工时计算软件
工期计算器在线
工期计算器在线概要:工期计算器是一种在线工具,可以帮助用户快速而准确地计算项目的工期。
无论是建筑工程、软件开发、还是其他任何需要时间管理和项目计划的领域,工期计算器都可以发挥重要的作用。
本文将介绍工期计算器的基本原理和功能,并提供一些使用工期计算器的建议。
一、引言在各种项目管理中,确切预测工期是至关重要的。
无论是公司领导、项目经理还是团队成员,都需要知道项目完成所需的时间范围。
工期计算器在线的出现,为我们提供了一个简便的工具,可以准确地计算出项目的工期,从而协调任务分配、规划资源和控制进度。
二、工期计算器的基本原理工期计算器的基本原理是基于任务的时间估计和依赖关系。
用户需要输入项目中的所有任务,并为每个任务估计完成所需的时间。
工期计算器根据这些时间估计和相关任务之间的依赖关系,自动计算出项目的工期。
依赖关系可以是前序任务(一个任务必须在另一个任务之前完成)或并行任务(多个任务可以同时进行)。
通过分析任务的依赖关系,工期计算器可以确定项目所需的最短时间和最长时间。
三、工期计算器的功能1. 任务输入:用户可以轻松输入项目中的所有任务,并根据需要添加或删除任务。
2. 时间估计:为每个任务提供时间估计,可以选择小时、天、周等作为时间单位。
3. 依赖关系:允许用户设置任务之间的依赖关系,包括前序任务和并行任务。
4. 工期计算:根据用户输入的任务和依赖关系,自动计算出项目的最短工期和最长工期。
5. 结果展示:将工期计算结果以表格或图形的形式展示给用户,便于理解和参考。
6. 高级功能:一些工期计算器还提供额外的高级功能,如资源分配、关键路径分析和风险评估等,更好地满足复杂项目的需求。
四、如何使用工期计算器1. 收集相关信息:在使用工期计算器之前,收集项目的所有任务和相应的时间估计。
2. 输入任务:打开工期计算器在线,输入项目中的所有任务和时间估计。
3. 设置依赖关系:根据任务之间的实际依赖关系,设置前序任务和并行任务。
CAPP中焊接工时及焊料定额计算

CAPP中焊接工时及焊料定额计算利用工艺编制软件CAPP,经二次开发编制容器焊接工艺的意义在于:根据标准化的容器焊接工艺,开发出焊接工艺资源库及典型工艺库,重复利用典型工艺的计算功能,实现容器焊接工艺的工时及焊料定额的自动计算功能。
减少了容器焊接工艺人员工作量,缩短了容器焊接工艺的编制时间,提高了容器焊接工艺编制的工作效率。
CAPP是总厂信息化的一部分,CAPP能够在编制焊接工艺过程中,利用典型工艺自动计算工时及焊料定额。
利用CAPP软件编制工艺流程见图1.图1 软件编制工艺流程实现容器焊接工艺人员要求的工时及焊料定额自动计算功能,就需要建立典型工艺。
经过我们焊接所领导及焊接工艺人员多年努力及研究,已经把容器的焊接工艺标准化、参数化。
在此基础上CAPP软件建立焊接工艺资源库,从而生成典型工艺库,实现容器焊接工艺工时及焊料定额的自动计算。
1 焊接工艺资源库焊接工艺资源库包含很多子库,它是把以前标准化总结出来的可用资源保存到CAPP资源库中,是可以多次利用的资源库,是生成典型工艺的支持库。
1.1 "焊接类型"资源库在实际的焊接生产过程中,有很多种焊接方法,不同的焊接方法有不同的焊接工艺,不同焊接方法的焊接工艺统一定义为焊接类型。
不同种类的焊接类型组成了"焊接类型"资源库,包含了堆焊、组焊等。
它是生成典型工艺的基础。
1.2 "焊接工艺计算公式"资源库在焊接工艺标准化过程中,整理不同焊接类型中焊接工艺数据,提取出计算的参数,形成一种焊接类型多个计算公式,输人不同参数,计算出此焊接类型的焊接工艺工时及材料定额。
所有的焊接类型计算公式就形成了"焊接工艺计算公式"资源库。
按照公式代码为唯一标示排列。
它是生成能够自动计算的典型工艺的根本。
2 典型工艺库典型工艺库就是多个典型工艺按照产品类型、母材、焊接型式、焊接材料树型结构组成。
一个典型工艺,包含了唯一的标识码及典型工艺特征说明及文档。
Project实战--工时_工期_单位
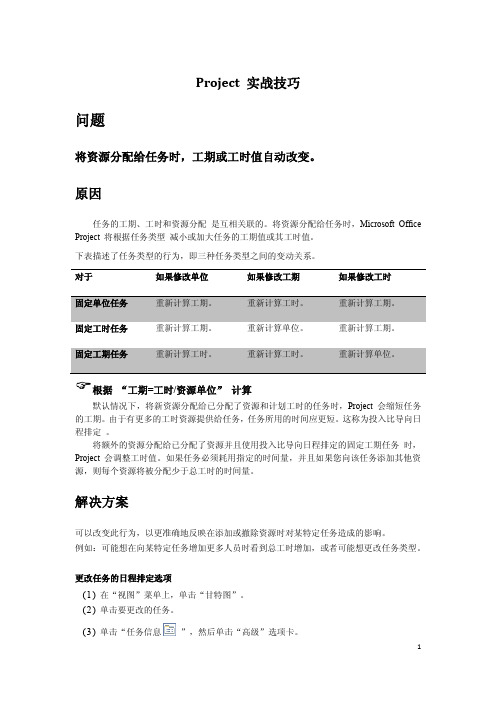
若对单位进行变化,则针对固定单位和固定工时这两种不同的任务类型,Project 的日程排 定结果将会一致对工期进行改动。
项目管理者联盟
另外, “固定”的意思是指,在为特定任务分配了值,然后又对项目日程排定公式的其他要 素(如资源单位、工时或工期)进行了更改之后, “固定”的任务类型对应的值保持不变, Project 将对其他值重新进行计算。但是,您可以随时更改任务类型的值,更改后的值将成 为该任务的新“固定”值。 例子:对固定单位的任务强制更改单位,对固定工时的任务更改单位,则两种情况得到的结 果都是工期延长,如下图:
