胎圈钢丝用盘条的研制与开发
胎圈钢丝用盘条的研制与开发
胎圈钢丝用盘条的研制与开发袁国华(新产品研发推广中心)摘 要:介绍研制开发胎圈钢丝用盘条的生产工艺情况,并对用户生产胎圈钢丝的生产结果进行了分析。
关键词:胎圈钢丝 盘条 高碳钢Resear ch and D evelopm en t of W i r e Rod for Bead W i r eY ua n Guohua(R esea r ch&D evelopm en t C en ter O f New Pr oduc t)Ab stra ct:P r oduction technol ogy of devel op i ng wire rod for bead wire is i ntr oduced.T he p r oducti on result of bead w ire is ana2 l yzed.It has p roved tha t N IS CO has ability t o p r oduce the superi or grade wire rod for bead wire and tire w ire.Keywor ds:bead wire;wire rod;high2ca rbon steel1 前言随着汽车行业轻量化、高速化的发展,而作为汽车重要组成部分的子午线轮胎,以其具有高速化、节能化、轻量化、行驶里程长等多种优点得到了飞速的发展,对产品质量的要求越来越高,作为子午线轮胎骨架材料之一的胎圈钢丝的生产需求量也越来越大,对质量的要求越来越高。
为了满足该行业部分用户的高品质质量要求,应苏南一胎圈钢丝生产厂家要求,南钢与其合作开发胎圈钢丝用盘条。
2 工艺设计胎圈钢丝是一种外表镀青铜用来加强轮胎胎圈的钢丝,由胎圈钢丝、帘线、橡胶组成的子午线轮胎在行使过程中要承受拉伸、压缩、扭转及离心等作用力。
用户生产胎圈钢丝的加工过程是将Ф5.5mm或Ф65的线材拉拔至Ф6~Ф的钢丝,在拉拔过程中还要承受扭转、弯曲、拉伸等一系列变形,生产出的钢丝还要满足抗拉强度、延伸率、扭转等各项指标。
安钢钢帘线用LX70A盘条开发与应用

12
2011 年技术中心建设与新品开发研讨会会议论文集
表 3 LX70A 盘条控制轧制过程中各关键点控制温度 /℃
Lab.3 Temperrature control of process of the cotrol rolling of LX70A wire rod
在 LX70A 盘条生产过程中,夹杂物控制主要采取以下措施:(1) 转炉出钢加 FeMnSi+FeSi
合金,用碳化硅、电石弱脱氧,严格控制 Si,Mn 质量分数;(2) 精炼过程尽量减少加合金
量,避免因 FeSi、CaSi 合金含 Al,造成 Al2O3 夹杂物,采用 CaO-SiO2 系精炼渣精炼,碱度 控制在 0.9~1.2。
均匀,轧制过程中严格控制钢坯头、尾温差,配合轧制过程料型尺寸,张力,温度,严格控
制辊环、导卫的使用寿命,保证产品通条尺寸均匀和表面质量。
冷却过程中控制产品的最终组织和二次氧化铁皮的生成。通过对吐丝温度、风机以及风
量配置和辊道速度的合理控制,达到 10~15℃/s 的冷却速度,得到以索氏体为主的组织, 控制网状铁素体和马氏体等有害组织 [3]。
线材制品中钢帘线的技术含量高,生产装备昂贵,生产工艺复杂,生产难度大。钢帘线 在加工过程中,其单丝直径小至 0.15 mm,从 ?5.5mm 线材开始拉拔,长度延伸约 1300 倍, 而且在随后的捻制过程中还要经受扭转、弯 曲和拉伸等一系列变形。成品作为汽车轮胎的橡 胶骨架材料,要承受弯曲拉伸复合交变载荷及冲击载荷等,因此,线材的质量非常关键,必 须选用优质的线材才能满足高强度、抗疲劳、耐冲击等性能的要求[1]。
1.4 盘条尺寸 、外形、重量及允许偏差
盘条尺寸、外形、重量及允许偏差应符合 GB/T 14981—2004 的规定,其中盘条直径允
胎圈钢丝及其生产工艺发展

粘合 性 能 的提 高 主 要 通过 镀 层 成 分 、 层厚 度 和 镀
维骨架材料 主要有棉 帘线 、 璃丝 帘线 、 玻 人造 丝帘
线、 聚酯 帘线和锦纶 帘线 。 目前 , 帘线和玻璃 丝 棉
帘线 已不用 或很少用 , 而主要采 用人造 丝帘线 、 聚
酯 帘线和锦 纶 帘线 。金属 骨 架材 料 品 种较 多 , 橡 胶制 品企业根 据产 品不 同 , 择 的金 属骨 架 材料 选 也不一 样 。用量 比较大 的金属骨架 材料有 胎圈钢 丝( 包括 冷拉胎 圈钢丝 和回火胎 圈钢 丝 , 冷拉 胎 圈 钢丝基本 处 于 淘 汰 边缘 ) 钢 丝 帘线 和 胶 管 钢 丝 、 等 。金属骨架 材 料 的使 用 比例 和用 量越 来 越 大 , 使用 范 围也越来 越广 。 本 文主要介 绍胎 圈钢丝及其 生产工 艺的现状 和发展 趋势 。 1 胎 圈钢 丝的发展 较早生 产胎圈钢 丝的有 比利时 贝卡尔特 和韩
