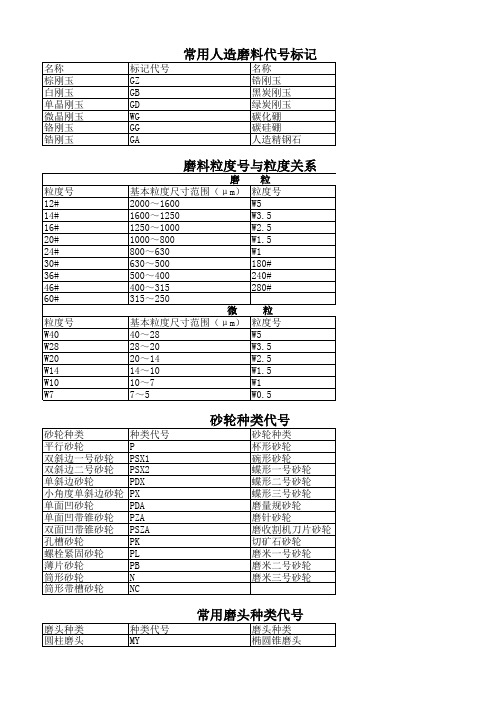
常用磨料代号
磨料定义、分类及代号
磨料定义、分类及代号2016-04-18 磨具磨料研习社1 磨料定义1(1-1)磨料的概念是随着科学技术的发展,在不同阶段有不同含义。
1982年出版的《科学技术百科词典》的解释是磨料是用于打磨或磨削其他材料的硬度极高的材料,磨料可以单独使用,也可以制备制成砂轮或涂附在纸或布上使用。
1992年国际生产工程研究会编写的《机械制造技术词典>将磨料定义为:“磨料是具有颗粒形状的和切削能力的天然或人造材料”。
2006年5月中国标准出版社出版的《机械工程标准磨料与磨具》中规定的磨料的概念是磨料是在磨削、研磨和抛光中骑作用的材料;磨料是用人工方法制成特定粒度,用以制造切除材料余量的磨削、抛光和研磨工具的颗粒材料;粗磨粒是4~220粒度的磨料;微粒是不粗于240粒度的普通磨料或细于36μm/54μm的超硬磨料;在自由状态下直接进行研磨或抛光的磨粒。
磨料已成为制造业、国防工业、现代高新技术产品中应用的重要材料。
用磨料可以制成各种不同类型或不同形状的磨具或砂轮。
磨料是磨具能够进行磨削加工的主体材料,可直接用磨料对工件进行研磨或抛光。
2 磨料分类及代号1(1-3)磨料分为普通磨料与超硬磨料两大类,在这两大类中又分为天然磨料与人造磨料。
依据磨料的磨削性能,磨料的分类如图1-1所示。
天然普通磨料,在古代使用较多。
由于天然普磨磨料硬度较低,组织不均匀,含杂质多,其磨削性能较差,现已很少应用,现代工业中主要使用人造磨料,我国使用的人造普通磨料的品种及代号,已列入国家标准。
表1-1所示为我国普通磨料的名称及代号。
天然金刚石(又名钻石)是罕见的矿物质,宝石级金刚石晶莹剔透,显现特有的光泽,熠熠生辉。
古代便开始用它制作美丽的装饰品,近代对金刚石的特殊性能及使用价值的开发,使金刚石昔日的装饰变成现代工业和科学技术的瑰宝,1954年人造金刚石问世,1957年立方氮化硼研制成功,超硬磨料得到迅速发展。
人造金刚石和立方氮化硼的品种代号及使用范围列于表1-2中。
磨料代号 中国与外国常用磨料代号对照表

4750-4000
F7
3350-2800
--
3350-2800
F8
2800-2360
2800-2360
2800-2360
F10
2360-2000
2360-2000
2360-2000
F12
2000-1700
2000-1700
2000-1700
F14
1700-1400
1700-1400
1700-1400
4.5±0.8
9.1±0.8
9.1±0.8
9.3±6.8
15.5±1.0
11.5±1.0
1200
3.0±0.5
7.6±0.5
3.0±0.5
7.6±0.5
7.6±0.5
6.5±4.5
13.0±1.0
9.5±0.5
1500
--
---
--
--
--
--
10.5±1.0
8.0±0.6
2000
--
--
--
--
--
WA
WA
38A,WA
WA
EK
25A、24A、23A
EK
黑碳化硅
TH
c
C
37
BC
SC
55C、54C、53C
SIC
绿碳化硅
Tl
GC
GC
39C
C
SCG
64C、63C
SCY
磨料物理性能对比表
项 目
棕刚玉
白刚玉
黑碳化硅
绿碳化硅
基本矿物
a-Al2O3
a-Al2O3
a-SIC
a-SIC
磨料的粒度

磨料的粒度磨料的粒度是指磨料颗粒的粗细程度,磨料的粒度规格用粒度号来表示。
