机械专业毕业设计外文翻译10
机械工程及自动化专业外文翻译--可以行走、翻身并站立的有两手和两足的机器人
外文原文:Two-Armed Bipedal Robot that can Walk, Roll Over and Stand upMasayuki INABA, Fumio KANEHIROSatoshi KAGAMI, Hirochika INOUEDepartment of Mechano-InformaticsThe University of Tokyo7-3-l Hongo, Bunkyo-ku, 113 Tokyo, JAPANAbstractFocusing attention on flexibility and intelligent reactivity in the real world, it is more important to build, not a robot that won’t fall down, but a robot that can get up if it does full down. This paper presents a research on a two-armed bipedal robot, an apelike robot, which can perform biped walking, rolling over and standing up. The robot consists of a head, two arms, and two legs. The control system of the biped robot is designed based on the remote-brained approach in which a robot does not bring its own brain within the body and talks with it by radio links. This remote-brained approach enables a robot to have both a heavy brain with powerful computation and a lightweight body with multiple joints. The robot can keep balance in standing using tracking vision, detectwhether it falls down or not by a set of vertical sensors, and perform getting up motion colaborating two arms and two legs. The developed system and experimental results are described with illustrated real examples.1 IntroductionAs human children show, it is indispensable to have capability of getting up motion in order to learn biped locomotion. In order to build a robot which tries to learn biped walking automatically, the body should be designed to have structures to support getting up as well as sensors to know whether it lays or not.When a biped robot has arms, it can perform various behaviors as well as walking. Research on biped walking robots has presented with realization[1][2][3].It has mainly focused on the dynamics in walking,treating it as an advanced problem in control[3][4][5].However, focusing attention on the intelligent reactivity in the real world, it is more important to build, not a robot that won’t fall down, but a robot that can get up if it does fall down.In order to build a robot that can get up if it falls down, the robot needs sensing system to keep the body balance and to know whether it falls down or not. Although vision is one ofthe most important sensing functions of a robot, it is hard to build a robot with a powerful vision system on its own body because of the size and power limitation of a vision system. If we want to advance research on vision-based robot behaviors requiring dynamic reactions and intelligent reasoning based on experience, the robot body has to be lightweight enough to react quickly and have many DOFS in actuation to show a variety of intelligent behaviors.As for the legged robot [6] [7] [8],there is only a little research on vision-based behaviors[9]. The difficulties in advancing experimental research for vision-based legged robots are caused by the limitation of the vision hardware. It is hard to keep developing advanced vision software in limited hardware. In order to solve the problems and advance the study of vision-based behaviors, we have adopted a new approach through building remote-brained robots. The body and the brain are connected by wireless links by using wireless cameras and remote-controlled actuators.As a robot body does not need computers on-board,it becomes easier to build a lightweight body with many DOFS in actuation.In this research, we developed a two-armed bipedal robot using the remote-brained robot environment and made it toperform balancing based on vision and getting up through cooperating arms and legs. The system and experimental results are described below.2 The Remote-Brained SystemThe remote-brained robot does not bring its own brainwithin the body. It leaves the brain in the mother environment and communicates with it by radio links. This allows us to build a robot with a free body and a heavy brain. The connection link between the body and the brain defines the interface between software and hardware. Bodies are designed to suit each research project and task. This enables us advance in performing research with a variety of real robot systems[10].A major advantage of remote-brained robots is that the robot can have a large and heavy brain based on super parallel computers. Although hardware technology for vision has advanced and produced powerful compact vision systems, the size of the hardware is still large. Wireless connection between the camera and the vision processor has been a research tool. The remote-brained approach allows us to progress in the study of a variety of experimental issues in vision-based robotics.Another advantage of remote-brained approach is that the robot bodies can be lightweight. This opens up the possibility of working with legged mobile robots. As with animals, if a robot has 4 limbs it can walk. We are focusing on vision-based adaptive behaviors of 4-limbed robots,mechanical animals, experimenting in a field as yet not much studied.The brain is raised in the mother environment in-herited over generations. The brain and the mother environment can be shared with newly designed robots. A developer using the environment can concentrate on the functional design of a brain. For robots where the brain is raised in a mother environment, it can benefit directly from the mother’s ‘evolution’,meaning that the software gains power easily when the mother is upgraded to a more powerful computer. Figure 1 shows the configuration of the remote-brained system which consists of brain base, robot body and brain-body interface.In the remote-brained approach the design and theperformance of the interface between brain and body is the key. Our current implementation adopts a fully remotely brained approach, which means the body has no computer onboard. Current system consists of the vision subsystems, the non-vision sensor subsystem and the motion control subsystem. A block can receive video signals from cameras on robot bodies. The vision subsystems are parallel sets each consisting of eight vision boards.A body just has a receiver for motion instruction signals and a transmitter for sensor signals. The sensor information is transmitted from a video transmitter. It is possible to transmit other sensor information such as touch and servo error through the video transmitter by integrating the signals into a video image[11]. The actuator is a geared module which includes an analog servo circuit and receives a posit.ion reference value from the motion receiver. The motion control subsystem can handle up to 104 actuators through 13 wave bands and send the reference values to all the actuators every 20msec.3 The Two-Armed Bipedal RobotFigure 2 shows the structure of the two-armed bipedal robot. The main electric components of the robot are joint servo actuators, control signal receivers, an orientation sensor with transmitter, a battery set for actuators and sensors sensor and a camera with video transmitter. There is no computer on-board. A servo actuator includes a geared motor and analog servo circuit in the box. The control signal to each servo module is position reference. The torque of servo modules available cover 2Kgcm - 14Kgcm with the speed about 0.2sec/60deg. The control signal transmitted onradio link encodes eight reference values. The robot in figure 2 has two receiver modules onboard to control 16 actuators.Figure 3 explains the orientation sensor using a set of vertical switches. The vertical switch is a mercury switch. When the mercury switch (a) is tilted, the drop of mercury closes the contact between the two electrodes. The orientation sensor mount two mercury switches such as shown in (b). The switches provides two bits signal to detect four orientation of the sensor as shown in (c). The robot has this sensor at its chest and it can distinguish four orientation; face up, face down, standing and upside down.The body structure is designed and simulated in the mother environment. The kinematic model of the body is described in an object-oriented lisp, Euslisp which has enabled us to describe the geometric solid model and window interface for behavior design.Figure 4 shows some of the classes in the programming environent for remote-brained robot written in Euslisp. The hierachy in the classes provides us with rich facilities for extending development of various robots.4 Vision-Based BalancingThe robot can stand up on two legs. As it can change the gravity center of its body by controling the ankle angles, it can perform static bipedal walks. During static walking the robot has to control its body balance if the ground is not flat and stable.In order to perform vision-based balancing it is re-quired to have high speed vision system to keep ob-serving moving schene. We have developed a tracking vision board using a correlation chip[l3]. The vision board consists of a transputer augmented with a special LSI chip(MEP[14]: Motion Estimation Processor) which performs local image block matching.The inputs to the processor MEP are an image as a reference block and an image for a search window.The size of the reference block is up to 16 by 16 pixels.The size of the search window depends on the size of the reference block is usually up to 32 by 32 pixels so that it can include 16 * 16 possible matches. The processor calculates 256 values of SAD (sum of absolute difference) between the reference block and 256 blocks in the search window and also finds the best matching block, that is, the one which has the minimumSAD value.Block matching is very powerful when the target moves only in translation. However, the ordinary block matching method cannot track the target when it rotates. In order to overcome this difficulty, we developed a new method which follows up the candidate templates to real rotation of the target. The rotated template method first generates all the rotated target images in advance, and several adequate candidates of the reference template are selected and matched is tracking the scene in the front view. It remembers the vertical orientation of an object as the reference for visual tracking and generates several rotated images of the reference image. If the vision tracks the reference object using the rotated images, it can measures the body rotation. In order to keep the body balance, the robot feedback controls its body rotation to control the center of the body gravity. The rotational visual tracker[l5] can track the image at video rate.5 Biped WalkingIf a bipedal robot can control the center of gravity freely, itcan perform biped walk. As the robot shown in Figure 2 has the degrees to left and right directions at the ankle position, it can perform bipedal walking in static way.The motion sequence of one cycle in biped walking consists of eight phases as shown in Figure 6. One step consists of four phases; move-gravity-center-on-foot,lift-leg, move-forward-leg, place-leg. As the body is described in solid model, the robot can generate a body configuration for move-gravity-center-on-foot according to the parameter of the hight of the gravity center. After this movement, the robot can lift the other leg and move it forward. In lifting leg, the robot has to control the configuration in order to keep the center of gravity above the supporting foot. As the stability in balance depends on the hight of the gravity center, the robot selects suitable angles of the knees.Figure 7 shows a sequence of experiments of the robot in biped walking.6 Rolling Over and Standing UpFigure 8 shows the sequence of rolling over, sitting and standing up. This motion requires coordination between arms and legs.As the robot foot consists of a battery, the robot can make use of the weight of the battery for the roll-over motion. When the robot throws up the left leg and moves the left arm back and the right arm forward, it can get rotary moment aroundthe body. If the body starts turning, the right leg moves back and the left foot returns its position to lie on the face. This rollover motion changes the body orientation from face up to face down. It can be verified by the orientation sensor.After getting face down orientation, the robot moves the arms down to sit on two feet. This motion causes slip movement between hands and the ground. If the length of the arm is not enough to carry the center of gravity of the body onto feet, this sitting motion requires dynamic pushing motion by arms. The standing motion is controlled in order to keep the balance.7 Integration through Building Sensor-Based Transition NetIn order to integrate the basic actions described above, we adopted a method to describe a sensor-based transition network in which transition is considered according to sensor status. Figure 9 shows a state transition diagram of the robot which integrates basic actions: biped walking, rolling over, sitting, and standing up. This integration provides the robot with capability of keeping walking even when it falls down. The ordinary biped walk is composed by taking two states, Left-leg Fore and Right-leg Fore, successively.The poses in ‘Lie on the Back’ and ‘Lie on the Face’are as same as one in ‘Stand’. That is, the shape ofthe robot body is same but the orientation is different.The robot can detect whether the robot lies on the back or the face using the orientation sensor. When the robot detects falls down, it changes the state to ‘Lie on the Back’ or ‘Lie on the Front’ by moving to the neutral pose. If the robot gets up from ‘Lie on the Back’, the motion sequence is planned to execute Roll-over, Sit and Stand-up motions. If the state is ‘Lie on the Face’, it does not execute Roll-over but moves arms up to perform the sitting motion.8 Concluding RemarksThis paper has presented a two-armed bipedal robot whichcan perform statically biped walk, rolling over and standing up motions. The key to build such behaviors is the remote-brained approach. As the experiments have shown, wireless technologies permit robot bodies free movement. It also seems to change the way we conceptualize robotics. In our laboratory it has enabled the development of a new research environment, better suited to robotics and real-world AI.The robot presented here is a legged robot. As legged locomotion requires dynamic visual feedback control, its vision-based behaviors can prove the effectiveness of the vision system and the remote-brained system. Our vision system is based on high speed block matching function implemented with motion estimation LSI. The vision system provides the mechanical bodies with dynamic and adaptive capabilities in interaction with human. The mechanical dog has shown adaptive behaviors based on distance measurement by tracking. The mechanical ape has shown tracking and memory based visual functions and their integration in interactive behaviors.The research with a two-armed bipedal robot provides us with a new field in intelligent robotics research because of itsvariety of the possible behaviors created from the flexiblility of the body. The remote-brained approach will support learning-based behaviors in this research field. The next tasks in this research include how to learn from human actions and how to allow the robots to improve their own learned behaviors.References[1] I. Kate and H. Tsuik. The hydraulically powered biped walking machine with a high carrying capacity. In Proc. Of 4th Int. Sys. on External Control of Human Extremities,1972.