各种加工方式对应的粗糙度等级
各种机械加工多能达到的粗糙度

抛光 单组式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88
铸造钢铁砂型 单组式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85
▽ 8 0.4 0.63 25
0.50 20
0.40 16
表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:
① 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
端铣 0.8、1.6、3.2、6.3
镗内孔 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85
磨内孔 0.1、0.2、0.4、0.8
手研 单组式 0.1、0.05、0.025、0.012 4
平磨 单组式 0.1、0.2、0.4、0.8 4
电火花线切割 单组式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86
0.1—花△10
0.2—花△9
0.4—花△8
0.8—花△7
1.6—花△6
3.2—花△5
6.3—花△4
12.5—花△3
25—花△2
50—花△1
100—花△0(为最粗糙)
中国与美国的表面粗糙度(光洁度)对照表
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:
机械加工方法与零件的粗糙度及精度等级之间的对应表

机械加工方法与零件的粗糙度及精度等级之间的对应表本文章由里氏硬度计/官方网站发布。
序号=1Ra值不大于μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-------------------------------------------------- ---------序号=2Ra值不大于μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-------------------------------------------------- ---------序号=3Ra值不大于μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-------------------------------------------------- ---------序号=4Ra值不大于μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-------------------------------------------------- ---------序号=5Ra值不大于μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面-------------------------------------------------- ---------序号=6Ra值不大于μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面-------------------------------------------------- ---------序号=7Ra值不大于μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度转动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级转动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等-------------------------------------------------- ---------序号=8Ra值不大于μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的丈量表面-------------------------------------------------- ---------序号=9Ra值不大于μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

【表面粗糙度等级】表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向1.6微见加工痕迹方向3.2可见加工痕迹方向6.3微见刀痕12.51级Ra值不大于\Rm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于Um=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于Um=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于Um=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于Um=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1〜2点/cm。
、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于Um=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1〜2点/cmA2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于Um=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3〜10点/cmA2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8〜IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于Um=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3〜10点/cmA2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13〜IT16级孔和轴用量规的测量表面9级Ra值不大于Um=0.2【表面粗糙度等级】表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
粗糙度与加工方法对应表

表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
各种加工工艺能够达到的零件表面粗糙度

本文中详细整理了不同的加工工艺所能达到的表面粗糙度,使用者可根据表格自行查询:
加 工 方 法
表面粗糙度
Ra/μm
Rz/μm
自动气割、带锯或圆盘锯割断
>10~80
>40~320
切 断
车
>10~80
>40~320
铣
>10~40
>40~160
砂 轮
>1.25~5
>6.3~20
黄铜、青铜
>0.32~1.25
>1.6~6.3
细 铰
钢
>0.16~1.25
>0.8~6.3
轻合金
>0.32~1.25
>1.6~6.3
黄铜、青铜
>0.08~0.32
>0.4~1.6
端铣刀
铣削
粗
>2.5~20
>10~80
精
>0.32~5
>1.6~20
细
>0.16~1.25
>0.8~6.3
高速铣削
粗
>0.63~2.5
>0.4~1.6
砂布抛光
>0.08~2.5
>0.4~10
电抛光
>0.01~2.5
>0.05~10
螺纹加工
切 削
板牙、丝锥、
自开式板牙头
>0.63~5
>20~3.2
车刀或梳
刀车、铣
>0.63~10
>3. 2~40
磨
>0.16~1.25
>0.8~6.3
研 磨
>0.04~1.25
>0.2~6.3
滚 轧
搓丝模
>0.8~6.3
圆柱铣
刀铣削
粗
>2.5~20
表面粗糙度等级对照表

镜面0。
006微米雾状镜面0.012镜状光泽面0.025亮光泽面0。
05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向6。
3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3。
2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面.不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0。
各种机械加工方法能达到的表面粗糙度