*粒度号用目或粒度表示,是1英寸*1英寸的面积内有多少个颗粒数(是指磨料颗粒的大小相当于1平方英寸的多少分之一)。
例:1000,表示砂粒大小是25.4微米。
磨料的国家标准把粒度规格分为两类:一类是用于固结磨具、研磨、抛光的磨料粒度规格,其粒度号以"F"打头,称为"F粒度号磨料";另一类是用于涂附磨料的磨粒粒度规格,其粒度号以"P"打头,称为"P粒度号磨料".(1)F粒度号规格普通磨料粒度按颗粒尺寸大小,分为39个粒度号,其筛比为1.1892,即粗磨粒F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F100、F120、F150、F180、F220、微粉F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200、F1500、F2000.根据磨料生产工艺,磨料粒度在F4~F220部分的称为"粗磨粒"、其磨粒尺寸在63µm以上,多用筛分法生产;磨料粒度在F230~F2000范围内,磨粒尺寸小于63µm的称为"微粉",多用于水选法生产。
F4~F220粗磨粒磨料粒度组成、F230~F2000微粉磨料粒度组成(光电沉降粒度)及F230~F2000微粉磨料粒度组成参见GB-T 2481-2009标准。
(2)P粒度号规格在涂附磨具中使用P粒度号磨料(P为popular的第一个字母)。
国标规定磨料有28个粒度号,即粗磨料P12、P16、P20、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、细磨料P240、P280、P320、P360、P400、P500、P600、P800、P1000、P1200、P1500、P2000、P2500.P12~P220磨料较粗,其筛比为1.892.P240~P2500磨料为粒度较系及分为磨料,所用筛分比为1.120→1.589→1.196.P12~P220磨料粒度组成与P240~P250磨料粒度组成参见GB-T 9258-2000标准。
磨具结合剂代号标准

磨具结合剂代号标准
磨具结合剂代号标准是指在磨具制造和使用过程中,对磨具结合剂进行分类和命名的标准。
不同的磨具结合剂代号可以提供有关其组成、性能和用途的信息。
常见的磨具结合剂代号标准包括以下几种:
1. ISO标准:国际标准化组织(ISO)制定的磨具结合剂代号标准。
例如,ISO 6104标准规定了磨具结合剂和磨料的代号命名方法。
2. ANSI标准:美国国家标准协会(ANSI)制定的磨具结合剂代号标准。
例如,ANSI B74.12标准规定了刚玉磨具结合剂的代号命名方法。
3. FEPA标准:欧洲磨具磨料工业协会(FEPA)制定的磨具结合剂代号标准。
例如,FEPA P标准是用于磨具结合剂的代号命名方法。
这些标准旨在统一磨具结合剂代号的命名,并提供一个便于磨具制造和使用者进行交流和比较的标准化系统。
通过遵循这些标准,可以更准确地识别和使用不同类型的磨具结合剂。
磨床基础知识

磨工基础知识一、砂轮:砂轮是磨削加工中最主要的一类磨具.砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、力度、结合剂、硬度、组织、形状和尺寸等因素决定。
(1)磨料磨料是砂轮的主要组成部分,它具有很高的硬度、耐磨性、耐热性和一定的韧性,以承受磨削时的切削热和切削力,同时还应具备锋利的尖角,以利磨削金属。
