十八页。
低压机控制台
现在十九页,总共八十八页。
控制
现在二十页,总共八十八页。
控二页,总共八十八页。
保温炉温度显示
现在二十三页,总共八十八页。
6:能生产中小铸件也能生产较大的铸件(可 以生产200kg以上铸铝件)
7:生产效率比高压铸造低
8:铸件内部没有气孔
9:铸件可以热处理强化
高压铸造 1:压力高,可达到上百兆帕
2:金属液在行腔中的速度快,可达到60m/s,
最高可到120m/s.金属液对型腔的冲刷大
3:金属液在型腔的流动不平稳 4:型腔只能是金属型(对型腔材料要求比较
2:热芯机
现在五十七页,总共八十八页。
双工位热芯机
双工位热芯机
现在五十八页,总共八十八页。
水平分型射芯机
1:加砂系统(斗式提机)
2:水品分型射芯机 3:取芯车
现在五十九页,总共八十八页。
水品分型射芯机
水品分型射芯机
现在六十页,总共八十八页。
震动去芯机
1:震动去芯机(含震动气锤、高频震动电机)
2:流砂槽
3:皮带机 4:除砂小车
压铸工程专题知识讲座

鎖模力 F1 鎖模力F1
鑄造力 F2 鑄造力 F2
Deriving metal pressure from measured hydraulic pressure
Ph Dh
Pp = Ph *Ah/ Ap
Pp Dp
What is
fill pattern?
!!!
?
Which runner geometry?
Digital Video Camera, Walkman, Mp3, MD player, PDA, Projector, Cellular Phone,… 2. Loaded part: Chassis …. 3. Pressure tightness: Pneumatic Tools , Hinge ….
Parameter
1.What size is it? 2.What material is used, Mg , Al or Zn alloy? 3.Where is Gate location? 4.How many cavities is in the mold? 5.How big machine size is matched? - have any slides or not? 6.Where is Critical Thickness? How thickness? - sink mark , short shot area. 7.Which side is it, Cavity or Core? 8.Where is Parting line? 9.What Draft angle is it? 10.What Radius is it? 11.Style: Rib , Boss , Fan hole, Speaker hole, Hinge hole… 12.Distortion
铝合金铸造基础知识课堂PPT

冷芯制芯
冷芯制芯:
将树脂砂填入冷芯模,而后吹气硬化制成坭芯。 根据使用的粘结剂和所吹气体及其作用的不同,而 有三乙胺法、SO2法、酯硬化法、低毒和无毒气体 促硬制芯法。
三乙胺法:一般用干燥的压缩空气或氮气作液态硬 化剂(三乙胺)的载体气体,稀释到约5%浓度,形 成三乙胺气雾,向冷芯模中填入树脂砂后再吹入三 乙胺气雾,树脂砂便能在数秒至数十秒内硬化制成 所需要强度的坭芯。
36
壳芯制芯
壳芯:进排气道
37
壳芯制芯
壳芯制芯的优点: ➢混制好的覆膜砂可以较长期贮存(三个月以上); ➢能获得尺寸精确的坭芯; ➢坭芯的强度高、质量轻、易搬运; ➢可用细的原砂得到光洁的铸件表面; ➢覆膜砂消耗量小。
38
壳芯制芯
壳芯制芯的缺点: (一)壳芯表面易疏松 覆膜砂流动性差; 排气不当,在深凹处疏松和缺肉的,多是排气不好; 射砂压力太低; 射砂时间太短; 覆膜砂所使用的原砂太粗。
