焊接切割用丙烷应用标准
丙烷空气比重

丙烷空气比重丙烷是一种常见的烷烃化合物,由于其广泛的应用领域,对丙烷的性质和特性进行深入研究具有重要意义。
其中,丙烷在空气中的比重是一个关键参数,它对于了解丙烷在空气中的分布和运动具有重要意义。
本文将对丙烷在空气中的比重进行深入探讨,并分析其影响因素和应用领域。
1.什么是丙烷?1.1丙烷的化学结构丙烷是一种无色、无味的气体,化学式为C3H8,属于烷烃类化合物。
它的分子由三个碳原子和八个氢原子组成,结构简单,分子间作用力较弱。
1.2丙烷的物理性质丙烷的沸点为-42.1℃,凝点为-185℃,闪点为-185℃。
在常温常压下,丙烷是一种稳定的气体。
丙烷的密度比空气小,容易挥发,易燃,火焰呈蓝色。
1.3丙烷的应用领域丙烷广泛应用于工业、农业、医药、科研等领域。
在工业上,丙烷主要用于制冷、焊接、切割等;在农业上,用于温室种植、水果催熟等;在医药上,用于麻醉、呼吸治疗等;在科研上,用于实验室气体供应等。
2.空气中的比重概念2.1比重与密度之间的关系比重是物质质量与同体积另一种物质质量的比值,通常用符号ρ表示。
密度是物质单位体积的质量,通常用符号ρ表示。
比重与密度成正比关系,比重越大,物质密度越大。
2.2空气中常见物质的比重空气中主要成分有氮气、氧气、氩气等。
氮气的比重约为1.25,氧气的比重约为1.43,氩气的比重约为1.88。
此外,空气中还含有少量二氧化碳、氦气、甲烷等,它们的比重分别为1.98、0.18、0.56。
3.丙烷在空气中比重计算方法3.1毛细管法测定法毛细管法是一种测定气体比重的方法,通过测量气体在特定温度和压力下在毛细管内的上升高度来计算比重。
该方法适用于丙烷等易挥发的气体。
3.2平衡法测定法平衡法是一种实验室常用的气体比重测定方法。
通过将气体样品与已知比重的标准气体放在同一容器中,观察两者混合后的平衡状态,从而计算丙烷的比重。
4.影响丙烷空气比重因素分析4.1温度对比重影响温度是影响气体比重的重要因素。
乙炔丙烷液化气的区别

乙炔与丙烷液化气的区别
乙炔与丙烷都是一种常见的液化石油气,但它们在性质和用途上有着显著的区别。
以下将详细介绍乙炔和丙烷液化气的区别。
乙炔液化气
乙炔是一种无色、有刺激性气味的易燃气体。
在液化成为液化气后,其密度较大,体积小,易于运输。
乙炔液化气具有高燃烧温度和高燃烧速度的特点,因此在金属切割、焊接等工业领域得到广泛应用。
乙炔的燃烧产生的火焰温度可达到约3300℃,适用于高温工艺。
丙烷液化气
丙烷是一种具有特殊气味的无色气体,在液化状态下呈现为无色液体。
丙烷液
化气在密闭容器中可以稳定存储,易于使用。
丙烷液化气被广泛用于家庭、商业和工业领域,如烹饪、采暖、烘干等。
丙烷液化气的燃烧产生的火焰温度较低,适用于一般的加热需求。
乙炔与丙烷液化气的区别
1.燃烧特性:乙炔液化气燃烧温度高,燃烧速度快,适用于高温工艺;
而丙烷液化气燃烧火焰温度较低,适用于一般加热需求。
2.用途:乙炔液化气主要用于金属切割、焊接等高温工艺,而丙烷液
化气用于家庭烹饪、商业采暖、工业烘干等一般用途。
3.存储方式:乙炔液化气需要特殊的高压钢瓶来存储,而丙烷液化气
可以通过一般的液化气罐存储。
综上所述,乙炔液化气和丙烷液化气在燃烧特性、用途和存储方式等方面存在
明显区别,需要根据实际需求选择合适的液化气种类。
丙烷气体使用安全要求

丙烷气体使用安全要求背景介绍丙烷气体是一种常见的燃气,广泛应用于生产和生活中的各个领域。
其具有易燃、易爆等特性,使用时需严格按照安全要求操作,以确保人员和设备的安全。
使用安全要求1. 丙烷气体的储存与使用1.1 储存在室内的丙烷气瓶应放置在专门的储存间或储存柜内,远离易燃物质,保持通风良好。
1.2 运输丙烷气瓶过程中应注意避免碰撞、摩擦等事故。
运输车辆中必须安装瓶架,且车速不得超过规定速度。
1.3 气瓶使用前应进行检查,并根据检查结果进行相应的维护和保养。
2. 丙烷气体的使用安全注意事项2.1 防止火源和静电2.1.1 严禁在有丙烷气体的场所进行明火作业,禁止吸烟、焊接、切割、打磨等作业。
如需使用开火器具,应提前进行安全评估和防护措施。
2.1.2 使用丙烷气体时,应减少作业人员和瓶身之间的摩擦,避免产生静电。
2.2 通风2.2.1 丙烷气体在密闭空间中容易积聚并形成爆炸性气体,因此使用时必须保持通风良好。
2.2.2 使用时应保持瓶口通畅,避免堵塞或瓶身破裂。
2.3 安全阀及安全装置2.3.1 气瓶上应安装安全阀及附属装置,及时排放不必要的压力,防止气瓶因压力过高或过热而炸裂。