58 8
轮
胎
工
业
21 0 0年第 3 卷 O
胎 圈钢 丝 及 其 生产 工 艺 发 展
周黄 山 , 江伟 , 张 曹小峰 , 汤 为
( 海 天懋 集 团 技 术 中心 , 上 上海 210) 0 4 5
摘 要 : 绍 胎 圈 钢 丝及 其 生 产 工艺 的现 状 和发 展 趋 势 。胎 圈钢 丝 正从 较 细 规 格 、 介 单一 品种 向 粗 规格 、 品 种 发展 , 多
国高丽制钢 等公司 。我国于 2 0世纪 7 o年代初 开
始研发胎 圈钢丝 , 当时 胎 圈钢丝 生 产技 术 不够 成 熟, 再加 上国际技术 壁垒严 重 , 导致 我 国胎 圈钢丝
胎圈钢丝用合金盘条C82DACr的轧制开发
第47卷第4期2019年8月Vol.47No.4Aug.2019现代冶金Modern Metallurgy胎圈钢丝用合金盘条C82DAC&的轧制开发王鲁义,顾腾飞(江苏永钢集团有限公司,江苏张家港215628)摘要:介绍胎圈钢丝用合金盘条C82DACr的轧制开发过程°通过合理的轧制工艺,盘条获得了较为理想的力学性能和金相组织,其索氏体化率达到85%以上,并对产品后期加工进行跟踪,盘条经客户使用,效果良好°关键词:C82DACr合金热轧盘条;胎圈钢丝;力学性能;索氏体化率中图分类号:TG142.33;TG115.5引言在汽车产业高速增长的推动下,轮胎制造业也步入发展的快车道,尤其是子午线轮胎更是进入了“井喷式”发展期,2000年中国轮胎产量为10100万条,子午线轮胎为2951万条,子午化率仅为29.2%,而到2015年,轮胎产量56500万条,子午线轮胎产量51500万条,子午化率达91.2%。
随着轮胎工业的发展,国内胎圈钢丝消费量和产量不断增长,通过对胎圈钢丝市场竞争优劣形式的分析发现,高性能产品已成为未来发展的趋势。
随着汽车厂商对高性能子午线轮胎轻量化的要求,轮胎生产企业对胎圈钢丝的强度指标要求越来越高,而且对其他的性能指标(网状渗碳体)的要求也在不断提高(12)。
为了满足客户对高性能产品的需求,江苏永钢集团有限公司(以下简称“永钢”)线材二分厂在普通胎圈钢丝C82DA的基础上开发了胎圈钢丝用合金盘条C82DACr,目前市场反馈使用良好,已经批量供货。
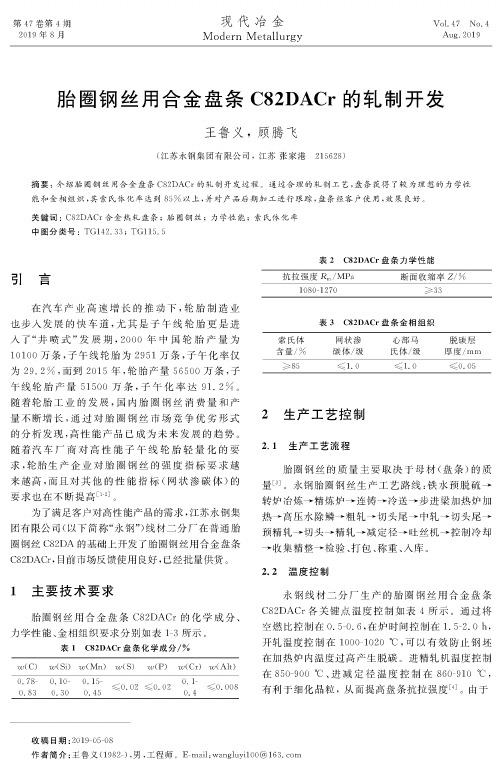
1主要技术要求胎圈钢丝用合金盘条C82DACr的化学成分、力学性能、金相组织要求分别如表13所示。
表1C82DAC&盘条化学成分/%w(C)w(Si)w(Mn)w(S)w(P)w(Cr)w(Alt)0.780.830.100.300..50.45"0.02"0.020.10.4"0.008表2C82DAC&盘条力学性能抗拉强度"”/MPa断面收缩率Z/%1080-1270#33表3C82DAC&盘条金相组织索氏体网状渗心部马脱碳层含量/%碳体/级氏体/级厚度/mm#85"1.0"1.0"0.052生产工艺控制2.1生产工艺流程胎圈钢丝的质量主要取决于母材(盘条)的质量[3]0永钢胎圈钢丝生产工艺路线:铁水预脱硫$转炉冶炼$精炼炉$连铸$冷送$步进梁加热炉加热$高压水除鳞$粗轧$切头尾$中轧$切头尾$预精轧$切头$精轧$减定径$吐丝机$控制冷却$收集精整$检验、打包、称重、入库。
胎圈钢丝用钢盘条的试验与生产

2 0西
冶
金
V o 1 . 3 5, N o . 5 Oc t o b e r 2 01 5
J I AN GXI ME T AL L URGY
文章 编 号 : 1 0 0 6 - 2 7 7 7 ( 2 0 1 5 ) 0 5 - 0 0 3 2 - 0 3
表3 T Q 6 0盘条 的金相 组织
2 . 2 轧制 与冷 却工 艺
盘 条要 经过 深 加 工 拉 丝 , 要 求 盘 条 的通 条 性 很 好, 盘条组织均匀, 尺 寸 精 度 和 表 面 质 量 良好。 T Q 6 0胎 圈钢 丝用 盘条 含 碳量 高 , 在加 热 过程 中要 防
关
键
词:T Q 6 0 ; 胎圈钢丝 ; 盘条, 工艺 文献标 志码 : B
中图分 类号 : T G 3 3 5 . 6 3
Te s t i n g a nd Pr o d uc t i o n o f Be a d Wi r e o f S t e e l Wi r e Ro d