[2] H. Miura and I. Shimoyama. Dynamic walk of a biped. International Journal of Robotics Research, Vol. 3, No. 2,pp. 60-74, 1984.[3] S. Kawamura, T. Kawamura, D. fijino, F. Miyazaki, and S. Arimoto. Realization of biped locomotion by motion pattern learning. Journal of the Robotics Society of Japan,Vol. 3, No. 3, pp. 177-187, 1985.[4] Jessica K. Hodgins and Marc H. Raibert.Biped gymnastics.International Journal of Robotics Research, Vol. 9,No. 2, pp. 115-132, 1990.[5] A. Takanishi, M. Ishida, Y. Yamazaki, and I. Kato. The realization of dynamic walking by the biped walking robotwl-lord. Journal of the Robotics Society of Japan, Vol. 3, No. 4, pp. 325-336, 1985.[6] R.B. McGhee and G.I. Iswandhi. Adaptive locomotion of a multilegged robot over rough terrain. IEEE Trans.On Systems, Man and Cybernetics,Vol.SMC-9,No.4,pp. 176-182,1979.[7] M. H. Raibert, Jr. H. B. Brown, and S. S. Murthy. 3-d balance using 2-d algorithms. Robotics Research : the First International Symposium on Robotics Research (ISRRI),pp. 279-301, 1983.[8] S. Hirose, M. Nose, H. Kikuchi, and Y. Umetani. Adaptive gait control of a quadruped walking vehicle. Robotics Research : the First International Symposium on Robotics Research (ISRRI), pp. 253-369, 1983.[9] R.B. McGhee, F. Ozguner, and S.J. Tsai. Rough terrain locomotion by a hexapod robot using a binocular ranging system. Robotics Research:the First International Symposium on Robotics Research (ISRR1),pp.228-251, 1984.[10] M. Inaba. Remote-Brained Robotics: Interfacing AI with Real World Behaviors. in Proceedings of the 6th International Symposium 1993; Robotics Research: The SixthInternational Symposium,pp.335-344.International Foundation for Robotics Research, 1993.[11] M. Inaba, S. Kagami, K. Sakakki, F. Kanehiro, and H. In-oue.Vision-Based Multisensor Integration in Remote- Brained Robots. In 1994 IEEE International Conference on Multisensor Fusion and Integration fo Intelligent Systems,pp. 747-754, 1994.[I2] M. Inaba, T. Kamada, and H. Inoue. Rope Handling by Mobile Hand-Eye Robots. In Proceedings of International Conference on Advanced Robotics ICAR’93,pp. 121-126,1993.[13] H. Inoue, T. Tachikawa, and M. Inaba. Robot vision system with a correlation chip for real-time tracking, optical flow and depth map generation. In Proceedings of the 1992 IEEE International Conference on Robotics and Automation,pp. 1621-1626. 1992.[14] SGS-THOMSON Microelectronics. STI3220 motion estimation processor (tentative data). In Image Processing Data Book, pp. 115-138. SGS-THOMSON Microelectronics, 1990.[15] Masayuki Inaba, Satoshi Kagami, and Hirochika Inoue. Real time vision-based control in sumo playing robot. InProceedings of the 1993 JSME International Conference on Advanced Mechatronics, pp.854-859,1993.中文译文:可以行走、翻身并站立的有两手和两足的机器人摘要在实践中把注意力集中在灵活性和智能反应,更重要的是创想,不是一个不会倒下的机器人,而是一个倒下来可以站起来的机器人。
机械专业毕业设计外文翻译--什么是液压

What is Hydraulic?A complete hydraulic system consists of five parts, namely, power components, the implementation of components, control components, no parts and hydraulic oil. The role of dynamic components of the original motive fluid into mechanical energy to the pressure that the hydraulic system of pumps, it is to power the entire hydraulic system. The structure of the form of hydraulic pump gears are generally pump, vane pump and piston pump. Implementation of components (such as hydraulic cylinders and hydraulic motors) which is the pressure of the liquid can be converted to mechanical energy to drive the load for a straight line reciprocating movement or rotational movement. Control components (that is, the various hydraulic valves) in the hydraulic system to control and regulate the pressure of liquid, flow rate and direction. According to the different control functions, hydraulic valves can be divided into the village of force control valve, flow control valves and directional control valve. Pressure control valves are divided into benefits flow valve (safety valve), pressure relief valve, sequence valve, pressure relays, etc.; flow control valves including throttle, adjusting the valves, flow diversion valve sets, etc.; directional control valve includes a one-way valve , one-way fluid control valve, shuttle valve, valve and so on. Under the control of different ways, can be divided into the hydraulic valve control switch valve, control valve and set the value of the ratio control valve. Auxiliary components, including fuel tanks, oil filters, tubing and pipe joints, seals, pressure gauge, oil level, such as oildollars. Hydraulic oil in the hydraulic system is the work of the energy transfer medium, there are a variety of mineral oil, emulsion oil hydraulic molding Hop categories.Hydraulic principleIt consists of two cylinders of different sizes and composition of fluid in the fluid full of water or oil. Water is called "hydraulic press"; the said oil-filled "hydraulic machine." Each of the two liquid a sliding piston, if the increase in the small piston on the pressure of a certain value, according to Pascal's law, small piston to the pressure of the pressure through the liquid passed to the large piston, piston top will go a long way to go. Based cross-sectional area of the small piston is S1, plus a small piston in the downward pressure on the F1. Thus, a small piston on the liquid pressure to P = F1/SI,Can be the same size in all directions to the transmission of liquid. "By the large piston is also equivalent to the inevitable pressure P. If the large piston is the cross-sectional area S2, the pressure P on the piston in the upward pressure generated F2 = PxS2Cross-sectional area is a small multiple of the piston cross-sectional area. From the type known to add in a small piston of a smaller force, the piston will be in great force, for which the hydraulic machine used to suppress plywood, oil, extract heavy objects, such as forging steel.History of the development of hydraulicAnd air pressure drive hydraulic fluid as the transmission is made according to the 17th century, Pascal's principle of hydrostatic pressure to drive the development of an emerging technology, the United Kingdom in 1795 Joseph (Joseph Braman ,1749-1814), in London water as a medium to form hydraulic press used in industry, the birth of the world's first hydraulic press. Media work in 1905 will be replaced by oil-water and further improved.World War I (1914-1918) after the extensive application of hydraulic transmission, especially after 1920, more rapid development. Hydraulic components in the late 19th century about the early 20th century, 20 years, only started to enter the formal phase of industrial production. 1925 Vickers (F. Vikers) the invention of the pressure balanced vane pump, hydraulic components for the modern industrial or hydraulic transmission of the gradual establishment of the foundation. The early 20th century Constantine (G • Constantimsco) fluctuations of the energy carried out by passing theoretical and practical research; in 1910 on the hydraulic transmission (hydraulic coupling, hydraulic torque converter, etc.) contributions, so that these two areas of development.The Second World War (1941-1945) period, in the United States 30% of machine tool applications in the hydraulic transmission. It should be noted that the development of hydraulic transmission in Japan than Europe and the United States and other countries for nearly 20 years later. Before and after in1955, the rapid development of Japan's hydraulic drive, set up in 1956, "Hydraulic Industry." Nearly 20 to 30 years, the development of Japan's fast hydraulic transmission, a world leader.Hydraulic transmission There are many outstanding advantages, it is widely used, such as general workers. Plastic processing industry, machinery, pressure machinery, machine tools, etc.; operating machinery engineering machinery, construction machinery, agricultural machinery, automobiles, etc.; iron and steel industry metallurgical machinery, lifting equipment, such as roller adjustment device; civil water projects with flood control the dam gates and devices, bed lifts installations, bridges and other manipulation of institutions; speed turbine power plant installations, nuclear power plants, etc.; ship deck crane (winch), the bow doors, bulkhead valves, such as the stern thruster ; special antenna technology giant with control devices, measurement buoys, movements such as rotating stage; military-industrial control devices used in artillery, ship anti-rolling devices, aircraft simulation, aircraft retractable landing gear and rudder control devices and other devices.什么是液压?一个完整的液压系统由五个部分组成,即动力元件、执行元件、控制元件、无件和液压油。
机械专业外文文献翻译

利用CAD / CAM/ CAE系统开发操纵机器人H.S.李*,S.E.张华为技术学院,电力机械工程,云林,台湾,中国摘要在这项研究中,需要开发用于机器人操作臂的CAD/CAE/CAM集成系统。
通过变换矩阵,利用D-H坐标系变换方法对机器人的位姿进行分析,我们使用MATAB软件对其进行计算。
一般来说,利用PRO/E对机械臂的参数进行实体化建模,用Pro / Mechanical软体模拟动态仿真和工作空间,MasterCAM用来实现切削模拟仿真,而最终的模型用CNC数控铣床制造出来。
这样,一个用于机器人操作臂的CAD/CAE/CAM集成系统便开发出来了。
我们用一个范例来验证这种设计,分析以及制造的结果的正确性。
该集成系统不仅促进机器人的生产自动化功能,而且还简化了机械臂的CAD / CAE / CAM的分析过程。
这种集成系统是用于开发一个实用的计算机辅助机构设计课程的教学辅助工具。
©2003由Elsevier B.V.出版关键词:CAD / CAE/ CAM;机械臂;Denavit,Hartenberg坐标系变换引言许多研究已涉及到的CAD / CAE/ CAM集成系统的原理。
吕[1]讨论了平面五杆受电弓的运动学分析并设计制造了基于此弓的机械手。
通过研究五杆受电弓的运动性能,设计出一款简单的控制器来对机械手进行控制。
李某和陈某[2]描述了一个自动升降轮椅固定装置内的全尺寸货车的开发。
开发的过程中,包括机制的概念设计,运动仿真,工程分析,原型开发和测试。
周[3]使用参数化CAD系统的实体模型表达设计理念。
首先开发的是模具,其次是基于CAM系统的模型。
通过与产业界的合作,对试模调整,粉末形成,烧结,烧结后处理在专业的粉末冶金工厂进行了实验。
徐[4]在UG2通用CAD / CAM系统的基础上通过将注塑模具的CAD/CAM软件与注塑模具CAE软件集成建立了一个注塑用CAD / CAE/ CAM系统。
机械工程及自动化专业外文翻译--机械工程

外文原文:Mechanical engineering1.The porfile of mechanical engineeringEngingeering is a branch of mechanical engineerig,it studies mechanical and power generation especially power and movement.2.The history of mechanical engineering18th century later periods,the steam engine invention has provided a main power fountainhead for the industrial revolution,enormously impelled each kind of mechznical biting.Thus,an important branch of a new Engineering –separated from the civil engineering tools and machines on the branch-developed together with Birmingham and the establishment of the Associantion of Mechanical Engineers in 1847 had been officially recognized.The mechanical engineering already mainly used in by trial and error method mechanic application technological development into professional engineer the scientific method of which in the research,the design and the realm of production used .From the most broad perspective,the demend continuously to enhance the efficienceyof mechanical engineers improve the quality of work,and asked him to accept the history of the high degree ofeducation and training.Machine operation to stress not only economic but also infrastructure costs to an absolute minimun.3.The field of mechanical engineeringThe commodity machinery development in the develop country,in the high level material life very great degree is decided each kind of which can realize in the mechanical engineering.Mechanical engineers unceasingly will invent the machine next life to produce the commodity,unceasingly will develop the accuracy and the complexity more and more high machine tools produces the machine.The main clues of the mechanical development is:In order to enhance the excellent in quality and reasonable in price produce to increase the precision as well as to reduce the production cost.This three requirements promoted the complex control system development.The most successful machine manufacture is its machine and the control system close fusion,whether such control system is essentially mechanical or electronic.The modernized car engin production transmission line(conveyer belt)is a series of complex productions craft mechanization very good example.The people are in the process of development in order to enable further automation of the production machinery ,the use of a computer to store and handle largevolumes of data,the data is a multifunctional machine tools necessary for the production of spare parts.One of the objectives is to fully automated production workshop,three rotation,but only one officer per day to operate.The development of production for mechanical machinery must have adequate power supply.Steam engine first provided the heat to generate power using practical methods in the old human,wind and hydropower,an increase of engin .New mechanical engineering industry is one of the challenges faced by the initial increase thermal effciency and power,which is as big steam turbine and the development of joint steam boilers basically achieved.20th century,turbine generators to provide impetus has been sustained and rapid growth,while thermal efficiency is steady growth,and large power plants per kW capital consumption is also declining.Finally,mechanical engineers have nuclear energy.This requires the application of nuclear energy particularly high reliability and security, which requires solving many new rge