2.3.2 丙烷气瓶为静压式,有必要添加减压阀适当降低压力,以确保气瓶和设备的安全。
2.4 作业人员的安全知识和技能2.4.1 进行丙烷气体相关作业前,应经过培训并取得证书。
2.4.2 作业人员使用丙烷气体时,应认真遵守操作规程,做好个人防护。
2.4.3 作业人员在操作过程中应随时注意气瓶和设备的安全状态,发现异常应及时报告。
结论丙烷气体具有易燃、易爆等特性,使用时必须严格按照安全要求操作。
储存时需要放置在专门的储存间或储存柜内,运输时需要注意防碰撞和瓶身摩擦,并进行检查、维护和保养。
使用时要注意防止火源和静电,保持通风良好,使用安全阀及安全装置,掌握好作业人员的安全知识和技能。
只有这样,才能确保使用丙烷气体的安全。
气焊气割操作规程 丙烷

气焊气割操作规程丙烷气焊气割是常用的金属加工方法之一,丙烷作为一种常见的燃气,被广泛应用于气焊气割工艺中。
为了确保操作安全和工作质量,以下是气焊气割操作的规程和步骤。
1. 准备工作a. 检查气焊气割设备和工具的安全性和完好性,包括气瓶、管道、调压器、喷嘴、钳子等。
b. 检查气瓶的气体是否充足,确认气瓶上的压力是否在规定范围内。
c. 确保工作地点通风良好,没有易燃物品和易燃气体。
2. 点火和调试a. 打开气瓶的阀门,逐步调整调压器,确保气体流量适中。
b. 打开气焊用具的点火装置,将火焰调至理想状态,蓝色且稳定。
3. 焊缝准备a. 清洁待焊接的金属表面,去除氧化、油污等杂质,以确保焊缝质量。
b. 根据焊缝的不同情况,选择合适的焊材和焊接方式。
4. 焊接操作a. 将焊条或焊丝插入焊枪或气焊喷嘴,并调整电流或气流控制装置至合适状态。
b. 保持焊枪或喷嘴与工件接触,并以适当的角度进行焊接。
c. 控制焊接速度,确保焊缝的均匀性和质量。
d. 完成焊接后,关闭气瓶的阀门,关掉点火装置,并保持工作台面整洁。
5. 气割操作a. 根据需要,选择正确的气割喷嘴和切割设备。
b. 将切割喷嘴插入割枪,打开气体供应阀门。
c. 用割枪将火焰切割到工件上,按照预定的路径进行切割。
d. 控制切割速度和火焰角度,以保证切割质量和操作安全。
e. 切割结束后,关闭气瓶的阀门,并清理和存放好切割设备。
6. 安全注意事项a. 操作人员必须穿戴合适的防护装备,包括面罩、手套、防火服等。
b. 遵守操作规程和安全操作指南,严禁在无人看守的情况下操作设备。
c. 切勿操作破损或有泄漏的气瓶和设备,及时报告维修或更换。
d. 避免气瓶的过度震动和碰撞,确保气瓶的稳定性。
e. 在操作过程中,特别是气焊气割设备工作结束后,要注意关闭相关阀门以防意外发生。
以上是气焊气割操作规程的一般步骤和注意事项。
在实际操作中,需要根据具体的工艺要求和工作环境进行调整和改进。
中国焊接标准(GBweldingstandards)

工程用焊接结构弯板链、附件和链轮
Cranked-link mill chains of welded construction,attachments and sprockets
GB/T15970.8-2005
金属和合金的腐蚀应力腐蚀试验第8部分: 焊接试样 的制备和应用
GB 17268-2009
工业用非重复充装焊接钢瓶
Non-refillable steel welded cylinders for industrial use
GB 1767பைடு நூலகம்-1999
液化丙烯、丙烷钢质焊接气瓶
Welded steel cylinders for liquefied propylene and propane gases
Arc welding equipment--Part 1:Welding power sources
GB15579.12-1998
弧焊设备安全要求第12部分: 焊接电缆耦合装置
Safety requirements for arc welding equipment--Part
12:Coupling devices for welding cables
GB8965.2-2009
防护服装 阻燃防护 第2部分:焊接服
Protective clothing - Flame-retardant protection -
Part 2: Protective clothing for welders
GB 9448-1999
焊接与切割安全
Safety in welding and cutting
()
DL/T5070-1997(2005)
液化丙烷和乙炔哪个好

液化丙烷和乙炔哪个好
液化丙烷和乙炔是两种常见的工业用气体,它们在不同领域有着各自的优势和
应用。
