面条食品生产工艺流程图
花色挂面生产工艺流程图
花色挂面生产工艺流程图
花色挂面生产工艺流程图原辅料预处理和面? 熟化压延切条
干燥? 下架切断称重包装?
检验入库
注:标有“?”的为关键设备
1、双轴和面机:转速90转/分钟,动力7.5kw,单速手动开门。
2、550型低温挂面生产线技术参数
全长400米,主传动4kw电磁调速,热风炉供热。
冷风定条区:低于室温1-5?,相对湿度85-95%
索道长114米,时间:54分钟,带速0.54米/分钟
保湿发汗降水区:28?-35? 相对湿度55-65%
索道长152米,时间:82分钟,带速0.54米/分钟
降温冷却区:高于室温2-5?,相对湿度60-70%
索道长114米,时间:54分钟,带速0.54米/分钟 3、包装:按操作规定操作,每班上班之前须预先紫外线消毒30分钟。
面粉工艺流程图(精)
小麦粉生产工艺流程图
去除大杂、小杂、轻杂去除大杂、小杂、轻杂去除并肩石、泥块去除荞子、燕麦去除磁性金属物
去除麦毛、泥块去除大杂、小杂、轻杂加水2-3% 润麦24-36小时去除并肩石、泥块去除磁性金属物去除麦毛、泥块
去除大杂、小杂、轻杂加水1%左右去除磁性金属物
注:标注“*”项环节为关键控制点。
筛理打麦筛理风选一次着水润麦原粮接收风选磁选储存清理* 风选去石* 磁选* 去石* 磁选* 打麦
筛理风选二次着水磁选*
研磨* 清粉打麸麸皮打包成品检验入库面粉打包麸皮入库。
面条加工工艺流程图

水质应符合国家饮用水卫生标准,保证面条生产 的安全卫生。
添加剂选用
增稠剂
如羧甲基纤维素钠等,可提高面条的粘性和 弹性,改善口感。
抗氧化剂
如维生素C等,可延缓面条老化,保持面条 的新鲜度和口感。
乳化剂
如单甘酯等,可改善面条表面的光滑度,提 高口感和外观质量。
营养强化剂
如钙、铁、锌等矿物质和维生素,可增加面 条的营养价值。
生产设备维护
定期对生产设备进行维护 保养,确保设备运转正常 ,减少故障率。
生产环境监控
保持生产车间的清洁、卫 生,定期对生产环境进行 检测,确保生产环境的卫 生质量。
产品检测标准
感官检测
对产品进行外观、色泽、气味等方面的感官检测,确保产品符合 标准要求。
理化指标检测
对产品进行水分、灰分、蛋白质等理化指标的检测,确保产品质 量稳定。
。
实现了对面条加工过程中各环节 的详细记录和数据收集,为后续
的工艺优化提供了重要依据。
通过实验验证,证明了所设计的 工艺流程图在实际生产中的可行
性和有效性。
未来发展趋势预测
01
随着食品加工技术的不断进步,面条加工工艺将更加精细化、 智能化,提高生产效率和产品质量。
02
消费者对于面条的口感、营养和健康方面的需求将不断提高,
面片成型
经过压延的面团形成一定厚度的 面片,为后续的切割做好准备。
切割与整理
面片切割
将压延好的面片通过切面机切割成一定宽度和长度的面条。
面条整理
对切割好的面条进行整理,去除不规则的部分,使面条形状 更加整齐。
烘干与冷却
面条烘干
将整理好的面条放入烘干机中,通过 热风循环对面条进行烘干,去除多余 的水分。
挂面车间操作规程