blog.my p
2) 投入比导向计算方法不能应用于同时分配的多个资源,以及第一次在任务中分配的多个 资源。但是在初次分配多个资源之后,为同一任务添加新资源或从中删除资源时,任务 的“工时”值将不会更改。
项目
示例:制订此任务的日程之后,再创建一项同样的任务,工期为 24 小时,但仅分配一 个全职 (100%) 资源。该任务的工时为 24 小时。稍后,再添加另一个全职 (100%) 资 源。投入比导向日程排定功能将导致 Project 在该任务中为每一个资源排定 12 小时的 工时。任务的总工时保持 24 小时不变,任务的工期缩短为 12 小时。
项目管理
但固定单位+投入比导向和固定工时,还是有区别的。
根据投入比导向中所说的资源分配次序和工时的关系,可以得到如下结果。
(1) 创建两个任务,分别为: “投入百分比,固定单位(同时添加 A,B) ” , “投入百分比,
4
固定工时(现添加 A,后添加 B)”
(2) 先分别输入工期:3d。 (3) 准备 2 个资源 A 和 B。至少需要 2 个资源,否则投入百分比不起作用。(ຫໍສະໝຸດ )投入比导向法对日程排定公式的影响
标准工时的计算公式

設定標準工時的工具、步驟、測試方法:工具:1)秒表(停表、馬表)2)觀測記錄板3)時間記錄表4)其它步驟:1)收集資料2)劃分操作單位3)測時並記錄4)評定正常時間5)確定寬放時間6)設立標準時間測試方法:1)歸零法(測一次回一次零)2)連續測試法[測時開始直至結束,中間不歸零,此方法有兩種定義:1、測單一工位時,連測;2、從流水線首站開始一站一站測,直至流水線最後工序]3)MOD法(模特法)標準工時的計算公式(初階-預算篇)1、Tack time(TT)= 每日作業時間(分)÷日產量(PCS)= 每日作業時間(分)*生產線稼動率/日產量(PCS)*良品率(不良品除外)Tack Time是指在實際生產中常會發生不良品、組裝不良、設備的調整或故障導致的生產線停止、作業故障導致的運輸混亂等現象;日產量(PCS)=每日作業時間(分)/TT以上公式表明,TT值越低,產量越高;(TT可為產距時間、節拍)注:TT = 作業員每月(日)的操作時間/ 每月(日)市場訂單的需求量2、標準工時(Standard Time)的計算:ST= 正常時間*作業寬放= 平均操作時間* 評比+ 寬放單位工時=Neck Time(NT)瓶頸時間* 工程人數*作業寬放3、生產平衡率= [Σ各工程數測出時間總和/ (瓶頸時間*工程數)]*100%計算出的值的低於85%,可通過生產線的改善(簡化、重排、合並、剔除、新增)來提高生產平衡率(生產線編成效率)注:不平衡率= [ (工作總點數* 耗時最多工作點之標準工時) –工作總工時] / 工作總點數* 耗時最多工作點數標準工時= 1-生產平衡率4、傳送帶速度= 傳送帶上產品間的間距/Tact-Time傳送帶上產品間的間距是一個舒適的作業,一般不作改動,故以上公式表明,TT 值越低,傳送帶速度越快,結合上面公式說明,產量越高;5、生產率= 產出/ 投入產出越高或投入越少,生產率越高;(投入包括成本的投入等綜合的投入),從以上的公式說明,投入可以體現出浪費的程度,所以,控制浪費減少投入,提高生產率;6、稼動率= (投入工時–除外工時)/投入工時稼動率可反饋產線的作業有效率、作業人員作業的有效率;7、相應名詞解釋:制程時間(Process Time)縮寫為PT人的時間(Human Time)縮寫為HT機器時間(Machine Time)縮寫為MT周期時間(Cycle Time)縮寫為CT[指實際上平均每隔幾秒鍾產出一個產品] 加工時間(PT)= HT+MT–重疊時間周期時間(CT)=PT/批流量當批流量= 一個流;則CT = PT一個流是指每次加工一個,檢查一個,傳送至下工序二個流是指每次加工一個二個、檢查二個,傳送至兩個至下工序二個流以上的生產方式,皆稱為批量流標準工時的計算公式(中階-核算篇)秒表測試及模擬仿真軟件都是通過日常的積累總結獲得的經驗來進行設定、判定,中間都存在一定的誤差,以下針對常用的秒表測試來進行一定的核算,以確保所訂的工時達一定的正確性。
北森工时管理计算
北森工时管理计算
北森工时管理计算是一款专为企业管理工时而开发的软件,它可以帮助企业高效地管理和监控员工的工作时间。
该软件有助于企业实现有效的工时管理和规划,提高工作效率,缩短工作时间,减少成本。