液化丙烷,也称为液化石油气,是一种环保型清洁能源,广泛用于民用燃气、烹饪、取暖等领域。
乙炔则是一种高温燃料气体,主要用于金属切割和焊接等高温工艺中。
在比较液化丙烷和乙炔哪个更好的时候,需要根据具体的使用场景和需求来进
行评估。
首先,就环保性而言,液化丙烷是一种清洁能源,燃烧后产生的废气相对乙炔要少,因此在对环境要求较高的场合下,液化丙烷更为适用。
其次,就安全性而言,液化丙烷是一种稳定的气体,不易引起爆炸,使用相对
较安全。
而乙炔则是一种易燃易爆的气体,使用时需要严格控制火源,操作过程中存在一定的安全风险。
再者,就成本而言,液化丙烷的价格相对较为稳定,受市场供应和需求影响较小,相对来说比较经济实惠。
而乙炔价格波动较大,受供应影响较大,使用成本可能会有所波动。
此外,就应用领域而言,液化丙烷广泛应用于民用领域和工业生产中,适用范
围比较广泛;而乙炔主要用于金属切割和焊接等高温工艺中,应用面相对较窄。
综上所述,液化丙烷和乙炔各有其优势和劣势,选择哪种更好取决于具体的使
用需求。
如果对环保性和安全性要求较高,经济实惠且应用领域较广的话,液化丙烷可能更为适合;而如果需要高温燃料气体用于金属切割和焊接等领域,则乙炔可能更适合。
在实际选择时,应根据具体情况综合考量,选择最适合的气体类型。
焊接用气体

焊接用气体焊接用气体主要是指气体保护焊(二氧化碳气体保护焊、惰性气体保护焊)中所用的保护性气体和气焊、切割时用的气体,包括二氧化碳(CO2)、氩气(Ar)、氦气(He)、氧气(O2)、可燃气体、混合气体等。
焊接时保护气体既是焊接区域的保护介质,也是产生电弧的气体介质;气焊和切割主要是依靠气体燃烧时产生的热量集中的高温火焰完成,因此气体的特性(如物理特性和化学特性等)不仅影响保护效果,也影响到电弧的引燃及焊接、切割过程的稳定性。
1.焊接用气体的分类根据各种气体在工作过程中的作用,焊接用气体主要分为保护气体和气焊、切割时所用的气体。
1.1 保护气体保护气体主要包括二氧化碳(CO2)、氩气(Ar)、氦气(He)、氧气(O2)和氢气(H2)。
国际焊接学会指出,保护气体统一按氧化势进行分类,并确定分类指标的简单计算公式为:分类指标=O2%+1/2CO2%。
在此公式的基础上,根据保护气体的氧化势可将保护气体分成五类。
Ⅰ类为惰性气体或还原性气体,M1类为弱氧化性气体,M2类为中等氧化性气体,M3和C类为强氧化性气体。
保护气体各类型的氧化势指标见表1。
焊接黑色金属时保护气体的分类见表2。
1.2 气焊、切割用气体根据气体的性质,气焊、切割用气体又可以分为两类,即助燃气体(O2)和可燃气体。
可燃气体与氧气混合燃烧时,放出大量的热,形成热量集中的高温火焰(火焰中的最高温度一般可达2000~3000℃),可将金属加热和熔化。
气焊、切割时常用的可燃气体是乙炔,目前推广使用的可燃气体还有丙烷、丙烯、液化石油气(以丙烷为主)、天然气(以甲烷为主)等。
几种常用可燃气体的物理和化学性能见表3。
6.2 焊接用气体的特性不同焊接或切割过程中气体的作用也有所不同,并且气体的选择还与被焊材料有关,这就需要在不同的场合选用具有某一特定物理或化学性能的气体甚至多种气体的混合。
焊接和切割中常用气体的主要性质和用途见表4,不同气体在焊接过程中的特性见表5。
中国焊接标准gb welding standards)
防护服装阻燃防护第2部分:焊接服
Protectiveclothing-Flame-retardantprotection-Part2:Protectiveclothingforwelders
GB9448-1999
焊接与切割安全
Safetyinweldingandcutting
GB/T16957-1997
复合钢板焊接接头力学性能试验方法
Mechanicaltestsonweldedjointsincladplates
GB/T18256-2000
焊接钢管(埋弧焊除外)用于确认水压密实性的超声波检测方法
Weldedsteeltubes(exceptsubmergedarc-welded)--Ultrasonictestingforverificationofhydraulicleak-tightness
火力发电厂锅炉汽包焊接修复技术导则
()
DL/T752-2010
火力发电厂异种钢焊接技术规程
()
DL/T754-2001
铝母线焊接技术规程
()
DL/T768.6-200T816-2003
电力工业焊接操作技能教师资格考核规则
()
DL/T819-2002
火力发电厂焊接热处理技术规程
GB/T19867.1-2005
电弧焊焊接工艺规程