5. 购进的各种食品添加剂要严格按照原辅料仓库管理规定进 行存放,防止错用或混用。
编制
审批
关键质量控制点
使用部门
挂面车间
共1页 第1页
名称
生产设备的清洗、清洁
1.和面机 在正常开机时要求和面操作工每小时清理 1~2 次和面机内
面条烘干后要求条形均匀、色泽一致。
编制
审批
使用部门 名称
关键质量控制点 挂面车间
包
共1页 第1页 装
1.封口 封口要求封口严密,严禁出现漏气、切面渣、切料、空包现象。 2.包装 包装要紧固、美观,严禁出现斜边、大小头等现象。 2.批号 1)要求批号打印与当天的日期、班别一致,且打印清晰。 2)要求外包装膜(包装纸)、纸箱、所生产产品的种类必须一致。 3.数量 要求所装产品的数量必须与所要求相一致,严禁出现空包、少包、 多包现象。 4.计量
编制
审批
车间主要岗位操作规程
使用部门
挂面车间
共1页 第1页
名称
烘干工序
作业指导书
1. 开机前打开控电箱,检查各控制开关是否正常; 2. 打开热风管道阀门后,使热风进入热风管道进行预热(这
个环节缓慢进行),把烘道温度逐渐调整至工艺要求。 3. 开启排架输送传动按钮,让设备空转,观察是否有异常响
声。 4. 正常生产时要严格控制好各温区的温度和相对湿度,若温
时间、确定水温。
编制
审批
使用部门 名称
车间主要岗位操作规程
挂面车间
共1页 第1页
复合压延工序
作业指导书
1. 开机前先检查传动带的链条是否在正确位置,安全护罩是否
面条生产工艺 ppt课件

水分传动的传质过程。水分外扩散速度等于内扩散速度 时为最佳扩散状态;水分外扩散速度大于内扩散速度, 面条表面干燥结膜,为脱水扩散状态;水分外扩散速度 小于内扩散速度,内层水分要冲破结膜而出,为爆炸扩 散状态。
2.热量的传递
保持水分外扩散与内扩散的速度基本平衡,使湿面条在 一定的温湿度条件下缓慢蒸发水分,防止表层过早结膜, 是挂面的“保湿烘干”的理论依据。
广州的馄饨面;
ppt课件
3
第五章 面条生产工艺
第一节 挂面生产原料
一、面粉
面粉是挂面生产的主要原料。水分 14.5±0.5%,湿面筋≥26%,灰分≤0.70%, 降落值≥200s,稳定时间≥ 3min。
日本制作高级面条用强力粉;制作挂面用 中力粉中的一等粉或二等粉,蛋白质含量 为8—10%,湿面筋含量为28—32%,灰分为 0.40—0.65%。
粘接剂的作用:
改善面团的吸水性。 增加面团持水性。 降低吸油率。大多数粘结剂是疏油的,可使油炸中的吸油减少。
八、其他添加物
如抗氧化剂BHA和BHT,用于防止油脂氧化,增加保 存期,还有一些营养强化剂等。
ppt课件
26
方便面 第六节 方便面生产工艺
一、和面(调粉) 原辅料的的预处理 物料溶液的制备:鸡蛋、食盐、色素或味精在
4.降温散热阶段:后干燥阶段。每分钟降温速率控 制在0.5℃左右,降到高于车间2-10℃,RH 6070%,运行时间为总时间的25%。
ppt课件
16
(三)挂面的缓酥
挂面置于低温、低湿的环境下,内部湿热传递 速度过快,造成挂面表面龟裂而产生酥条。挂 面出烘房后应有一个缓酥过程,直到挂面温湿 度与外界空气湿热相对平衡。
