SAP-PP-系统配置文档
SAP ERP系统PP模块MRP运行参数说明

SAP ERP系统PP模块MRP运行参数说明SAP/PP模块运行MRP(MD01/MD02)的界面有很多参数,这些参数的设置上线前由PP业务顾问根据实际业务需求定义好的,上线后一般不会轻易去调整,对于一般操作用户,按手册操作就行,不需要深入了解这些参数,但作为负责运维或优化的内部顾问,还是非常有必要了解清楚这些参数的具体意义的,这样MPR 运行出现异常或需要优化时候才能快速找到原因或给出解决方案。
下面详细介绍下这些参数的具体意义和用途。
MRP运行参数的功能用途说明1.处理代码•NETPL: 在计划区间内只有改变的物料(比如独立需求数量有改变,销售订单,采购订单数量有改变等)才跑MRP。
•NETCH: 根据上一次跑MRP的时间到目前,存在修改的物料才跑MRP,没有改变的物料是不会跑的。
(默认选项)•NEUPL:对于所有物料跑MRP,一般上线时要选择这个运行一次,这样可自动将所有需要跑MRP的物料建立MRP计划文件。
2.创建采购申请:•1-采购申请:跑MRP以后,如果属于外购,会直接产生PR,而不产生计划订单。
•2-未清期间内的采购申请:在未清期间内的生成采购订单PR,在未清期间外的生成计划订单。
•3-计划订单:一定先产生计划订单。
备注:未清期间的意义和配置见下文附录部分的具体解析。
3.SA交货计划行和上面的“创建采购申请”用途类似,只是使用到计划协议采购业务才有用(可以参考MM采购的计划协议,是采购的一种方式)。
4.创建MRP清单MRP清单用来记录最后一次跑MRP的结果,是静态结果,如果创建了MRP清单那么可使用MD05查看,MD04与MD05是相对的,MD04是动态的,而MD05查看是静态的,记录最后一次跑的结果。
•1-MRP清单:永远都创建MRP清单(建议)•2-依赖于例外信息:如果有错误信息,才有可能创建MRP清单。
•3-没有MRP清单:永远不创建。
5.计划模式•1-适应计划数据(普通模式):计划订单号码不变,如果没有变化,就不会读BOM和工艺路线,但有变化,就会重读。
SAPERP_PP参数配置说明

SAPERP_PP参数配置说明以下是SAPERP_PP参数配置的详细说明:1.企业编码参数:在SAPERP_PP中,需要对不同的企业进行编码,以便系统能够根据企业的需求进行相应的配置。
在参数配置中,需要设定企业编码,以确保系统能够识别所属企业。
2.产品编码参数:在SAPERP_PP中,需要对各个产品进行编码,以便系统能够根据产品的特性进行相应的配置。
在参数配置中,需要设定产品编码,以确保系统能够识别所属产品。
3.生产线编码参数:在SAPERP_PP中,需要对不同的生产线进行编码,以便系统能够根据生产线的特性进行相应的配置。
在参数配置中,需要设定生产线编码,以确保系统能够识别所属生产线。
4.生产计划时间参数:在SAPERP_PP中,需要设定生产计划的时间范围。
参数配置中,需要设定生产计划的开始时间和结束时间,以确保系统能够根据设定的时间范围进行生产计划的制定和执行。
5.生产计划策略参数:在SAPERP_PP中,需要设定生产计划的策略。
参数配置中,需要设定生产计划的排序方式、优先级等策略,以确保系统能够根据策略进行生产计划的制定和执行。
6.物料需求计划参数:在SAPERP_PP中,需要设定物料的需求计划方式。
参数配置中,需要设定物料的需求计划类型,例如基于销售订单的需求计划、基于预测的需求计划等,以确保系统能够根据需求计划进行物料的采购和生产安排。
7.订单类型参数:在SAPERP_PP中,可以通过参数配置设定订单的类型。
参数配置中,可以设定生产订单、采购订单、销售订单等不同类型的订单,以确保系统能够根据订单类型进行相关的生产和交付安排。
8.容量限制参数:在SAPERP_PP中,需要对生产线的容量进行限制。
参数配置中,可以设定生产线的最大产能、设备的可用时间等限制条件,以确保系统能够根据容量限制进行生产计划的制定和执行。
9.工艺路线参数:在SAPERP_PP中,需要设定产品的工艺路线。
参数配置中,可以设定产品的制造过程、工序顺序、所需物料等信息,以确保系统能够根据工艺路线进行生产计划的制定和执行。
SAPPP模块配置
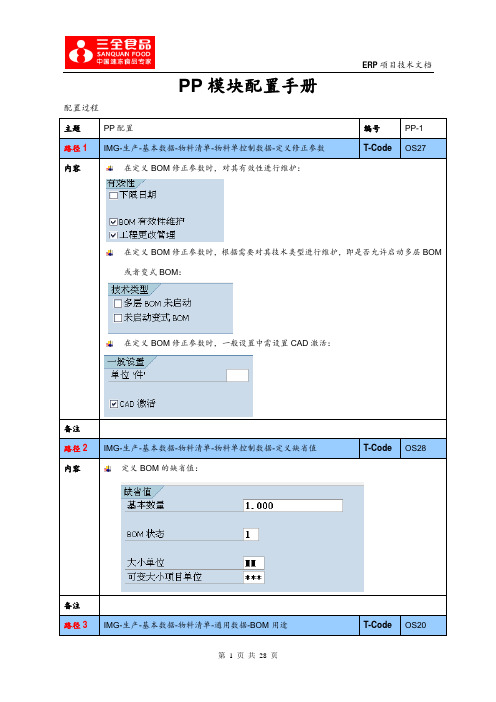
PP模块配置手册配置过程主题PP配置编号PP-1路径1 IMG-生产-基本数据-物料清单-物料单控制数据-定义修正参数T-Code OS27内容在定义BOM修正参数时,对其有效性进行维护:在定义BOM修正参数时,根据需要对其技术类型进行维护,即是否允许启动多层BOM或者变式BOM:在定义BOM修正参数时,一般设置中需设置CAD激活:备注路径2IMG-生产-基本数据-物料清单-物料单控制数据-定义缺省值T-Code OS28内容定义BOM的缺省值:备注路径3IMG-生产-基本数据-物料清单-通用数据-BOM用途T-Code OS20主题PP配置编号PP-1 内容定义BOM的9种用途:备注+ 表示要求输入;. 可选择的条目;- 没有条目路径4IMG-生产-基本数据-物料清单-通用数据-来自相关应用区域的项目数T-Code SPRO 据-定义销售相关性内容定义销售相关性:备注路径5IMG-生产-基本数据-物料清单-通用数据-来自相关应用区域的项目数T-Code OS18 据-定义成本核算相关性内容定义成本核算相关性:备注T-Code OS21 路径6IMG-生产-基本数据-物料清单-通用数据-BOM用途-定义项目状态的缺省值主题PP配置编号PP-1内容定义项目状态的缺省值:备注BOM用途:1表示生产;2表示验证;3表示通用;4表示工厂维护;5表示销售和分销;6表示成本核算;7表示空T-Code OS24路径7IMG-生产-基本数据-物料清单-通用数据-定义BOM表头的允许物料类型内容定义BOM表头允许的物料类型备注+ 表示容许;-表示不允许路径8IMG-生产-基本数据-物料清单-通用数据-定义状态T-Code OS23内容定义通用数据的状态主题PP配置编号PP-1 备注路径9IMG-生产-基本数据-物料清单-项目数据-定义项目类别T-Code OS13 内容定义项目数据的项目类型备注路径10IMG-生产-基本数据-物料清单-项目数据-定义项目类别T-Code OS14 内容定义BOM项目的许可物料类型备注路径11IMG-生产-基本数据-工作中心-通用数据-定义工作中心类别T-Code