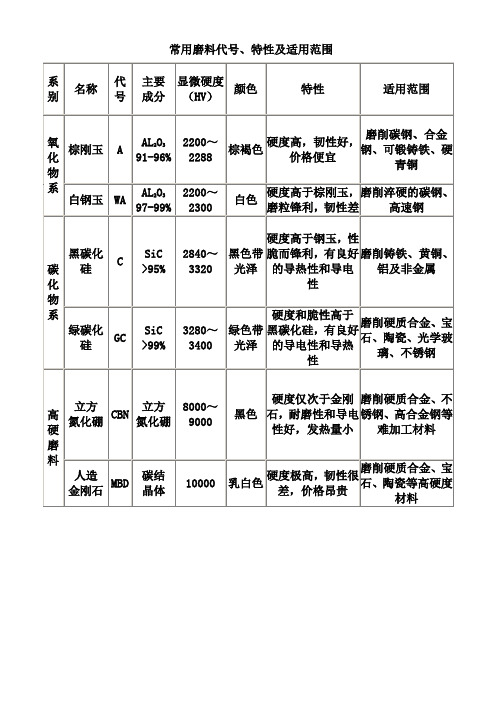
常用磨料代号、特点及应用范围简表 6.6表 6.6 常用磨料代号、特性及适用范围(2)粒度粒度是指磨料颗粒尺寸的大小。
粒度分为磨粒和微粉两类.对于颗粒尺寸大于40 μ m的磨料,称为磨粒.用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示。
如60 # 的磨粒表示其大小刚好能通过每英寸长度上有60孔眼的筛网。
对于颗粒尺寸小于40 μ m的磨料,称为微粉。
用显微测量法分级,用W和后面的数字表示粒度号,其W后的数值代表微粉的实际尺寸。
如W20表示微粉的实际尺寸为20 μ m.砂轮的粒度对磨削表面的粗糙度和磨削效率影响很大。
磨粒粗,磨削深度大,生产率高,但表面粗糙度值大。
反之,则磨削深度均匀,表面粗糙度值小。
所以粗磨时,一般选粗粒度,精磨时选细粒度。
磨软金属时,多选用粗磨粒,磨削脆而硬材料时,则选用较细的磨粒。
粒度的选用见表6。
7。
表 6。
7 磨料粒度的选用(3)结合剂结合剂是把磨粒粘结在一起组成磨具的材料。
砂轮的强度、抗冲击性、耐热性极耐腐蚀性,主要取决于结合剂的种类和性质。
常用结合剂的种类、性能及适用范围见表6。
8。
表 6.8常用结合剂的种类、性能及适用范围(4)硬度砂轮硬度是指砂轮工作时,磨粒在外力作用下脱落的难易程度。
砂轮硬,表示磨粒难以脱落;砂轮软,表示砂轮容易脱落。
砂轮的硬度等级见表 6.9。
砂轮的硬度与磨料的硬度是完全不同的两个概念.硬度相同的磨料可以制成硬度不同的砂轮,砂轮的硬度主要决定于结合剂性质、数量和砂轮的制造工艺。
磨料及砂轮的适用范围(刚玉系与碳化系)

磨料及砂轮的适用范围(刚玉系与碳化系)在节省成本的前提下,用最低的成本取得较好的磨削效果是磨削时必须考虑的。
而各种磨料不同,砂轮磨具的成本也就不同。
下面介绍几种磨料的大致适用范围,当然,这也视实际情况而定,本人的观点仅供参考吧。
棕刚玉砂轮(A)--磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等白刚玉砂轮(WA)--磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等单晶刚玉砂轮(SA)-- 磨不锈钢等韧性大、硬度高的材料及易变形烧伤的工件微晶刚玉砂轮(MA)--磨轴承钢和特种球墨铸铁等。
用于成型磨、切入磨、镜面磨等铬刚玉砂轮(PA)--磨刀具、量具、仪表螺纹等工件表面粗糙度值要求低的工件锆刚玉砂轮(ZA)--磨钛合金、耐热合金等镨钕刚玉(NA)--磨合金工具钢、超硬高速钢、高温合金钢等黑刚玉(BA)--适用于电镀底面抛光、铝制品和不锈钢的抛光黑碳化硅(C)--磨铸铁、黄铜、铅、锌、皮革、塑料、木材、矿石等绿碳化硅(GC)--磨硬质合金、光学玻璃、陶瓷等硬脆材料立方碳化硅(SC)--不锈钢及轴承钢的大、小、微型轴承沟道的超精加工碳化硼(BC)--适于对硬质合金和宝石等材料的研磨抛光铈碳化硅(CC)--磨硬质合金、钛合金、超硬高速钢等砂轮的选择及诺顿砂轮介绍砂轮选择及诺顿砂轮介绍砂轮选择及诺顿砂轮介绍砂轮选择在磨削中的重要性磨削加工一般作为工件加工的终工序,其任务就是要保证产品零件能达到图纸上所要求的精度和表面质量。
磨削表面粗糙度与零件精度有密切关系,一定的精度应有相应的表面粗糙度。
一般情况下,对尺寸要进行有效的控制,则粗糙度Ra值应不超过尺寸公差的八分之一,磨削表面粗糙度对零件使用性能的影响是:表面粗糙度值越小,则零件的耐磨性,耐蚀性,耐疲劳性越好。