该软件可以帮助企业实现精细化的工时管理,例如可以自动跟踪员工的出勤记录、记录超时工作时间、记录调休工作时间等,可以有效地审查和管理员工的工作时间,可以有效地实现工时准确性。
它还可以帮助企业实现工时分配,可以根据员工的身份,安排不同的工作任务,从而提高工作效率和质量。
此外,该软件还可以实现工资计算,可以按照企业的实际工资政策,根据员工的工作时间,计算并生成员工的工资条,可以有效地控制工资成本。
最后,该软件还可以帮助企业实现分析报告,可以根据实际情况,将所有员工的工时息整合,分析出工作效率、调休情况等,帮助企业了解员工的工作情况,从而更好地实现企业的管理目标。
总之,北森工时管理计算是一款为企业管理工时而设计的软件,它可以帮助企业实现有效的工时管理和规划,提高工作效率,减少成本,帮助企业实现企业的管理目标。
gsd标准工时软件

gsd标准工时软件GSD标准工时软件。
GSD标准工时软件是一款用于工时管理和生产效率提升的工具,它能够帮助企业精确计算生产过程中的工时,并根据实际情况进行合理分配,从而达到提高生产效率的目的。
本文将介绍GSD标准工时软件的功能和优势,帮助用户更好地了解和使用这一工具。
首先,GSD标准工时软件具有精准计时的功能。
通过软件记录每个员工在生产过程中所花费的时间,包括准备时间、操作时间和清理时间等,实现对工时的精准计算。
这样一来,企业可以清晰地了解到每个环节的工时情况,为生产计划和人力资源管理提供准确的数据支持。
其次,GSD标准工时软件能够进行工时分析和优化。
软件可以对生产过程中的工时进行分析,找出存在的问题和不必要的时间浪费,从而进行合理的优化。
通过对工时的精细管理,企业可以提高生产效率,降低生产成本,提升竞争力。
此外,GSD标准工时软件还具有生产进度跟踪的功能。
软件可以实时监控生产进度,及时发现生产中的问题和瓶颈,帮助企业进行生产进度的调整和优化。
通过对生产进度的有效跟踪,企业可以更好地安排生产计划,保证订单的及时完成。
另外,GSD标准工时软件还支持定制化报表和数据分析。
软件可以根据用户的需求,生成各类定制化报表,帮助企业进行数据分析和决策。
通过对生产数据的深入分析,企业可以更好地把握生产情况,为未来的生产计划和管理决策提供有力的支持。
总的来说,GSD标准工时软件是一款功能强大、操作简便的工时管理工具,它能够帮助企业实现工时精准计算、工时分析和优化、生产进度跟踪以及定制化报表和数据分析等功能。
通过使用这一工具,企业可以提高生产效率,降低生产成本,实现生产过程的精细化管理,从而在激烈的市场竞争中立于不败之地。
希望本文的介绍能够帮助用户更好地了解和使用GSD标准工时软件,实现生产效率的提升和管理水平的提高。
同时,也希望软件开发商能够不断改进和完善软件功能,为用户提供更好的工时管理工具,共同促进企业的发展和进步。
工时管理系统
工时管理系统工时管理系统是一种用于跟踪和管理员工工时的软件工具。
它可以帮助企业准确记录员工的工作时间、加班情况以及休假情况,以便更好地管理人力资源和加强劳动力的规划。
这篇文档将介绍工时管理系统的功能、优势以及如何有效地使用它来提升企业的绩效和效率。
1. 功能概述工时管理系统通常包含以下功能:1.1 员工管理:系统可以存储和管理员工的基本信息,包括姓名、职位、部门、联系方式等。
管理员可以根据需要添加、编辑或删除员工信息。
1.2 工时记录:员工可以使用工时管理系统记录自己的工作时间。
系统可以记录每日的上班时间、下班时间、以及中间的休息时间。
管理员可以查看员工的工时记录,以便了解员工的工作时间和考勤情况。
1.3 加班管理:系统可以记录加班情况,包括加班的时间、原因和加班的时长。
管理员可以根据加班记录进行工资计算或调整工作安排。
1.4 请假管理:员工可以使用工时管理系统申请休假或调休,并提供原因和休假期间。
管理员可以根据员工的请假请求进行批准或拒绝,并在系统中记录休假情况。
1.5 统计和报表:系统可以生成各类统计和报表,例如员工的出勤率、加班时长、请假情况等。
这些统计和报表可以帮助管理员更好地了解员工的工作情况,并进行人力资源的合理规划。
2. 优势使用工时管理系统有以下优势:2.1 自动化数据记录:工时管理系统可以自动记录员工的工作时间和出勤情况,避免了繁琐的纸质记录和手动计算。
这大大提高了数据的准确性和可靠性,减少了人为错误的出现。
2.2 提高劳动力效率:工时管理系统可以帮助企业更好地分析和管理人力资源,以便更好地安排工作和任务分配。