Hu a n g Xi a o s h a n, F a n Ho n g me i
(X i n y u I r o n a n d S t e e l G r o u p C o . , L t d . , X i n y u 3 3 8 0 0 1 J i a n g x i , C h i n a )
胎 圈钢 丝 用钢 盘条 的 试验 与 生产
黄小 山 , 范红梅
( 新余 钢铁集 团有限公 司 , 江西 新余 3 3 8 0 0 1 )
摘
要 : 介绍胎圈钢丝用 0 5 . 5 m m T Q 6 0 盘条的生产情况 , 通过合理的冶炼和轧制工艺, 成功开发出了满足用
《绿色设计产品评价技术规范 胎圈钢丝用盘条》编制说明

《绿色设计产品评价技术规范胎圈钢丝用盘条》行业标准编制说明(征求意见稿)一、工作简况1、任务来源本项目是依据工业和信息化部办公厅关于印发2018年第二批行业标准制修订和外文版项目计划的通知工信厅科〔2018〕31号文《工业和信息化部2018年第二批行业标准制修订和外文版项目计划》下达的2018年第二批行业标准制修订计划,项目编号为2018-0435T-YB,项目名称为“绿色设计产品评价规范胎圈钢丝用盘条”,计划完成时间为2020年底。
2、主要工作过程起草(草案、调研)阶段:计划下达后,由冶金工业规划研究院组织各起草单位成立了起草工作组,由潍坊特钢集团有限公司担任组长单位。
各参编单位就标准草案的编制大纲进行讨论,以《生态设计产品评价通则》(GB∕T 32161-2015)为依据编写内容范本,整个标准的章节设置、制造生命周期评价思路与各一级指标的选取均参照该国标。
立项后,工作组调研了胎圈钢丝用盘条生产单位,了解胎圈钢丝用盘条的原料采购、物流运输、产品制造及下游用户使用等现实应用情况,为制定标准奠定基础。
且通过对企业的调研,搜集各企业实际的工序能耗与重点排污节点的污染物排放浓度等情况。
工作组还对国内外胎圈钢丝用盘条生产工艺技术现状与发展情况进行全面调研,同时广泛搜集相关标准和技术资料,进行了大量的研究分析、资料查证工作,结合实际应用经验,进行全面总结和归纳,在此基础上于2019年3月完成了《绿色设计产品评价技术规范胎圈钢丝用盘条》行业标准草案的编写工作。
标准草案编制完成后,标准编制工作组召开了《绿色设计产品评价技术规范胎圈钢丝用盘条》标准草案的讨论会。
2019年6月,起草组组织召开讨论会,各参编单位就标准草案的编制大纲进行讨论。
对标准草案进行讨论,并根据生产企业和下游用户的要求,对标准中涉及的资源、能源、环境、产品等属性指标和要求进行修改与完善。
下一步工作计划:2019年8月~10月征求意见:在参编单位完成标准初稿的修改并达成统一意见后,由全国钢标委钢管分技术委员会秘书处将标准征求意见稿和编制说明发送到全国钢标委及有代表性的标准相关方广泛征求意见,同时在《钢铁标准网》网站上公开征求社会意见。
胎圈钢丝用C82DA盘条生产新工艺

mi e e au e c a g d fo 7 0 —8 0 ℃ t 4 ~8 0 o ,t e t n i t n h o r o a e ra e a o t2 a l tmp rt r h n e r m 8 l 1 o8 0 7 C h e sl sr g f e r d c n d ce s b u 5 MP 。 e et wi
c n tn .e trn n s ig mi e e au e c a g d fo 7 0~8 0 c o 7 0 ~7 0 ℃ .t e tn i t n t fw r o o s t ne i g f ih n l t mp r t r h n e m 8 a i l r 1 c t 5 8 h e s e sr gh o ie r d l e
c n ic e s bo t20 MPa,rdu to fa e e r a e ltl a n r a e a u e c in o r a d c e s ite,g a n sz r d s0. ~ 1 0 c a st i e r i ie g a e i 5 . l s hnn r,e t rngfn s n n e i ihig i
胎 圈 钢 丝 用 C 2 A 盘 条 生 产 新 工 艺 8D
李祥 才 , 李 向春 , 焦 银 , 周 祥 , 马 小梅
青岛 2 64 ) 60 3 ( 青岛钢铁集团公司第二高速线材厂 , 山东
摘
要
为满足用户对 C 2 A盘条不 同强度的需求 , 计两种生产新工艺 : 8D 设 在原 C 2 A盘条生产工艺其他参数不 8D
第3 卷 6
Vo.ቤተ መጻሕፍቲ ባይዱ6 13
第2 期
No 2 .