OP40 内容定义BOM中用户特定的设置:备注路径12IMG-生产-基本数据-工作中心-通用数据-定义工作中心类别T-Code OP40主题PP配置编号PP-1内容0001三全公用工作中心(机器)应用于:◆I 维护任务清单◆P 工艺路线◆Q 检验计划0002机器组应用于:◆I 维护任务清单◆P 工艺路线◆Q 检验计划0003工时应用于:◆I 维护任务清单◆P 工艺路线◆Q 检验计划0004工时组应用于:◆I 维护任务清单◆P 工艺路线◆Q 检验计划备注增加工作中心类别“0001-三全公用工作中心”更改文档标示符,更改文档标识的目的是记录该类型工作中心的变更历史路径13IMG-生产-基本数据-工作中心-通用数据-定义任务清单用途T-Code OP45主题PP配置编号PP-1 内容001仅有工艺路线备注路径14IMG-生产-基本数据-工作中心-通用数据-标准值-定义参数T-Code OP7B 内容SAP_01:SAP_02:SAP_03:主题PP配置编号PP-1 内容ZSQ_01料费分摊:备注路径15IMG-生产-基本数据-工作中心-通用数据-标准值-定义标准值码T-Code OP19 内容SAP1常规生产主题PP配置编号PP-1 内容SQ01三全生产备注路径16IMG-生产-基本数据-工作中心-通用数据-定义默认的工作中心T-Code OP42 内容定义默认的工作中心为工厂设置创建工作中心的缺省值(工作中心类别001、002、003):基本数据:用途(009)、标准值码(SAP1)主题PP配置编号PP-1 缺省值:控制键值(PP01)备注默认值一旦在后台定义设置,在前台创建工作中心时预先配置过的缺省值会自动产生。
SAP配置参数文件(doc 29页)
SAP配置参数文件(doc 29页)纺织PP模块最终用户手册生产主数据-配置参数文件维护本文标签:模块参数手册1.文档概述▪文档目的本文是做为最终用户的操作手册,指导最终用户在进行物料清单BOM维护时的相关操作步骤。
o文档主要内容•本文的主要内容包含SAP系统中所对应的所有光坯布、毛坯布和色纱的配置参数文件的创建、更改及显示的操作内容。
还包括相关性主数据类和特性的创建、更改和显示的操作方法。
主要内容有:1、配置参数文件的维护、修改和显示2、特性的维护、修改和显示3、类的维护、修改和显示4、相关性语句的维护、修改和显示2.3.操作内容▪配置参数文件▪配置参数文件的创建(CU41)前提:当公司有新的产品(坯布、光坯布、色纱)需要生产,并对产品BOM(坯布、光坯布、色纱)进行维护后,配置参数文件人员需对相应的物料创建配置参数文件。
路径:生产-核心功能-变量配置-配置参数文件-创建(CU41)选择物料,回车;步骤1:录入需配置的光坯、坯布、色纱的物料号步骤2:录入参数文件名和类双击字段名说明字段属性用户可输入值备注参数文件名录入需配置的物料号必输编码需根据物料的编码规则给号类指需配置物料的变式类必输默认“300”录入完毕,回车,双击参数文件名,进行配置参数文件步骤3:配置参数文件保存字段名说明字段属性用户可输入值备注状态必输“1”下达配置参数-过程必输默认“计划/生产订单”字段名说明字段属性用户可输入值备注BOM展开必输选择多级BOM应用必输PP01-生产一般明细等级必输打“√”被生成o配置参数文件的更改(CU42)前提:当产品(坯布、光坯布、色纱)的配置参数文件维护完需要更改,配置参数文件人员需对相应的物料的配置参数文件进行修改。
当需要更改配置的物料已用过,配置初始屏幕的内容不能在修改。
路径:生产-核心功能-变量配置-配置参数文件-更改(CU42)步骤1:录入需更改配置的光坯、坯布、色纱的物料号回车,进入下一屏;双击步骤2:双击参数文件名,进入配置参数文件界面保存对需要修改的参数进行更改;单击保存;被更改o配置参数文件的显示(CU43)前提:当相关人员需要显示产品(坯布、光坯布、色纱)的配置参数文件时,进入查看。
SAP案例教程PP生产后台配置
SAP案例教程PP生产后台配置目录维护计划点维护物料清单缺省值配置 BOM 的历史需求定义工作中心负责人工作中心定义参数定义工作中心标准值码工作中心定义控制码定义标准值确定类型定义工作中心公式执行工厂参数总体维护执行 MRP 组的总体维护为每一个物料类型定义 MRP 组定义 MRP 控制者定义MRP控制者的短缺部件定义计划区间定义浮点定义每一个工厂的仓储地点MRP定义订单类型定义订单类型相关的参数为订单定义编号范围定义生产计划参数文件定义生产调度员为生产订单定义计划参数定义确认参数维护计划点点执行,进入下一界面选中0001工厂,点复制,进入下一界面输入1010工厂,保存。
1020工厂相同操作。
维护物料清单缺省值事务码:OS28点执行,进入下一界面基本数量默认1。
配置 BOM 的历史需求事务码:OS25点执行,进入下一界面点新条目,输入BOM用途1,BOM状态3,勾选历史需要,保存。
定义工作中心负责人点执行,进入下一界面选中0001工厂001负责人,点复制,进入下一界面输入法1010工厂,保存。
1020工厂相同操作。
工作中心定义参数点执行,进入下一界面选中SAP_03工时,点复制,进入下一界面输入参数ZSAP01,文本直接人工,保存。
ZSAP02间接费用相同操作,如下图示本案例使用两个作业类型对应定义两个参数。
定义工作中心标准值码事务码:OP19点执行,进入下一界面选中SAP1常规生产,点复制,进入下一界面输入标准值码ZAP1,参数输入ZSAP01、ZSAP02,保存。
标准值码和参数将用于作业工时统计。
工作中心定义控制码事务码:OP00点执行,进入下一界面选中PP01到PP04,点复制,弹出下一界面输入ZP01,回车,复制其它控制码,保存。
本案例用到ZP01和ZP03控制码。
定义标准值确定类型点执行,进入下一界面选中0001工厂,点复制,进入下一界面如图设置,保存。
定义工作中心公式点执行,进入下一界面双击ZSAP01直接人工,进入下一界面这里用到前面定义的参数ZSAP01,保存。
SAP_PP_比亚迪