power plants and the nuclear power plant control systems have become highly complex electroonics,fluid,electricity,water and mechanical parts networks All in all areas related to the mechanical engineers.Small internal combustion engine,both to the type(petrol and diesel machines)or rotary-type(gas turbines and Mong Kerr machine),as well as their broad application in the field of transport should also due to mechanical enginerrs.Throughout the transport,both in the air and space,or in the terrestrial and marine,mechanial engineers created a variety of equipment and power devices to their increasing cooperation with electrical engineers,especially in the development of appropration control systems.Mechanical engineers in the development of military weapons technology and civil war ,needs a similar,though its purpose is to enhance rather than destroy their productivity.However.War needs a lot of resources to make the area of techonlogy,many have a far-reaching development in peacetime efficiency.Jet aircraft and nuclear reactors are well known examples.The Biological engineering,mechanical engineering biotechnology is a relatively new and different areas,it provides for the replacement of the machine or increase the body functions as well as for medical equipment.Artficial limbs have been developed and have such a strong movement and touch response function of the human body.In the development of artificial organ transplant is rapid,complex cardiac machines and similar equipment to enable increasingly complexsurgery,and injuries and ill patients life functions can be sustained.Some enviromental control mechanical engineers through the initial efforts to drainage or irrigation pumping to the land and to mine and ventilation to control the human environment.Modern refrigeration and air-conditioning plant commonaly used reverse heat engine,where the heat from the engine from cold places to more external heat.Many mechanical engineering products,as well as other leading technology development city have side effects on the environment,producing noise,water and air pollution caused,destroyed land and landscape.Improve productivity and diver too fast in the commodity,that the renewable natural forces keep pace.For mechanical engineers and others,environmental control is rapidly developing area,which includes a possible development and production of small quantities of pollutants machine sequnce,and the development of new equipment and teachnology has been to reduce and eliminate pollution.4.The role of mechanical engineeringThere are four generic mechanical engineers in common to the above all domains function.The 1st function is the understanding and the research mechanical sciencefoundation.It includes the power and movement of the relationship dynamics For example,in the vibration and movement of the relationship;Automatic control;Study of the various forms of heart,energy,power relations between the thermodynamic;Fluidflows; Heat transfer; Lubricant;And material properties.The 2nd function will be conducts the research,the desing and the development,this function in turn attempts to carry on the essential change to satisfy current and the future needs.This not only calls for a clear understanding of mechanical science,and have to break down into basic elements of a complex system capacity.But also the need for synthetic and innovative inventions.The 3rd function is produces the product and the power,include plan,operation and maintenance.Its goal lies in the maintenance either enhances the enterprise or the organization longer-tern and survivabilaty prestige at the same time,produces the greatest value by the least investments and the consumption.The 4th function is mechanical engineer’s coordinated function,including the management,the consultation,as well as carries on the market marking in certain situation.In all these function,one kind unceasingly to use thescience for a long time the method,but is not traditional or the intuition method tendency,this is a mechanical engineering skill aspect which unceasingly grows.These new rationalization means typical names include:The operations research,the engineering economics,the logical law problem analysis(is called PABLA) However,creativity is not rationalization.As in other areas,in mechanical engineering,to take unexpected and important way to bring about a new capacity,still has a personal,marked characteristice.5.The design of mechanical engineeringThe design of mechanical is the design has the mechanical property the thing or the system,such as:the instrument and the measuring appliance in very many situations,the machine design must use the knowledge of discipline the and so on mathematics,materials science and mechanics.Mechanical engineering desgin includeing all mechanical desgin,but it was a study,because it also includes all the branches of mechsnical engineering,such as thermodynamics all hydrodynamics in the basic disciplines needed,in the mechanical engineering design of the initial stude or mechanical design.Design stages.The entire desgin process from start to finish,in the process,a demand that is designed forit and decided to do the start.After a lot of repetition,the final meet this demand by the end of the design procees and the plan.Design considerations.Sometimes in a system is to decide which parts needs intensity parts of geometric shapesand size an important factor in this context that we must consider that the intensity is an important factor in the design.When we use expression design considerations,we design parts that may affect the entire system design features.In the circumstances specified in the design,usually for a series of such functions must be taken into account.Howeever,to correct purposes,we should recognize that,in many cases the design of important design considerations are not calculated or test can determine the components or systems.Especially students,wheen in need to make important decisions in the design and conduct of any operation that can not be the case,they are often confused.These are not special,they occur every day,imagine,for example,a medical laboratory in the mechanical design,from marketing perspective,people have high expectations from the strength and relevance of impression.Thick,and heavy parts installed together:to produce a solid impression machines.And sometimes machinery and spare parts from the design style is the point and not theother point of view.Our purpose is to make those you do not be misled to believe that every design decision will need reasonable mathematical methods.Manufacturing refers to the raw meterials into finished products in the enterprise.Create three distinct phases.They are:input,processing exprot.The first phase includes the production of all products in line with market needs essential.First there must be the demand for the product,the necessary materials,while also needs such as energy,time,human knowledge and technology resourcess .Finall,the need for funds to obtain all the other resources. Lose one stage after the second phase of the resources of the processes to be distributed.Processing of raw materials into finished products of these processes.To complete the design,based on the design,and then develop plans.Plan implemented through various production processes.Management of resources and processes to ensure efficiency and productivity.For example,we must carefully manage resources to ensure proper use of funds.Finally,people are talking about the product market was cast.Stage is the final stage of exporting finished or stage.Once finished just purchased,it must be delivered to the users.According to productperformance,installation and may have to conduct further debugging in addition,some products,especially those very complex products User training is necessary.6.The processes of materials and maunfacturingHere said engineering materials into two main categories:metals and non-ferrous,high-performance alloys and power metals.Non-metallic futher divided into plastice,synthetic rubber,composite materials and ceramics.It said the production proccess is divided into several major process,includingshape,forging,casting/ founding,heat treatment,fixed/connections ,measurement/ quality control and materal cutting.These processes can be further divide into each other’s craft.Various stages of the development of the manufacturing industry Over the years,the manufacturing process has four distinct stages of development, despite the overlap.These stages are:The first phase is artisanal,the second Phase is mechanization.The third phase is automation the forth Phase is integrated.When mankind initial processing of raw materials into finished products will be,they use manual processes.Each with their hands and what are the tools manuslly produced.This is totally integrated production take shape.A person needsindentification,collection materials,the design of a product to meet that demand,the production of such products and use it.From beginning to end,everything is focused on doing the work of the human ter in the industrial revolution introduced mechanized production process,people began to use machines to complete the work accomplished previously manual. This led to the specialization.Specialization in turn reduce the manufacture of integrated factors.In this stage of development,manufacturing workers can see their production as a whole represent a specific piece of the part of the production process.One can not say that their work is how to cope with the entire production process,or how they were loaded onto a production of parts finished.Development of manufacting processes is the next phase of the selection process automation.This is a computer-controlled machinery and processes.At this stage,automation island began to emerge in the workshop lane.Each island represents a clear production process or a group of processes.Although these automated isolated island within the island did raise the productivity of indivdual processes,but the overall productivity are often not change.This is because the island is not caught in other automated production process middle,but not synchronous withthem .The ultimate result is the efficient working fast parked through automated processes,but is part of the stagnation in wages down,causing bottlenecks.To better understand this problem,you can imagine the traffic in the peak driving a red light from the red Service Department to the next scene. Occasionally you will find a lot less cars,more than being slow-moving vehicles,but the results can be found by the next red light Brance.In short you real effect was to accelerate the speed of a red Department obstruction offset.If you and other drivers can change your speed and red light simultaneously.Will advance faster.Then,all cars will be consistent,sommth operation,the final everyone forward faster.In the workshop where the demand for stable synchronization of streamlined production,and promoted integration of manufacturing development.This is a still evolving technology.Fully integrated in the circumstances,is a computer-controllrd machinery and processing.integrated is completed through computer.For example in the preceding paragraph simulation problems,the computer will allow all road vehicles compatible with the change in red.So that everyone can steady traffic.Scientific analysis of movement,timing and mechanics of the disciplines is that it is composed of two pater:statics anddynamics.Statics analyzed static system that is in the system,the time is not taken into account,research and analysis over time and dynamics of the system change.Dynameics from the two componets.Euler in 1775 will be the first time two different branches: Rigid body movement studies can conveniently divided into two parts:geometric and mechanics.The first part is without taking into account the reasons for the downward movement study rigid body from a designated location to another point of the movement,and must use the formula to reflect the actual,the formula would determine the rigid body every point position. Therefore,this study only on the geometry and,more specifically,on the entities from excision.Obviously,the first part of the school and was part of a mechanical separation from the principles of dynamics to study movement,which is more than the two parts together into a lot easier.Dynamics of the two parts are subsequently divided into two separate disciplines,kinematic and dynamics,a study of movement and the movement strength.Therefore,the primary issue is the design of mechanical systems understand its kinematic.Kinematic studies movement,rather than a study of its impact.In a more precise kinematic studies position,displacement,rotation,speed,velocity and acceleration of disciplines,for esample,or planets orbiting research campaing is a paradigm.In the above quotation content should be pay attention that the content of the Euler dynamics into kinematic and rigid body dynamics is based on the assumption that they are based on research.In this very important basis to allow for the treatment of two separate disciplines.For soft body,soft body shape and even their own soft objects in the campaign depends on the role of power in their possession.In such cases,should also study the power and movement,and therefore to a large extent the analysis of the increased complexity.Fortunately, despite the real machine parts may be involved are more or less the design of machines,usually with heavy material designed to bend down to the lowest parts.Therefore,when the kinematic analysis of the performance of machines,it is often assumed that bend is negligible,spare parts are hard,but when the load is known,in the end analysis engine,re-engineering parts to confirm this assnmption.中文译文:机械工程1.机械工程简介机械工程是工程学的一个分支,它研究机械和动力的产,尤其是力和动力。
机械专业毕业设计外文翻译1