Weldingprocedurespecificationforarcwelding
GB/T19867.2-2008
气焊焊接工艺规程
Weldingprocedurespecificationforgaswelding
GB/T19867.3-2008
电子束焊接工艺规程
气焊气割常用气体的性质及使用安全要求
气焊气割常用气体的性质及使用安全要求气焊气割是金属加工过程中常见的手段,其使用的气体种类较为多样。
本文就气焊气割常用气体的性质以及使用安全要求作一简单介绍。
气焊气割常用气体种类1.活性气体:氧气、氮气、氩气、氦气2.燃烧气体:乙炔、丙烷、甲烷、氢气活性气体性质氧气氧气在空气成份中的含量为21%,使火焰迅速燃烧。
使用过程中注意氧气具有生火性,需避免火花、烟草和其它易燃物接触。
氮气氮气被用作惰性气体,稳定化焊接现场,同时还可以防止新焊接区域与外界空气发生化学反应。
另外,氮气用于惰性气体焊顶、采样、泄漏检测等方面。
氩气氩气是常见的惰性气体,其稳定性好,常被用于TIG焊接中,可用于对铁、钢、铜、镁、铝等材料进行焊接,并且使用氩气焊接可以保证产品质量,还可以使焊接的表面形态变得更加平滑。
氦气氦气在焊接工作中具有较好的稳定性,其使用范围广泛,可用于焊接各种金属、切割以及焊接和切割同时进行的特殊工艺等。
燃烧气体性质乙炔乙炔是一种门槛低、可燃性强、强制燃烧温度高的燃气。
在使用乙炔之前,必须注意储存、输送和使用过程中必须杜绝火源和过度振动,以免出现爆炸。
丙烷丙烷气体的燃烧效果稳定,速度较快,其加热效果比乙炔稍逊。
丙烷是一种安全的燃气,使用过程中需要注意防止过度振动、维护气瓶、杜绝火源等。
氢气氢气的燃烧效果明显,常被用于高温高速灼烧的切割过程中。
使用氢气时,需避免与氧气混合使用,否则将会产生剧烈的爆炸。
甲烷甲烷在焊接过程中使用广泛,其加热效果较好,可以实现多种加热方式,且使用安全。
使用安全要求1.必须储存气瓶,且储存气瓶的地方必须通风良好,并保持干燥。
2.使用过程中必须杜绝火源和过度振动。
3.建议使用特制的气体管道,其管道内压力应保证稳定,且管道表面应保持干净和整洁。
4.气体使用压力要按照气瓶标识所示的最高压力使用,不得超压使用。
5.当气瓶使用完毕后,应将其排空,并进行适当的清洗和维护。
以上是气焊气割常用气体的性质及使用安全要求的介绍,希望能对您的工作带来一些帮助。
气焊气割火焰及工艺参数的选择

第二节气焊气割火焰及工艺参数的选择一、气焊气割火陷气焊的火焰是用来对焊件和填充金属进行加热、熔化和焊接的热源;气割的火焰是预热的热源;火焰的气流又是熔化金属的保护介质。
焊接火焰直接影响到焊接质量和焊接生产率,气焊气割时要求焊接火焰应有足够的温度,体积要小,焰芯要直,热量要集中;还应要求焊接火焰具有保护性,以防止空气中的氧、氮对熔化金属的氧化及污染。
(一)焊接切割的火焰分类气焊气割的气体火焰包括氧—乙炔焰、氢氧焰及液化石油气体[丙烷(C3H8)含量占50%~80%,此外还有丁烷(C4H10)、丁烯(C4H8)等]燃烧的火焰。
乙炔与氧混合燃烧形成的火焰,称为氧—乙炔焰。
氧—乙炔焰具有很高的温度(约3200℃),加热集中,因此,是气焊气割中主要采用的火焰。
氢与氧混合燃烧形成的火焰,称为氢氧焰。
氢氧焰是最早的气焊利用的气体火焰,由于其燃烧温度低(温度可达2770℃),且容易发生爆炸事故,未被广泛应用于工业生产,目前主要用于铅的焊接及水下火焰切割等。
液化石油气燃烧的温度比氧-乙炔火焰要低(丙烷在氧气中燃烧温度为2000~2850℃)。
液化石油气体燃烧的火焰主要用于金属切割,用于气割时,金属预热时间稍长,但可以减少切口边缘的过烧现象,切割质量较好,在切割多层叠板时,切割速度比使用乙炔快20%~30%。
液化石油气体燃烧的火焰除越来越广泛地应用于钢材的切割外,还用于焊接有色金属。
国外还有采用乙炔与液化石油气体混合,作为焊接气源。
乙炔(C2H2)在氧气(O2)中的燃烧过程可以分为两个阶段,首先乙炔在加热作用下被分解为碳(C)和氢(H2),接着碳和混合气中的氧发生反应生成一氧化碳(CO),形成第一阶段的燃烧;随后在第二阶段的燃烧是依靠空气中的氧进行的,这时一氧化碳和氢气分别与氧发生反应分别生成二氧化碳(CO2)和水(H2O)。
上述的反应释放出热量,即乙炔在氧气中燃烧的过程是一个放热的过程。
氧—乙炔火焰根据氧和乙炔混合比的不同,可分为中性焰、碳化焰和氧化焰三种类型,其构造和形状如图2—2所示。
JGJ81-91建筑钢结构焊接规范

焊。碳当量 !"#$ 按公式(* & % & +)计算。
!"#$
%
!&
’( ,
&
-( (
!