94
齿轮及花键加工/滚轧/热轧
0.8〜0.4
95
齿轮及花键加工/滚轧/冷轧
0.2〜0.1
96
刮(粗)
3.2〜0.8
97
刮(精)
0.4〜0.05
98
滚压加工
0.4〜0.05
99
钳工锉削
12.5〜0.8
100
砂轮清洗
50〜6.3
车削端面(精车金属)
6.3〜1.6
16
车削端面(精车非金属
6.3〜1.6
17
车削端面(精密车金属)
0.8〜0.4
18
车削端面(精密车非金属)
0.8〜0.2
21
高速车削
0.8〜0.2
22
钻(<^15mm)
6.3〜3.2
23
钻(>S5mm)
25〜6.3
12.5〜6.3
26
锪倒角(孔的)
3.2〜1.6
27
71
研磨(精密)
< 0.050
72
超精加工(精)
0.8〜0.1
73
超精加工(精密)
0.1〜0.05
74
超精加工(镜面加工、两次 加工)
< 0.025
75
0.8〜0.1
76
抛光(精密)
0.1〜0.025
77
抛光(砂带抛光)
0.2〜0.1
78
抛光(砂布抛光)
1.6〜0.1
79
抛光(电抛光)
1.6〜0.012
80
螺纹加工/切削/板牙、丝锥、 自开式板牙头
3.2〜0.8
81
螺纹加工/切削/车刀或梳刀 车、铣
表面粗糙度等级对照表
镜面0。
006微米雾状镜面0.012镜状光泽面0.025亮光泽面0。
05暗光泽面0.1不可见加工痕迹的方向0。
2可见加工痕迹方向0。
8微见加工痕迹方向0。
4看不清加工痕迹方向 1.6微见加工痕迹方向3。
2可见加工痕迹方向6。
3微见刀痕12。
51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面.紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3。
2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面.不重要的紧固螺纹的表面.需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0。
粗糙度加工方式所得粗糙度对照表

表面粗糙度SPI(Fra bibliotek1) Ra0.005
SPI(A2) Ra0.01
SPI(A3) Ra0.02
粗糙度加工方式所得粗糙度對照表
加工工具(方法)
粗研磨砂粒粒度
精研磨砂 粒粒度
鉆石膏拋 光
加工材料及硬度要求
S136
54HRC
8407
52HRC
DF-2
58HRC
XW-10
60HRC
S136
300HB
718SUPREME
300HB
SPI(B1) Ra0.05
光度描述 光潔度非常高,鏡面效果 光潔度較低,沒有砂紙紋 光潔度更低一級,但沒有砂紙紋 沒有光亮度,有輕微3000#砂紙紋
SPI(B2) Ra0.1
SPI(B3) Ra0.2
Ra0.4
精加工:精車\精刨\ 精銑\磨\鉸\刮
沒有光亮度,有輕微2000#砂紙紋
沒有光亮度,有輕微1000#砂紙紋 不辨加工 痕跡的方向
微辨加工痕跡的方向
Ra0.8
精加工:精車\精刨\ 精銑\磨\鉸\刮
可辨加工痕跡的方向
Ra1.6 Ra3.2 Ra6.3 Ra12.5 Ra25
Ra50
粗糙度等级对照表

粗糙度等级对照表无论是家居装饰、制造业产品制作或是机械加工过程中,经常会有需要对表面进行控制,以保证表面的质量和外观效果,其中最常用的方法就是测量表面的粗糙度,而粗糙度等级根据不同的表面处理方式、材料特征和表面所需要达到的效果而有不同的等级表。
粗糙度等级可以根据表面处理手段、材料,以及表面的精度要求来确定。
一般来说,有以下几种不同的粗糙度等级:①龙系列:尼龙系列粗糙度等级由1级到25级,1级是最细粗糙度,25级是最粗糙度。
②璃系列:玻璃系列粗糙度等级也有1级到25级,1级是最细粗糙度,25级是最粗糙度。
③属系列:金属系列粗糙度等级从1级到50级,1级是最细粗糙度,50级是最粗糙度。
④物系列:织物系列粗糙度等级从1级到50级,1级是最细粗糙度,50级是最粗糙度。
当物体表面的处理和材料有多种的时候,不同的粗糙度等级也会有不同的表现,所以在选择正确的粗糙度等级之前,应当先确定被处理物体表面所拥有的材料特性,以及表面需要达到的效果,从而决定最合适的粗糙度等级。
此外,也可以根据表面粗糙度等级与处理工具之间的关系,来确定处理表面的方式。
比如,用抛光工具处理表面,可以达到很高的精度要求,而使用磨砂工具则可以做到更低粗糙度的表面。
无论是用什么样的处理工具,表面的粗糙度等级也都有一定的标准,这个标准也叫做粗糙度等级对照表,用来帮助我们更好地理清各个粗糙度等级之间的关系,并能够更加准确地测量出表面的精确粗糙度,以便更好地完成处理工作。
粗糙度等级对照表的精准性,直接影响到处理工作的质量,对于机械加工、精密加工等,粗糙度等级对照表是十分必要的工具,可以实现更高精度的处理工作,使表面的质量和外观都能得到更好的控制。
因此,精准的粗糙度等级对照表尤为重要,可以用来精确测量表面的粗糙度,帮助我们更好地控制表面的质量和外观,以达到我们想要的效果。
正确的使用这一工具,也可以改善我们工作的质量,提升表面处理的精度,以确保表面处理的质量。
表面粗糙度等级对照表