管理员可以通过系统的统计和报表功能,了解员工的工作状况,从而更好地调整工作计划和提高劳动力的效率。
2.3 加强考勤管理:工时管理系统可以帮助企业更好地管理员工的出勤情况,减少迟到早退现象的发生。
系统可以自动记录员工的上下班时间,并提醒管理人员对异常情况进行处理。
这有助于改善企业的工作纪律和提高员工的工作态度。
倒班员工计算工时方案

倒班员工计算工时方案倒班工时制,又称为轮班工时制,是指在一定时间内,将员工的工作时间安排在不同的班次中,轮流进行工作的一种工时安排方案。
该方案可以应用于24小时连续运转的生产企业、医疗机构以及服务行业等需要全天候运作或需要弹性工作时间的场所。
倒班工时制的实施可以提高生产效率和员工的工作满意度,同时帮助企业实现生产线连续运转,并为员工提供更灵活的工作时间选择。
以下是一种针对倒班员工计算工时的方案。
首先,需要确定倒班工时制的班次安排。
可以根据企业的具体情况,包括生产需求、员工数量和工作时间要求等因素来确定。
比较常见的倒班制包括两班倒制、三班倒制和四班倒制等。
在确定好班次安排后,接下来需要定义每个班次的工作时间和休息时间。
一般来说,每个班次的工作时间应保持一致,以便员工能够适应工作节奏。
在工作时间中,应设置合理的休息时间,以保证员工的工作效率和身体健康。
对于每个班次的工时计算,可以采用以下几种方法:1.固定工时制:即规定每个班次的工作时间保持不变,例如8小时或12小时等。
根据班次安排,可以计算出每个员工的总工作时间。
2.浮动工时制:即根据生产需求和员工数量等因素,灵活调整每个班次的工作时间。
这种工时计算方法可以根据实际情况进行调整,确保员工满足工作要求的同时,避免过度疲劳。
3.累计工时制:即计算员工在一定时间内的总工作时间,例如每周、每月或每年的总工作时间。
根据每个班次的工时和班次之间的休息时间,可以累计员工的总工作时间。
除了以上工时计算方法外,还需要考虑加班和调休的情况。
对于加班,应根据劳动法规定的加班工资标准进行计算,并记录加班时间。
对于调休,可以根据企业的规定,记录员工的调休时间,并在达到规定的调休时间后,安排员工休息。
此外,为了便于员工和管理层的了解和调度,可以使用计算工时的软件或工具来帮助自动化计算和管理工时。
这些软件可以根据设定好的班次安排和工时计算规则,帮助生成工时表和报表,实现对员工工时的自动统计和管理。
好用的工时记录工时管理软件有哪些
好用的工时记录工时管理软件有哪些【9款主流工时记录、工时管理系统对比!】一、工时系统的分类工时管理系统属于企业管理信息系统的一个组成部分,可以快速便捷地解决企业员工的班管理问题,一般主要分为几个模块,比如工时记录、工时统计。
但工时管理系统往往不是独立的,它一定是与一些项目相关,所以我们可以在很多管理系统中看到工时管理模块,比如:OA系统、项目管理软件、人力资源管理软件、企业资源管理(ERP)系统等等。
下面我们就来对比一些主流的工时记录、统计、管理系统。
二、主流的9款项目工时管理系统软件1.研发项目工时管理-PingCode 是一款覆盖研发全生命周期的项目管理系统,被广泛用于需求收集、需求管理、需求优先级、产品路线图、项目管理(敏捷/kanban/瀑布)、测试管理、缺陷追踪、项目文档管理、效能度量等领域。
并且集成了github、gitlab、jinkens、企微、飞书等主流工具,也就是说我们能在需求下面关联代码,关联集成信息,在飞书查看通知等。
对比其他产品它具有简单易上手、开箱即用、成本低的特点。
2.通用项目工时管理-根据市场调查及一些数据显示,Worktile 是国内使用最为广泛、最知名的项目管理系统。
在工时管理方面支持工时登记、工时审批、汇总统计,能够帮助企业管理者获知工时数据,以便协调资源,控制成本。
被广泛用于电商、市场活动、律所项目、生产制造、行政、财务、设计、工程、教育、科研等几乎包含所有类型的项目。
并且有许多知名客户,比如百度、招商银行、小米、旷世等等。
在功能上,Worktile 具备OKR目标管理、项目管理、项目集管理、项目计划、项目风险、项目成本管理、企业网盘、审批、简报等能力。
Worktile 为10人以下的小型团队提供了基础的免费版本。
其最大优点就在于具备强大的自定义能力,能够配置出符合各种项目团队的流程、表单、字段、数据报表,以及丰富的模板市场。
3.自动化工时管理-RescueTimeRescueTime是一款自动化的工时管理软件,它可以在后台运行,监测你在电脑上的活动,自动记录你的工作时间和休息时间。
建筑工程工程量计算软件的应用大纲