金
子午线轮胎专用超高强度胎圈钢丝生产技术
子午线轮胎专用超高强度胎圈钢丝生产技术王金武李文军(山东大业股份有限公司诸城262218)摘要:介绍超高强度胎圈钢丝生产的关键工艺技术,分析子午线轮胎专用超高强度(SHT)钢丝的研制原理。
重点介绍山东大业股份有限公司自主研制并通过科技成果鉴定的超高强度胎圈钢丝(SHT),国内目前尚无同类产品,技术属于填补行业空白,对于满足轮胎轻质化需求,解决常规胎圈钢丝存在的强度偏低问题,节能降耗,促进行业技术进步,具有重要的意义;其产业化技术的应用与推广,可实现可观的社会和经济效益。
一、研发背景随着中国公路建设以及汽车工业的迅猛发展,对轮胎的性能要求越来越高,尤其是随着中国轮胎子午化程度的加快,发展高性能子午胎已经成为趋势。
合理选用高性能的胎圈钢丝,对减少轮胎重量、降低滚动阻力,提高安全性能等有着重要意义。
近几年来轮胎的产量不断增加,对钢丝的需求也越来越大。
根据市场和轮胎行业的要求,现有的普通钢丝强度、疲劳性能以及品种结构难以满足高性能子午线轮胎的要求,因此我们研究开发了超高强度子午线胎圈钢丝。
它是一种科技含量高、附加值高的产品,可以替代进口,满足国内市场需求,其产业化前景非常广阔。
二、关键工艺技术相对于普通强度、高强度胎圈钢丝,超高强度子午线胎圈钢丝在原材料技术要求、生产工艺、生产效率以及节能减排等方面都实现了创新。
1、专用原材料的研制钢丝拉拔是一个大变形过程,材料的断裂是形成过程中需要避免的主要缺陷之一,为了合理地利用原材料,根据产品主要性能指标要求,公司同国内钢铁企业共同研制特殊高碳钢,调高碳、锰等元素配比。
对改进后的盘条通过一系列的手段进行控制,如:用金相显微镜观察其内部组织,用ICP、碳硫分析仪、锰磷硅分析仪等对其元素含量进行检测,确保符合超高强度子午线胎圈钢丝用原材料的要求。
2、直进式拉拔工艺传统的拉拔工艺存在诸多缺点,例如:钢丝表面残留润滑剂、清洁度差、钢丝有残余应力。
拉拔道次少,冷却差,生产中产生多次扭转内应力大,平直性差、钢丝软、弹性差。
高速无扭轧机产线材(盘条)的核心技术研发与创新实践

高速无扭轧机产线材(盘条)的核心技术研发与创新实践引言:高速无扭轧机产线材(盘条)作为金属加工领域的重要工艺装备之一,其核心技术的研发和创新实践对于提高生产效率、提升产品质量具有重要意义。
本文将从核心技术研发和创新实践两个方面来探讨高速无扭轧机产线材(盘条)的发展现状、面临的挑战以及应对之策。
一、高速无扭轧机产线材(盘条)的发展现状高速无扭轧机产线材(盘条)是指通过无扭活套的作用使金属材料在轧机辊系中均匀流动,从而获得具有一定形状和尺寸的连续金属线材产品。
该技术在金属加工领域得到广泛应用,特别是在钢铁、有色金属等行业中。
目前,高速无扭轧机产线材(盘条)技术已经取得了较大的发展,但在核心技术研发和创新实践方面仍面临一些挑战。
二、高速无扭轧机产线材(盘条)的核心技术研发1. 轧机辊系技术轧机辊系是高速无扭轧机产线材(盘条)的核心部件之一,其设计和制造对于产品的质量和性能至关重要。
因此,开展轧机辊系技术研发是提高生产效率、降低成本的关键。
例如,采用优质合金材料制造辊系,通过优化轧辊形状和尺寸,改善轧制工艺流程,可以提高产品的强度、表面质量和尺寸精度。
2. 温度控制技术高速无扭轧机产线材(盘条)的温度控制对于保证产品质量具有关键作用。
通过在线测温技术和先进的温度控制系统,可以实时监测和调节轧制过程中的温度变化,有效控制金属的晶粒尺寸和组织结构,从而提高产品的强度和塑性。
3. 超声波在线检测技术高速无扭轧机产线材(盘条)产品的表面和内部存在一定的缺陷和变形,因此,发展超声波在线检测技术可以有效识别和定位这些问题,及时采取措施进行修复和调整。
通过引入先进的超声波探头和信号处理算法,可以实现高速、高精度的无损检测,提高产品的质量和可靠性。
三、高速无扭轧机产线材(盘条)的创新实践1. 材料创新高速无扭轧机产线材(盘条)的品种多样化和规格要求的提高,对材料的性能提出了更高的要求。
因此,开展新型材料的研发和应用具有重要意义。
承钢45钢盘条的研制与开发
承钢45钢盘条的研制与开发关丛英于青章李玮(承德新新钒钛股份有限公司技术中心)摘要:介绍了45钢盘条采用氧气顶吹转炉冶炼—吹氩喂线—方坯连铸—高速线材轧机生产的研发过程。
通过确定合理的化学成分,选择合理的冶炼、连铸、轧制和控制冷却的工艺参数,生产出了符合用户使用要求的盘条。