本科毕业设计(本科毕业论文)外文文献及译文文献、资料题目:High-rise Tower Crane designed文献、资料来源:期刊(著作、网络等)文献、资料发表(出版)日期:2000.3.25院(部):机电工程学院专业:机电工程及自动化High-rise Tower Crane designed under Turbulent Winds At present, construction of tower cranes is an important transport operations lifting equipment, tower crane accident the people's livelihood, major hazards, and is currently a large number of tower crane drivers although there are job permits, due to the lack of means to monitor and review the actual work of a serious violation . Strengthen the inspection and assessment is very important. Tower crane tipping the cause of the accident can be divided into two aspects: on the one hand, as a result of the management of tower cranes in place, illegal operation, illegal overloading inclined cable-stayed suspended widespread phenomenon; Second, because of the tower crane safety can not be found in time For example,Took place in the tower crane foundation tilt, micro-cracks appear critical weld, bolts loosening the case of failure to make timely inspection, maintenance, resulting in the continued use of tower cranes in the process of further deterioration of the potential defect, eventually leading to the tower crane tipping. The current limit of tower crane and the black box and can not be found to connect slewing tower and high-strength bolts loosening tightened after the phenomenon is not timely, not tower verticality of the axis line of the lateral-line real-time measurement, do not have to fight the anti-rotation vehicles, lifting bodies plummeted Meng Fang, hook hoists inclined cable is a timely reminder and record of the function, the wind can not be contained in the state of suspended operation to prevent tipping on the necessary tips on site there is a general phenomenon of the overloaded overturning of the whole security risks can not be accurately given a reminder and so on, all of which the lease on the tower crane, use, management problems,Through the use of tower crane anti-tipping monitor to be resolved. Tower crane anti-tipping Monitor is a new high-tech security monitoring equipment, and its principle for the use of machine vision technology and image processing technology to achieve the measurement of the tilt tower, tower crane on the work of state or non-working state of a variety of reasons angle of the tower caused by the critical state to achieve the alarm, prompt drivers to stop illegal operation, a computer chip at the same time on the work of the state of tower crane be recorded. Tower crane at least 1 day overload condition occurs, a maximum number of days to reach 23 overloading, the driver to operate the process of playing the anti-car, stop hanging urgency, such as cable-stayed suspended oblique phenomenon often, after verification and education, to avoid the possible occurrence of fatal accidents. Wind conditions in the anti-tipping is particularly important, tower cranes sometimes connected with the pin hole and pin do not meet design requirements, to connect high-strength bolts are not loose in time after the tightening of the phenomenon, through timely maintenance in time after the tightening of the phenomenon, through timely maintenance and remedial measures to ensure that the safe and reliable construction progress. Reduced lateral line tower vertical axis measuring the number of degrees,Observation tower angle driver to go to work and organize the data once a month to ensure that the lateral body axis vertical line to meet the requirements, do not have to every time and professionals must be completed by Theodolite tower vertical axismeasuring the lateral line, simplified the management link. Data logging function to ensure that responsibility for the accident that the scientific nature to improve the management of data records for the tower crane tower crane life prediction and diagnosis of steel structures intact state data provides a basis for scientific management and proactive prevention of possible accidents, the most important thing is, if the joint use of the black box can be easily and realistically meet the current provisions of the country's related industries. Tower crane safety management at the scene of great importance occurred in the construction process should be to repair damaged steel, usually have to do a good job in the steel tower crane maintenance work and found that damage to steel structures, we must rule out potential causes of accidents, to ensure safety in production carried out smoothly. Tower crane in the building construction has become essential to the construction of mechanical equipment, tower crane at the construction site in the management of safety in production is extremely important. A long time, people in the maintenance of tower crane, only to drive attention to the conservation and electrical equipment at the expense of inspection and repair of steel structures, to bring all kinds of construction accidents.Conclusion: The tower crane anti-tipping trial monitor to eliminate potential causes of accidents to provide accurate and timely information, the tower crane to ensure the smooth development of the leasing business, the decision is correct, and should further strengthen and standardize the use of the environment (including new staff training and development of data processing system, etc.).The first construction cranes were probably invented by the Ancient Greeks and were powered by men or beasts of burden, such as donkeys. These cranes were used for the construction of tall buildings. Larger cranes were later developed, employing the use of human treadwheels, permitting the lifting of heavier weights. In the High Middle Ages, harbour cranes were introduced to load and unload ships and assist with their construction – some were built into stone towers for extra strength and stability. The earliest cranes were constructed from wood, but cast iron and steel took over with the coming of the Industrial Revolution.For many centuries, power was supplied by the physical exertion of men or animals, although hoists in watermills and windmills could be driven by the harnessed natural power. The first 'mechanical' power was provided by steam engines, the earliest steam crane being introduced in the 18th or 19th century, with many remaining in use well into the late 20th century. Modern cranes usually use internal combustion engines or electric motors and hydraulic systems to provide a much greater lifting capability than was previously possible, although manual cranes are still utilised where the provision of power would be uneconomic.Cranes exist in an enormous variety of forms – each tailored to a specific use. Sizes range from the smallest jib cranes, used inside workshops, to the tallest tower cranes,used for constructing high buildings, and the largest floating cranes, used to build oil rigs and salvage sunken ships.This article also covers lifting machines that do not strictly fit the above definition of a crane, but are generally known as cranes, such as stacker cranes and loader cranes.The crane for lifting heavy loads was invented by the Ancient Greeks in the late 6th century BC. The archaeological record shows that no later than c.515 BC distinctive cuttings for both lifting tongs and lewis irons begin to appear on stone blocks of Greek temples. Since these holes point at the use of a lifting device, and since they are to be found either above the center of gravity of the block, or in pairs equidistant from a point over the center of gravity, they are regarded by archaeologists as the positive evidence required for the existence of the crane.The introduction of the winch and pulley hoist soon lead to a widespread replacement of ramps as the main means of vertical motion. For the next two hundred years, Greek building sites witnessed a sharp drop in the weights handled, as the new lifting technique made the use of several smaller stones more practical than of fewer larger ones. In contrast to the archaic period with its tendency to ever-increasing block sizes, Greek temples of the classical age like the Parthenon invariably featured stone blocks weighing less than 15-20 tons. Also, the practice of erecting large monolithic columns was practically abandoned in favour of using several column drums.Although the exact circumstances of the shift from the ramp to the crane technology remain unclear, it has been argued that the volatile social and political conditions of Greece were more suitable to the employment of small, professional construction teams than of large bodies of unskilled labour, making the crane more preferable to the Greek polis than the more labour-intensive ramp which had been the norm in the autocratic societies of Egypt or Assyria.The first unequivocal literary evidence for the existence of the compound pulley system appears in the Mechanical Problems (Mech. 18, 853a32-853b13) attributed to Aristotle (384-322 BC), but perhaps composed at a slightly later date. Around the same time, block sizes at Greek temples began to match their archaic predecessors again, indicating that the more sophisticated compound pulley must have found its way to Greek construction sites by then.During the High Middle Ages, the treadwheel crane was reintroduced on a large scale after the technology had fallen into disuse in western Europe with the demise of the Western Roman Empire. The earliest reference to a treadwheel (magna rota) reappears in archival literature in France about 1225, followed by an illuminated depiction in a manuscript of probably also French origin dating to 1240. In navigation, the earliest uses of harbor cranes are documented for Utrecht in 1244, Antwerp in 1263, Brugge in 1288 and Hamburg in 1291, while in England the treadwheel is not recorded before 1331.Generally, vertical transport could be done more safely and inexpensively by cranes than by customary methods. Typical areas of application were harbors, mines, and, in particular, building sites where the treadwheel crane played a pivotal role in the construction of the lofty Gothic cathedrals. Nevertheless, both archival and pictorial sources of the time suggest that newly introduced machines like treadwheels or wheelbarrows did not completely replace more labor-intensive methods like ladders, hods and handbarrows. Rather, old and new machinery continued to coexist on medieval construction sites and harbors.Apart from treadwheels, medieval depictions also show cranes to be powered manually by windlasses with radiating spokes, cranks and by the 15th century also by windlasses shaped like a ship's wheel. To smooth out irregularities of impulse and get over 'dead-spots' in the lifting process flywheels are known to be in use as early as 1123.The exact process by which the treadwheel crane was reintroduced is not recorded, although its return to construction sites has undoubtedly to be viewed in close connection with the simultaneous rise of Gothic architecture. The reappearance of the treadwheel crane may have resulted from a technological development of the windlass from which the treadwheel structurally and mechanically evolved. Alternatively, the medieval treadwheel may represent a deliberate reinvention of its Roman counterpart drawn from Vitruvius' De architectura which was available in many monastic libraries. Its reintroduction may have been inspired, as well, by the observation of the labor-saving qualities of the waterwheel with which early treadwheels shared many structural similarities.In contrast to modern cranes, medieval cranes and hoists - much like their counterparts in Greece and Rome - were primarily capable of a vertical lift, and not used to move loads for a considerable distance horizontally as well. Accordingly, lifting work was organized at the workplace in a different way than today. In building construction, for example, it is assumed that the crane lifted the stone blocks either from the bottom directly into place, or from a place opposite the centre of the wall from where it could deliver the blocks for two teams working at each end of the wall. Additionally, the crane master who usually gave orders at the treadwheel workers from outside the crane was able to manipulate the movement laterally by a small rope attached to the load. Slewing cranes which allowed a rotation of the load and were thus particularly suited for dockside work appeared as early as 1340. While ashlar blocks were directly lifted by sling, lewis or devil's clamp (German Teufelskralle), other objects were placed before in containers like pallets, baskets, wooden boxes or barrels.It is noteworthy that medieval cranes rarely featured ratchets or brakes to forestall the load from running backward.[25] This curious absence is explained by the high friction force exercised by medieval treadwheels which normally prevented the wheel from accelerating beyond control.目前,塔式起重机是建筑工程进行起重运输作业的重要设备,塔机事故关系国计民生、危害重大,而目前众多的塔机司机虽然有上岗证,由于缺少监督和复核手段,实际工作中违规严重。
机械加工专业毕业设计外文翻译