镜面0。
006微米雾状镜面0.012镜状光泽面0。
025亮光泽面0。
05暗光泽面0.1不可见加工痕迹的方向0。
2可见加工痕迹方向0。
8微见加工痕迹方向0。
4看不清加工痕迹方向1。
6微见加工痕迹方向3。
2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3。
2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0。
各种加工方法能达到的表面粗糙度

58
推削(精)
0.8~0.2
59
推削(精密)
0.4~0.025
60
外圆磨内圆磨(半精、一次加工)
6.3~0.8
61
外圆磨内圆磨(精)
0.8~0.2
62
外圆磨内圆磨(精密)
0.2~0.1
63
外圆磨内圆磨(精密、超精密磨削)
0.050~0.025
64
外圆磨内圆磨(镜面磨削外圆磨)
< 0.050
88
齿轮及花键加工/切削/精插
1.6~0.8
89
齿轮及花键加工/切削/精刨
3.2~0.8
90
齿轮及花键加工/切削/拉
3.2~1.6
91
齿轮及花键加工/切削/剃
0.8~0.2
92
齿轮及花键加工/切削/磨
0.8~0.1
93
齿轮及花键加工/切削/研
0.4~0.2
94
齿轮及花键加工/滚轧/热轧
0.8~0.4
33
高速镗
0.8~0.2
34
铰孔(半精铰一次铰)钢
6.3~3.2
各种加工方法能达到的表面粗糙度
序号
加工方法
表面粗糙度
35
铰孔(半精铰一次铰)黄铜
6.3~1.6
36
铰孔(半精铰二次铰)铸铁
3.2~0.8
37
铰孔(半精铰二次铰)钢、轻合金
1.6~0.8
38
铰孔(半精铰二次铰)黄铜、青铜
0.8~0.4
39
铰孔(精密铰)钢
0.8~0.2
40
铰孔(精密铰)轻合金
0.8~0.4
41
铰孔(精密铰)黄铜、青铜
表面粗糙度等级对照表