建筑工程工程量计算软件的应用大纲什么是建筑工程工程量计算软件建筑工程工程量计算软件是指能够根据建筑工程项目的施工图纸自动计算出所需材料、施工工序以及人工工时等工程量,最终生成工程量清单的计算软件。
这种软件常用于建筑工程设计、项目管理、造价预算等方面。
建筑工程工程量计算软件的应用1. 施工图设计阶段在建筑工程的施工图设计阶段,建筑工程工程量计算软件可以帮助工程师快速计算出所需的材料和工时,从而为选材和施工工序安排提供了依据。
此外,该软件还可以自动生成施工图纸,提高了设计效率和准确度。
2. 工程量清单编制建筑工程工程量计算软件可以自动生成工程量清单,减少了人工编制、统计清单的时间和出错率。
同时,也帮助建筑企业和施工单位更快地了解工程的整体情况,从而制定合理的建筑施工计划。
3. 造价控制建筑工程工程量计算软件可以自动生成施工成本清单,帮助建筑企业掌握工程造价,进行科学的成本控制和管理。
通过分析工程成本,帮助企业从材料选择、施工工艺、施工方式等方面寻找优化的空间,减少浪费和节约成本。
建筑工程工程量计算软件的优势1. 提高工作效率建筑工程工程量计算软件可以自动为工程师生成施工图纸和工程量清单,减少了人工计算和编制清单的时间和出错率,从而提高了工作效率。
2. 准确性高建筑工程工程量计算软件基于数学算法和建筑物理等专业知识进行计算,准确性高,为建筑工程的施工提供了可靠的数据支持。
3. 便于管理与比较建筑工程工程量计算软件可以保存数据,方便将来的管理和比较。
通过对工程量清单的比较,可以对工程进度、施工效率和成本控制进行评估。
建筑工程工程量计算软件的发展和前景目前,建筑工程工程量计算软件已经得到广泛的应用,并不断发展壮大。
未来,随着计算机技术和软件技术的快速发展,建筑工程工程量计算软件也会更加智能化,更加适应建筑工程的需求。
同时,随着人工智能、大数据技术的发展,建筑工程工程量计算软件也将变得更加高效和准确,成为建筑工程领域不可或缺的技术工具。
用EXCEL进行考勤及加班工时计算
用EXCEL进行考勤及加班工时计算考勤及加班工时计算是企业管理中非常重要的一项工作。
EXCEL作为一款功能强大的办公软件,为我们提供了便捷高效的数据管理和计算功能,可以帮助我们轻松完成考勤及加班工时的计算工作。
首先,在EXCEL中创建一个考勤表格,包括员工姓名、考勤时间、上班时间、下班时间、缺勤、迟到、早退、加班等字段。
可以根据实际需要自由设置字段。
然后,根据员工的考勤情况,将相关数据输入到表格中。
比如,上班时间为早上8:30,下班时间为下午5:30,如果员工按时到岗,则相应单元格填写"8:30"和"17:30",如果迟到,则填写实际到岗时间;如果缺勤或早退,则填写"缺勤"或"早退"。
接下来,我们需要计算员工的工作时间。
首先,可以使用函数来计算每日的工作时长。
使用IF函数来判断员工是否缺勤或早退,如果是的话,工作时长为0,否则计算下班时间减去上班时间。
然后,可以使用SUM函数来计算一个月的工作时长,将每日的工作时长相加即可。
同时,还可以根据工作时长来计算加班时间。
假设每天的标准工作时间为8小时,超出8小时的即为加班时间。
可以使用IF函数来判断每日的工作时长是否超出标准工作时间,如果是的话,计算超出部分作为加班时间,否则加班时间为0。
然后,使用SUM函数将每日的加班时间相加,即可计算一个月的加班时间。
在计算完工作时间和加班时间后,还可以根据企业的规定,计算相应的加班工资。
可以设置一个每小时加班工资的字段,使用乘法运算符将加班时间与加班工资相乘,即可计算出加班工资。
最后,可以利用EXCEL的数据透视表功能,对考勤数据进行汇总和分析。
可以按照员工姓名或部门进行分组,统计每个员工或部门的工作时长、加班时间和加班工资。
除了以上的基本计算功能,EXCEL还提供了其他许多强大的功能,比如自动填充、条件格式、数据验证等,可以帮助我们更便捷地进行考勤及加班工时的计算和管理。
各种加工工时计算软件

各种加工工时计算软件随着科技的不断发展,加工行业也日益迎合数字化和智能化的趋势。
现在市面上涌现出了许多加工工时计算软件,为加工行业提供了更高效、准确和可靠的工时计算功能。
本文将介绍几种常见的加工工时计算软件。
1. CAMworksCAMworks是一款基于SolidWorks的加工工时计算软件。
它集成了CAD和CAM功能,能够实现从设计到加工的完整流程。
该软件支持各种加工方式,如铣削、车削、线切割等,并能根据材料、刀具和机床等参数进行工时计算。
CAMworks还能进行工艺规划和路径优化,提高加工效率。