)
&
’( &
* )&
-( -(
+,
&
!$)
(* & % & +)
式中 !———碳的含量( ));
./———锰的含量( ));
01———镍的含量( ));
.2———钼的含量( ));
!$———铜的含量( ));
!3———铬的含量( ))。
图 ! " # " + 钢板拼接接头焊缝示意 第 ! " # " % 条 桁架和支撑的杆件与节点板的连接构造宜采用图 ! " # " % 的型式。 第 ! " # " &# 条 受动荷载的桁架弦杆和腹杆与节点板的连接构造宜采用图 ! " # " &# 的 型式。 第 ! " # " && 条 实腹吊车梁横向加劲肋的构造宜采用图 ! " # " &&。
型焊条补焊,并修磨平整;当其深度 ! 大于 "#$$ 或累计长度超过板宽的 %#& 时,除 按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。
当分层区的边缘与板边的距离 ’ 大于或等于 %#$$ 时,可不做处理,但当分层的累 计面积超过板面积的 %#&,或累计长度超过板边缘长度的 %#&时,则该板不宜使用。
图 ( ) * ) " 分层缺陷示意
焊接切割用丙烷应用标准
焊接切割用丙烷应用标准标准号:批准: 实施日期: 日期:刖言公司的焊接气体一直沿用以往的惯例选用乙炔气体作为火焰焊接的唯一气源,但目前制冷空调行业内已基本不采用该种气体,主要原因是价格较高、安全性差、环保性差,因此根据目前的市场技术状况、公司的技术要求、产品的经济性指标拟选用丙烷气体作为公司新的焊接用气体,具体说明如下:乙炔:乙炔的高热量、高稳定性一直被认为是最理想的切割燃气。
但由于乙炔的生产原料为电石,电石的生产又需要耗费大量的电能和焦炭等,从而造成乙炔气的价格偏高,而且生产乙炔气的过程中会生成磷和硫等有害元素,进而导致燃烧会生成对人体和环境有害的有毒气体,长时间使用对环境及人体健康有严重危害,以上两点明显违背了全球化的环保节能意识,以至于乙炔气在发达国家作为工业燃气的使用分额不足10%。
在我国,早在上世纪90年代明确将目前乙炔气的生产定位为落后的生产工艺设备,坚决予以淘汰,但由于乙炔气在气割方面的所具有的火焰燃烧温度高、速度快、预热时间短、切割表面质量好等优点,致使上述发达国家也不能将其完全淘汰,在我国工业燃气中仍然占据主要地位。
丙烷气(液化石油气):自上世纪90年代初被应用于我国切割领域后,一直作为乙炔气最佳的替代燃气被用于火焰切割中,丙烷气是石油炼制的副产品,现阶段除用于燃料外还没有其他用途,相比之下在价格上要比乙炔气低廉。
在火焰温度上氧丙烷火焰温度要比氧-乙炔低几百度,大约为2300 C左右,燃烧速度较乙炔气也慢很多,因而预热时间比乙炔气长,但由于其生产成本低、切割质量好、安全性能好等优势,在切割方面逐步代替乙炔气成为切割领域最普遍的燃气。
结论:氧-丙烷切割热量、火焰温度虽不及氧-乙炔,但它的使用成本低,相对清洁、切割质量好的优点受到越来越多的用户的好评,近年来已经替代乙炔成为火焰割焊领域的首选燃气;内容引用:机械科学研究院哈尔滨焊接研究所《乙炔气、丙烷气及汽油火焰切割比对分析》1适用范围公司内部关于丙烷气体的检验、使用、储运及防护。
气焊气割火陷分类、性质及选择
气焊的火焰是用来对焊件和填充金属进行加热、熔化和焊接的热源;气割的火焰是预热的热源;火焰的气流又是熔化金属的保护介质。
焊接火焰直接影响到焊接质量和焊接生产率,气焊气割时要求焊接火焰应有足够的温度,气焊的火焰是用来对焊件和填充金属进行加热、熔化和焊接的热源;气割的火焰是预热的热源;火焰的气流又是熔化金属的保护介质。
焊接火焰直接影响到焊接质量和焊接生产率,气焊气割时要求焊接火焰应有足够的温度,体积要小,焰芯要直,热量要集中;还应要求焊接火焰具有保护性,以防止空气中的氧、氮对熔化金属的氧化及污染。
(一)焊接切割的火焰分类气焊气割的气体火焰包括氧—乙炔焰、氢氧焰及液化石油气体[丙烷(C3H8)含量占50%~80%,此外还有丁烷(C4H10)、丁烯(C4H8)等]燃烧的火焰。
乙炔与氧混合燃烧形成的火焰,称为氧—乙炔焰。
氧—乙炔焰具有很高的温度(约3200℃),加热集中,因此,是气焊气割中主要采用的火焰。
氢与氧混合燃烧形成的火焰,称为氢氧焰。
氢氧焰是最早的气焊利用的气体火焰,由于其燃烧温度低(温度可达2770℃),且容易发生爆炸事故,未被广泛应用于工业生产,目前主要用于铅的焊接及水下火焰切割等。
液化石油气燃烧的温度比氧-乙炔火焰要低(丙烷在氧气中燃烧温度为2000~2850℃)。
液化石油气体燃烧的火焰主要用于金属切割,用于气割时,金属预热时间稍长,但可以减少切口边缘的过烧现象,切割质量较好,在切割多层叠板时,切割速度比使用乙炔快20%~30%。
液化石油气体燃烧的火焰除越来越广泛地应用于钢材的切割外,还用于焊接有色金属。
国外还有采用乙炔与液化石油气体混合,作为焊接气源。
乙炔(C2H2)在氧气(O2)中的燃烧过程可以分为两个阶段,首先乙炔在加热作用下被分解为碳(C)和氢(H2),接着碳和混合气中的氧发生反应生成一氧化碳(CO),形成第一阶段的燃烧;随后在第二阶段的燃烧是依靠空气中的氧进行的,这时一氧化碳和氢气分别与氧发生反应分别生成二氧化碳(CO2)和水(H2O)。