1级Ra值不年夜于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采纳2级Ra值不年夜于\μm=25、50概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级Ra值不年夜于\μm=12.5概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级Ra值不年夜于\μm=6.3概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面.紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级Ra值不年夜于\μm=3.2概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况.不重要的紧固螺纹的概况.需要滚花或氧化处置的概况6级Ra值不年夜于\μm=1.6概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超越80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级Ra值不年夜于\μm=0.8概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超越80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级Ra值不年夜于\μm=0.4概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸年夜于120mm的IT13~IT16级孔和轴用量规的丈量概况9级Ra值不年夜于\μm=0.2概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的概况.保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的概况,如轴径概况、要求气密的概况和支承概况,圆锥定心概况等.IT5、IT6级配合概况、高精度齿轮的概况,与G级滚动轴承配合的轴径概况,尺寸年夜于315mm 的IT7~IT9级级孔和轴用量规级尺寸年夜于120~315mm的IT10~IT12级孔和轴用量规的丈量概况等10级Ra值不年夜于\μm=0.1概况状况=暗光泽面加工方法=超级加工应用举例=工作时接受较年夜变应力作用的重要零件的概况.保证精确定心的锥体概况.液压传动用的孔概况.汽缸套的内概况,活塞销的外概况,仪器导轨面,阀的工作面.尺寸小于120mm的IT10~IT12级孔和轴用量规丈量面等11级Ra值不年夜于\μm=0.05概况状况=亮光泽面加工方法=超级加工应用举例=保证高度气密性的接合概况,如活塞、柱塞和汽缸内概况,摩擦离合器的摩擦概况.对同轴度有精确要求的孔和轴.滚动导轨中的钢球或滚子和高速摩擦的工作概况12级Ra值不年夜于\μm=0.025概况状况=镜面光泽面加工方法=超级加工应用举例=高压柱塞泵中柱塞和柱塞套的配合概况,中等精度仪器零件配合概况,尺寸年夜于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规丈量概况13级Ra值不年夜于\μm=0.012概况状况=雾状镜面加工方法=超级加工应用举例=仪器的丈量概况和配合概况,尺寸超越100mm 的块规工作面14级Ra值不年夜于\μm=0.0063概况状况=雾状概况加工方法=超级加工应用举例=块规的工作概况,高精度丈量仪器的丈量面,高精度仪器摩擦机构的支承概况。