目录1 PP主数据 (3)1.1 物料主数据 (3)1.1.1 MRP1视图 (3)1.1.1.1 特定工厂的物料状态 (3)1.1.1.2 MRP类型 (3)1.1.1.3 批量大小 (5)1.1.1.4 装配报废 (6)1.1.2 MRP2视图 (8)1.1.2.1 采购类型 (8)1.1.2.2 计划边际码 (8)1.1.2.3 安全库存 (9)1.1.2.4 反冲 (10)1.1.3 MRP3视图 (11)1.1.3.1 策略 (11)1.1.3.2 可用性检查 (20)1.1.3.3 补货提前期 (20)1.1.4 MRP4视图 (20)1.1.4.1 选择方法 (20)1.1.4.2 部件废品率 (24)1.1.5 工作计划 (25)1.2 BOM主数据 (25)1.2.1 基本概念 (25)1.2.2 BOM层次的确定 (28)1.2.3 ECN在BOM中的应用 (28)1.2.4 替代 (34)1.3 工作中心 (34)1.3.1 基本概念 (34)1.3.2 简单介绍 (35)1.4 工艺路线 (38)1.4.1 基本概念 (38)1.4.2 控制码 (39)2 BYD的PP组织架构 (41)3 扩展 (42)3.1 预留 (42)3.1.1 基本概念 (42)3.1.2 后台配置 (42)3.1.3 前台操作 (44)3.2 重复制造 (46)3.2.1 基本概念 (46)3.2.2 生产版本 (46)3.2.3 成本收集器 (61)3.3 联产品和副产品 (61)3.4 变式价格 (66)3.4.1 变式BOM的创建 (66)3.4.2 变式价格 (70)3.5 SOP(销售经营计划) (73)3.6 看板(KANBAN) (73)1 PP主数据1.1 物料主数据1.1.1 MRP1视图1.1.1.1 特定工厂的物料状态用来删除特定工厂下的物料,注意与基本视图1:跨工厂物料状态相区别1.1.1.2 MRP类型以BYD目前应用最广泛的项目类别TAN为例,其对应的MRP类型有MD ND P1 P2 PD VB VM VV Z3 Z6这几个。
SAP_PP模块系统配置文档
客户需求方面:
需求类型 =KSL(不含标识需求req.的库存处销售)
需求分类=030(从库存销售)
策略:有多少独立需求,考虑“现有可用量”后,就产生多少的计划订单; 净需求计算;销售订单601出货结果消耗独立需求
SAP配置IMG:SPRO→生产→生产计划编制→ 需求管理 → 计划策略 → 将MRP组分配给策略组
如: 预留=3(工单子件需产生预留)
选择标识=01
工艺路线类型=N(路径,即:CA01产生的工艺路线)
SAP配置IMG: SPRO →生产→商店底价控制→ 工序 → 确认 → 定义确认参数
(事务码: OPK4)
定义订单确认时的相关参数
SAP配置IMG: SPRO →生产→商店底价控制→ 工序 → 确认 → 定义确认参数
客户需求方面:
需求类型 =KSL(不含标识需求req.的库存处销售)
需求分类=030(从库存销售)
策略:有多少独立需求,就产生多少的计划订单; 毛需求计算(不考虑“库存现有量”);生产工单101收货结果消耗独立需求
计划策略为10时
独立需求方面:
1、需求类型 =LSF(属“按库存生产的独立需求”)netplanning
HY04: 物料消耗及维修费(机器);
HY05:燃动(机器);
HY06: 其他制造费用(工时)
每个参数下的“标准单位 H”(以“小时”计数);
来源:来自工序标准值
SAP配置IMG:SPRO→生产→基本数据→ 工作中心 → 通用数据 → 标准值 →定义标准值码
(事务码: OP19)
定义财务成本核算所需的“标准值码”HY00
(事务码: OPPJ)
【实施】SAPPPSAP生产业务配置及操作手册V

<实施>SAPPPSAP 生产业务配置及操作手册VSAP生产业务配置及操作手册目录SAP生产业务配置及操作手册 (3)Overview (3)业务说明 (3)概念 (3)计划策略介绍 (3)Table (3)Configure (4)Master data (4)Define BOM Usages (4)Define BOM Status-OS23 (5)Define Item Categories (6)Define Allowed Material Types for BOM Items (6)Define work center category (7)Define control key (9)Define capacity categories (10)Production Planning (10)Define Strategy (10)Define strategy group (12)Material Require Planning (13)Maintain the Plant Parameters (13)Operation (15)Master data (15)Create Second cost element-KA06 (15)Create Activity Type-KL01 (16)Create BOM-CS01 (17)Create Work Center-CR01 (20)Create Routing-CA01 (21)Maintain activity price (23)Produce life-Cycle (25)Create Planned Independent Requirements (25)Run MRP (27)Covert Planned order to order (28)Enter good issue-MB1A (30)Display the document-MB03 (32)Enter time ticket-CO11N (34)Display the time ticket-CO14 (35)Enter goods receipt for order-MB31 (36)Display the document-MB03 (37)Create Planned Order-Manual (38)End (40)SAP生产业务配置及操作手册Overview业务说明概念计划策略介绍SAP的策略包括:按库存MTS:40,30,10,11,52,63;按单M T O:50,60,20;计划组件:70,59;带有变量配置的:25,26,55,65,56,89,54;装配订单:82,81,89。
SAP模块简介PP(生产计划和控制)
PP(生产计划和控制)模块简介一、 R/3 生产计划系统主要特征及模型:1、主要特征R/3 PP生产计划系统是一个综合性的企业资源计划系统,包括制造执行系统的全部功能。
它完整地集成各种应用领域的所有业务功能,支持客户订单快速处理。