反之则相反。
因此,在磨削加工中,必须注意降低表面粗糙度。
影响磨削加工表面粗糙度的主要工艺因素中砂轮粒度对其有显著影响,砂轮粒度越细,同时参与磨削的磨粒就越多,则磨削表面粗糙度就越低。
磨料尺寸对照表范文

磨料尺寸对照表范文磨料编号,磨料尺寸(英寸),磨料尺寸(毫米),粒度编号,粒度(mm) --------,--------------,--------------,---------,--------4,4,100,8,2.38-3.355,5,125,10,2.00-2.806,6,150,12,1.70-2.387,7,180,14,1.40-2.008,8,200,16,1.18-1.709,9,230,20,0.85-1.4010,10,250,24,0.70-1.1811,11,280,30,0.60-0.8512,12,305,36,0.50-0.7014,14,355,46,0.40-0.6016,16,405,54,0.35-0.5020,20,510,60,0.30-0.4224,24,610,70,0.25-0.3530,30,760,80,0.20-0.3036,36,915,90,0.17-0.2546,46,1,165,100,0.15-0.2054,54,1,372,120,0.13-0.1860,60,1,524,150,0.10-0.1570,70,1,829,180,0.08-0.1380,80,2,032,220,0.06-0.1090,90,2,286,240,0.05-0.08100,100,2,540,280,0.04-0.06这是一个常用的磨料尺寸对照表,其中列出了不同磨料编号对应的尺寸和粒度大小范围。
磨料尺寸一般使用英寸和毫米两种单位进行表示,可以根据实际需要选择合适的单位。
粒度编号是根据不同的标准制定的,具体的粒度大小范围也可以根据实际需要进行调整和补充。
使用这个磨料尺寸对照表,可以根据需要选择合适的磨料尺寸和粒度,以便进行有效的磨削和加工操作。
通过正确选择磨料尺寸和粒度,可以提高磨削加工的效率和质量,同时还可以延长磨具的使用寿命,减少加工成本和设备的损耗。
钢砂规格对照表

钢砂规格对照表一、引言钢砂是一种常用的磨料材料,在各个行业广泛应用。
不同的应用领域对钢砂的规格要求不同,因此有了钢砂规格对照表。
本文将介绍钢砂规格对照表的相关内容,以供读者参考。
二、钢砂规格对照表概述钢砂规格对照表是根据钢砂的颗粒大小和化学成分等特性,将钢砂分为不同等级并进行对照的表格。
钢砂规格对照表通常包括以下几个方面的内容:规格代号、颗粒大小、化学成分、硬度等级、应用领域等。
下面将逐一介绍这些内容。
三、规格代号规格代号是钢砂规格对照表中的一个重要指标,用来标识钢砂的特定规格。
规格代号通常由字母和数字组成,不同的规格代号对应着不同的钢砂规格。
例如,代号A1表示一种特定的钢砂规格,代号B2表示另一种特定的钢砂规格,以此类推。
四、颗粒大小颗粒大小是衡量钢砂粒度的指标,也是钢砂规格对照表中的重要内容。
颗粒大小通常用目数或粒径来表示,常见的单位有目(mesh)和毫米(mm)。
目数越小,钢砂颗粒越细小;目数越大,钢砂颗粒越粗大。
例如,目数为20的钢砂颗粒较为细小,目数为10的钢砂颗粒较为粗大。
五、化学成分钢砂的化学成分对其性能和适用范围有着重要影响,因此钢砂规格对照表中也会包含相关的化学成分信息。