关键词:45钢盘条研制1 前言硬线盘条是指含碳量较高的优质碳素钢盘条,主要用于生产碳素结构钢丝、胎圈钢丝、钢丝绳、弹簧、钢芯铝绞线、预应力钢丝和钢钉等,具有广阔的市场前景。
经市场调查,45钢盘条是目前市场上需求量较大的一个产品,产品附加值较高,因此公司决定试制45钢盘条。
45钢盘条用于拉拔加工,要求线材的强度适中、塑性好,具有良好的拉拔性能。
然而,目前生产45钢盘条,还没有统一的标准,衡量其合格与否的主要指标是以保证拉拔过程的连续性和成品丝的性能是否达到要求为准。
产品质量以满足用户的需求为主。
2 生产工艺流程高炉铁水→混铁炉→氧气顶、底复吹转炉→钢包吹氩+喂丝→方坯连铸(全程保护浇注)→热装热送→加热→高速无扭轧机→控制冷却→集卷收集→检验→打包→入库。
3 45钢盘条开发的技术关键连铸坯中的大型夹杂物、有害元素偏析、中心疏松以及盘条通条性能不均匀,是造成线材在深加工拉拔过程中脆断的主要原因。
为此我们在研制开发45钢盘条过程中,针对性地制定冶炼的终点控制、脱氧合金化、吹氩、喂丝以及连铸钢水温度、拉速、冷却、钢坯加热、轧制、控制冷却等工艺制度。
3.1 化学成分与偏析控制钢的化学成分是决定成品金相组织的基础条件。
它除了对加工工艺过程有影响(如Mn/Si>3,利于连铸操作)之外,C、Mn、Si的含量决定钢的强度和韧性等基本性能。
一般认为P、S含量越低越好。
钢的成分要均匀。
钢中的C偏析和Mn偏析是中碳钢最严重的问题,当然Si、P、S的稳定性也是45#钢开发的关键问题,浇注时残余元素往往会造成严重的中心偏析,在拉拔时中心偏析会造成断裂事故。
工程子午胎用Φ2.03HT回火圈钢丝的开发、生产与应用

工程子午胎用Φ2.03HT 回火胎圈钢丝的开发、生产与应用周黄山徐一铭徐胜良(张家港市胜达钢绳有限公司张家港215638)摘要:简述工程子午胎的发展现状和趋势,分析了工程子午胎的主要特性,并对其所用的Φ2.03HT 回火胎圈钢丝的开发、生产及应用进行详细阐述,工程子午胎在应用Φ2.03HT 回火胎圈钢丝后,不但节约了生产成本,而且很大程度上提高了工程子午胎使用寿命。
关键词:工程子午胎、胎圈钢丝、开发、生产、应用、特性、力学性能、镀层一、工程子午胎发展现状和趋势工程胎、轿车胎和载重胎是轮胎的主要产品带,近年来由于中国、俄罗斯、东欧等一些国家对煤炭、铁矿等需求的增加,水利、基础建设的巨大投入,世界工程机械呈现稳定发展的态势,我国工程机械行业也迈入全盛时期[1]。
与工程机械紧密相关的工程胎也成为轮胎产业中增速和盈利水平最高的产品带,特别是巨型工程子午胎和大型工程子午胎,前景非常良好,这其中原因和未来的走势已经而且还将继续对我国轮胎制造业造成深远影响。
目前,工程机械制造业以40%~70%的增长速度发展,伴随而生的是工程轮胎无论是作为配套还是替换,其需求的增长远远高于轮胎的平均12%以上的增长速度。
2005~2009 年,年均增长率达到50%,2010 年同比增长70%。
在国际市场上,露天采矿工程胎的子午化率已超过80%,地下采矿业工程子午化率也达50%。
据预测,2010 年我国工程胎需求量约420 万条,出口180 万条,合计600 万条,其中子午胎可形成产能200 万条。
在轮胎行业,子午线轮胎优越性在于其节油、生热低、耐磨、耐刺扎、缓冲性能好、负荷能力大和使用寿命长、及操控性能好等特点,同时更加安全、节能、环保,实现了速度、节油、负荷、寿命、价格在更高指标上的匹配与平衡。
因此,在轮胎行业发展中,子午线轮胎的生产技术推广和应用标志着一个国家轮胎产业的竞争实力。
二、工程子午胎的特性工程胎又称为非公路轮胎,主要用于矿用和工程用自卸车、装载机、起重机、挖掘机、推土机和港口运输的叉车等,工程胎的承载能力及轮胎耐刺扎性能、耐曲挠性、抗疲劳能力较高。
Φ1.30mm HT胎圈钢丝的开发
mm e d w r sp t o t c o d n u tme e u r me t .Hih q ai imee . rm 2 X r o e e t HT h a i i u r a c r i g t c s e f h o o rr q i e ns g u l y d a tr5 5 t a 7 L wi r d i s lc — e s e d,tn i t n t o ls h n 1 5 a ou r cin o ob ti n e st a 5 .E e toyi ik ig a d b — e s e s e g h i n e s t a 0 MP ,v l me fa t fs r i s o ls h n 8 % l r s 0 o l cr lt p c l n o c n