42
冷芯制芯
冷芯:冒口芯
43
冷芯制芯
冷芯制芯的冷芯树脂(粘结剂)由两部分组成,组 分Ⅰ是酚醛树脂,组分Ⅱ是聚异氰酸酯。
硬化反应:
酚醛树脂+聚异氰酸酯 三乙胺 尿烷
采用三乙胺法制芯时,原砂采用干净的AFS的细度 50-60的硅砂。
原砂必须干燥,水分超过0.1%(质量分数)就会减 少树脂砂的可使用时间,降低坭芯的抗拉强度,也 会增加铸件针孔缺陷。
第三章 铝液的熔化 及精炼处理
47
熔炼炉的操作
➢第一节 熔炼炉的简介 ➢第二节 铝合金熔炼理论知识
48
熔炼炉的简介 熔炼炉的分类:
熔炼炉
火焰炉
感应炉
电阻炉
49
熔炼炉的简介
2024全新压铸知识培训

2024全新压铸知识培训标题:2024全新压铸知识培训随着我国经济的持续发展,压铸行业在制造业中扮演着越来越重要的角色。
压铸作为一种重要的金属成型工艺,广泛应用于汽车、摩托车、电子、通讯、机械制造等领域。
为了提高压铸行业的整体水平,提升从业人员的专业素养,2024全新压铸知识培训应运而生。
一、培训背景近年来,我国压铸行业取得了显著的成果,但在技术水平、产品质量、生产效率等方面仍有很大的提升空间。
为了推动压铸行业向高质量发展,提高企业的竞争力,培养一批具备专业知识和技能的压铸人才显得尤为重要。
全新压铸知识培训旨在为广大从业人员提供一个系统学习、技能提升的平台,助力我国压铸行业迈向更高水平。
二、培训目标1. 提升从业人员的基本素质,使学员掌握压铸工艺的基本原理和操作技能。
2. 强化学员对压铸模具设计、制造和维护的能力,提高模具的使用寿命和产品质量。
3. 深入了解压铸设备的性能和特点,提高设备操作、维护及故障排除能力。
4. 掌握压铸生产过程中的质量控制要点,提升产品品质。
5. 培养学员的创新意识和团队协作精神,提高企业的整体竞争力。
三、培训内容1. 压铸工艺基础知识:压铸原理、压铸工艺流程、压铸材料及性能等。
2. 压铸模具设计:模具结构、模具材料、模具设计要点等。
3. 压铸设备操作与维护:压铸机工作原理、设备操作规程、设备维护保养等。
4. 压铸质量控制:产品质量标准、质量控制方法、常见缺陷分析等。
5. 压铸新技术与新工艺:数值模拟技术、轻量化设计、绿色压铸等。
6. 压铸生产管理:生产计划与调度、现场管理、安全管理等。
7. 企业参观与实践:参观优秀压铸企业,了解先进的生产工艺和管理经验。
四、培训方式1. 面授课程:邀请行业专家、学者进行授课,现场解答学员疑问。
2. 实践操作:安排学员进行压铸设备操作、模具拆装等实践活动。
3. 企业参观:组织学员参观优秀压铸企业,学习先进的生产工艺和管理经验。
4. 交流互动:开展学员间的经验交流,分享学习心得和成果。
压铸合金知识及铝合金熔化工艺知识培训
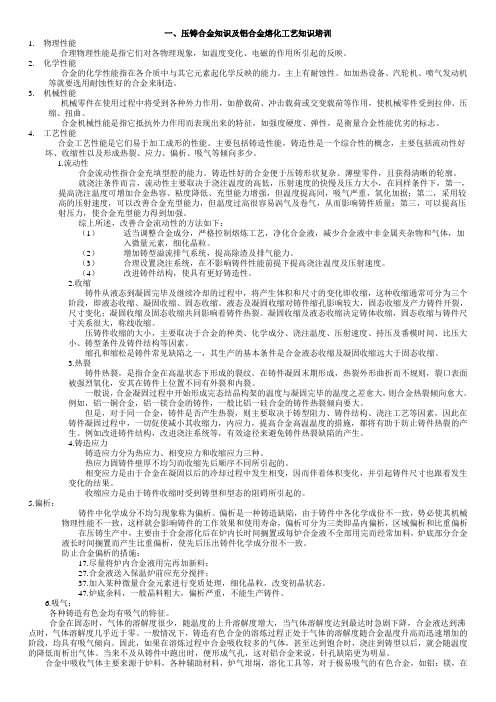
一、压铸合金知识及铝合金熔化工艺知识培训1.物理性能合理物理性能是指它们对各物理现象,如温度变化、电磁的作用所引起的反映。
2.化学性能合金的化学性能指在各介质中与其它元素起化学反映的能力,主上有耐蚀性。
如加热设备、汽轮机、喷气发动机等就要选用耐蚀性好的合金来制造。
3.机械性能机械零件在使用过程中将受到各种外力作用,如静载荷、冲击载荷或交变载荷等作用,使机械零件受到拉伸、压缩、扭曲。
合金机械性能是指它抵抗外力作用而表现出来的特征,如强度硬度、弹性,是衡量合金性能优劣的标志。
4.工艺性能合金工艺性能是它们易于加工成形的性能。
主要包括铸造性能,铸造性是一个综合性的概念,主要包括流动性好坏、收缩性以及形成热裂、应力、偏析、吸气等倾向多少。
1.流动性合金流动性指合金充填型腔的能力。
铸造性好的合金便于压铸形状复杂、薄壁零件,且获得清晰的轮廓。