附录ToolPurposeUpon completion of this unit, students will be able to:* Rough and explain the difference between finishing.* Choose the appropriate tool for roughing or finishing of special materials and processing.* Recognition Tool Cutting part of the standard elements and perspective.* The right to protect the cutter blade.* List of three most widely used tool material.* Description of each of the most widely used knives made of the material and its processing of Applications.* Space and inclination to understand the definition.* Grinding different tools, plus the principle of space and inclination.* To identify different forms of space and the inclination to choose the application of each form.The main points of knowledge:Rough-finished alloy steel casting materialScattered surplus carbide ceramic materials (junction of the oxide) ToolWith a chip breaking the surface roughness of the D-cutter knives diamondsAfter Kok flank behind the standard point of (former) angle off-chipSide front-side appearance and the outline of the former Kok (I. Kok)Grinding carbon tool steel front-fast finishing horn of rigid steelDouble or multiple-side flank before the dip angle oblique angleSurface-radius Slice root for curlingRough and finishing toolCutting speed only in the surface roughness not required when it is not important. Rough the most important thing is to remove the excess material scattered. Only in surface roughness of the finishing time is important. Unlike rough, finishing the slow processing speed. Chip off with the D-knives, better than the standard point of knives, in Figure 9-10 A, is designed for cutting depth and design, for example, a 5 / 16-inch box cutter blade of the maximum depth of cut 5 / 16 inches, and an 8 mm square block will be cutting knives Corner to 8 mm deep, this tool will be very fast Corner block removal of surplus metal. Slice merits of the deal with that, in a small blade was close thinning. This tool is also a very good finishing tool. But please do not confuse the thin band Tool and Tool-off crumbs. A chip-off is actually counter-productive tool to cut off the chip flakes.And the standard tool of the Corner, compared with chip breaking tool for the Corner is in its on and get grooving, Figure 9-10 B. This tool generally used to block the Corner of rough finishing. While this tool Corner blocks have sufficient strength to carry out deep cut, but the longer the chip will cut off the plane around after shedding a lot of accumulation. Chip is so because the tangles and sharp, and theoperator is a dangerous, so this is a chip from the need to address the problem. Double, or triple the speed of the feed will help to resolve, but this will require greater horsepower and still easily chip very long. Because of the slow processing, however, this action will be a good tool but also because of the small root radius of the processing will be a smooth surface. Especially when processing grey cast iron especially.Cutting Tools appearanceAppearance, sometimes called the contour of the floor plan is where you see the vision or the top down or look at the surface. Figure 9-11 illustrate some of the most common form, those who could be on the cutting tools and grinding out successfully be used. National Standards in its thread-cutting tool on a tiny plane can be as GB thread, the Anglo-American unity and international standards screw threads. A special tool to outline the thread of the plane is to be ground into the correct size.Tools Corner fixedCorner to a number of knives around the 15 degree angle while the other knives and cutting of the straight. When the mill in Figure 9-12 A and 9-12 B, for example by the space and the inclination, these must factor into consideration in the review. Figure 9-12 B Tool Corner block the angle is zero, compared with 9-12 A map is a heavier cutting tools, and the 9-12 A map will take more heat. The same amount of space in front of the two cases are the same.Tool Corner block component and the angleFigure 9-13 Tool Corner block an integral part of the name, and plans 9-14 point of the name, is the machinery industry standards.Grinding Wheel Tool Corner BlockWhen the cutter is fixed in the middle of Dao, Tool Corner block can not be the grinding. Can not do so for the reasons: because of the large number of Dao and extra weight, making Corner together with the grinding is a clumsy and inefficient way. Too much pressure could be added to round on the sand. This can cause the wheel Benglie wheel or because of overheating and the rift on the Corner Tool damage. There are grinding to the possibility of Dao.GrindingA craftsman in his toolbox, should always be a small pocket lining grinding tool. Alumina lining a grinding tool as carbon tool steel and high speed steel tool tool. The silicon carbide lining grinding tool grinding carbide cutting tools. Cutting Tools should always maintain smooth and sharp edge, so that the life expectancy of long knives and processing the surface smooth.Cutting tool materialsCarbon tool steel cutter Corner block usually contains 1.3 percent to 0.9 percent of carbon. These make use of the cutting tool in their tempering temperature higher than about 400 degrees Fahrenheit (205 degrees Celsius) to 500 degrees Fahrenheit (260 degrees Celsius) remained hardness, depending on the content of carbon. These temperature higher than that of carbon tool steel cutter will be changed soft, and it will be the cutting edge. Damaged. Grinding blades or cutting speed faster when using carbon tool steel cutter will be made of the blue, this will be in the imagination. Toolwill be re-hardening and tempering again. So in a modern processing almost no carbon as a tool steel blade.Low-alloy steel cutting tool in the carbon steel tools added tungsten, cobalt, vanadium alloying elements such as the consequences. These elements and the hardness of high-carbon carbide. Increased tool wear resistance. Alloy tool steel that is to say there will be no hard and fast with hot red when the knife's edge can still continue to use it. Low-alloy steel cutting tool is relatively small for a modern processing.High-speed steel with tungsten of 14 percent to 22 percent, or Containing 1.5% to 6% of the W-Mo (molybdenum which accounted for 6 percent to 91 percent). From high-speed steel tool made of a rigid heat, some high-speed steel also contains cobalt, which is formed of rigid factor. Cobalt containing high-speed steel tool can maintain hardness, more than 1,000 degrees Fahrenheit (or 540 degrees Celsius) blade will become soft and easily damaged. After cooling, the tool will harden. When grinding, you must be careful because of overheating and cold at first, so that profile Benglie Zhucheng a variety of metal alloy materials have a special name called Carbide, such as containing tungsten carbide cobalt chrome. In little or iron carbide. However, its high-speed steel cutting speed than the maximum cutting speed is higher 25 percent to 80 percent. Carbide Tool General for cutting force and the intermittent cutting processing, such as processing Chilled Iron.The past, Carbide Tool is mainly used for processing iron, but now carburizing tool for processing all the metal.Carbide Tool into the body than to the high-speed steel tool or casting - lighter alloy cutting tools, because tend to be used as a tool carbide cutting tools. Pure tungsten, carbon carburizing agent or as a dipping formation of the tungsten carbide, suitable for the cast iron, aluminum, non-iron alloy, plastic material and fiber of the machining. Add tantalum, titanium, molybdenum led to the carbon steel The hardness of higher tool, this tool suitable for processing all types of steel. In manufacturing, or tungsten steel alloy containing two or more of a bonding agent and the mixture is hard carbon steel tool, is now generally containing cobalt, cobalt was inquiry into powder and thoroughly mixed, under pressure Formation of Carbide.These cutting tools in the temperature is higher than 1,660 degrees F (870 degrees C) can also be efficiently used. Carbide Tool hardware than high-speed steel tool, used as a tool for better wear resistance. Carbide Tool in a high-speed Gangdao nearly three times the maximum cutting speed of the cutting rate cutting.Made from diamonds to the cutting tool on the surface finish and dimensional accuracy of the high demand and carbide cutting tools can be competitive, but these tools processing the material was more difficult, and difficult to control. Metal, hard rubber and plastic substances can be effective tool together with diamonds and annoyance to the final processing.Ceramic tool (or mixed oxide) is mixed oxide. With 0-30 grade alumina mixture to do, for example, contains about 89 percent to 90 percent of alumina and 10 percent to 11 percent of titanium dioxide. Other ceramic tool is used with the tiny amount of the second oxides Mixed together the cause of pure alumina.Ceramic tools in more than 2,000 degrees F (1095 degrees C) temperature of the work is to maintain strength and hardness. Cutting rates than high-carbon steel knives to 50 percent or even hundreds of percentage. In addition to diamonds and titanium carbide, ceramic tool in the industry is now all the materials of the most hard cutting tool, especially at high temperatures.Tao structure easily broken in a specific situation, broken only carbon intensity of the half to two-thirds. Therefore, in cut, according to the proportion of cutting and milling would normally not be recommended. Ceramics cutting machine breakdown of failure is not usually wear failure, as compared with other materials, their lack of ductility and lower tensile strength.In short, the most widely used by the cutting tool material is cut high-speed steel, low alloy materials and carbide.Gap and dipSpace and inclination of the principle is the most easily to the truck bed lathe tool bladed knives to illustrate. Shape, size of the gap, and dip the type and size will change because of machining. Similarly a grinding tool Corner block is just like brushing your teeth.Gap tool to stop the edge of friction with the workpiece. If there is no gap in Figure 9-15A in the small blades, knives and the side will wear will not be cutting. If there are gaps in Figure 9-15 B, will be a cutting tool. This basic fact apply to any type of tool.Clearance was cutting the size depends on material and the cutting of the material deformation. For example, aluminum is soft and easy to slightly deformed or uplift, when the cutter Corner into space within the perspective and the perspective of the space under, the equivalent in steel mill and will very quickly broken. Table 9-1 (No. 340) that different materials grinding space and perspective.The correct amount of space will be properly protected edge. Too much space will cause the blade vibration (fibrillation), and may edge of total collapse. Tool Corner for the slab block must have a backlash, behind (in front) gap, knife and cut-corner. The main cutting edge is almost as all the cutting work at the cutting edge of the cutting tool on the edge, on the left or right-lateral knives, or cutting tool in the end, cut off on a cutter.Backlash angle for example, the role of a lathe tool Corner to the left block when it mobile. If there is no backlash Kok, Fig 9-16 A, with the only tool will be part of friction rather than cutting. If a suitable backlash Kok, Fig 9-16 B, will be cutting edge and will be well supported. If I have too many gaps, Fig 9-16 C, the edge will not support leading tool vibration (fibrillation) and may be completely broken.Tool gap to the front or rear of the role when it fixed to zero, as shown in Figure 9-17. If not in front of the Gap. Figure 9-17 A, the tool will not only friction and cutting. If a suitable space in front, Fig 9-17 B, but also a good tool will be cutting edge will be well supported. If a big gap in front of Ms, Fig 9-17 C, the tool will lack support, will have a vibrate, and cutting edge may be pressure ulcer.Figure 9-18 illustrate the gap in front of a lathe tool, when it with a 15 degree angle when fixed. The same amount of space on the front fixed to zero, and around thecutter, but the tool is the relatively thin. So the heat away from the blade less. Typically, front-side or front-not too big in Figure 9-19. It is usually from zero degrees to 20 degrees change, an average of about 15 degrees. There are clear advantages, according to the following: good cutting angle so that the cutting edge of the work was well, but relatively thin chips. Cutting Tools is the weakest part. By the former angle, the blade In the form of points around the workpiece. Cutting Edge shock will cause the entire tool vibration. When cutting the work nearly completed, the final section of metal was to ring, packing iron sheet or tangles in the form of the metal ball away gradually replaced by direct removal. Pressure tends to stay away from the workpiece cutting tool rather than narrow the gap between its parts. 9-19 A in the plan was an example of the use of a 30-degree lateral Cutting Angle tool processing thin slice example. A mathematical proof of the plan 9-19 B in the right-angle triangle trip is to expand the use of a map 9-19 A right triangle in the same way, that is, in the direction of upward mobility to feed a 0.010 inch. Right triangle adjacent to the edge (b) and feed 0.010 feet equivalent.The following formula using triangulation to explain:Kok cosine A = right-angle-B / C XiebianOr cosine of 30 degrees = b / c0.886 = b/0.010b = 0.866 * 0.010b = 0.00866 (bladed too thin)When the mobile tool, the purpose of front-to be processed to eliminate from the surface of the cut-cutting tools. This angle is usually from 8 degrees to 15 degrees, but in exceptional circumstances it as much as 20 degrees to 30 degrees. If there is no gap in Figure 9-20 A, cutting tools will be tied up, sharp beep, and the rivets may be the first to die away. The appropriate space, in Figure 9-20 B, cutting tool will be cutting well.A manufacturing plant or cut off the fast-cutter blade with three space, in a root-surface or surface and the other in bilateral level, in Figure 9-21. If a tool Corner block from the date of the face, It can have up to five space, in Figure 9-22. Grooving tool sometimes known as area reduction tool used to cut a groove in the shallow end of the thread.Inclination is the top tool inclination or, in the Tool Corner block on the surface. Changes depending on the angle of the cutting material. Improvement of the cutting angle, the blade shape, and guidelines from the chip from the edge of the direction. Chip dip under the direction named. For example, if a chip from the edge cutter outflow, it is called anterior horn. If the chip to the back of the outflow, that is, to the Dao, which is known as the horn. Some mechanical error and the staff horn as a front-or knife corner.Single tool like Tool Corner block may be the only edge of the blade side oblique angle, or in the back, only to end on the edge of the horn, or they may have roots in the face or front surface of the main Cutting edge of the blade and cutting edge of the horn and a roll angle of the portfolio. In the latter case, cut off most of the surface with a cutter and a chip to the point of view in the tool horn and roll angle in bothdirections has been moved out.Two different roll angle in Figure 9-23 A and 9-23 B was an example. Angle depends on the size and type of material was processed.9-24 A map in Figure 9-24 B and gives examples of zero to a fixed cutter after the two different