常见的化学成分包括碳含量、硅含量、锰含量等。
不同的化学成分组合可以使钢砂具备不同的性能,从而适用于不同的应用领域。
六、硬度等级钢砂的硬度是指钢砂颗粒的抗压能力和耐磨性能。
硬度等级是钢砂规格对照表中的重要指标,用来表示钢砂颗粒的硬度水平。
硬度等级通常用字母或数字来表示,例如,等级H表示高硬度,等级M 表示中等硬度,等级L表示低硬度。
不同硬度等级的钢砂适用于不同的磨削和清理工艺。
七、应用领域钢砂的应用领域广泛,不同的应用领域对钢砂的规格有着不同的要求。
钢砂规格对照表中通常会列出各个规格对应的应用领域,以供用户选择和参考。
例如,一些精密加工领域需要细小颗粒的钢砂,而一些清理和除锈领域则需要粗大颗粒的钢砂。
八、总结钢砂规格对照表是钢砂行业中的重要参考资料,它能帮助用户选择合适的钢砂规格,提高工作效率和产品质量。
磨削加工工艺与设备

万能外圆磨床
图4-32 万能外圆磨床加工示意图 a)纵磨法磨外圆柱面 b)扳转工作台用纵磨法磨长圆锥面 c)扳转砂轮架用切入法磨短圆锥面 d)扳转头架用纵磨法磨内圆锥面
2.无心外圆磨床 无心外圆磨床是一种高生产率、易于实现
自动化的磨削方法,适于成批、大量生产。
3.内圆磨床 内圆磨床用于磨削内圆柱面、内圆锥面及
5.组织
砂轮的组织表示砂轮结构的松紧程度。根 据磨粒、结合剂和气孔三者体积的不同, 将砂轮组织分为紧密、中等和疏松三大类, 并进一步分为15级,见下表。
6.形状、尺寸
根据机床结构与磨削加工需要,砂轮可制 成各种形状与尺寸。下表是常用的几种砂 轮形状、尺寸、代号及用途。
砂轮的各特性按其形状、尺寸、磨料、粒 度、硬度、组织、结合剂、线速度顺序书 写,即可得到砂轮的代号。如:
1.外圆磨削
1)在外圆磨床上磨外圆
轴类工件用前、后顶尖带夹头安装,盘套 类工件则利用心轴和顶尖安装。磨削方法 有以下几种:纵磨法(图a) 、横磨法(图 b) 、综合磨法(图c)和深磨法(图d) 。
2)在无心外圆磨床上磨外圆
无心磨削方式如图所示。
在无心磨床上加工工件时,工件不需打中 心孔,且安装工件省时省力,可连续磨削, 所以生产效率较高,特别适合大批大量生 产销轴类制件。
2.超精密磨床和磨削加工中心的发展
精密加工必须由高精度、高刚度的机床作 保证。
磨削加工中心是当今磨削技术进步的主要 标志,也是今后磨床技术的发展方向。
4.4.2 磨削的特点
1.精度高、表面粗糙度小
2.径向分力较大 3.磨削温度高 4.可以加工用其他刀具无法加工的硬材料 5.砂轮有自锐作用
4.4.3 磨削的应用
磨削加工的应用范围很广,如图所示,它可以 加工各种外圆面、内孔、平面和成形面(如齿 轮、螺纹等)。此外还用于各种切削刀具的刃 磨。
磨具意义代号表示方法
N
筒形带槽砂轮
NC
砂轮种类代号
砂轮种类 杯形砂轮 碗形砂轮 蝶形一号砂轮 蝶形二号砂轮 蝶形三号砂轮 磨量规砂轮 磨针砂轮 磨收割机刀片砂轮 切矿石砂轮 磨米一号砂轮 磨米二号砂轮 磨米三号砂轮
磨头种类 圆柱磨头
种类代号 MY
常用磨头种类代号
磨头种类 椭圆锥磨头
带锥磨头
MJ
60°锥磨头
ML
半圆形磨头
28~20
W3.5
20~14
W2.5
14~10
W1.5
10~7
W1
7~5
W0.5
砂轮种类
种类代号
平行砂轮
P
双斜边一号砂轮 PSX1
双斜边二号砂轮 PSX2
单斜边砂轮
PDX
小角度单斜边砂轮 PX
单面凹砂轮
PDA
单面凹带锥砂轮 PZA
双面凹带锥砂轮 PSZA
孔槽砂轮
PK
螺栓紧固砂轮
PL