就浇注条件而言,流动性主要取决于浇注温度的高低,压射速度的快慢及压力大小,在同样条件下,第一,提高浇注温度可增加合金热容、粘度降低、充型能力增强,但温度提高同,吸气严重,氧化加据;第二,采用较高的压射速度,可以改善合金充型能力,但温度过高很容易涡气及卷气,从而影响铸件质量;第三,可以提高压射压力,使合金充型能力得到加强。
综上所述,改善合金流动性的方法如下:(1)适当调整合金成分,严格控制熔炼工艺,净化合金液,减少合金液中非金属夹杂物和气体,加入微量元素,细化晶粒。
(2)增加铸型溢流排气系统,提高除渣及排气能力。
(3)合理设置浇注系统,在不影响铸件性能前提下提高浇注温度及压射速度。
(4)改进铸件结构,使具有更好铸造性。
2.收缩铸件从液态到凝固完毕及继续冷却的过程中,将产生体积和尺寸的变化即收缩,这种收缩通常可分为三个阶段,即液态收缩、凝固收缩、固态收缩。
液态及凝固收缩对铸件缩孔影响较大,固态收缩及产力铸件开裂,尺寸变化;凝固收缩及固态收缩共同影响着铸件热裂。
凝固收缩及液态收缩决定铸体收缩,固态收缩与铸件尺寸关系很大,称线收缩。
压铸件基础知识讲座

3.鋁合金
鋁合金的特點: 1)密度低质量轻,但强度比较高 2)良好的耐蝕性與機械性 3)良好的熱傳導性 4)熱膨脹和比重都小
第四講:壓鑄
壓鑄中可能發生多種缺陷,一些常見的缺陷如下:
1、填充不足 原因可能是注射速度不夠,冷模,低金屬 溫度,水口不合適,模具通氣不好。
2、冷紋 發生於部分固有化的反向流動和流相遇時,原 因可能是金屬和模具溫度過低引起的。
锌合金种类 Zamak 3: 良好的流动性和机械性能。 应用于对机械强度要求不高的铸件,如玩具、灯具、装饰品、部分电 器件。 Zamak 5: 良好的流动性和好的机械性能。 应用于对机械强度有一定要求的铸件,如汽车配件、机电配件、机械 零件、电器元件。 Zamak 2: 用于对机械性能有特殊要求、对硬度要求高、尺寸精度要求 一般的机械零件。 ZA8: 良好的流动性和尺寸稳定性,但流动性较差。
全国六大镁合金基地建设已经初具规模,形成了重庆——镁合金汽车、 摩托车制造,青岛——信息和通信产品开发,上海——汽车工业应用, 深圳——镁合金压铸设备,辽宁——氧化镁及镁矿开发,宁夏——盐湖镁 资源开发布局。
2.鋅合金
锌合金的特点 1)比重大。 2)铸造性能好,可以压铸形状复杂、薄壁的精密件,铸件表面光滑。 3)可进行表面处理:电镀、喷涂、喷漆。 4)熔化与压铸时不吸铁,不腐蚀压型,不粘模。 5)有很好的常温机械性能和耐磨性。 6)熔点低,在385℃熔化,容易压铸成型。
3、氣孔 原因是內部包有空氣或析出溶解的氫氣。 4、收縮孔和氣穴 發生於局部過熱的地方,此處金屬填
充受到限制。 5、熱裂紋 發生於當部分金屬固化時,由於模具的限制
使應力增加。尖銳棱角和鑄件的延遲頂出,都使熱裂產生 的趨勢增加。 6、變形 由於收縮應力在部件的頂出過程中可能發生變 形和斷裂
压铸操作工艺培训讲义(连载二)

压铸操作工艺培训讲义(连载二)(三)压射行程根据压铸填充过程各个阶段的冲头位移-压力曲线图可知,压射冲头移动总共分为五个阶段。
其中第Ⅰ阶段(慢速封口阶段)加上第Ⅱ阶段(金属液堆积阶段)的压射冲头的位移量通常称为慢压射行程。
第Ⅲ阶段(填充阶段)的压射冲头的位移量通常称为快压射行程。
第Ⅳ阶段(增压压实阶段)的压射冲头位移量通常称为增压压实行程。
第Ⅴ阶段压射冲头跟出行程。
特别要提及的是,铸件气孔中的气体来源于合金液、模具型腔、压射室及涂料。
但在正常规范的生产中铸件气孔中的气体主要来源于模具型腔和压射室,模具型腔主要靠合理的浇注系统和溢流排气系统来最大程度地减少气体进入铸件并使之排出模外,而压射室中的气体是靠调整压射行程来控制压射冲头快速填充位移的起点,也就是慢压射行程的终点,使合金液以慢速充满压室前端堆积于内浇口前沿,从而最大程度地减少气体被合金液卷入而带入模具型腔,达到最大程度地减少铸件中的气孔,提高铸件的内部质量。