2. MastercamMastercam是一款广泛应用的加工工时计算软件。
它支持多种加工方式和机床类型,包括铣削、车削、线切割、钻孔等。
Mastercam具有强大的建模和编程功能,能够快速生成刀具路径和加工代码。
该软件还提供准确的工时计算功能,能根据材料、加工方式和工艺参数等进行工时估算。
3. Siemens NXSiemens NX是一款综合性的加工工时计算软件。
它提供了完整的CAD/CAM/CAE解决方案,支持各种加工方式和机床类型。
Siemens NX具有强大的建模和分析功能,能够实现复杂几何形状的加工。
该软件还能进行工艺规划和路径优化,提高加工效率。
同时,Siemens NX还具备准确的工时计算功能,能根据材料、刀具和机床等参数进行工时估算。
4. EdgecamEdgecam是一款专业的加工工时计算软件。
它支持多种加工方式和机床类型,包括铣削、车削、线切割等。
Edgecam具有友好的用户界面和强大的模型建立功能,能够快速生成刀具路径和加工代码。
该软件还提供准确的工时计算功能,能根据材料、加工方式和刀具参数等进行工时估算。
此外,Edgecam还支持路径优化和碰撞检查等功能,提高加工效率和安全性。
5. HyperMillHyperMill是一款专业的加工工时计算软件。
它支持各种加工方式和机床类型,包括铣削、车削、线切割等。
软件项目工时估算的方法

软件项目工时估算的方法在软件开发过程中,正确估算项目工时是一个关键的任务。
工时估算能够提供项目所需资源的预期成本和时间投资,帮助优化项目规划和提高项目成功的机会。
以下是一些常用的软件项目工时估算方法:1. 规模估算法:这种方法基于已知的软件规模数据来估算工时。
开发团队通过之前完成的类似项目的实际工时数据来估算当前项目所需的工时。
这些数据可以是代码行数、功能点数或者其他可测量的指标。
通过比较项目规模和已知项目规模之间的差异,可以估算出当前项目所需的工时。
2. 参数估算法:参数估算法使用一系列预定义的参数来估算工时。
这些参数可能包括技术复杂性、开发人员的经验、项目风险等。
通过确定每个参数的权重和得分,可以得出项目的总体工时估算。
参数估算法需要丰富的经验和历史数据来制定正确的参数和权重。
3. 类比估算法:类比估算法通过将当前项目与之前完成的类似项目进行比较来估算工时。
根据两个项目之间的相似度,可以预测出当前项目所需的工时。
这种方法要求开发团队具有足够的经验和已知项目的详细工时数据。
4. 三点估算法:三点估算法基于对每个任务的最佳、最坏和最有可能的情况进行估算。
开发团队对每个任务进行评估,给出三个值:乐观时间、悲观时间和最有可能时间。
然后根据这些值计算出每个任务的加权平均时间,从而估算出整个项目的工时。
三点估算法能够考虑到任务执行中不确定性因素,使估算结果更加准确。
以上方法都有各自的优点和适用场景,选择适合的方法需要根据项目具体情况和开发团队的经验来决定。
此外,工时估算需要不断迭代和更新,随着项目的进展和实际情况的变化进行调整,以确保估算结果的准确性和可信度。
最重要的是,在进行工时估算时要尽量考虑项目的风险和不确定性,以避免项目进展不顺利和超出预算。
工期计算器

工期计算器工期计算器是一种常用的工具,用于帮助项目经理和团队成员计划和管理项目的时间表。
通过输入项目的任务和工作量,工期计算器可以自动计算出项目的总工时和预计完成时间,从而帮助项目团队更好地安排资源和时间,提高项目的执行效率。
下面将详细介绍工期计算器的功能和使用方法,并提供一些注意事项。
2.工时计算:工期计算器可以根据任务列表中的工作量和资源分配情况,自动计算出项目的总工时。
工时计算是根据任务的工作量和负责人的工作能力来进行的。
通常,工时以小时为单位计算,用户可以根据项目需求设置工作量的精确度。
3.预计完成时间:通过将总工时除以每天的工作时长,工期计算器可以估算出项目的预计完成时间。
这对于项目团队来说非常有价值,可以帮助他们决定是否需要增加工作人员或调整工作计划,以确保项目按时交付。
4.里程碑设定:里程碑是项目中的重要节点,通常对应于项目的重要成果或阶段性目标。
工期计算器可以让用户设置里程碑,在项目时间表中突出显示。
这有助于团队成员更好地了解项目的整体进展和关键时间节点。
5. Gantt 图表:Gantt 图表是一种以时间为轴的进度表,用于可视化项目的时间安排和任务进展。
工期计算器通常有内置的 Gantt 图表功能,可以根据任务列表和时间表生成 Gantt 图。