T 3 64 5 G 5 . 中 图分 类 号
De eo v l pme to i m e e . 0 m m n fd a h— n l uj . i GS i mi
( hn ogC n nd t l i rdc o , t. Zb 5 1 8 h a S ad n h g aSe r Po ut C . Ld , i 25 3 ,C i ) a eW e s o n
0 . m 7 L 55m 2 X盘条 , 抗拉强度不小 于 1 5 a索 氏体体积分数不小于 8 % ; 0MP , 0 5 盘条预处理采用电解 酸洗及 涂硼工 艺, 电解 电流(5 3 A; 10± 0) 采用 1 3道次拉拔 , 平均部分压 缩率 为 1 . % , 9 9 模芯 采用 Y 8硬质合金 材料 , 具定径 G 模 带长度约为钢 丝直径 的 2 % ~ 0 , 0 4 % 拉拔时模盒 、 卷筒温度应分别控制在 3 0℃和 5 0℃ 内; 回火温度控制在 40~ 2 4 0℃ ; 4 镀铜时 , 控制 P C S 4・ H O) 1 6 LP F )< 0g L ( u O 5 2 为 O一1 ,( e 3 / 。成 品 13 m H .0m T胎圈钢丝抗拉强度 达 到216M a镀层质量 0 3 k , 8 P , .5 g与橡胶黏合力达到 110N, 2 各项指标均满足技术要求 。 关键词 13 m H .0m T胎圈钢丝 ; 氏体化率 ; 索 电解酸洗 ; 拉丝模 ; 镀铜 ; 黏合力
橡胶轮胎和软管用高强度钢帘线盘条的研发
作者简介:刘湘慧 (1975-),男,学士,高级工程师,主要从事钢帘线研发创新、标准化和科技项目管理工作。
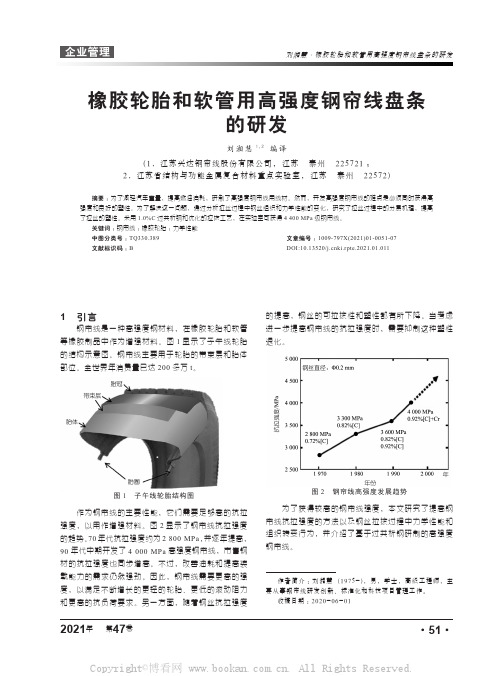
收稿日期:2020-06-011 引言钢帘线是一种高强度钢材料,在橡胶轮胎和软管等橡胶制品中作为增强材料。
图1显示了子午线轮胎的结构示意图。
钢帘线主要用于轮胎的带束层和胎体部位。
全世界年消费量已达200多万t。
图1 子午线轮胎结构图作为钢帘线的主要性能,它们需要足够高的抗拉强度,以用作增强材料。
图2显示了钢帘线抗拉强度的趋势。
70年代抗拉强度约为2 800 MPa ,并逐年提高,90年代中期开发了4 000 MPa 高强度钢帘线,市售钢材的抗拉强度也同步增高。
不过,改善油耗和提高装载能力的需求仍然强劲。
因此,钢帘线需要更高的强度,以满足不断增长的更轻的轮胎、更低的滚动阻力和更高的抗负荷要求。
另一方面,随着钢丝抗拉强度橡胶轮胎和软管用高强度钢帘线盘条的研发刘湘慧1,2编译(1.江苏兴达钢帘线股份有限公司, 江苏 泰州 225721;2.江苏省结构与功能金属复合材料重点实验室, 江苏 泰州 22572)摘要:为了减轻汽车重量,提高燃油消耗,研制了高强度钢帘线用线材。
然而,开发高强度钢帘线的难点是必须同时获得高强度和良好的塑性。
为了解决这一问题,通过分析拉丝过程中钢丝组织和力学性能的变化,研究了拉丝过程中的分层机理,提高了拉丝的塑性。
采用1.0%C 过共析钢和优化的拉拔工艺,在实验室可获得4 400 MPa 级钢帘线。
关键词:钢帘线;橡胶轮胎;力学性能中图分类号:TQ330.389文章编号:1009-797X(2021)01-0051-07文献标识码:B DOI:10.13520/ki.rpte.2021.01.011的提高,钢丝的可拉拔性和塑性都有所下降。
当考虑进一步提高钢帘线的抗拉强度时,需要抑制这种塑性退化。
图2 钢帘线高强度发展趋势为了获得较高的钢帘线强度,本文研究了提高钢帘线抗拉强度的方法以及钢丝拉拔过程中力学性能和组织转变行为,并介绍了基于过共析钢研制的高强度钢帘线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胎圈钢丝用盘条的研制与开发
袁国华
(新产品研发推广中心)
摘 要:介绍研制开发胎圈钢丝用盘条的生产工艺情况,并对用户生产胎圈钢丝的生产结果进行了分析。