危险化学品工业气体产品检验项目及依据标准

GB/T 3391-2002
工业用乙烯中烃类杂质的测定 气相色谱法
3
一氧化碳、
二氧化碳
GB/T 3394-2009
工业用乙烯、丙烯中微量一氧化碳、二氧化碳和乙炔的测定 气相色谱法
3
氧
GB/T 3396-2002
工业用乙烯、丙烯中微量氧的测定 电化学法
3
水
GB/T 3727-2003
化碳
GB/T 8984-2008
气体中一氧化碳、二氧化碳和碳氢化合物的测定 气相色谱法
4.6
总烃
GB/T 8984-2008
气体中一氧化碳、二氧化碳和碳氢化合物的测定 气相色谱法
4.8
水分
GB/T 14851-2009
电子工业用气体 磷化氢
26
电子工业用气体 高纯氯
GB/T 18994-2014
电子工业用气体 高纯氯
工业燃气焊接切割用丙烷
4.1
丙烷
SH/T 0230-1992
液化石油气组成测定法(色谱法)
4.2
总硫
SH/T 0222-1992
液化石油气总硫含量测定法(电量法)
16
工业燃气焊接切割用丙烯
HG/T 3661.1-2016
工业燃气焊接切割用丙烯
4.1
丙烷
SH/T 0230-1992
液化石油气组成测定法(色谱法)
气体中一氧化碳、二氧化碳和碳氢化合物的测定 气相色谱法
4.7
氮和氧
GB/T 14600-2009
电子工业用气体 氧化亚氮
4.11
水分
18
电子工业用气体 六氟化硫
GB/T 18867-2014
熔化焊接与热切割作业--气焊与气割作业安全技术

二、气焊与气割的安全技术
(一)气焊与气割的危险有害性 3、案例分析: 2)主要原因分析 ①油漆中苯的可燃气体与空气混合达到了爆炸极限。 加之天气炎热,更加剧了苯的可燃气体浓度,因此遇火 立即爆炸。 ②艉舱喷漆后,未设警示标志和监护人。 ③喷漆后艉舱内未采取通风措施。 3)主要预防措施 ①该艉舱周围应设警示牌和监护人。 ②艉舱内应通压缩空气,减少可燃气体浓度。 ③焊工引弧时,要注意周围环境(即易燃易爆物)。
2、气割:
(1)原理:利用属燃烧,同时将产生的熔渣迅速排除,从而达到切割 的目的。
(2)适用范围:纯铁、低碳钢、中碳钢、低合金钢、钛等材料。
一、气焊与气割的基础知识
(二)气体火焰
可燃气体和助燃气体混合后,在着火源的作用下进 行燃烧,从而产生气体火焰。
1、氧气 (1)在标准状况下,是一种无色、无味、无毒的助
※可燃物质的爆炸极限范 围越宽则爆炸的危险性越大。
※容器直径越小,则爆炸 极限范围也越小。
二、气焊与气割的安全技术
(一)气焊与气割的危险有害性 2、爆炸: (4)发生条件 1)充足的易燃易爆物质。 2)混合后的浓度应在爆炸极限内。 3)有充足的火源。 (5)爆炸的预防原则 1)防止易燃物泄露。 2)防止爆炸性混合物的形成。 3)加强监测报警。 4)严格控制火源或激发能量。 5)切断传播途径,阻止连锁反应的出现。
一、气焊与气割的基础知识
(三)气焊与气割的设备及工具
一、气焊与气割的基础知识
(三)气焊与气割的设备及工具 1、气瓶 (1)氧气瓶 1)是一种贮存、运输氧气的高压气瓶。 2)由瓶体、胶圈、瓶箍、瓶阀和瓶帽等五部分组成。 3)瓶体的颜色为天蓝色,瓶体上面有黑色的“氧气” 字样。
一、气焊与气割的基础知识
丙烷焊接切割技术的应用_田晓溢
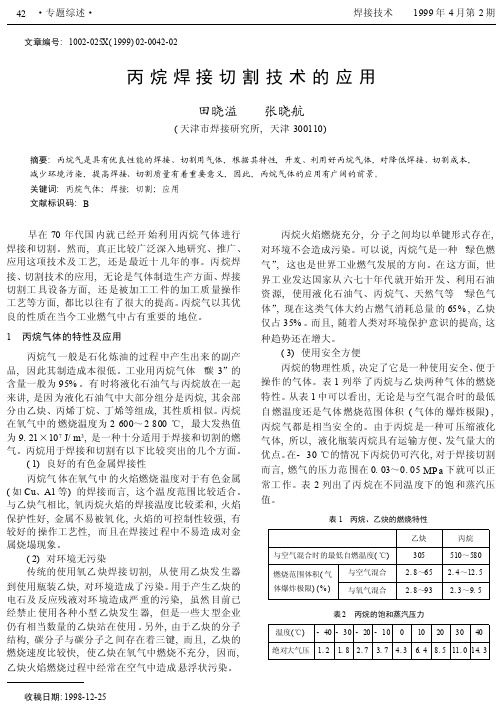
文章编号:1002-025X(1999)02-0042-02丙烷焊接切割技术的应用田晓溢 张晓航(天津市焊接研究所,天津300110)摘要:丙烷气是具有优良性能的焊接、切割用气体,根据其特性,开发、利用好丙烷气体,对降低焊接、切割成本,减少环境污染,提高焊接、切割质量有着重要意义,因此,丙烷气体的应用有广阔的前景。
关键词:丙烷气体;焊接;切割;应用文献标识码:B 早在70年代国内就已经开始利用丙烷气体进行焊接和切割。
然而,真正比较广泛深入地研究、推广、应用这项技术及工艺,还是最近十几年的事。
丙烷焊接、切割技术的应用,无论是气体制造生产方面、焊接切割工具设备方面,还是被加工工件的加工质量操作工艺等方面,都比以往有了很大的提高。
丙烷气以其优良的性质在当今工业燃气中占有重要的地位。
1 丙烷气体的特性及应用丙烷气一般是石化炼油的过程中产生出来的副产品,因此其制造成本很低。
工业用丙烷气体“碳3”的含量一般为95%。
有时将液化石油气与丙烷放在一起来讲,是因为液化石油气中大部分组分是丙烷,其余部分由乙炔、丙烯丁烷、丁烯等组成,其性质相似。
丙烷在氧气中的燃烧温度为2600~2800℃,最大发热值为9.21×107J/m 3,是一种十分适用于焊接和切割的燃气。
丙烷用于焊接和切割有以下比较突出的几个方面。
(1)良好的有色金属焊接性丙烷气体在氧气中的火焰燃烧温度对于有色金属(如Cu 、Al 等)的焊接而言,这个温度范围比较适合。
与乙炔气相比,氧丙烷火焰的焊接温度比较柔和,火焰保护性好,金属不易被氧化,火焰的可控制性较强,有较好的操作工艺性,而且在焊接过程中不易造成对金属烧塌现象。
(2)对环境无污染传统的使用氧乙炔焊接切割,从使用乙炔发生器到使用瓶装乙炔,对环境造成了污染。