薄片砂轮
PB
筒形砂轮
MBQ
圆头锥魔头 球形磨头
油石种类 正方油石 长方油石 三角油石 刀形油石
种类代号 SF SC SJ SD
常用油石种类代号
油石种类 圆柱油石 半圆柱油石 T型油石 珩形油石
砂布习惯代号与磨料粒度关系
Байду номын сангаас
习惯代号
磨料粒度号
7/0
W28
6/0
W40
5/0
280
4/0
240~280
3/0
180
2/0
150~160
60~80
备注:1、木砂布页
状尺寸:228×
280,卷状尺寸:
砂轮形状代号和主要尺寸标记对照表

C
C
碳化硼
BCB1Cຫໍສະໝຸດ 二、主要国家普通磨具硬度代号对照表
硬度级
中国GB2484
美国NOTON
日本JIS
德国DIN
俄罗斯TOCT
英国BS4481-81
奥地利
84
81
超软
1 2 3
D E F
CR
A,B, C,D, E,F, G,H.
E F G
E F G
ЧM BM1BM2
E F G
D E F
软
1 2 3
G H J
R1R2R3
H I J
H I J
M1M2M3
H I J
G H I
中软
1 2
K L
ZR1ZR2
K L
K L
CM1CM2
K L
J K
中
1 2
M N
Z1Z2
I,J,K,L, M,N,O,P
M N
M N
C1C2
M N
L,M N,O
三、主要国家普通磨具结合剂代号对照表
结合剂
中国GB2484-
氧化铝系混合磨料
23A DA 88A 93A
FA DA RA DRA
19A 64A 50A 77A
32A和WA的中间用途,多功能精密磨削,表现出色80#-KΦ<10mm,60#-LΦ11-25mm之间最佳
黑色碳化矽
C
C
37C
SiC 95%以上
铁、非金属磨削铸铁、 精密磨削黄铜软级
绿色碳化矽
GC
GC
39C
1 2 3 4 5 6
1 2 3 4 5 6
0 1 2 3
磨料种类
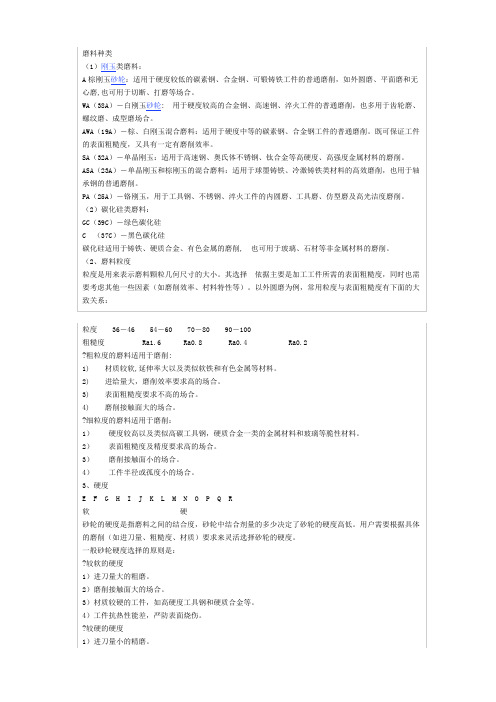
粒度36-46 54-60 70-80 90-100
粗糙度Ra1.6 Ra0.8 Ra0.4 Ra0.2
?粗粒度的磨料适用于磨削:
1) 材质较软,延伸率大以及类似软铁和有色金属等材料。
2) 进给量大,磨削效率要求高的场合。
3) 表面粗糙度要求不高的场合。
4) 磨削接触面大的场合。
?细粒度的磨料适用于磨削:
1)硬度较高以及类似高碳工具钢,硬质合金一类的金属材料和玻璃等脆性材料。
2)表面粗糙度及精度要求高的场合。
3)磨削接触面小的场合。
4)工件半径或孤度小的场合。
3、硬度
E F G H I J K L M N O P Q R
软硬
砂轮的硬度是指磨料之间的结合度,砂轮中结合剂量的多少决定了砂轮的硬度高低。
用户需要根据具体的磨削(如进刀量、粗糙度、材质)要求来灵活选择砂轮的硬度。
一般砂轮硬度选择的原则是:
?较软的硬度
1)进刀量大的粗磨。
2)磨削接触面大的场合。
3)材质较硬的工件,如高硬度工具钢和硬质合金等。
4)工件抗热性能差,严防表面烧伤。
?较硬的硬度
1)进刀量小的精磨。
主要国家磨料磨具代号、标记对照表

M
四、主要国家普通磨具组织号对照表
孔隙
中国GB2484-84
美国NOTON
日本
独联体TOCT
英国
奥地利
紧
密
0
1
2
3
4
0
1
2
3
0
1
2
3
4
5
1
2
3
4
5
6
1
2
3
4
5
6
0
1
2
3
中
等
5
6
7
8
4
5
6
7
8
9