Gantt 图表可以直观地展示项目的进度和任务依赖关系,使团队成员更好地了解项目的整体情况。
1.创建任务列表:首先,用户需要创建项目的任务列表。
根据项目的具体需求,列出所有需要完成的任务,并为每个任务指定任务名称、工作量、负责人和完成日期等信息。
在创建任务列表时,可以考虑任务的优先级和依赖关系,以便更好地安排项目的时间和资源。
2.设置工时和工作日历:在进行工时计算之前,用户需要设置每天的工作时长和每周的工作日。
通常,标准工作日为8小时,工作周为5天。
但是,如果项目有特殊的工作时间要求,用户可以根据实际情况进行设置。
3.计算总工时和预计完成时间:在任务列表和工作日历设置完成后,可以使用工期计算器自动计算项目的总工时和预计完成时间。
工时是指一个工艺所需要的加工时间
工时是指一个工艺所需要的加工时间,一般这样的单位都会有规定一个工时多少钱.例如,一个焊工的活,这道工序要三个小时完成,那这个工时就是三小时,如果每小时是三元钱,那就是九元钱,每个工人都会有工时卡片,就是记录他们一个月的所有工时比如说一个零件要用车床车,车一个要3小时,那么单件的工时就是3小时,如果车了3个,总工时就是9小时,核算工资了如果5元/小时的话,工资就是54元,就是这么简单.一般车间的工资比较麻烦的,我们单位有任务加工单,上面记录工时,工别,零件名称,工作者等等,月底上缴核算工资工时考核,有利也有弊,它是一把双刃剑,用好了就是一个比较好的管理工具,提高员工的作业效率,提升检修质量等等,用不好了,就会成为为了挣工时而产生矛盾,做好这方面的平衡,我认为有以下几点需要注意:1、不论是按时间还是按工作量定,一定要做到对事不对人,不能以任何客观存在的原因来随意修改工时定额;2、制定工时的过程中,考核对象一定要参与进来,共同完成工时定额的定制;3、编制工时定额时一定要充分考虑到可能出现的情况。
制定过程中要详细地现场调研。
4、执行过程中,一定要公开公平;5、不能按时间来定的,比如系统大修等一定要解决好劳动量与人员分配的问题。
能按时间来定的,尽量统一按时间、人员来共同制定,不能按时间来定的,建议取个折标系数。
一家之言,仅供参考。
工时定额,又称为标准工作时间,是在标准的工作条件下,操作人员完成单位特定工作所需的时间.如对车工加工一个零件、装配工组装一个部件或一个产品所规定的时间;对宾馆服务员清理一间客房所规定的时间。
通用的制定方法首先要了解加工件的加工工艺,根据加工工艺确定每一道工序所用时间,最后累计的总数就是消耗工时数。
因为设备不同,人员素质不同,加工手段不同,要求精度不同,以及各地域工资水平差异,各工序工时定额也有差异,没一个具体价格。
目前先进的是用机械加工工时定额计算的微机管理系统:机械加工工时定额计算的微机管理系统结合了机械加工的特点、应用数据库Visal FoxPro6.0软件、实现了运用计算机辅助技术计算工时定额的功能.从而用科学先进的手段和方法代替了手工计算,计算出的工时定额,不仅效率高、理论性强,而且准确性好.古老的方法是一个人做,一个人站在一边计时间,然后依照其加工的实际时间作一点加减当作标准。
计划工时计算步骤
计划工时计算步骤哎呀,说起计划工时计算步骤啊,这事儿可真是让人头疼。
你想想,咱们平时工作忙得跟什么似的,还得算这个,那不是给自己找麻烦嘛。
不过呢,既然得做,那就得做得漂亮,对吧?首先,咱们得坐下来,泡杯咖啡,放松一下。
这事儿急不得,得慢慢来。
拿出你的小本本,或者打开你的电脑,准备开始。
咱们先得搞清楚,这个工作是啥。
比如说,你要组装一台电脑,那你得知道,这电脑有多少个零件,每个零件需要多少时间。
这就是第一步,叫做“任务分解”。
你得把大任务拆成小任务,这样才好计算嘛。
接下来,就是第二步了,叫做“时间估计”。
你得根据你的经验,或者问问有经验的人,每个小任务大概需要多久。
比如说,装个CPU,你可能需要10分钟,装个硬盘,可能需要15分钟。
这时候,你得细心点,别把时间估得太短,也别太长,要实事求是。
第三步,就是“汇总时间”。
你把每个小任务的时间加起来,就得出了总时间。
这时候,你得留点余地,毕竟,有时候会出现意外,比如螺丝刀找不到了,或者电脑零件不匹配。
所以,你得把总时间乘以1.2或者1.5,这样比较保险。
最后一步,就是“调整计划”。
你得根据实际情况,看看这个计划是否可行。
如果时间太长,你得想想,是不是可以优化一下流程,或者找人帮忙。
如果时间太短,那也得小心,别到时候手忙脚乱的。
你看,这计划工时计算步骤,其实就跟咱们平时做饭一样,得一步步来,不能急。
你得先准备好材料,然后按步骤来,最后还得尝尝味道,看看是不是合口味。