你可以用R/3业务模型的组织实体同任何现有企业组织结构对应起来。
R/3支持跨越多个公司的事务处理,以及同一企业各组织实体之间的分销需求计划。
2、制造资源管理模型R/3 PP生产计划系统是一个联机处理的制造资源计划系统,同所有R/3应用程序完全集成。
R/3 PP完全支持APICS的MRP II模型。
R/3同传统的MRP II系统不同,它不仅集成了财务和后勤的计划和执行功能,而且将企业的利润控制贯穿于整个供应链,完成了供应链到价值链的升华。
此外,R/3 PP还提供制造执行系统(MES)的所有功能。
同时,R/3还具有强大的面向客户并充分集成各种销售业务的功能。
在所有R/3事务处理中,用户可享受到集成的好处。
例如:R/3将销售订单的需求量转换至主计划。
新的客户需求量立即显示在主计划员面前。
这是保证按时发货的最快途径。
所有存货消耗量及货物入库事务处理同步地过帐到总帐科目。
车间订单确认及倒冲发料联机过帐到所有总帐的有关科目。
生产成本中心及时从生产作业活动得到贷方金额。
分配到生产成本采集点的成本是同步发生的。
任何时候你都可以联机得到与生产有关的最新成本信息。
如果你是一个订货生产类型的制造商,你可以连续监控所有与订单有关的成本。
你甚至可以用R/3对比冻结成本、实际/目标成本和所有发生的成本。
当你向客户发货并开具发票时,你会立即知道你的利润有多少。
由于R/3集成所有的业务流程,它是一个业务流程重组的极好工具。
R/3将帮助你克服支离破碎的业务流程,并优化贯穿设计、销售、生产、分配和成本核算的工作流程。
图3-1:R/3的MRPII模型二、该系统具备的主要功能:* 制定销售计划* 编制主生产计划* 生成物料需求计划* 市场预测* 生产资源计划* 能力计划* 生产活动控制* 工厂数据采集下面分别简要阐述各模块功能的实施:1、SOP销售及运作计划模块销售和运作计划(SOP)是一个通用的计划和预测工具,你可以用它来使你的公司的经营现代化,优化公司的业务。
SAP PP后台配置与业务操作指南12024新版

库存状态更新与监控
库存状态更新
实时更新库存数量、批次、状态等信息,确保MRP运行时使用 最新数据。
库存监控
监控关键物料的库存水平,及时发现缺料或超储情况,采取相应 措施。
库存报表
生成各类库存报表,如库存明细表、呆滞物料报表等,为决策提 供支持。
缺料分析和采购建议生成
缺料分析
基于MRP运行结果和库存信息,分析物料缺料情况,包括缺料数量 、时间等。
等资源。
资源优化
通过优化工艺、提高设备效率 等措施,降低资源消耗和成本
。
在制品跟踪与监控
在制品跟踪 监控与预警
01
通过条码、RFID等技术手段,
对在制品进行实时跟踪和定位
。
02
记录每道工序的完成情况、质
量状况等信息,确保生产过程
的可追溯性。
03
04
实时监控在制品的生产进度和
质量状况,发现异常情况及时
建立全面的成本核算体 系,加强成本分析和控 制手段,降低生产成本 。
THANKS
感谢观看
预警。
05
通过数据分析,发现在制品生
产过程中的问题和改进点,提
出优化建议。
06
05
质量管理与检验
质量检验计划制定及执行
检验计划创建
在SAP系统中,根据产品特性和业务需求,创建相应的质量检验计 划,包括检验项目、检验方法、抽样方案等。
检验批次管理
对需要进行质量检验的物料或产品进行批次管理,确保检验过程的 可追溯性。
质量数据统计与分析
质量数据收集
通过SAP系统收集各种质量数据,如检验记录、不合格品记录、 客户投诉等。
质量数据统计
对收集的质量数据进行统计和整理,形成各类质量报表和图表,以 便直观地了解质量状况。
SAP模块简介PP(生产计划和控制)
PP(生产计划和控制)模块简介一、 R/3 生产计划系统主要特征及模型:1、主要特征R/3 PP生产计划系统是一个综合性的企业资源计划系统,包括制造执行系统的全部功能。
它完整地集成各种应用领域的所有业务功能,支持客户订单快速处理。
你可以用R/3业务模型的组织实体同任何现有企业组织结构对应起来。
R/3支持跨越多个公司的事务处理,以及同一企业各组织实体之间的分销需求计划。
2、制造资源管理模型R/3 PP生产计划系统是一个联机处理的制造资源计划系统,同所有R/3应用程序完全集成。
R/3 PP完全支持APICS的MRP II模型。
R/3同传统的MRP II系统不同,它不仅集成了财务和后勤的计划和执行功能,而且将企业的利润控制贯穿于整个供应链,完成了供应链到价值链的升华。
此外,R/3 PP还提供制造执行系统(MES)的所有功能。
同时,R/3还具有强大的面向客户并充分集成各种销售业务的功能。
在所有R/3事务处理中,用户可享受到集成的好处。
例如:R/3将销售订单的需求量转换至主计划。
新的客户需求量立即显示在主计划员面前。
这是保证按时发货的最快途径。
所有存货消耗量及货物入库事务处理同步地过帐到总帐科目。
车间订单确认及倒冲发料联机过帐到所有总帐的有关科目。
生产成本中心及时从生产作业活动得到贷方金额。
分配到生产成本采集点的成本是同步发生的。
任何时候你都可以联机得到与生产有关的最新成本信息。
如果你是一个订货生产类型的制造商,你可以连续监控所有与订单有关的成本。
你甚至可以用R/3对比冻结成本、实际/目标成本和所有发生的成本。
当你向客户发货并开具发票时,你会立即知道你的利润有多少。
由于R/3集成所有的业务流程,它是一个业务流程重组的极好工具。
R/3将帮助你克服支离破碎的业务流程,并优化贯穿设计、销售、生产、分配和成本核算的工作流程。
图3-1:R/3的MRPII模型二、该系统具备的主要功能:* 制定销售计划* 编制主生产计划* 生成物料需求计划* 市场预测* 生产资源计划* 能力计划* 生产活动控制* 工厂数据采集下面分别简要阐述各模块功能的实施:1、SOP销售及运作计划模块销售和运作计划(SOP)是一个通用的计划和预测工具,你可以用它来使你的公司的经营现代化,优化公司的业务。
PP 配置说明
最近因一位同一启蒙老师的PP 师弟问到策略50的问题,所以翻了一下策略的东西,然后按PA老师的教诲,重温了一下策略50。
记得初次听到策略两个字的时候,除了有点晕,还觉得有点玄,打仗和经商常常提到策略,谋略之类,ERP/SAP用到策略两字的东西,想必也是一个重要的内容吧。
PP的策略常用的是按单生产和按库存生产两大类,其中有一些是疑似两种功能混和的。