10
6
7
8
9
7
8
9
10
11
12
7
8
9
10
4
5
6
疏
松
9
10
11
12
13
14
11
12
13
14
15
16
17
18
11
黑色
碳化矽
C
C
37C
SiC 95%以上
铁、非金属磨削铸铁、
精密磨削黄铜软级
绿色
碳化矽
GC
GC
39C
SiC 99%以上
合金磨削,极佳的排屑效果,
SUS不锈钢、青铜硬化,铝合金
碳化矽
混合磨料
74C
BGC
74C
SiC 99%以上
钢料和超硬合金结合材的同时磨削
A系C系
混合磨料
GC/WA
技术克服中
ACX
Al2O399.8%
砂轮代号[总结]
![砂轮代号[总结]](https://img.taocdn.com/s3/m/510424d4d4bbfd0a79563c1ec5da50e2524dd18b.png)
教你如何快速认识磨床砂轮要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。
一下简单介绍如下:一、磨料磨料是制造磨具的主要原料,直接担负着切削工作。
目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。
棕刚玉:用于加工硬度较低的塑性材料,如中、低碳钢和低合金钢等;白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等;黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等;绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。
二、粒度粒度是指磨料颗粒的尺寸,其大小用粒度号表示。
国标规定了磨料和微粉两种粒度号。
一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大);微粉多用于研磨等精密加工和超精密加工。
三、结合剂结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等;树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮;橡胶结合剂:适用于无心磨削导轮、抛光砂轮;金属结合剂:适用于金刚石砂轮等。
四、硬度磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。
磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。
国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。
记号A B C D E F GH I J KL M N OP Q R ST U V W X Y Z分类极软软中硬极硬普通磨削常用G~N级硬度的砂轮。
五、组织磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。
普通磨料的品种及其代号

砂轮代号及其含义:PSA400×100×127A60L5B35
磨料种类:
棕刚玉A:适用于硬度较低的碳素钢、合金钢、可锻铸铁工件的普通磨削,如外圆磨、平面磨、无芯磨,也可用于切断、打磨等场合;
白刚玉WA:适用于硬度较高的合金钢、高速钢、淬火钢工件的普通磨削,也多用于齿轮磨、螺纹磨、成型磨场合;