angle. In Figure 9-25 B and 9-25 A Tool to the regular 15-degree angle. Figure 9-26 tool to display a 15 degree angle fixed, but in this case a tool to roll angle after angle and the combination of form close to the workpiece. Double or multiple chips to lead the inclination angle of a mobile or two away from the edge of the back and side to stay away from the cutter.Comparison of various horn, shown in Figure 9-27, Corner of the horn of a negative point of view, and zero is the point of view. These dip in the Corner cutter on the manifestation of a decision in the hands of the processing needs of the pieces. After Kok was the size of the type of materials processing, and knives in Dao fixed on the way.The type of lateral oblique angleFigure 9-28 examples of tools Corner blocks and four different types of lateral oblique angle of the cross-sectional. Figure 9-28 A, is zero lateral oblique angle, like some of the brass materials, some bronze and some brittle plastic material is particularly necessary. Standard side oblique angle, in Figure 9-28 B, is the most common one of the bevel side. In the ductile material on the deep cut, easy to chip in the tool around the accumulation of many, and this will cause danger to the operator. The chip will become a deal with the problem. Such a tool to cut off the grey cast iron is the most appropriate.Chip laps volumes, Figure 9-28 C, is one of the best types of inclination, especially in the ductile material on the special deep cutting. Chip small crimp in close formation against the Dao of bladed knives against the will of the rupture. The chip rolled up to maintain a narrow trough of the chip will guarantee that the width of closely Lane V ol. The chip is very easy to handle. V olume circle with a chip is not a cut-chip.Chip cut off, in Figure 9-28 D, leading to chip in the corner was cut off, and then to small chips fell after the chip. The need to cut off a chip provides up to 25 percent of the force. This inclination of the stickiness of the steel is good.Gap KokWhen cutting any material time, the gap should always be the smallest size, but the gap should never angle than the required minimum angle small space. The gap is too small knives Kok will lead to friction with the workpiece. Choice of space at the corner to observe the following points:1. When processing hardness, stickiness of the material, the use of high-speed steel tool cutting angle should be in the space of 6 to 8 degrees, and the use of carbon tool steel cutter at the corner of the gap in size should be 5 degrees to 7 degrees.2. When the processing of carbon steel, low carbon steel, cast iron when the gap angle should be the size of high-speed steel tool 8 degrees to 12 degrees, and carbon tool steel cutter 5 degrees to 10 degrees.3. Scalability when processing materials such as copper, brass, bronze, aluminum,iron, etc. Zhanxing materials, space Kok should be the size of high-speed steel tool 12 degrees to 16 degrees, carbon steel knives 8 degrees to 14 , Mainly because of the plastic deformation of these metals. This means that, when the cutter and around them, the soft metal to some minor deformation or protruding, and this tool will be friction. At this time, we must have a tool on the additional space.刀具目的在完成这一个单元之后,学生将会能够:* 解释粗加工和精加工之间的差别。
外文翻译---CodeWarrior介绍

机械工程学院毕业设计(论文)外文资料翻译教科部:专业:姓名:学号:外文出处:Freescale Semiconductor(用外文写)Codewarrior Development Studio附件:Introduction to CodeWarrior Development ToolsCodeWarrior介绍一、CodeWarrior 能做些什么?当你知道自己能写更好的程序时,你一定不会再使用别人开发的应用程序。
但是常常会发生这种情况,就是当你写了无数行代码后,却找不到使得整个程序出错的那一行代码,这会让你感到很失望,更不用提编译和链接整个程序等其它的了。
使用CodeWarrior 这一工具解决上述问题。
在CodeWarrior 中使用C/C++ 进行编程。
CodeWarrior 也可以支持Java 开发,但那是另一门课程的内容。
CodeWarrior 能够自动地检查代码中的明显错误,它通过一个集成的调试器和编辑器来扫描你的代码,以找到并减少明显的错误,然后编译并链接程序以便计算机能够理解并执行你的程序。
你所使用过的每个应用程序都经过了使用象CodeWorrior 这样的开发工具进行编码、编译、编辑、链接和调试的过程。
你可以使用CodeWarrior 来编写你能够想象得到的任何一种类型的程序。
如果你是一个初学者,你可以选择编写一个应用程序(比如一个可执行程序),比如象微软公司的文本编辑器WordPad 这样的应用程序。
应用程序可能是最容易编写的程序了,而那些庞大的商业软件,比如象Adobe Photoshop,Microsoft Word 以及CodeWarrior 软件都是极其复杂的。
其它类型的程序指的是控制面板(control panels),动态链接库(dynamic linked libraries,DLLs) 和插件(plug-ins)。
我们先来简单的讨论一下这些类型的程序。
在Windows 中,控制面板程序是一些(通常比较小的)存放在控制面板目录下的程序,可以在开始菜单的控制面板项中看到它们。
机械工程及其自动化 专业外文资料翻译--流体传动

毕业设计(论文)外文资料翻译学院(系):机械工程学院专业:机械工程及其自动化姓名:学号:外文出处:Transmission of Fluid附件: 1.外文资料翻译译文;2.外文原文。
注:请将该封面与附件装订成册。
附件1:外文资料翻译译文流体传动流体传动包括气体(压)传动和液体传动,液体传动分为液压传动、液力传动和液粘传动。
液压传动基于帕卡定律,以液体的压能来传递动力;液力传动基于欧拉方程,以液体动量短的变化来传递动力;液粘传动基于牛顿内摩擦定律,以液体的粘性来传递动力。
液力传动的基本元件是液力偶合器和液力变矩器。
液力偶合器的基本构件是具有若干径向平面叶片的、构成工作腔的泵轮和涡轮。
液力传动油在工作腔里高速循环流动传递动力,油液随从泵轮做牵连运动的同时因受离心力作用而做离心运动,从泵轮(及输入轴)吸收机械能并转化为动量矩(mVR)增量,高速液流从泵轮冲入涡轮做向心流动释放动量矩,推动涡轮(及输出轴)旋转,带动工作机(及负载)做功。
液力变矩器的基本构件是泵轮、涡轮和导轮,它们均是具有空间(弯曲)叶片的工作轮,按相关顺序排列构成工作腔。
液力传动油在工作腔中被泵轮涡轮搅动,使液流获得动量矩增量,经过导轮调转液流方向后冲入涡轮,释放动量矩(动能)推动涡轮带动工作机旋转做功。
我国液力元件近年发展较快,2003年液力偶合器的全国年产量约7万台。
广泛应用于带式输送机、刮板输送机、球磨机、风机、压缩机、水泵和油泵等设备的传动中,提高传动品质并节约能源。
当前我国液力偶合器的最高输出转速为6500r/min,最小功率为0.3kW,最大功率为7100kW。
液力偶合器的发展趋势是高转速、大功率。
国际上液力偶合器产品以德国福依特公司最为著名,据资料称已有转速达20000r/min、功率达55000kW的产品,可见我国与之尚有相当大的差距。
当然,功率大的液力元件对液力传动油的要求较高。
液力变矩器主要用于工程机械、石油机械和内燃机车。
机械类外文文献翻译机械类英文翻译机械专业毕业设计中英文翻译机械专业中英文翻译机械专业英文翻译(优.选)
中英文翻译原文:Comment on medicines and chemical reagents package machineryconceptual designIn recent years, Carry out GMP (medicines and chemical reagents produces specifications of quality) attestation system because of sustained our country economic situation rise and country to pharmacy industry mandatory. Medicines and chemical reagents package machinery has got quite great progress. The new product increases by gradually. Engineering level has had very big improvement. But be returning very big gaps back to existence compared with international standards. Level being close to 60%'s product cannot to reach upper developed country century eighties. Large-scale advanced equipment is dependent on entrance mainly. Low our country medicines and chemical reagents package machinery engineering level is that the design designing personnel low level from our country enterprise arouses to a great extent.One, our country medicines and chemical reagents package machinery current situation analysesOur country medicines and chemical reagents package machinery still has bigger gap compared with advanced international level. What time is insufficient on domestic medicines and chemical reagents package machinery design under main existence1) Backward domestic mechanical performance medicines and chemical reagents package machinery mostly, accuracy low velocity, is slow, stationarity dispatches package machinery travel process to contain large amount of dyadic complicated intermittence motion. Come to come true mainly from the cam, the connecting rod. But, many design that the personnel is unable to require that the independence designs the parameter calculating cam bar linkage kinematics and dynamics according to job cycle picture and accuracy. Be only the surveying and mapping carrying out a piecemeal that the abroad model machine cam connecting rod part is dismantled down simplely. Bring about actuating mechanism error is very big. That domestic medicines and chemical reagents package machinery runs speed mostly is more general than hanging down according to cutting frequency if the aluminium moulds bubble coverpacker's for 100 one 300 mins, full-automatic medicine box packer dress box speed 50- 200 boxes/ ms in. But, on the international, the advanced aluminium moulds rushing steeping cover packer cutting frequency be able to reach 600 mins. Full-automatic medicine box packer dress box speed is able to reach 600 ~ 800 box/ mins. Not only working speed of domestic medicines and chemical reagents package machinery is slow. And, the partner has bigger noise.2) Is under the control of horizontal backward. Domestic medicines and chemical reagents package machinery controls low, automation of level difference mostly , the malfunction leads height. (Main package machinery finger box dress controls domestic medicines and chemical reagents with drinking wine holding machinery with) adopt PLC to do a scene mostly. But, advanced medicines and chemical reagents package machinery realizes supervisory control abroad mostly from computer system. Under the control of horizontal relatively backward. Great majority domestic medicines and chemical reagents package machinery automation sex is relatively poor. Adopt a single to produce a pattern first commonly. The full-automatic production line is few. Two is that full-automation works cannot to achieve. Require that the manpower feeds in raw material. Hand movement enchases. If in a little paper box packer, Page, paper box all needs medicine board , specifications paper to move charging personally. And require specially-assigned person to pay attention to if specifications, medicine board, paper box already finish using at any time. Happen to avoid bringing about machine racing or bringing about incomplete specifications, medicine board, and medicine box phenomenon. Other, domestic medicines and chemical reagents package mechanic failure rates are higher. Control a component (if the relay, electromagnetic valve, contactor, breaker etc.) etc. are often easy to damage. Halt also to frequently occur the malfunction.3) Functions are unitary, expansion sex is bad. Medicines and chemical reagents package machinery is that the form designs that specifically for specially appointed package. The general specification range inner in regulation is adjustable. But, a lot of our country medicines and chemical reagents package machinery considers insufficiency when designing that. Be not that reforming going a step further sets apart sufficient space. Cause the machinery designing that to be able to only adapt to the form board in several kinds simplicities. Change not adapting to wrapping material or the form board dimension. Fit in with even. The package finished product mass giving birth to a child is neither nice.4) Considers deficiency synthetically. Resource does not fully utilize. Our country medicines and chemical reagents there exists the chaos phenomenon in package machinery design. A lot of machinery designs that the personnel drags to the electric motor moving the synchrony technology, the servo drive technology do not knows. The problem simple electrical equipment available is resolved uses complicated mechanism to come to come true but. Some though the control organ works to come having adopt the synchrony electric motor to wait for a device. But choose block of wood ding-dang. The maximum having brought about resource not only wastes this condition. And make machinery function designing that low.5) Model is inflexible. Model seldom considering machinery time medicines and chemical reagents of our country package machinery design. Many machine molding that the manufacturer produces is not beautiful do not have model even. Give person feeling to rigid, to inflexible, not to have vigor. A few medicine box packers are middle. The nut all assembles screw on the machine outside board. But, the oil cup and flow nipple that a little lubrication uses also can be seen everywhere. Be stained fully with a greasy dirt easy to use machine everywhere time oiling. Impression is rough to person. No beautiful.Two, medicines and chemical reagents package machinery conceptual design contentPeople long-term study passes. Define conceptual design being: "Have been ascertaining the mission queen. Pass abstract-relation. Design the function structure. Explore appropriate effect principle and their combination waiting. Ascertain out basic finding the solution approach. Reach find the solution scheme. This part of the conceptual design designing that the job is called conceptual design is referred to make the queen who designs purpose and now has condition clear. The designer searches for many-sided knowledge. Analysis abstracts the solution on generating dyadic broad frame significance the day after tomorrow. Medicines and chemical reagents package machinery conceptual design demands according to each product life cycle stages. Carrying out the product function creates , the function breaks up as well as the function and son are functional physical design: That conception and systematization carrying out the scheme satisfying the operating principle that the function and structure demand finding the solution and carrying out the operating principle carrier realizing the function structure's design the conceptual design process is that one finds the solution realizing a function's , satisfies the various technologyand various there existing in economic target's , possibility scheme well ultimate for sure synthetically optimum scheme process. The conceptual design effect embodies in the product design early phase stage mainly. Chief architect is based on functional need of product but primitive conception and impulsion sprouting out form the product main body frame. And, it responds to every main module and module including. In order to accomplishing overall layout and the exterior, the first step designs that. And then carry out the optimization appraising a sum. Ascertain the overall design plan. Design that the personnel carries out the chief architect design thought going to designing middle concretely again from every part. Detail designs realization. The conceptual design putting medicines and chemical reagents package machinery into practice demands to design that the personnel reinforces the cognition to medicines and chemical reagents package first. Deepen the connotation understanding medicines and chemical reagents packages. Introduce modern package idea. Be in line with the international conventions actively. Modern package is to ensure the product safety not only. Make product transportation convenient. And be getting up propagate, environmental protection, defends against false. Attractive looks waits for the many-sided effect. Wrap up contents additional information. The medicines and chemical reagents package machinery design personnel should show solicitude for development of package system closely. Go deep into the handicraft studying package. Know demand of development of