策略的应用取决于企业或者产品的生产模式,老师说,是金字塔型,倒金塔型,凹凸型等等。
SAP的策略很多,按库存MTS:40,30,10,11,52,63;按单M T O:50,60,20;计划组件:70,59;带有变量配置的:25,26,55,65,56,89,54;装配订单:82,81,89。
多是很多,但一般一个企业都只应用一到几个策略。
这一回,是弄了50策略相关的东西。
50(Planning without final assembly)的策略是按单生产的策略,应用于价值体现(价值递增)在组装层,下阶为非贵重的物料。
组装层因为装出来后很值钱,所以控制在有销售订单后才开始做,而下层的物料则可以提前做。
也就是,组装层以下的物料可以提前做好,等在那里,销售订单一来,就进行组装出货。
第一,用法。
成品级做计划独立需求,然后带出下阶物料的需求。
在销售订单下单后,冲销计划独立需求(销售订单下达是冲销点),这一点与40相似。
并且,如果销售订单下单的数量大于计划独立需求的数量时,系统会按大的数量产生需求,即会将客户需求(SO)与计划独立需求(MD61)对比,取大的需求。
要控制由计划独立需求产生的计划订单在没有销售订单时不允许生产,SAP系统以一种特殊的计划订单类型“VP”来实现,VP的计划订单不可以转化为生产订单。
当销售订单下达的时候,销售订单的需求在冲销计划独立需求的同时,创建一个可以转化为生产订单的计划单(计划订单数量为销售订单数量),类型为KD。
这个时候,如果销售订单数量小于计划独立需求数量,VP订单仍然存在,数量减少;如销售订单数量大于VP订单的数量,按销售订单数量创建可转化的KD类型订单,VP订单消失。
SAP-后台配置-FICO,PP,MM,SD
SAP系统初始化SAP-new sniper1财务会计(FI)21.1后台配置21.2前台操作82管理会计(CO)162.1后台配置162.2前台操作183物料管理(MM)243.1后台配置243.2前台操作314生产计划(PP)354.1后台配置354.2前台操作375销售与分销(SD)375.1后台配置375.2前台操作461财务会计(FI)1.1后台配置1.创建公司代码2.创建会计科目表3.定义会计年度变式4.创建信贷控制X围5.维护公司代码的全局参数6.定义科目组与输入控制依次双击上述三个行项目,进入“维护字段状态组:概况”。
由于科目的参数很多,所以将各项参数按组归类,如“科目控制”、“XX管理”等。
双击“选择组”中的各条目,开始一一设置。
7.定义字段状态变式在Z001变式中添加字段状态组依次双击上述五个行项目,进入“维护字段状态组:概况”。
设置科目的辅助核算项目,明确哪些是必须输入的,哪些是不允许输入的,哪些是可选输入的。
8.向字段状态变式分配公司代码9.定义留存收益科目15.复制凭证号X围到公司代码16.定义记帐期间变式17.将记帐期间变式分配给公司代码19.为科目过帐定义容差组22.维护自动税收过帐(MWS销项税,VST进项税)23.定义应收应付容差组24.定义供应商XX组25.定义供应商XX组编目X围26.分配供应商编码X围27.定义客户XX组28.定义客户XX组编目X围29.分配客户编码X围44.定义资产负债表和损益表结构1.2前台操作10.新建一般资产负债科目11.新建统驭科目-应收/应付12.新建材料采购科目-GR/IR13.新建损益科目14.显示科目汇总清单18.设置记帐期间20.输入总帐科目凭证21.显示总帐科目余额30.新建订货方主数据公司代码数据31.新建收货方主数据公司代码数据32.新建供应商主数据原材料供应商贸易商品供应商费用供应商33.输入客户发票34.收到客户全部付款点击“处理未清项”,选择“标准”中对应的收款项。
SAP PP简单配置教程文件
• 步骤:SAP菜单—后勤—生产—主数据—工作中心—能力—CR11创建
• 工厂:P999
• 能力:labor
描述:人工工时能力
• 能力类别:002
• 按回车,输入以下数据:
• 能力计划员组:A 工程日历ID: 01
• 基本计算单位:H 开始:09:00:00 (上午9点上班)
• 完成:18:00:00 下午6点下班
• 在“成本控Leabharlann ”中输入以下数据: • 计划成本核算变式:PPP1 • 实际成本核算变式:PPP2 • 结果分析码:000001 • 计划成本计算:保存时决定计划成本 • 按“保存”按钮保存
维护和确认相关的生产订单参数
• 确认相关参数可以是针对整个订单,也可以是针对工 序.由负责人员认可或填写订单的产生,时间等信息.并 由系统执行检查,倒冲等操作过程.
• 步骤: IMG-生产—商店底价控制—工序—确认—定义 确认参数
• 按“新条目”,并输入以下数据:
• 工厂:P999, 生产订单:PP01
• 工序顺序:信息当工序顺利没有保存时
• 不足交货:欠量交货容量没有核算
• 过量交货:过量交货容量未被核查
• 结果接收(QM):是否没有检查结果存在的信息
• 日期在将来:勾工 自动优化:勾
• 按回车输入相关原材料:
• 组件
ICT(项目类别) 数量
• R999-100
L
1
• R999-200
L
1
• R999-300
L
1
• R999-400
L
1
• R999-500
L
1
显示物料所用处清单
• 我们有时候需要查找某个物料的用途是什么,被用来做什么产 品或半成品.也叫“反查清单”
SAP-PP-生产计划详解

PP 〔生产计划〕主要分为 11 个主要步骤1.计划定单2.生成采购定单3.可用性检查4.下达定单5.打印车间控制文档6.领料7.定单处理8.完成确认9.成品进仓10.定单结算11.备档SAP R3 生产计划和控制简介摘要:PP 生产计划系统是一个综合性的企业资源计划系统,包括创造执行系统的全部功能.它完整地集成各种应用领域的所有业务功能,支持客户定单快速处理.你可以用 R/3 业务模型的组织实体同任何现有企业组织结构对应起来.R/3 支持跨越多个公司的事务处理,以与同一企业各组织实体之间的分销需求计划.-----------------------------------------------------------------------------一、 R/3 生产计划系统主要特征与模型:1、主要特征PP 生产计划系统是一个综合性的企业资源计划系统,包括创造执行系统的全部功能.它完整地集成各种应用领域的所有业务功能,支持客户定单快速处理.