单晶刚玉SA:适用于高速钢、奥氏体不锈钢、钛合金等高硬度、高强度金属材料的磨削;
铬刚玉PA:用于工具钢、不锈钢、淬火钢的内圆磨、工具磨、仿型磨及高光洁度磨削。
棕、白混合刚玉A W A:适用于硬度中等的碳素钢、合金钢工件的普通磨削。
既可保证工件的表面粗糙度,又具有一定的磨削效率。
单晶刚玉、棕刚玉的混合刚玉ASA:适用于球墨铸铁、冷激铸铁类材料的高效磨削,也用于轴承钢的普通磨削。
三、砂轮的粒度
磨料粒度:是用来表示磨料几何尺寸的大小。
从粗到细分为:4#,5#,6#,7#,8#,10#,12#,14#,16#,20#,22#,24#,30#,36#,40#,46#,54#,60#,70#,80#,90#,100#,120#,150#,180#,220#,240#。
其选择依据主要是加工工件所需的表面粗糙度。
1)材质较软,延伸率大以及类似软铁和有色金属等材料。
2)进给量大,磨削效率要求高的场合。
3)表面粗糙度要求不高的场合。
4)磨削接触面大的场合。
细粒度的磨料适用于磨削:……
四、砂轮的硬度:
超软(D,E,F),软(G,H,J),中软(K,L),中(M,N),中硬(P,Q,R),硬(S,T),超硬(Y)。
常用磨料代号
黑碳化硅
C
SiC
>95%
2840~3320
黑色带光泽
硬度高于钢玉,性脆而锋利,有良好的导热性和导电性
磨削铸铁、黄铜、铝及非金属
绿碳化硅
GC
SiC
>99%
3280~3400
绿色带光泽
硬度和脆性高于黑碳化硅,有良好的导电性和导热性
磨削硬质合金、宝石、陶瓷、光学玻璃、不锈钢
高硬磨料
立方
氮化硼
CBN
立方氮化硼ຫໍສະໝຸດ 8000~9000黑色
硬度仅次于金刚石,耐磨性和导电性好,发热量小
磨削硬质合金、不锈钢、高合金钢等难加工材料
人造
金刚石
MBD
碳结
晶体
10000
乳白色
硬度极高,韧性很差,价格昂贵
磨削硬质合金、宝石、陶瓷等高硬度材料
常用磨料代号、特性及适用范围
系别
名称
代号
主要
成分
显微硬度
(HV)
颜色
特性
适用范围
氧化物系
棕刚玉
A
AL2O3
91-96%
2200~2288
棕褐色
硬度高,韧性好,价格便宜
磨削碳钢、合金钢、可锻铸铁、硬青铜
白钢玉
WA
AL2O3
97-99%
2200~2300
白色
硬度高于棕刚玉,磨粒锋利,韧性差
磨削淬硬的碳钢、高速钢
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系别
名称
代号
主要
成分
显微硬度
(HV)
颜色
特性
适用范围
氧化物系
棕刚玉
A
AL2O3
91-96%
2200~2288
棕褐色
硬度高,韧性好,价格便宜
磨削碳钢、合金钢、可锻铸铁、硬青铜
白钢玉
WA
AL2O3
97-99%
2200~2300
白色
硬度高于棕刚玉,磨粒锋利,韧性差
磨削淬硬的碳钢、高速钢
碳化物系
黑碳化硅
C
SiC
>95%
2840~3320
黑色带光泽
硬度高于钢玉,性脆而锋利,有良好的导热性和导电性
磨削铸铁、黄铜、铝及非金属
3280~3400
绿色带光泽
硬度和脆性高于黑碳化硅,有良好的导电性和导热性
磨削硬质合金、宝石、陶瓷、光学玻璃、不锈钢
高硬磨料
立方
氮化硼
CBN
立方
氮化硼
8000~9000
黑色
硬度仅次于金刚石,耐磨性和导电性好,发热量小
磨削硬质合金、不锈钢、高合金钢等难加工材料
人造
金刚石
MBD
碳结
晶体
10000
乳白色
硬度极高,韧性很差,价格昂贵
磨削硬质合金、宝石、陶瓷等高硬度材料