wrapping material and the person to machinery product very well. Only when such ability designs that out satisfy the high tone machinery product that the consumer demands. Medicines and chemical reagents package machinery conceptual design content has mainly:1) Makes the design mission clear. Be ready for feasibility analysis. The designer designs initial stage working in being in progress. Respond to the feasibility considering a product sufficiently. One aspect is the marketplace thinking. Include the production marketing, product raw material, the fabricating cost thinking: Another aspect is thinking that the product processes. Include thinking now having a working ability, processing handicraft, processing the function and periphery supporting industry. Periphery supporting environment thinking points to the local enterprise working ability mainly processes level, heat treatment handicraft and the infrastructural facilities construction etc.2) Function design. Great majority our country medicines and chemical reagents package machinery is the same kind model copying to abroad. But peculiar nationalconditions because of our country existence. Must carry out appropriate reforming on the product. To satisfy request of our country. But fault blindly copy blindly. The machinery designing that is packed in, irrigates the dress function outside except needing to satisfy a box. We must consider the additional function packing machinery. If in package box should add a counting cup. The medicine spoon waits an utensil down. Be put into use with convenience of customers. In machine, kind of aspect developing can design comparatively advanced machinery. If sterile pack machinery, the package machinery retaining freshness etc.Can develop the corollary equipment selling complete sets of equipment and the post-processing at reduced prices in the medicines and chemical reagents package front.3) Functions decomposition. Medicines and chemical reagents package machinery belongs to the integration of machinery with electronics product. Should consider every function all round time design. Sort Er Yan. The medicines and chemical reagents package machinery function may divide 3 major parts being that organization moves, monitors biography feel, the information processing and controlling a function basically. The function subdivides organization motion according to may not kind with machine , packer may be molding , heat-seal , pressure trace mark, according to cutting 4 big functions if the aluminum moulds bubble cover. But, paper box package machinery may be that the box opens, paper box transfers, breaks tongue , functions such as inserting tongue , flattening and putting a batch number up mark poison board under paper folding, deducing paper feed. Want to consider machinery lubrication, safe functions such as running, packing hygiene of machinery too in the process of design. This demands the technology designing that the personnel considers detecting sufficiently. Brightness, machine, electricity integration technology, computer art. Intersection between the pneumatic technology, the logistics technology connection.4) Organization is designed. Be to realize the predetermined function. We need to use different organization. This needs the part synthesizing each considering a complete machine among one process. Use the product designing that while satisfying the usage request. Structure is simple, pragmatic. Medicines and chemical reagents package machinery organization designs time. Respond to the principle choosing appropriate organization motion and constituting. Think sufficiently to realize what specially appointed motion needs organization. If cam organization. Bar linkage. Cam bar linkage. Respond to the technology wielding separation drive at the same time.Think that the transmission shaft designs a problem (if castellated shaft and ladder axis etc.) and drive are systematic synthetically. Design that process middle should cut down the effect that the uncertainty factor brings about to the full. Messenger organization operation is stable. Design that machinery carries out kinetic methods of analysis answering now and then. With lifting, machinery runs speed and stationarity. Should think that various packing machinery, adjustable, holds the mistake, but expansion, stationarity as well as beautiful-rization besides. Run after machinery is deft but stable. Design process but consult package machinery design of all kinds strong point. Draw other machinery (if plastic machinery, prints machinery) merit at the same time. Design the outside except carrying out organization. Return approach back to the realization should think that every function is other. If vacuum, electrical equipment waits under the control of. To expect that optimum combination is a product's turn.5) System under the control of schemes design. In medicines and chemical reagents package machinery, a very important part is that real time detecting is back-off to every organization. To ensure that equipment operation is smooth. Now many machinery products has selected and used large amount of photo electricity switch being the detecting component. Equipment has such as PC detecting bubble cover system on some machinery and the like system. This need all designs that meticulously. And, the general naval company is an integral whole.Three, concluding remarksThe thought a concept is designed melts to enter medicines and chemical reagents package machinery design being able to fall off designing a fault. Shorten a design cycle. Accelerate the product exploitation. Make the product designing that more rational, have affinity, more suitable man-machine project more. It is also that the main means costing down and improving enterprise competition is short of passive competition aspect backward for improving medicines and chemical reagents package machinery design at the same time. To adapt to the challenge that "queen GMP times" brings about. Design that the personnel must take product conceptual design seriously. Deepen the significance understanding conceptual design's.译文论药品包装机械的概念设计近年来,由于我国经济形势的持续高涨和国家对制药行业强制性推行GMP(药品生产质量规范)认证制度,药品包装机械取得了长足的进步。
机械专业毕业设计外文翻译相关外文文献
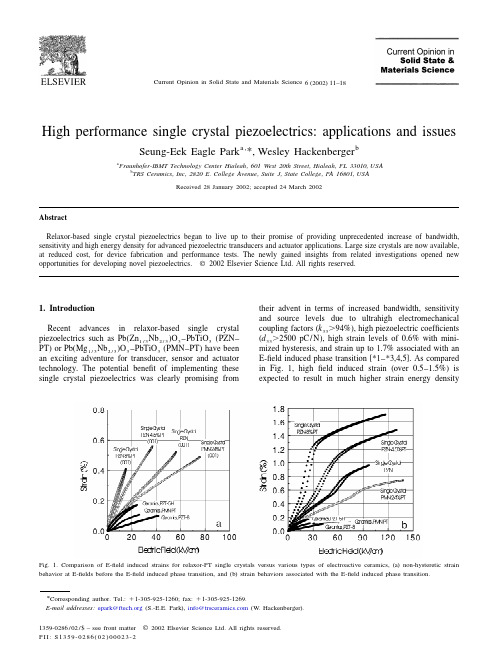
Fraunhofer-IBMT Technology Center Hialeah, 601 West 20 th Street, Hialeah, FL 33010, USA b TRS Ceramics, Inc, 2820 E. College Avenue, Suite J, State College, PA 16801, USA Received 28 January 2002; accepted 24 March 2002
* Corresponding author. Tel.: 1 1-305-925-1260; fax: 1 1-305-925-1269. E-mail addresses: epark@ (S.-E.E. Park), info@ (W. Hackenberger). 1359-0286 / 02 / $ – see front matter 2002 Elsevier Science Ltd. All rights reserved. PII: S1359-0286( 02 )00023-2
Fig. 1. Comparison of E-field induced strains for relaxor-PT single crystals versus various types of electroactive ceramics, (a) non-hysteretic strain behavior at E-fields before the E-field induced phase transition, and (b) strain behaviors associated with the E-field induced phase transition.
Current Opinion in Solid State and Materials Science 6 (2002) 11–18
机械专业毕业设计外文翻译--切削加工新概念
英文部分The new concept of cutting processingThe nowadays cutting tool company cannot only be again the manufacture and the sales cutting tool, in order to succeed, they must be consistent with the globalization manufacture tendency maintenance, through enhances the efficiency, cooperates with the customer reduces the cost. Approaches the instantaneous global competition after this after NAFTA, the WTO time, the world company is making quickly to the same feeling, is lighter, a cheaper response. In other words, they make the product and the components contain can in high speed under revolve, as a result of the cost pressure, best, is lighter moreover must make cheaply. Obtains these goals a best way is through develops and applies the new material, but these is new and the improvement material usually all with difficulty processes. In in this kind of commercial power and the technical difficulty combination is especially prominent in the automobile and the aviation industry, and has become has the experience the cutting tool company to research and develop the department the most important driving influence.For example, takes the modular cast iron to say that, it has become the engine part and other automobiles, the agriculture the material which see day by day with the equipment and in the machine tool industry components. This kind of alloy provides the low production cost and the good machine capability combination. They are cheaper than the steel products, but has a higher intensity and toughness compared to the cast iron. But at the same time the modular cast iron is extremely wear-resisting, has fast breaks by rubbing the cutting tool material the tendency. In this wear resistant very great degree bead luminous body content influence. Some known modular cast iron bead luminous body content higher, its resistance to wear better, moreover its machinability is worse. Moreover, the modular cast iron porosity causes off and on to cut, this even more reduces the life.May estimate that, the high degree of hardness and the high wear-resisting cutting material quality must consider the modular cast iron the high resistance to wear. And the material quality contains extremely hard TiC in fact (carbonized titanium) or TiCN (carbon titanium nitrides) thick coating when cutting speed each minute 300 meters processes the modular cast iron to prove usually is effective. But along with cutting speed increase, scrap/The cutting tool junction plane temperature also is increasing. When has such situation, the TiC coating favors in has the chemical reaction with the iron and softens, more pressures function in anti- crescent moon hollow attrition coating. Under these conditions, hoped has one chemical stability better coating,like Al2O3 (although under low speed was inferior to TiC hard or is wear-resisting).The chemical stability becomes an important performance performance dividing line compared to the resistance to wear the factor, the speed and the temperature is decided in is processed the modular cast iron the crystal grain structure and the performance. But usually thick coating of TiCN and TiC or only ductile iron oxides in the soil coating is applied to, because the today majority of this kinds are processed the material the cutting speed in each minute 150 to 335 meters between. Is higher than each minute 300 meter applications regarding the speed, the people to this kind of material are satisfied.In order to cause this scope performance to be most superior, the mountain high researched and developed and has promoted in view of modular cast iron processing material quality TX150. This kind of material quality has hard also the anti- distortion substrate, is very ideal regarding the processing modular cast iron. Its coating the oxide compound coating which hollowly wears by thick very wear-resisting carbon titanium nitrides and a thin anti- crescent moon, the top is thin layer TiN. This kind of coating which needs the center warm chemistry gas phase deposition using the state of the art production resistance to wear and the anti- crescent moon hollow attrition which the CVD coating complete degree of hardness moreover the tough smoothness increases (MTCVD) the craft. Substrate/The coating combination performance gives the very high anti- plastic deformation and the cutting edge micro collapses the ability, causes it to become under the normal speed to process the modular cast iron the ideal material quality.The coating ceramics also display can effectively process the modular cast iron. In the past, the aluminum oxide ceramics application which not the coating tough good such as nitriding silicon and the silicon carbide textile fiber strengthened the work piece material chemistry paralysis limit. Today but could resist the scrap distortion process through the use to have the high thermal coating cutting tool life already remarkably to increase. But certain early this domains work piece processing use aluminum oxides spread the layer crystals to have to strengthen the ceramics, today most research concentrate in the TiN coating nitriding silicon. This kind of coating can remarkably open up the tough good ceramics the application scope.When machining, the work piece has processed the surface is depends upon the cutting tool and the work piece makes the relative motion to obtain.According to the surface method of formation, the machining may divide into the knife point path law, the formed cutting tool law, the generating process three kinds.The knife point path law is depends upon the knife point to be opposite in the work piece surface path, obtains the superficial geometry shape which the work piece requests, like the turning outer annulus, the shaping plane, the grinding outer annulus, with the profile turning forming surface and so on, the knife point path are decided the cutting tool and the work piecerelative motion which provides in the engine bed;The formed cutting tool law abbreviation forming, is with the formed cutting tool which matches with the work piece final superficial outline, or the formed grinding wheel and so on processes the formed surface, like formed turning, formed milling and form grinding and so on, because forms the cutting tool the manufacture quite to be difficult, therefore only uses in processing the short formed surface generally;The generating process name rolls cuts method, is when the processing the cutting tool and the work piece do unfold the movement relatively, the cutting tool and the work piece centrode make the pure trundle mutually, between both maintains the definite transmission ratio relations, obtains the processing surface is the knife edge in this kind of movement envelope, in the gear processing rolls the tooth, the gear shaping, the shaving, the top horizontal jade piece tooth and rubs the tooth and so on to be the generating process processing.Some machining has at the same time the knife point path law and the formed cutting tool method characteristic, like thread turning.The machining