食品公司挂面厂生产工序操作规程

生产工序操作规程(作业指导书)普通挂面:一、依据挂面生产许可证审查细则中列出的关键控制环节,结合公司生产实际情况,将生产工艺中调粉工序中配料的控制、烘干工序中温湿度控制、包装工序中的卫生控制设为普通挂面生产工艺关键质量控制点。
二、生产工艺流程图:* **三、关键控制点作业指导书:1、调粉:①配和面水:在混合器中放入定量的水、盐及其它配料,混合均匀。
②下料:下料总重为每台和面机150kg,主料为小麦粉及少量随机湿面头。
③和面:每台和面机加入35kg和面水,然后开机和面,和面时间为(15-20)分钟。
④检验:面和好后,操作工检查面团应为大小不规则颗粒,湿度均匀,手抓成团,粒和团内外不含生粉,具有良好的可塑性和延伸性。
2、压延:经熟化(5~15)分钟的面团进入双头轧面机后在经复合压延、连续压延,根据品种规格末道辊成片厚度在0.7-1mm,生产圆面条时应控制在1.5mm左右。
压延开始后,操作工应对末道面片的厚度进行检验并记录。
3、烘干:挂面烘干运行中应密切注意烘房内的温度和湿度,及时调整及操作启、闭压风扇和排风扇,保证挂面的内在质量,防止酥条或水份超标(过大或过小)。
烘干过程的温度、湿度控制:重点在二区设置温湿控制仪,烘干工与炉工参照数据,根据实际情况操作,恒温烘干,保潮排湿,保证质量。
4、包装:每班生产前由专人负责将包装工作台及包装车间打扫干净,台秤检查后也打扫干净,然后将车间紫外线灯打开(20-30) 分钟。
工作人员在更衣室进行更衣、消毒后进入已消毒的包装车间工作。
要求每一个包装工人必须穿工作衣、戴工作帽和口罩、换上工作鞋、不得化妆、不能带手饰、手指甲应经常修剪、双手经过消毒。
包装过程中应注意卫生安全,避免交叉污染,以保障产品卫生状况。
同时,对每个工位已包装产品的净含量进行抽检并记录。
花色挂面:一、依据挂面生产许可证审查细则中列出的关键控制环节,结合公司生产实际情况,将生产工艺中调粉工序中配料的控制、烘干工序中温湿度控制、包装工序中的卫生控制设为花色挂面生产工艺关键质量控制点。
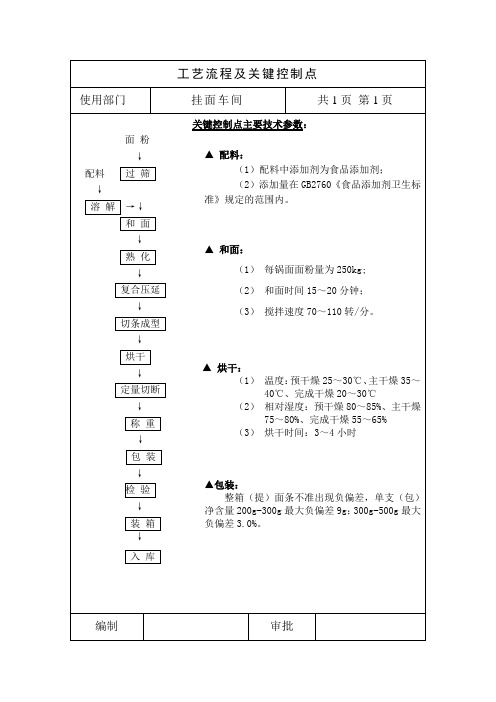
挂面工艺流程
挂面工艺流程
原辅料预处理:准备好面粉、食盐、回机面头和其他辅料。
和面:将面粉、食盐、回机面头和其他辅料按比例定量添加,加水量应根据面粉的湿面筋含量确定,一般为25%~32%,面团含水量不低于31%;加水温度宜控制在30℃左右。
熟化:对面团进行熟化、贮料和分料,时间一般为10~15分钟。
压片:采用复合压延和异径辊轧的方式进行。
切条:切条成型由面刀完成。
湿切面:湿面条挂在面杆上。
干燥:挂面干燥是整个生产线中投资最多、技术性最强的工序。
切断:一般采用圆盘式切面机和往复式切刀。
计量、包装:新型的塑料密封包装已实现自动计量包装。
检验:对成品挂面进行检验。
方便面生产工艺流程图
郸城文玉食品有限公司
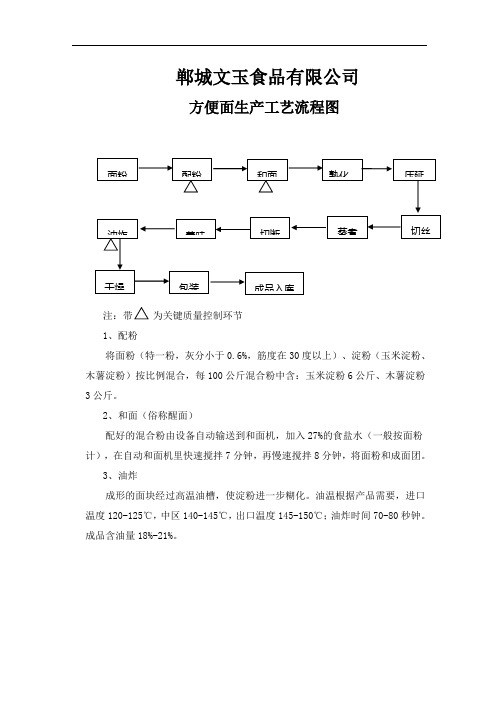
方便面生产工艺流程图
注:带 为关键质量控制环节
1、配粉