关键词:胎圈钢丝 盘条 高碳钢
Research and D evelopm en t of W i re Rod for Bead W i re
Y uan Guohua
(Research &D evelop m en t Cen ter O f New Product)
Abstract:Pr oducti on technol ogy of devel op ing wire r od f or bead wire is intr oduced .The p r oducti on result of bead wire is ana 2lyzed .It has p r oved that N I SC O has ability t o p r oduce the superi or grade wire r od for bead wire and tire wire .Keywords:bead wire;wire r od;high 2carbon steel
1 前言
随着汽车行业轻量化、高速化的发展,而作为汽车重要组成部分的子午线轮胎,以其具有高速化、节能化、轻量化、行驶里程长等多种优点得到了飞速的发展,对产品质量的要求越来越高,作为子午线轮胎骨架材料之一的胎圈钢丝的生产需求量也越来越大,对质量的要求越来越高。
为了满足该行业部分用户的高品质质量要求,应苏南一胎圈钢丝生产厂家要求,南钢与其合作开发胎圈钢丝用盘条。
2 工艺设计
胎圈钢丝是一种外表镀青铜用来加强轮胎胎圈的钢丝,由胎圈钢丝、帘线、橡胶组成的子午线轮胎在行使过程中要承受拉伸、压缩、扭转及离心等作用力。
用户生产胎圈钢丝的加工过程是将Ф5.5mm 或Ф6.5mm 的线材拉拔至Ф0.96~Ф1.0mm 的钢丝,在拉拔过程中还要承受扭转、弯曲、拉伸等一系列变
形,生产出的钢丝还要满足抗拉强度、延伸率、扭转等各项指标。
因此,原材料的选择对台圈钢丝的加工性能和使用性能起着决定性的作用。
综合以上几点,经过与用户协商,供用户生产胎圈钢丝的盘条选用优质碳素钢盘条———77A (化学成分见表1),同时设计了以下生产工艺路线:
40%热装铁水(或生铁)+60%优质废钢→100
吨EAF 初炼→LF 精炼→软吹氩静搅→R8m 五机五流方坯矩坯合金钢连铸机连铸→精整→检验→步进梁式加热炉加热→高压水除鳞→8架初轧机→CV50切头切尾→4架中轧机→4架预精轧机精轧→CV20切头→10架平立交替精轧机精轧→控制冷却→精整→检验、包装、入库。
2.1 冶炼与浇铸工艺
胎圈钢丝在生产过程中的非正常断丝大部分是由于原材料中存在大型夹杂物和成分偏析所致。
为了保证77A 的洁净度和成分的均匀性,E AF 炉采用大于40%的热装铁水(或生铁)+优质废钢的配料
5
32007年第2期 南钢科技与管理
表1 77A的化学成分(%)
钢号执行标准C M n Si P S Cr、N i、Cu
77A 企业标准0.74~0.810.30~0.600.17~0.35<0.025<0.025均不大于0.20内控要求0.74~0.770.45~0.550.20~0.30<0.015<0.015均不大于0.15
比例,要求E AF炉出钢时含碳量不得小于0.20%、含磷量不得大于0.010%,出钢温度控制在1630~1670℃范围内,采用偏心炉底出钢,出钢过程中加入优质锰铁、硅铁、石灰、萤石和专用调质改性渣。
在出钢和精炼过程中严禁使用含铝合金和含钙脱氧剂,增碳过程中采用优质低氮增碳剂,LF炉精炼时间必须保证在50分钟以上,软吹氩静搅时间不得低于规程规定时间。
在连铸过程中,严格控制拉速和过热度,保证拉速小于2.5m/m in,过热度严格控制40℃内,同时在浇铸过程中为了保证大包浇铸前后的温差在合理范围,大包要加盖保温盖。
连铸过程中采用结晶器电磁搅拌、二冷段电磁搅拌和末端电磁搅拌,连铸结晶器保护渣采用专用保护渣,结晶器振动根据过热度、电磁搅拌参数与连铸拉速选取适宜的振动参数,二冷区冷却选用合适的冷却强度。
通过以上措施,从而获得良好质量的连铸坯,以供轧制。
2.2 轧制工艺
针对77A要具有良好的拉拔性能,稳定的通条性能、较好的尺寸精度和良好的表面质量等特点,高线厂在试制过程中制订了以下方案:
①确定合理的出钢温度,保证钢坯加热均匀和防止脱碳:严格控制预热段、加热段、均热段三段的温度和炉内气氛。