你可以用 R/3 业务模型的组织实体同任何现有企业组织结构对应起来.R/3 支持跨越多个公司的事务处理,以与同一企业各组织实体之间的分销需求计划.2、创造资源管理模型R/3 PP 生产计划系统是一个联机处理的创造资源计划系统,同所有 R/3 应用程序彻底集成.R/3 PP 彻底支持 APICS 的 MRP II 模型.R/3 同传统的 MRP II 系统不同,它不仅集成为了财务和后勤的计划和执行功能,而且将企业的利润控制贯通于整个供应链,完成为了供应链到价值链的升华.此外,R/3PP 还提供创造执行系统〔MES〕的所有功能.同时,R/3 还具有强大的面向客户并充分集成各种销售业务的功能.在所有 R/3 事务处理中,用户可享受到集成的好处.例如:R/3 将销售定单的需求量转换至主计划.新的客户需求量即将显示在主计划员面前.这是保证按时发货的最快途径.所有存货消耗量与货物入库事务处理同步地过帐到总帐科目.车间定单确认与倒冲发料联机过帐到所有总帐的有关科目.生产成本中心与时从生产作业活动得到贷方金额.分配到生产成本采集点的成本是同步发生的.任何时候你都可以联机得到与生产有关的最新成本信息.如果你是一个定货生产类型的创造商,你可以连续监控所有与定单有关的成本.你甚至可以用 R/3 对照冻结成本、实际/目标成本和所有发生的成本.当你向客户发货并开具发票时,你会即将知道你的利润有多少.由于 R/3 集成所有的业务流程,它是一个业务流程重组的极好工具.R/3 将匡助你克服支离破碎的业务流程,并优化贯通设计、销售、生产、分配和成本核算的工作流程.二、该系统具备的主要功能:* 制定销售计划* 编制主生产计划* 生成物料需求计划* 市场预测* 生产资源计划* 能力计划* 生产活动控制* 工厂数据采集下面分别简要阐述各模块功能的实施:1、SOP 销售与运作计划模块销售和运作计划〔SOP〕是一个通用的计划和预测工具,你可以用它来使你的公司的经营现代化,优化公司的业务.SOP 的集成功能使你对公司的各项活动一目了然.你可以汇总不同的内部和外部的数据,作为设置现实经营目标的依据.这提供了现实检查的机会:我的业务策略是否反应我的经营能力和市场需求?这样,用 SOP,你就可以采取有针对性的计划.SOP 的延展性使它合用于对任何逻辑数据进行高级的或者详细的计划.弹性计划层次使你可以从几乎所有组织单位〔例如,销售组织,物料组,生产工厂,产品组〕的角度甚至整个企业的角度创建和查看你的数据.由于充分支持集中规划,SOP 合用于销售、生产、采购,库存管理等的中长期计划.你使用的计划表是电子表格.因此你可以大范围地进行跟踪先前计划数据、预测市场需求、运行分析,条件摹拟等各种操作.2、需求管理<DM>需求管理的功能是用来确定成品与重要部件的需求数量与交货日期.需求管理的结果就是所谓的需求大纲.为了创建需求大纲,你必须首先定义用于计划某一产品的计划策略.该计划策略代表了用于计划与创造或者采购产品的不同的生产方法.使用这些策略,你可以决定是否仅由销售定单来触发生产〔定制〕或者不由销售定单来触发生产〔为库存生产〕 .或者,你可能想使需求大纲中既有销售定单也有库存定单.如果生产时间比标准的市场交货时间长,那末你可能想在任何销售定单存在之前生产成品或者至少生产某些部件.在这种情况下,销售数量是预先计划好的〔例如,在销售预测的指导下〕 .可以以计划的独立需求形式创建需求大纲.需求管理使用计划的独立需求而客户需求是在销售定单管理中创建的.计划策略表示计划生产数量与日期的业务过程.在 SAP 系统中可以使用广泛的生产计划策略, 范围从纯定货型生产到备货型生产.根据所选择的策略,可以使用销售定单和/或者销售预测值来创建需求大纲.你也可以选择把库存水平移至装配水平以便由新接销售定单来触发最终装配.否则,你也可以专门为装配执行需求管理.例如,你可以把计划策略组合起来,这意味着你可以为成品选择策略"带最终装配的计划",但是你仍然可以选择不同的策略,如在此成品的 BOM 中关于一个重要部件的"在装配层的计划".在系统定制中列出了可用于一个物料的计划策略,并且通过策略组该计划策略被分配给物料主记录中的物料,可以为每一种策略定义包含重要控制参数的需求类型.如上面所提到的,在 SAP 标准系统中可以使用完整范围的策略,在下列部份中对这些策略给出了详细的描述:★备货型生产〔10/11〕★按销售与库存定单以批量生产<30>★最终装配计划<40>★没有最终装配的计划<50>★带有计划物料的计划<60>★在装配级计划<70>/在虚拟装配级计划<59>★定货型生产<20>★具有配置的定货型生产<25>★物料变式的定货型生产<3.0C:可库存的类型><26>★无最终装配的计划物料变式<3.0C:可库存类型><55>★使用计划物料计划物料变式<65>★特性计划<56/89>★计划变式<54>3、主生产计划<MPS>主计划和物料需求计划的目的是定制可用能力和收货以适合需求数量.为了确保物料的可用量,不同的缓冲时间和安全库存被输入,这不可避免导致了高库存水平.因此特别对于有价值的物料会浮现高仓储成本.为了减少这些高仓储成本并同时增加计划稳定性,成品计划和主部件应该很好地协调,因为这些产品的主计划对整个生产流程影响很大.相关零部件的计划依赖于成品的计划结果和主部件,尽管成品代表所有将被计划物料的一小部份.在成品级的频繁更改可引起完整计划运行的不稳定.记住这些事实,MRP 控制者时常计划高安全库存水平和缓冲时间以保证物料可用量而不管计划的难度.于是,使用附加注意来单独计划成品和重要的部件是故意义的.这些物料可以作为主计划项目在 SAP 系统中被标识,它可以被计划并通过使用一系列特殊工具最终被调整.对这些"主计划项目"的计划导致库存水平的减少并同时提高交货性能和使服务水平更为可靠.综合而述,R/3 主计划模块的主要特征为:R/3 主计划模块包括需求管理、生产计划管理与主生产计划〔MPS〕.需求管理与销售与运作计划〔SOP〕与销售与分销的计划功能彻底集成.可以根据生产率或者根据详细工艺路线进行集成的能力计划.MPS 可以在任何计划层进行也可以在多个层次进行.在最终产品或者物料层可以选择不同的计划策略,如按冲销预测或者定货生产编制计划. 定单报告〔多层〕在所有的生产层次显示作业计划问题.R/3 支持多地区分销资源计划〔DRP〕.4、物料需求计划<MRP>物料需求计划的主要功能是保证物料的可用量,即它被用于为内部目的以与销售和分销而采购或者生产需求数量.这个过程包含库存监控,特殊是用于采购和生产的定货建议.