而在正常生产中铸件气孔中的气体主要来源于压射室。
所以,在压铸过程中对压射行程的控制是非常必要的。
对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
压铸机快压行程的调整位置的计算:下图中L1为快压射转换位置;L2为料柄厚度(经验数据为30~50mm)。
L为空压射行程。
L=L。
+ L1+ L2。
(四)温度压铸过程中,温度对填充过程的热状态,以及操作的效率等方面起着重要的作用。
压铸中所指的温度是指浇注温度和模具温度。
温度控制是获得优良铸件的重要因素。
1. 浇注温度熔融金属的浇注温度是指它自压室进入型腔时的平均温度。
由于对压室内的金属液的温度测量不方便,一般以保温炉的温度表示。
(1)浇注温度的作用和影响①气体在合金中溶解度,随温度的升高而增大,其熔解金属中的气体,在压铸过程中难以析出,对塑性是有影响的。
②含铁量随合金温度升高而增加,使流动性降低,结晶粗大,性能恶化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
材料的选择 仿。文档如有不当之处,请联系本人或网站删除。
• 根据被加工金属的种类、负荷大小、使用温度和 成形速度等条件,提出不同的要求来选用不同的 热作模具钢种。热作模具钢的ω(c)一般在 0.3~0.6%,含碳量过高时,钢的韧性和塑性下降, 导热性较差;含碳量过低时,硬度和耐磨性达不 到要求。热作模具钢中一般加入Cr、Mn、Ni、Si 等元素以强化铁素体基体,提高钢的淬透性强度 和韧性,Ni还能改善热疲劳抗力,为了细化晶粒 提高强度和硬度、回火稳定性,防止回火脆性, 还加入Ni、Mo、V等元素。此外,Ni、Mo、V等元 素在回火时以碳化物的形式析出产生二次硬化, 使热作模具钢在较高温度下仍能保持较高的强度。
• H13钢的物理性能、力学性能如下: (1)线膨胀系数αl:11.5×10-6/℃,(22~500℃);
12.2×10-6/℃,(22~800℃); (2)热导率λ:28.4W/(m·K) (800℃); (3)密度ρ:7.8g/cm3 ,(20℃);7.7g/cm3 ,(400℃); (4)临界点:Ac1 860℃;Ac3 915℃;Ar1 775℃;
• 弯曲应力,模具型腔与高温(有时可达1150~ 1200℃)金属接触后,本身温度可达300~400℃, 局部高达500~600℃。还经常受空气、油、水等 的反复冷却,在时热时冷的苛刻条件下工作的模 具,其型腔表面极易产生疲劳裂纹(即龟裂)。 此外,炽热的金属在模具型腔中变形所产生的强 烈摩擦,容易因摩擦而使精度降低,因而要求热 作模具钢具有足够的热强行、热疲劳性、韧性、 硬度和耐磨性、良好的导热性和耐蚀性,还要求 具有较高的淬透性,以保证整个截面具有一致的 力学性能。
• (3)强韧兼备的热作模具 钢 4Cr5MoV1Si(H13)、HM3、4Cr5W2SiV等,宜 用作热锻模、热挤压模、压铸模等、高速锻模。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
几种压铸模材料的分析 仿。文档如有不当之处,请联系本人或网站删除。