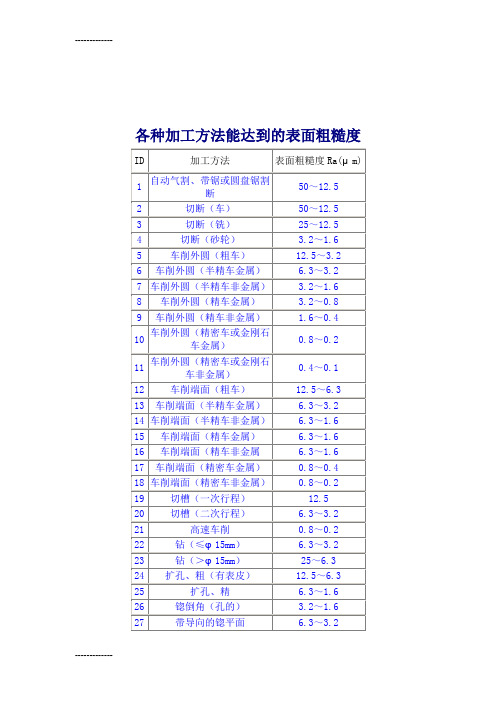
(整理)各种加工方法能达到的表面粗糙度
车削外圆(半精车非金属)
3.2~1.6
8
车削外圆(精车金属)
3.2~0.8
9
车削外圆(精车非金属)
1.6~0.4
10
车削外圆(精密车或金刚石车金属)
0.8~0.2
11
车削外圆(精密车或金刚石车非金属)
0.4~0.1
12
车削端面(粗车)
12.5~6.3
13
车削端面(半精车金属)
6.3~3.2
14
车削端面(半精车非金属)
(2)评价方法的适当性;(7)环境影响评价的结论。各种加工方法能达到的表面粗糙度
ID
加工方法
表面粗糙度Ra(μm)
1
自动气割、带锯或圆盘锯割断
50~12.5
2
切断(车)
50~12.5
3
切断(铣)
25~12.5
4
切断(砂轮)
3.2~1.6
5
车削外圆(粗车)
12.5~3.2
6
车削外圆(半精车金属)
6.3~3.2
6.3~1.6
15
车削端面(精车金属)
6.3~1.6
16
车削端面(精车非金属
6.3~1.6
17
车削端面(精密车金属)
0.8~0.4
18
车削端面(精密车非金属)
0.8~0.2
19
切槽(一次行程)
12.5
20
切槽(二次行程)
6.3~3.221Fra bibliotek高速车削
0.8~0.2
22
钻(≤φ15mm)
6.3~3.2
23
90
齿轮及花键加工/切削/拉
3.2~1.6
各种加工方法的经济精度和表面粗糙度
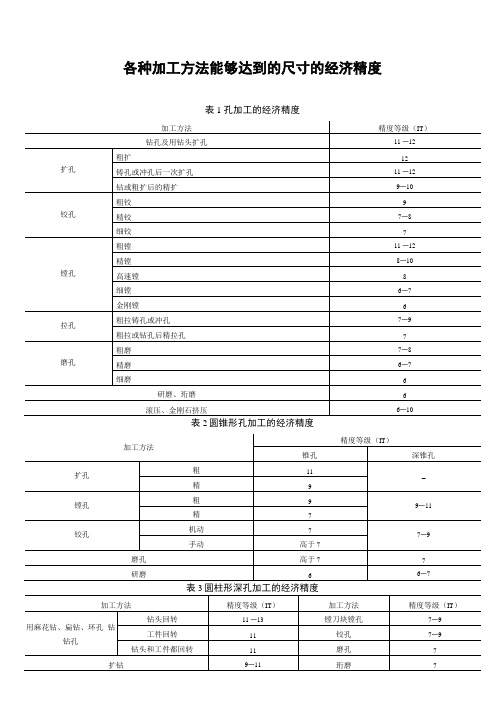
各种加工方法能够达到的尺寸的经济精度表1 孔加工的经济精度表2圆锥形孔加工的经济精度表3圆柱形深孔加工的经济精度6mm7mm91<1m2端铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3细铣仅用于端铣刀铣削。
11各种加工方法能够达到的形状的经济精度2315各种加工方法所能够达到的相互位置的经济精度表19同轴度的经济精度表20 轴心线相互平行的孔的位置经济精度注:对于钻、卧镗及组合机床的镗孔偏差同样适用于铰孔。
表21轴心线相互垂直的孔的位置经济精度各种加工方法能够达到的零件表面粗糙度表22 各种加工方法能够达到的零件表面粗糙度各类型面的加工方案及经济精度表23外圆表面加工方案标准公差及形位公差附表1标准公差值1mm IT14IT1813 22-2-21 16:331 《金属机械加工工艺人员手册》修订本上海科学技术出版社1981年2 《机械制造工艺学》顾崇衔等编著陕西科学技术出版社1982年3 《航空机械设计手册》第三机械工业部612所编1979年4 《机械制造工艺学课程设计简明手册》华中工学院机械制造工艺教研室编1981年5 《机械工程手册》第46篇机械工业出版社1981年6 《圆柱齿轮加工》上海科学技术出版社1979年切削用量切削用量的选择原则正确地选择切削用量,对提高切削效率,保证必要的刀具耐用度和经济性,保证加工质量,具有重要的作用。
1粗加工切削用量的选择原则:粗加工时加工精度与表面求不高,毛坯余量较大。
因此,选择粗加工的切削用量时,要尽可能保证较高的单位时间金属切除量(金属切除率)和必要的刀具耐用度,以提高生产效率和降低加工成本。
金属切除率可以用下式计算:Z k vfa X1000式中Zw——单位时间内的金属切除量(mm3/s);v --- 切削速度(m/s);f --- 进给量(mm/r);a p -------- 切削深度(mm)。
提高切削速度、增大进给量和切削深度,都能提高金属切除率。
各种加工方法对应表面粗糙度值