工作也是这样,得有计划,有步骤,还得灵活调整。
所以啊,下次再遇到计划工时计算,你就别头疼了,就当是给自己做顿饭,慢慢来,享受这个过程。
毕竟,工作嘛,不就是为了生活嘛,对吧?咱们得学会在忙碌中找乐趣,这样生活才有意思。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工 作 台 装卡方法
基面情况 已加工 已加工 已加工 已加工 已加工 已加工 已加工 已加工 已加工 已加工 未加工 未加工 已加工 已加工
找正方法 目 测 尺 针 测 测 针
V型铁
角 划
分度 头三爪 分度头 后顶尖 分度头 前后顶尖 立式三爪 虎 钳 工作台
目 目 划
不找正
目 测 0.021 划 针 0.067 目 测 0.03 划 针 0.17 单端螺母T=0.113G+0.25n+1.96 (n——————工件件数) 心 轴T=0.059Z+0.093 (Z————————螺纹牙数)
—槽长
07t+0.004B²+0.5) 3.2 t
.25
(0.0006t+0.022)L+(0.1t+0.6) B
—槽长
)
+16.7t+870)/1000
045)B+(0.58M+0.05)]Z .7M+0.06)]Z
4D+740)/1000
)
铣
类别/时间/机床 一 般 中 等 复 杂
床
X52—X53 30 45 80
1.铣床时间定额标准(一) 单位:分 准 终 时 间 X62W—X63W 35 50 90
一般:包括接受任务领取工票熟悉图纸工艺及加工方法、点收零件、领还工量具折装 钳刀具螺丝压板、V型铁、平分盘、胎具、校准量具、尺寸换算、首件检查。 中等:除包括一般内容外增加铣四方、六方对双刀、折装小立铣头、平分盘挂轮花键 架及中心架等。 复杂:除包括一般及中等内容外,增加卧铣花键找中心及调整双刀尺寸,铣凸轮及螺 装 卸 公 式
卧 铣 键 槽 ▽4——▽5 ▽6
T不单=(0.0016B+0.028)L+2.5 T不单=(0.002B+0.05)L+3.2
B——槽长 卧 铣 一 般 槽
L——槽长
▽4——▽5 ▽3
B——槽长
T不单=(0.03L+0.07t+0.004B²+0.5) ▽6 K=1.25
L——槽长
卧
▽4——▽5
0.022 3.36 0.022 6.36 吊车﹙G>25Kg﹚ K b 0.022 1.86 0.022 0.022 3.36 0.022 6.36 0.007 5.3
0.39 0.67 0.72 2.33 0.022 —————工件件数) —————螺纹牙数)
6.96
B+0.028)L+2.5
B+0.05)L+3.2
Y63K 40 55 90
零件重量 装夹工时
收零件、领还工量具折装分度头、虎 首件检查。 立铣头、平分盘挂轮花键滚床装卸尾
10 槽宽 槽长 2.34 槽深
14 40 20
加工时间 14.8574 系数 总时间 1.4 24.0763
整双刀尺寸,铣凸轮及螺旋槽挂轮、
) 手动(G≤25Kg) b 0.31 0.85 0.76 1.74 手动(G≤25Kg) b 0.66 2.34 2 0.43 0.6 0.94 0.45 0.007 0.007 0.022 3.07 4.1 2.36 吊车 K b
t———切深 L———加工长度
铣
切
断 T不单=
(0.0006t+0.022)L+(0.1t
B———切宽
卧铣两侧面 (高速钢三面刃双刃) ▽4——▽5
▽6
K=1.2
T不单=(0.42L+10L+16.7t+870)/1000 单片刀铣一侧面 K=0.7
t———切深
L———加工长度
▽4——▽5
卧 铣 齿 条 T不单=[(0.0058M+0.0045)B+(0.58M+0.05)]Z T不单=[(0.007M+0.0054)B+(0.7M+0.06)]Z
T装=KG+b
基面情况 已 已 已 已 加 加 加 加 工 工 工 工 装卡方法 虎 钳 目 划 目 划 测 针 测 针
(注:G为工件重量) 找正方法 手动(G≤25Kg) K 0.048 0.1 0.08 0.16 手动(G≤25Kg) K 0.046 2.34 0.1 0.75 0.06 0.16 0.104
B———齿宽 K=0.6 Z———齿数
▽3
硬质合金刀加工 M———模数
卧 单=(0.135DL+30.4L+51.4D+740)/1000 K=0.8 单刀加工 K=1.7
L———加工长度
卧铣六方 (高速钢三面刃双刀)
X52—X53 30 45 80