②设定合适的精轧机入口温度,通过精确控制冷却水箱的工艺参数,将吐丝温度控制在合适的温度区间,从而保证盘条具有稳定的通条均匀性。
③确定合理的控冷工艺,高线厂在轧制77A时采用风机和罩盖相结合的开启制度,同时针对不同冷却段的温度采用不同的辊道速度,完全模拟等温索氏体转变生产工艺,保证盘条性能稳定。
④严格轧制工艺,减少轧制缺陷,保证生产过程中设备运行完好,运转正常,防止设备因素所造成的各种缺陷。
⑤轧制前先用普碳钢试轧,仔细检查盘条无折叠、耳子等缺陷,从而确保表面质量及尺寸精度。
3 试制结果分析
根据制订的工艺路线与方案,经过生产过程中的精心调试,南钢自2003年5月开发生产至2005年12月共生产6000余吨合格77A盘条。
3.1 盘条化学成分
南钢生产的77A盘条的化学成分全部符合内控要求,同时经统计分析:南钢77A盘条的碳成分在0.75%~0.76%控制命中率达到70%,以上锰成分在0.47%~0.50%控制命中率达到70%以上,总氧含量≤20ppm,氮含量≤40ppm,残余元素Cr、N i、Cu 均远远小于内控要求值(成品中残余元素的最大含量见表2)。
表2 残余元素最大含量值(%)
残余元素Cr N i Cu
最大含量0.060.050.10
3.2 盘条理化性能指标
南钢生产的77盘条的时效期短(最短3天后就可以达到时效后性能,最长不超过10天),索氏体化率较高(≥85%),塑性较好(力学性能见表3)。
77A 盘条钢质洁净度较高:D类夹杂物(球状氧化物)粗系≤1级,细系1.0级,不可变形夹杂物≤20μ。
从理化检测结果分析,南钢生产的77盘条能够满足用户
63南钢科技与管理 2007年第2期
深加工工艺的要求。
表3 77A力学性能情况
性能抗拉强度Rm
(MPa)
断面收缩率
Z(%)
热轧态1050~1120≥35
时效后1060~1100≥45
4 用户使用情况
77A线材生产成功后,经华东地区多家胎圈钢丝用户试用。
用户的具体生产工艺为:Ф5.5mm→机械剥壳→粗拉生产线→Ф2.8→铅浴淬火热处理线→酸洗、鳞化→成品丝生产线→Ф0.95~Ф1.0→回火生产线→镀铜生产线→检验→包装→入库。
生产出的胎圈钢丝抗拉强度为1950~2100MPa,扭转次数≥35次/360°,强度指标和扭转指标远远大于胎圈钢丝厂的内控指标(见表4)。
表4 回火胎圈钢丝的性能
性能
抗拉强度
(M Pa)
扭转次数
(次/360o)某企业内控标准≥1900≥30南钢77生产的胎圈钢丝1950~2100≥35
备注:试样标距为:L=100d(d为钢丝直径)
5 结论
南钢生产的胎圈钢丝用盘条在成分、夹杂物、组织性能控制方面具备了成熟的生产工艺技术及条件,产品经下游用户加工成胎圈钢丝后完全满足轮胎行业对其钢丝制品的要求,为南钢创造了较好的经济效益。
同时为南钢日后生产高难度、高要求的帘线用盘条积累了成功的经验。
(上接第20页)器。
加高压水前后1#、13#热负荷比较见表5。
表5 加高压水前后对比表(单位:万kJ/m3)
项目加高压水前加高压水后
1#4.843.77
13#5.553.23
备注:加高压水前后一个星期的平均数据
从效果来看,加高压水效果明显,在以后的护炉实践中值得推广。
3.3 热负荷在线监测
后期高炉炉衬破损严重,特别是高温区(炉缸、炉腹、炉腰)更为突出。
热负荷高低是最直接反映冷却设备状况指标。
为了防止渣皮脱落而冷却设备烧损未及时发现的状况,5#高炉安装了热负荷在线自动监测系统。
在生产中起到力了指导作用,给后期高炉护炉提供了直观,准确的数据分析,也可从1#、13#热流反映出铁口工作状况。
是当班工长监控炉型的得力助手。
3.4 加强铁口维护
铁口维护的好坏,直接影响到护炉的成败。
5#高炉铁口两侧热负荷偏高既成事实,加强铁口维护是后期安全生产的保障。
为此,炉前四班不再考虑核班产量,而是把铁口合格率作为重要考核内容,并对不合格铁口进行重罚。
经过一段时间的考核,大家统一了思想,认识到了铁口维护的重要性。
目前5#高炉铁口维护的工作做得比较好,值班室也积极主动的配合炉前维护工作。
4 结语
虽然5#高炉已经进入了特级护炉阶段,但在强化冶炼和和长寿方面成绩显著,有些经验值得推广和学习,但后期护炉是长期和艰巨的,需要做好每一个细节工作,合适的操作和维护是后期高炉安全生产的保障。
73
2007年第2期 南钢科技与管理。