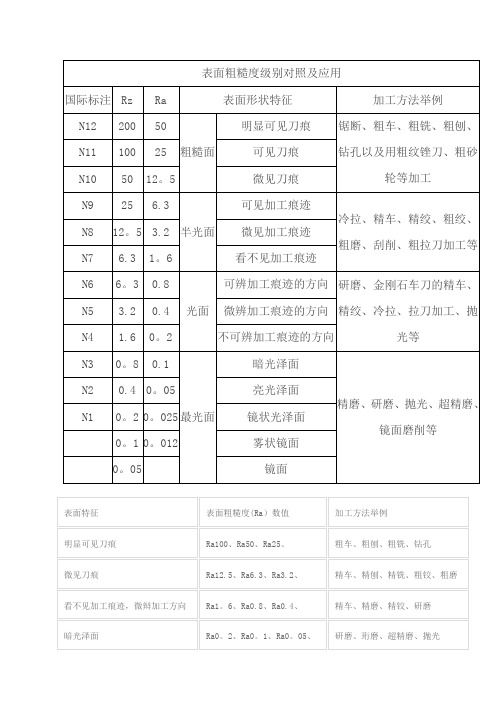
用普通材料和一般生产过程所能得到的典型粗糙度数值
粗糙度等级Ra
表面状况 加工方法举例
应用举例
50(▽1) 明显可见的刀痕 25(▽2) 可见的刀痕
12.5(▽3) 粗面
微见的刀痕 粗加工 锯断、粗车、粗铣、粗刨、钻孔及用粗锉刀、粗砂轮加工
不接触表面或不重要的接触面。
如螺栓孔、机座底面等
6.3(▽4) 可见加工痕迹 3.2(▽5) 微见加工痕迹
1.6(▽6) 半
光面
看不见加工痕迹 半精加工 精车、精铣、粗铰、粗拉、精刨、扩孔、粗镗、粗磨、精锉、粗刮。
不产生相对运动的接触面或相对运动速度不高的接触面。
如键和键槽的工作面机盖与机体的结合面
0.8(▽7) 可辩加工痕迹方向 0.4(▽8) 微辩加工痕迹方向 0.2(▽9) 光面
不可辩加工痕迹方向 精加工
金刚石车刀的精车、精镗、精磨、精刮、粗研、精铰、精拉削、挤压、粗珩
相对运动速度较高的接触面,要求很好密合的接触面。
如齿
轮的工作面轴承的重要表面。
0.1(▽10) 暗光泽面 0.05(▽11) 亮光泽面 0.025(▽12) 镜状光泽面 0.0125(▽13) 雾状光泽面 0.006(▽14)
最光面 镜面
光加工
抛光、细磨、精研、精珩、超精加工。
极重要的摩擦表面。
如发动机气缸内表面、精密量具的工作表面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各种加工方式对应的粗糙度等级
1级
Ra值不大于\μm=100
表面状况=明显可见的刀痕
加工方法=粗车、镗、刨、钻
应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用
2级
Ra值不大于\μm=25、50
表面状况=明显可见的刀痕
加工方法=粗车、镗、刨、钻
应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等
3级
Ra值不大于\μm=12.5
表面状况=可见刀痕
加工方法=粗车、刨、铣、钻
应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面
4级
Ra值不大于\μm=6.3
表面状况=可见加工痕迹
加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿
应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等
5级
Ra值不大于\μm=3.2
表面状况=微见加工痕迹
加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿
应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面
6级
Ra值不大于\μm=1.6
表面状况=看不清加工痕迹
加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面
7级
Ra值不大于\μm=0.8
表面状况=可辨加工痕迹的方向
加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压
应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等
8级
Ra值不大于\μm=0.4
表面状况=微辨加工痕迹的方向
加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压
应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面
9级
Ra值不大于\μm=0.2
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。
保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。
IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等10级
Ra值不大于\μm=0.1
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。
保证精确定心的锥体表面。
液压传动用的孔表面。
汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。
尺寸小于120mm 的IT10~IT12级孔和轴用量规测量面等
11级
Ra值不大于\μm=0.05
表面状况=亮光泽面
加工方法=超级加工
应用举例=保证高度气密性的接合表面,如活塞、柱塞和汽缸内表面,摩擦离合器的摩擦表面。
对同轴度有精确要求的孔和轴。
滚动导轨中的钢球或滚子和高速摩擦的工作表面
12级
Ra值不大于\μm=0.025
表面状况=镜面光泽面
加工方法=超级加工
应用举例=高压柱塞泵中柱塞和柱塞套的配合表面,中等精度仪器零件配合表面,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规测量表面
13级
Ra值不大于\μm=0.012
表面状况=雾状镜面
加工方法=超级加工
应用举例=仪器的测量表面和配合表面,尺寸超过100mm的块规工作面
14级
Ra值不大于\μm=0.0063
表面状况=雾状表面
加工方法=超级加工
应用举例=块规的工作表面,高精度测量仪器的测量面,高精度仪器摩擦机构的支承表面。