• 目前一般用作压铸模的钢种有H13钢、3Cr2W8V 钢,传统用钢是3Cr2W8V钢。这类钢属于中耐热 韧性模具钢,这类钢与低耐热高韧性热作模具钢 相比主要特点是含有较多的Cr、Mo、V、W等碳 化物形成元素以及含碳量较低,ω(c)一般为 0.32~0.45。由于钢中含较多的Cr元素,因而具 有很好的淬透性,直径100mm的棒材在空气淬火 的条件下可完全淬透,故被称为空冷硬化热作模 具钢。在截面尺寸<150mm时具有与5CrNiMo钢 相近的韧性,而在工作温度500~600℃却具有更 高的硬度、热强性和耐磨性。与4Cr5MoSiV相比, H13(4Cr5MoSiV1)的热强性和硬度更高,在中 温条件下具有较高的热强度,热疲劳性能、高的 韧性和一定的耐磨性;在较低的奥氏体化温度条 件下进行空气淬火,热变形处理变形小,空冷淬
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
H13材仿。料文档的如有各不当方之处面,请数联系据本人分或网析站删除。
• H13钢的化学成分分析如下: C:0.32%~0.45%;Si:0.80%~1.20%; Mn:0.20%~0.50%;Cr:4.75%~5.50%; Mo:1.10%~1.7-5%;Ni≤0.25%; V:0.80%~1.20%;P≤0.03%;S≤0.03%。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
• 铝合金仿以。文其档低如密有不度当高之处强,度请越联系来本越人或多网得站到删除广。泛应用, 经过对铝合金化学成分的组成与优
• 化,铝合金的铸造成型工艺、热挤压加工工艺和 人工时效等工艺,使铝合金的性能得到发挥,铝 合金压铸类产品主要用于电子、汽车、电机、家 电和一些通讯行业,一些高性能、高精度、高韧 性的优质铝合金产品也被应用到大型飞机、船舶 等技术要求比较高的行业中,但是其主要应用还 是在一些机械零件中。
Ar3 815℃;Ms 340℃。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
铝合仿金。文压档如铸有不模当之的处,热请联处系本理人或工网站艺删除。
• 铝合金压铸工艺较其他铝合金成型工艺有其自身 的优势:压铸范围广;逐渐尺寸精度
• 高、稳定性好;表面粗糙度低;生产率高;金属 利用率高;铸件强度和表面硬度高等等。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
服役条件 仿。文档如有不当之处,请联系本人或网站删除。
• 铝合金压铸模属于热作模具。热作模具在工作时 承受巨大的冲击力、压应力、张应力、
出现了热疲劳裂纹也细而且短,不容易扩展,因
此用其制作的模具生产的压铸件外观质量有很大
的提高。模具在使用前无须预热,而且可以采用
自来水喷冷,以抑制模具的升温,减轻了操作工
人的劳动强度。该钢材同时具备较高的热强性,
是一种强韧兼备的优质廉价钢种,既可用作热锻 模材料,也可在模腔升温低于600℃的工况下用 作压铸模材料。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
一般把仿。热文档作如有模不当具之处钢,请分联系为本人三或网类站删:除。
• (1)高韧性热作模具ห้องสมุดไป่ตู้ 5CrMnMo、5CrNiMo、 4Cr5MoVSi(H11)等,适宜制作一般的锻造模具;
• (2)高热强钢 3Cr2W8V、Y4、Y10、以及基体 钢5Cr4Mo2W2SiV等,宜用作热挤压模、压铸模 等;
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模
• 火时产仿生。文氧档化如皮有不的当倾之处向,小请,联系而本且人或可网以站抵删除抗。熔融铝 的冲蚀作用。4Cr5MoSiV1钢,即美国钢号AISIH13,也是日本钢号JIS-SKD61,是国际上广泛 应用的一种空冷硬化热作模具钢,进口设备上都 配用H13钢制造的模具。H13钢有较高的韧性和 耐冷热疲劳性能,不容易产生热疲劳裂纹,即使