用于产生乙炔的电石及反应残液对环境造成严重的污染,虽然目前已经禁止使用各种小型乙炔发生器,但是一些大型企业仍有相当数量的乙炔站在使用。
另外,由于乙炔的分子结构,碳分子与碳分子之间存在着三键,而且,乙炔的燃烧速度比较快,使乙炔在氧气中燃烧不充分,因而,乙炔火焰燃烧过程中经常在空气中造成悬浮状污染。
切割用气体标准
切割用气体标准Gas cutting operations should adhere to the following standards to ensure safety and precision:Gas Selection: The appropriate fuel gas, such as acetylene, propane, or natural gas, should be selected based on the specific requirements of the cutting process.Gas Pressure: The pressure of the fuel gas and the cutting oxygen should be regulated according to the manufacturer's recommendations and the material being cut.Nozzle Selection: The correct size and type of cutting nozzle should be chosen based on the thickness and type of the material being cut.Ventilation: Adequate ventilation should be maintained to disperse the fumes and gases generated during the cutting process.Personal Protective Equipment (PPE): Operators should wear appropriate PPE, including goggles, gloves, and flame-resistant clothing, to protect against potential hazards.Equipment Maintenance: Gas cutting equipment should be regularly inspected and maintained to ensure proper functioning and safety.Fire Safety Measures: Fire extinguishers and fire prevention measures should be readily available and in good working condition.Training and Certification: Operators should be properly trained and certified in gas cutting techniques and safety procedures.切割用气体标准切割作业应遵守以下标准,以确保安全和精度:气体选择:根据切割工艺的具体要求,应选择合适的燃料气,如乙炔、丙烷或天然气。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接切割用
丙烷应用标准
标准号:
批准:日期:
实施日期:
前言
公司的焊接气体一直沿用以往的惯例选用乙炔气体作为火焰焊接的唯一气源,但目前制冷空调行业内已基本不采用该种气体,主要原因是价格较高、安全性差、环保性差,因此根据目前的市场技术状况、公司的技术要求、产品的经济性指标拟选用丙烷气体作为公司新的焊接用气体,具体说明如下:
乙炔:乙炔的高热量、高稳定性一直被认为是最理想的切割燃气。
但由于乙炔的生产原料为电石,电石的生产又需要耗费大量的电能和焦炭等,从而造成乙炔气的价格偏高,而且生产乙炔气的过程中会生成磷和硫等有害元素,进而导致燃烧会生成对人体和环境有害的有毒气体,长时间使用对环境及人体健康有严重危害,以上两点明显违背了全球化的环保节能意识,以至于乙炔气在发达国家作为工业燃气的使用分额不足10%。
在我国,早在上世纪90 年代明确将目前乙炔气的生产定位为落后的生产工艺设备,坚决予以淘汰,但由于乙炔气在气割方面的所具有的火焰燃烧温度高、速度快、预热时间短、切割表面质量好等优点,致使上述发达国家也不能将其完全淘汰,在我国工业燃气中仍然占据主要地位。
丙烷气(液化石油气):自上世纪90 年代初被应用于我国切割领域后,一直作为乙炔气最佳的替代燃气被用于火焰切割中,丙烷气是石油炼制的副产品,现阶段除用于燃料外还没有其他用途,相比之下在价格上要比乙炔气低廉。
在火焰温度上氧-丙烷火焰温度要比氧-乙炔低几百度,大约为2300℃左右,燃烧速度较乙炔气也慢很多,因而预热时间比乙炔气长,但由于其生产成本低、切割质量好、安全性能好等优势,在切割方面逐步代替乙炔气成为切割领域最普遍的燃气。
结论:氧-丙烷切割热量、火焰温度虽不及氧-乙炔,但它的使用成本低,相对清洁、切割质量好的优点受到越来越多的用户的好评,近年来已经替代乙炔成为火焰割焊领域的首选燃气;