在这个过程中,系统试图达到一方面服务层次最优化但同时在另一方面成本和资金占用最小化之间的平衡.MRP 控制者负责所有作业:指定类型,数量和需求时间,他也必须计算何时为定货建议创建多少数量以满足这些需求.为了计算数量他需要知道库存、库存预留和库存定单的所有信息, 为了计算日期他也需要知道提前期和采购时间的信息.为了计算定货建议,MRP 控制者必须为每一个物料定义适当的 MRP 过程和批量过程.供应链开始于销售、分销和需求管理.在销售和分销中,包含实际客户需求的销售定单直接从市场获得.在需求管理中,通过销售预测销售被提前计划.用此信息创建的计划独立需求〔即对成品、部件、可贸易的货物和替代零部件的需求〕触发物料需求计划.为了满足这些需求,你必须计算重定货数量和日期以与对应的采购元素.在计划运行中该采购元素是计划定单,或者对于外部采购,是请购单.这两个采购元素是内部计划元素,它可以在任何时候被更改、重计划或者删除.如果一个物料是自制的,系统通过展开 BOM 来计算相关需求,或者生产成品或者部件所需的组件数量.如果存在物料短缺,在每一个 BOM 层创建计划定单以满足需求.一旦系统完成计算数量和日期,这些计划元素、采购元素就被转换成准确的采购元素:它们被转换成自制的生产定单和外部采购的采购定单.自制物料的定单处理通过生产定单控制.生产定单包含它自己的排产过程,能力计划和状态管理.通过单个生产定单来执行成本会计.外部采购的物料触发采购过程.在这种情况下,你必须选择合适的供应商,或者必须提出草案协议.通过生产或者外部采购而可用的数量被放置在库存中并通过库存管理进行管理.物料需求计划的目的是确保正确的物料能与时和在所需的数量上是可用的.在 R/3 系统中计划运行有两个主要目的:保证物料的可用量并同时避免过量的库存.为了确定物料短缺的情况并在计划运行中创建合适的采购元素-这意味 MRP 控制者必须在物料的例程监控中花较少的时间.为此,系统创建注意以通知 MRP 控制者关键部份和例外情况, 以便他能迅速地再处理自动计划运行的结果.以下功能对物料需求计划是可用的:总计划和单项计划净改变计划和再生计划物料计划过程〔MRP 和基于消耗的计划〕批量确定过程处理定货建议的易使用功能具有计划定单的装配定单覆盖范围〔日供应〕不连续的零部件使用替代和代用零部件直接采购和直接生产〔汇总定单〕评估计划结果的易使用功能例外消息和计划调整检查能力计划可用量检查和拖欠定单处理单层和多层溯源销售定单的单项计划计划可配套产品基于事件的 MRP多工厂/地点计划5、生产计划与生产活动控制SAP 系统中的生产定单生产定单是 PP 生产计划系统的重要部份.PP 系统是 SAP 后勤系统的彻底集成的组件.它由下列组件集成而成:销售和分销〔SD〕物料管理〔MM〕成本控制〔CO〕生产计划和控制中的生产定单在一个公司内,内部作业通过定单被处理.一个生产定单指定何种物料将被生产,在何处被生产,使用什么作业并且用于什么日期.它并指定在生产过程中需要什么资源,以与定单成本如何被结算.来自前面计划层〔MRP〕的计划定单或者内部请求一存在,生产作业控制就把特定定单的数据〔比如日期和数量〕加入已存在的信息中.生产定单被用于控制和监控工厂中的生产作为成本会计的成本控制指令6、能力需求计划利用 R/3 系统,你在工作中心中使用能力类别定义可用能力.当在人力计划和发展中计划人力时你可以计划到单独的人.根据定义的工作中心的不同,你也可以定义下列能力类别在工厂车间中的一台单独机器操作一条生产线的一组人在工厂维护中的一个维护工作中心项目系统中的工程师组定单是能力计划的核心.定单产生需求因此产生它们被处理的资源的负载.在 SAP 系统中订单被创建为:物料需求计划中的计划定单工厂车间控制中的生产定单工厂维护中的工厂维护定单项目系统中的网络定单提供排产的基本数据.定单中的工序中的标准值和数量形成为了排产和计算能力需求的基础.通过 R/3 系统能力评估,你可以确定可用能力确定能力需求把可用能力和能力需求比较你可以通过 R/3 能力均衡来调整工作中心中的不足和过载能力,以与实现最佳的机器和生产线的实行合适资源的选择7、CAPP 标准值计算关于 CAPP 标准值计算是生产计划系统〔PP〕的一部份,CAPP 是属于生产计划〔PP〕的主数据-包括物料主档、物料清单、工艺路线和工作中心.工艺路线CAPP〔CAPP=ComputerAidedProcessPlanning〕标准值计算为工作计划确定工艺路线中的标准值而提供了机器的支持.这些标准值是利用执行工序的工作中心所允许的加工方法或者工艺来计算的.标准值在 SAP 系统中,这些标准值用于下列公式中:计划能力计划成本核算计划在计划中,利用一个工艺路线中的一个工序中的标准值和数量来确定该工序的执行日期. 能力计划在能力计划,利用一个工序中的标准值和数量来确定执行该工序的能力需求.这些需求再和工作中心所定义的可用能力进行比较.成本核算成本核算计算当物料在本公司进行加工时所发生的成本.成本核算提供了下列各方面的基本信息:定价和定价政策估价成本控制获利能力分析工艺路线中的工序是通过成本中心和在工作中心中所维护的作业类型来与成本会计相联系的.如果工作中心指明了执行一工序,那末您就可以为保存在该工作中心的作业类型而输入标准值.在产品成本核算期间,内部作业的估价是在为该作业类型所计划的比率的基础上进行的 .作业类型决定了标准值如何被估价.。
SAP系统PP培训V10【2024版】
采购类型 MRP 控制者 批量关键字
MRP
工厂 6910
批量数据 调度数据
工作计划
工厂 6910
价格控制 价格
会计
工厂 6910
物料 描述 计量单位
物料类型
半成品
原材料
备品备件
辅助材料
成品
可配置的物料
虚拟件
其它
ROH - 原材料 HAWA - 贸易货物 HALB - 半成品 HIBE - 经营供应 FERT - 成品 NLAG - 无库存物料 KMAT –可配置物料
物料主数据
工艺路线 主数据
BOM 主数据
物料
BOM
工艺路线
主数据文件样例
物料主数据
PD = MRP
控制
M0 = MPS
控制
ND =
无计划
VB =
再订货点
在物料主数据中记录以下两种形式信息:
描述性数据,例如型号、材料、尺寸和重量等
控制系统功能的数据,例如MRP类型数据
物料主数据的架构
—PP模块概览培训
2015年11月17日
目录
一、系统架构及PP功能概览
二、组织结构
三、主数据
四、生产计划制定
五、生产任务执行