将面粉(特一粉,灰分小于0.6%,筋度在30度以上)、淀粉(玉米淀粉、木薯淀粉)按比例混合,每100公斤混合粉中含:玉米淀粉6公斤、木薯淀粉3公斤。
2、和面(俗称醒面)
配好的混合粉由设备自动输送到和面机,加入27%的食盐水(一般按面粉计),在自动和面机里快速搅拌7分钟,再慢速搅拌8分钟,将面粉和成面团。
3、油炸
成形的面块经过高温油槽,使淀粉进一步糊化。
油温根据产品需要,进口温度120-125℃,中区140-145℃,出口温度145-150℃;油炸时间70-80秒钟。
成品含油量18%-21%。
面粉 配粉切断 蒸煮 压延 熟化 和面 切丝 着味 成品入库
包装 干燥 油炸。
挂面生产工艺流程简介

二、挂面用原料介绍——水
1、水质对面质的影响 ◆ pH值:
若pH值较低,酸性条件下会导致面筋蛋白质和淀粉的分解,使 面团加 工性能降低,
若pH值过高,会使面筋质被部分溶解,面团弹性和加工性能降低,用水 浸泡时汤中可溶性物质增加,和面用水的碱度一般要求控制在30mg/kg以 下(或硬度小于10度 ); ◆硬度:
等级 加工精度 按实物标 准样品对 照检验粉 色麸星 按实物标 准样品对 照检验粉 色麸星 按实物标 准样品对 照检验粉 色麸星 按实物标 准样品对 照检验粉 色麸星 灰分,%
(以干物计)
粗细度 % 全部通过CB36 号筛,留存在 CB42号筛的不 超过10.0% 全部通过CB30 号筛,留存在 CB36号筛的不 超过10.0% 全部通过CQ20 号筛,留存在 CB30号筛的不 超过20.0% 全部通过CQ20 号筛
增稠剂,溶液黏度几乎不受温度、酸碱度和盐类的影响,因此它是良好 的食品增稠剂,能够增加面团粘弹性,提高面条表面光洁度,改善口感 ;
Page 13
三、挂面生产工艺介绍——工艺流程
原辅料
粉碎处理
计量 烘干
和面 切断 熟化 计量
压延
包装 切条
Page 14
干面头
湿面头
1、面 头:分干面头和湿面头 2、回笼粉:干面头经细粉碎,可重复使用的细粉;
70粉
75粉
白色粉体
白色粉体
◆理化检验项目
等级 60粉 70粉 水分% (1 ) ≤14.0 ≤14.0 灰分,% (以干物计) (1 ) ≤0.60% 0.61%— 0.70% 0.71%— 0.75% 面筋质,% (以湿重计) (1) ≥30 28—31 ≥28 脂肪酸值 (以湿基计) (2) ≤40 ≤40 ≤80 含砂量% (2) ≤0.02 ≤0.02 ≤0.02
挂面加工
4、和面与熟化的比较
相同之处:都有促进面筋形成的作用。 不同之处:和面为动态。作用主要为混合,面筋形成粗糙,粘性小。
熟化为静态或接近静态,作用主要在于使水分进一步扩散被
吸收,面筋形成细密,粘性好。
(三)轧片与切条
1、轧片
又称压面、辊轧 ,把经过和面与熟化的散料,通过几道轧辊形成面带。 (1)轧片方法 单片压延:散料直接经轧辊初压成面带,再依次通过几组轧辊逐步压薄 到所需厚度。
单排移行式:挂面仅以一排按一定路线在烘房内迂回移行;
多排隧道式:挂面以多排并列移行的形式在烘房内烘干。目前使用较多。