内容引用:
机械科学研究院哈尔滨焊接研究所《乙炔气、丙烷气及汽油火焰切割比对分析》
1 适用范围
2 引用标准
●HG/T3661.2-1999 焊接切割用燃气丙烷
●GB/R5107 —1985 焊接和切割用软管接头
●GB 9448 —1999 焊接与切割安全
●JB/T6969—1993 射吸式焊炬
●JB/T6970—1993 射吸式割炬
●JB/T7437—1994 干式回火防止器
●SH/T0230—1992《液化石油气组成测定法(色谱法)》
●SH/T0222—1992《液化石油气总硫含量测定法(电量法)》
技术指标要求:
项目单位指标
丙烷含量%(体积分数) ≥95
总硫含量mg/m3 ≤15
试验方法:
●丙烷含量:
按SH/T 0230-1992《液化石油气组成测定法(色谱法)》的规定进行;
●总硫含量:
按 SH/T 0222-1992《液化石油气总硫含量测定法(电量法)》的规定进行。
检验规则:
瓶装丙烷按下表随机抽样,检验结有任何一项指标不符合本标准要求,应从本批产品中重新加倍抽样检验,若仍有一项指标不符合本标准要求,则该批产品不合格。
产品批量瓶≤50 51~100 101~500 >500
抽样数量瓶 2 3 5 10
包装、标识:
●包装容器负荷GB5100的规定,并为丙烷专用;
●充装系数为0.41Kg/L;
●丙烷容器的储运应负荷《压力容器安全监察规程》及《危险货物运输规则》的有
关规定;
●包装标识应符合GB190、GB7144、《气瓶安全监察规程》的规定,气瓶上应
标明“焊接切割用丙烷”字样。
●丙烷出厂时应附有质量合格证,合格证包含的内容如下:
✧产品名称;
✧生产厂名称;
✧生产日期及批号;
✧产品的质量(Kg);
✧本标准代号。
安全操作技术:
●未经专门培训,不懂安全操作知识,没有获得操作资格证,不能进行气焊、气割
操作。
●在非指定的焊接区域或禁火区域内,未经办理动用明火手续或未经行政部门批
准,不能进行气焊和气割作业。
●在不清楚作业地点周围有无明火、有无易燃易爆物品及不清楚被气焊气割工件内
部是否有易燃易爆的危险物品时,不能进行气焊气割作业。
●用可燃材料作为保温层的部位及凡是火星能飞溅到的地方,在未采取必要的安全
可靠措施之前,不能进行气焊气割作业。
●有压力或密封的管道、容器等,未经确认已经释放压力之前,不能进行气焊气割
作业。
●进入设备、仓室或地下坑道及通风不良的场所进行气焊气割操作时,应在进入前
将割炬或焊炬点好火;操作完毕割炬、焊炬应随人离开操作现场,离开后灭火。
禁止在操作地点点火、调整火焰及关火,焊炬或割炬一定随人进出。
工具设备安全使用技术:
●气焊气割所使用的氧气、丙烷及其他减压器应注意爱护,防止各种原因的损坏。
发现压力表指针失灵应立即修理或更换,防止压力不稳或过高,压力过高会使胶管鼓开,发生事故,影响工作。
●使用的胶管应经常检查,如发现裂纹、烧焦、刺孔、老化、漏气等应立即更换,
以免漏气,发生事故。
●集中供气的汇流排间要指定专人进行管理,并要严格遵守有关的安全操作规程。
●焊炬、割炬使用前应检查是否正常,如发现阀门不严、漏气或无射吸力应停止使
用,进行修理或更换,防止发生事故。
●各种火焰切割机在使用前应认真阅读说明书,要严格按照说明书的要求和有关安
全操作规程进行操作,发生故障应由专人进行修理。
钢瓶的使用和管理安全:
●气焊气割所使用的氧气瓶、丙烷瓶及其他燃气钢瓶应按照有关安全管理规程进行
分处摆放,应摆放稳固,防止摔倒,空瓶和实瓶应分开放置,氧气瓶和燃气瓶严禁放在一起。
●开启钢瓶时,要用专用手柄或专用工具,严禁用其他工具开启瓶阀。
●钢瓶在装车、卸车及运输时,应避免互相碰撞。
氧气瓶不能与燃气瓶、油类材
料以及其他易燃物品同车运输。
●现场使用的钢瓶应直立地面或放置到专用瓶架上,或放在比较安全的地方,并固
定牢固,防止倾倒。
●钢瓶在夏季使用时要放在阴凉地点或采取措施防止暴晒,冬季使用时如发生冻
结、结霜或出气量不足时严禁用明火加热,只能用热水或蒸汽来解冻。
●使用时,气瓶需距明火10m以上的距离,并应避开放射性射线源
●钢瓶使用要留有一定的余压,氧气瓶为0.1 ~0.2MPa 、丙烷、丙烯钢瓶为
0.05MPa 。
消防措施:
●危险性:与氧化剂接触发生猛烈反应。
气体比空气重,沿地面扩散易积存于低洼
处,遇明火会着火回燃。
●有害燃烧产物:一氧化碳。
●灭火方法:用雾状水,泡沫、二氧化碳、干粉灭火。
●灭火注意事项及措施:切断气源,若不能切断气源,则不允许熄灭泄漏处的火焰。
消防人员必须佩戴空气呼吸器、穿全身防火防毒服,在上风向灭火。
尽可能将容器从火场移至空旷处,喷水保持火场容器冷却,直至灭火结束。
健康危害:
●急性中毒:吸入丙烷后仅有不同程度头晕,可引起头晕、头痛、兴奋或嗜睡、恶
心、呕吐、脉缓等正症状,严重时表现为麻醉状态及意识丧失。
●慢性影响:长期低浓度吸入丙烷,出现神经衰弱综合症及多汗、脉搏不稳定、立
毛肌发射增强、皮肤划痕症等自主神经功能紊乱现象,并有发生肢体远端感觉减退者。
急救措施:
●速脱离现场至空气新鲜处,保持呼吸道通畅。
●如有呼吸困难,给输氧。
●呼气、心跳停止,立即进行心肺复苏术。
●就医。