六、与其他模块集成
七、问题与解答
SAP简介
SAP公司简介: 成立于1972年,总部位于德国沃尔多夫市,是全球最大的企业管理软件供应商、全球领先的协同电子商务解决方案供应商、全球第三大独立软件供应商。 SAP的相关模块: SAP ECC系统是ERP领域的最佳解决方案,它包括财务会计(FI)、管理会计(CO)、 生产计划和控制(PP)、物料管理(MM)、销售和分销(SD)、质量管理(QM)、项目管理(PS)、工厂维护(PM)、服务管理(SM)、人力资源管理(HR)等模块。 SAP的优势: 全面、集成、灵活、开放,并具有本地化的处理方案。
saperp_pp参数配置说明.docx
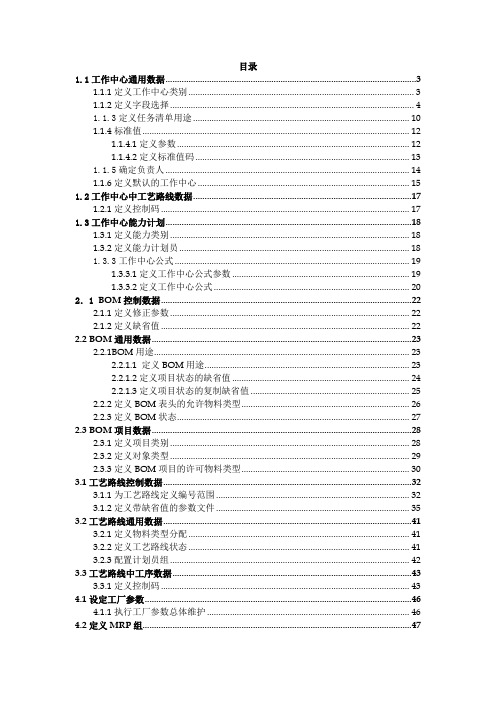
目录1.1工作中心通用数据 (3)1.1.1定义工作中心类别 (3)1.1.2定义字段选择 (4)1.1.3定义任务清单用途 (10)1.1.4标准值 (12)1.1.4.1定义参数 (12)1.1.4.2定义标准值码 (13)1.1.5确定负责人 (14)1.1.6定义默认的工作中心 (15)1.2工作中心中工艺路线数据 (17)1.2.1定义控制码 (17)1.3工作中心能力计划 (18)1.3.1定义能力类别 (18)1.3.2定义能力计划员 (18)1.3.3工作中心公式 (19)1.3.3.1定义工作中心公式参数 (19)1.3.3.2定义工作中心公式 (20)2.1 BOM控制数据 (22)2.1.1定义修正参数 (22)2.1.2定义缺省值 (22)2.2 BOM通用数据 (23)2.2.1BOM用途 (23)2.2.1.1 定义BOM用途 (23)2.2.1.2定义项目状态的缺省值 (24)2.2.1.3定义项目状态的复制缺省值 (25)2.2.2定义BOM表头的允许物料类型 (26)2.2.3定义BOM状态 (27)2.3 BOM项目数据 (28)2.3.1定义项目类别 (28)2.3.2定义对象类型 (29)2.3.3定义BOM项目的许可物料类型 (30)3.1工艺路线控制数据 (32)3.1.1为工艺路线定义编号范围 (32)3.1.2定义带缺省值的参数文件 (35)3.2工艺路线通用数据 (41)3.2.1定义物料类型分配 (41)3.2.2定义工艺路线状态 (41)3.2.3配置计划员组 (42)3.3工艺路线中工序数据 (43)3.3.1定义控制码 (43)4.1设定工厂参数 (46)4.1.1执行工厂参数总体维护 (46)4.2定义MRP组 (47)4.3定义号码范围 (48)4.4 MRP主数据 (51)4.4.1定义MRP控制者 (51)4.4.2定义MRP类型 (53)4.4.3定义特殊采购类型 (56)4.4计划 (57)4.4.1定义总计划执行的计划范围 (57)4.4.2定义计划参数 (61)5.1重复制造交叉处理设置 (63)5.1.1定义修正参数 (63)5.2定义重复制造参数文件 (64)5.3为计划订单定义计划参数 (67)5.4计划表 (69)5.4.1维护输入项参数 (69)5.4.2维护行选择 (70)5.5定义分段运输下拉列表的控制数据 (71)1.1工作中心通用数据1.1.1定义工作中心类别菜单路径: 生产->基本数据->工作中心->通用数据->定义工作中心类别交易代码: OP40注:定义工作中心类别,我们公司用类别0007(生产线)。
2024年SAP系统PP模块培训

12
生产订单创建、修改和释放流程
生产订单创建
根据需求计划和生产工艺路线, 创建生产订单,明确生产数量、 生产日期、生产车间等关键信息
。
生产订单修改
在生产过程中,如需对生产订单 进行修改,需遵循相应的修改流 程,确保修改的合理性和准确性
。
生产订单释放
19
批次管理概念及在PP模块中应用
批次管理定义
批次管理是一种对产品或物料进行分组和标识的方法,以便在生产、存储和销 售过程中对其进行追踪和控制。
在PP模块中的应用
在SAP系统的PP(生产计划)模块中,批次管理是实现生产过程控制和追溯性 的重要手段。通过批次管理,可以对原材料、半成品和成品进行精确的追踪和 控制,确保产品质量和生产效率。
21
案例分析:某企业批次管理实践分享
2024/2/29
企业背景
某大型制造企业,生产流程复杂,涉及多个车间和工序,对产品质量和生产效率有严格要 求。
批次管理实施过程
该企业引入了SAP系统的PP模块,并实施了批次管理。首先,对原材料、半成品和成品进 行了统一的批次号管理,并在生产过程中详细记录了每个批次的生产数据和质量信息。同 时,建立了完善的追溯体系,实现了从原材料到成品的全程追溯。
2024/2/29
02
了解了生产成本控制和 差异分析的方法
03
04
通过案例分析,加深了 对理论知识的理解和应 用
29
提高了团队协作和沟通 能力,为未来的工作打 下了坚实基础
SAP PP模块未来发展趋势预测
01
02
03
04
智能化生产流程
利用人工智能、机器学习等技 术优化生产计划、物料需求计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系统配置-生产管理业务
撰写人:赵杨扬
撰写日期:2013.12.10
前言
最后会系统画面:
系统画面:
系统画面:
5把工厂日历分配给工厂配置描述:
维护值:
维护值:
系统画面:
系统画面
维护值:
维护值:
系统画面:
2.6定义能力类别配置描述:
维护值:
2.7定义能力计划员配置描述:
维护值:
2.8定义工作中心公式参数配置描述:
维护值:
系统画面:
系统画面:
维护值:
系统画面:
维护值:
系统画面:
2.12定义计划策略配置描述:
维护值:
系统画面:
2.13激活工厂整体参数配置描述:
维护值:
系统画面:
2.14定义MRP控制者配置描述:
维护值:
系统画面:
维护值:
系统画面:
维护值:
系统画面:
维护值:
2.18定义计划运行时的号码段
配置描述:
维护值:
系统画面:
2.19定义计划编辑码配置描述:
维护值:
维护值:
系统画面:
2.21定义外部获取
配置描述:
维护值:
2.22定义项目号码配置描述:
维护值:
系统画面:
2.23定义BOM展开控制
配置描述:
维护值:
系统画面:
2.25直接采购设置配置描述:
维护值:
系统画面:
系统画面:
维护值:
系统画面:
维护值:
系统画面:
维护值:
系统画面:
系统画面:。