4、烘干过程 保潮出汗 预干燥 → 主干燥 (冷风定条) 升温降潮
→ 终干燥
(降温散热)
(1)冷风定条
目的:去除部分表面水分,使面条从可塑体向弹性体转变,使湿面条强度增加,初步定型。
措施:不加温,只吹冷风,适量排潮。 参数:运行时间占总时间的15%左右,温度控制在20~30℃。
(2)保潮出汗 目的:使外扩散与内扩散速度基本平衡,面条内部水分缓慢扩散到表面蒸发。 措施:保持相当高的相对湿度和温度。 参数:运行时间占总时间的25%左右,RH 80-85%,温度控制在35~45℃。 (3)升温降潮 目的:加速表面水分的去除。 措施:加大热风流量,提高温度。加大排潮量,降低湿度。 参数:运行时间占总时间的30%左右,RH 55-60%,温度45-50℃。 (3)降温散热 目的:使面条温度逐渐接近房外温度,防止出烘房后突然遇冷而产生爆裂。 措施:不加温,只通风,借助主干燥的余温,除去部分水分。 参数:运行时间占总时间的30%左右,降温速度为0.5℃/min。
1、干燥的作用 降低水分(40-45%→14%),利于贮存;固定面条组织。 2、干燥机理 热空气将热能传递给湿面条,湿面条内的水分就向外扩散,汽化,离 开湿物料进入热空气。
面条生产工艺

面条生产工艺⏹面粉是挂面生产的主要原料。
水分14.5±0.5%,湿面筋≥26%,灰分≤0.70%,降落值≥200s,稳定时间≥3m i n。
⏹日本制作高级面条用强力粉;制作挂面用中力粉中的一等粉或二等粉,蛋白质含量为8—10%,湿面筋含量为28—32%,灰分为0.40—0.65%。
⏹新磨制面粉不宜直接用来加工挂面。
⏹水质影响挂面质量。
水中金属离子易与蛋白质结合,降低面筋弹性和延伸性;金属离子与淀粉结合影响淀粉的正常胀润和糊化。
⏹日本用水质量标准是:p H值5—6,硬度<10,浊度<1,色度<1,含铁量<0.1p p m,含锰量<0.1p p m,铁+锰含量<0.1p p m,碱度<30p p m,有机物<5p p m。
⏹我国使用符合卫生标准的自来水,并满足下列条件:硬度<10,p H值5.8—8.6,含铁量<1p p m,含锰量<1p p m。
⏹食盐水和面起到以下作用⏹增强湿面筋的弹性和延伸性,改善面团的工艺性能。
⏹有利于控制干燥条件。
⏹抑制杂菌滋生,延长保存期。
⏹稳定工艺条件。
通过改变食盐添加量控制面团硬度和弹性,保证挂面的质量。
⏹能起一定的调味作用。
⏹用盐水和面也有其不利的一面,即容易返潮软化。
⏹加盐量根据面粉中蛋白质含量、气温高低、面条加工工艺以及消费习惯进行调整。
盐水浓度一般为2-3%。
⏹适量碱使面条具有韧性、弹性及爽滑口感。
碱作用于蛋白质和淀粉,能增强筋力,煮面时不浑汤。
还可中和游离脂肪酸,减少对面筋危害。
⏹用碱量为0.1—0.3%,碳酸钠、碳酸钾、磷酸盐。
⏹通过增加粘性,把蛋白质与淀粉联为一体,减少断头,提高蒸煮品质。
面条用增粘剂有羧甲基纤维素、海藻酸钠、槐豆胶、沙蒿胶、魔芋粉等。
⏹改善面团结构,提高面条弹性。
如单甘酯、蔗糖酯、磷脂、山梨糖酯等。
第二节挂面生产工艺⏹挂面生产分为和面、熟化、压片、切条、干燥、切断、包装等工序。