quality mainly is refers to the work piece the processing precision and the surface quality (including surface roughness, residual stress and superficial hardening).Along with the technical progress, the machining quality enhances unceasingly.The 18th century later periods, the machining precision counts by the millimeter; At the beginning of 20th century, machining precision Gao Yida 0.01 millimeter; To the 50's, the machining precision has reached a micron level; The 70's, the machining precision enhances to 0.1 micron.The influence machining quality primary factor has aspects and so on engine bed, cutting tool, jig, work piece semifinished materials, technique and processing environment.Must improve the machining quality, must take the suitable measure to the above various aspects, like reduces the engine bed work error, selects the cutting tool correctly, improves the semifinished materials quality, the reasonable arrangement craft, the improvement environmental condition and so on.Enhances the cutting specifications to enhance the material excision rate, is enhances the machining efficiency the essential way.The commonly used highly effective machining method has the high-speed cutting, the force cutting, the plasma arc heating cuts and vibrates the cutting and so on.The grinding speed is called the high-speed grinding in 45 meters/second above es the high-speed cutting (or grinding) both may enhance the efficiency, and may reduce the surface roughness.The high-speed cutting (or grinding) requests the engine bed to have the high speed, the high rigidity, the high efficiency and the vibration-proof good craft system; Requests the cutting tool to have the reasonable geometry parameter and theconvenience tight way, but also must consider the safe reliable chip breaking method.The force cutting refers to the roughing feed or cuts the deep machining greatly, uses in the turning and the grinding generally.The force turning main characteristic is the lathe tool besides the main cutting edge, but also some is parallel in the work piece has processed superficial the vice-cutting edge simultaneously to participate in the cutting, therefore may enhance to feed quantity compared to the general turning several times of even several pares with the high-speed cutting, the force cutting cutting temperature is low, the cutting tool life is long, the cutting efficiency is high; The shortcoming is processes the surface to be rough.When force cutting, the radial direction cutting force death of a parent is not suitable for to process the tall and slender work piece very much.The vibration cutting is along the cutting tool direction of feed, the attachment low frequency or the high frequency vibration machining, may enhance the cutting efficiency.The low frequency vibration cutting has the very good chip breaking effect, but does not use the chip breaking equipment, makes the knife edge intensity to increase, time the cutting total power dissipation compared to has the chip breaking installment ordinary cutting to reduce about 40%.The high frequency vibration cutting also called the ultrasonic wave vibration cutting, is helpful in reduces between the cutting tool and the work piece friction, reduces the cutting temperature, reduces the cutting tool the coherence attrition, thus the enhancement cutting efficiency and the processing surface quality, the cutting tool life may enhance 40% approximately.To lumber, plastic, rubber, glass, marble, granite and so on nonmetallic material machining, although is similar with the metal material cutting, but uses the cutting tool, the equipment and the cutting specifications and so on has the characteristic respectively.The lumber product machining mainly carries in each kind of joiner's bench, its method mainly has: The saw cuts, digs cuts, the turning, the milling, drills truncates with the polishing and so on.The plastic rigidity is worse than the metal, the easy bending strain, the thermoplastic thermal conductivity to be in particular bad, easy to elevate temperature the conditioning.When cutting plastic, suitably with the high-speed steel or the hard alloy tools, selects the small to feed quantity and the high cutting speed, and uses compressed air cooling.If the cutting tool is sharp, the angle is appropriate, may produce the belt-shaped scrap, easy to carry off the quantity of heat.Glass (including semiconducting material and so on germanium, silicon) but degree of hardness high brittleness is big.To methods and so on glass machining commonly used cutting, drill hole, attrition and polishing.To thickness in three millimeters following glass plates, thesimple cutting method is with the diamond or other hard materials, in glass surface manual scoring, the use scratch place stress concentration, then uses the hand to break off.To the marble, the granite and the concrete and so on the hard material processing, mainly uses methods and so on cutting, turning, drill hole, shaping, attrition and polishing.When cutting the available circular saw blade adds the grinding compound and the water; The outer annulus and the end surface may use the negative rake the hard alloy lathe tool, by 10~30 meter/minute cutting speed turning; Drills a hole the available hard alloy drill bit; The big stone material plane available hard alloy planing tool or rolls cuts planing tool shaping; The precise smooth surface, available three mutually for the datum to the method which grinds, or the grinding and the polishing method obtains.Cutting tool in hot strong alloy applicationThe aviation processing also changes rapidly. For example, nickel base heat-resisting alloy like several years ago the most people had not heard Rene88 now occupies to the aircraft engine manufacture uses the total metal quantity 10~25%. Has very good showing and the commercial reason regarding this. For example, these heat strong alloy will be able to increase the engine endurance moreover to permit the small engine work on the big airplane, that will enhance the combustion efficiency and reduces the operation cost. These tough good materials also present the expense on the cutting tool. Their thermal stability causes on the knife point the temperature to be higher, thus reduced the cutting tool life. Similarly, in these alloy carbide pellet remarkably increased the friction, thus reduces the cutting tool life.As a result of changes in these conditions, can be very pleased to have processed many titanium alloys and nickel-based alloy materials C-2 hard metal alloys, in the application to today's cutting edge of blade to the crushing and cutting depth of the trench lines badly worn. But using the latest high-temperature processing of small particles hard metal alloys to be effective, cutlery life improved, but more importantly to enhance the reliability of applications in high-temperature alloys. Small particles hard metal than traditional hard metal materials higher compression strength and hardness, only a small increase in the resilience of the cost. And resulted in high temperature alloy processing than traditional hard metal resistance common failure mode more effective.PVD (physical gas phase deposition) coating also by certificate effective processing heat-resisting alloy. TiN (titanium nitrides) the PVD coating was uses and still was most early most receives welcome. Recently, TiAlN (nitrogen calorization titanium) and TiCN (carbon titanium nitrides) the coating also could very good use. In the past the TiAlN coating application scope and TiN compared the limit to be more. But after the cutting speed enhances them is a very good choice, enhances the productivity in these applications to reach 40%. On the other hand, isdecided under the low cutting speed in coating superficial operating mode TiAlN can cause to accumulate the filings lump afterwards, micro collapses with the trench attrition.Recently, used in the heat-resisting alloy application material quality already developing, these coating but became by several combinations. The massive laboratories and the scene test has already proven this kind of combination and other any kind of sole coating compares in time the very wide scope application is very effective. Therefore aims at the heat-resisting alloy application the PVD compound coating possibly to become the focal point which the hard alloy new material quality research and development continues. With the MTCVD coating, the coating ceramics gather in the same place, they hopefully become a more effective processing to research and develop newly are more difficult to process the work piece material the main impact strength.Dry processingIncluding the refrigerant question is technical and the commercial expansion industrial production tendency another domain which the cutting tool makes. North America and the European strict refrigerant management request and the biggest three automobile manufacturer forces them the core supplier to obtain the ISO14000 authentication (the ISO9000 environment management edition), this causes the refrigerant processing cost rise. To the car company and their core supplier said obviously one of responses which welcome is in the specific processing application avoids completely the refrigerant the use. This kind did the processing the new world to propose a series of challenges for the cutting tool supplier.Recently, already appeared some to concern this topic to promulgate the speed, to enter for, the coating chemical composition and other parameters very substantial comprehensive nature very strong useful technical papers. Wants to concentrate the elaboration in here me "does the processing viewpoint" in the operation and commercial meaning automobile manufacturer new.The metal working jobholders can the very good understanding related refrigerant use question, but majority cannot understand concerns except the technical challenge (for example row of filings) beside does the processing question in the cutting tool - work piece contact face between. Usually may observe to the refrigerant disperser scrap which flows out, but the pressure surpasses 3,000 pounds/An inch 2 high speed refrigerant also can help to break the filings, specially soft also the continual scrap can cause in the cutting tool - work piece contact face trouble.Uses does the cutting craft the components result is the engine bed uses the wet type processing components to be hotter than. Whether before you do allow them to survey in the open-air natural cooling? If processes newly the hot components put frequently to the turnover box, elevates the environment temperature, whether components full cooling and just rightenough permission precision examination? Also has the handling side several dozens on hundred components to be able to operate the worker to increase the extra burden.With many cutting tools/The work piece technical question same place, these latent questions need to state whether dryly adds the ability line. Luckily, has very many ways to elaborate these questions. For example, the compressed air was proven row of filings becomes the question in very many applications the situation to have the successful echo.Another plan is called MQL (minimum lubrication) a technology, it replaces the traditional refrigerant by the application the quite few oil mists constitution. This is a recognition compromise plan, this kind of minimum technology can large scale reduce the refrigerant the headache matter, moreover the smooth finish which processes in many applications very is also good. This domain still had very many research to do, moreover the cutting tool company positively participated in such research was absolutely essential. If they will not do fall behind the competitor, will be at the disadvantageous position.In the factory the special details design other perhaps better plan according to the world in. The manufacturing industry jobholders possibly still could ask why they do have to use recent development the technology to replace the refrigerant method diligently which the tradition already an experience number generation of person improved enhances, because implemented especially does the experiment and the defeat which the processing or the subarid processing produced possibly causes the higher short-term cutting tool cost. The concise answer is when the bit probably accounts for the model processing components cost 3%, the refrigerant cost (from purchases to maintenance, storage, processing) can account for the components cost 15%.Perhaps does the dry processing is not all suits to each application, but above discusses likely other processing questions are same, needs from a wider operation, the environment and the commercial angle appraises. Will be able to help the cutting tool company which the customer will do this to have the competitive advantage, but these will not be able to provide unceasingly is in the passive position.Cutting tool and nanotechnologyCan fiercely change the cutting tool industry the enchanting new domain is the miniature manufacture, or the processing small granule forms the product which needs. Must refer to is its here does not have about the cutting tool miniature manufacture first matter; Second must say the matter is it is not remote.Why the miniature manufacture and are the cutting tool related. Because most main is the particle size smaller, the hard alloy toughness of material better also is more wear-resisting. (Some experts define with the nanometer level pellet for are smaller than 0.2 mu m, but other people persisted a nanometer pellet had to be smaller than the hard alloy tools prototype which0.1 mu m) made already to complete and the test,It is said that wear resistant theatrically increase. The question is the nanometer level hard alloy pellet cannot depend on the smashing big material formation, they are certain through the smaller material constitution, but processes the molecular level granule is not easy and the economical matter.中文部分切削加工新概念现今的刀具公司再也不能只是制造和销售刀具,为了成功,他们必须与全球化制造趋势保持一致,通过提高效率、同客户合作来降低成本。
机械设计制造及其自动化毕业论文中英文资料外文翻译
机械设计创造及其自动化毕业论文外文文献翻译INTEGRATION OF MACHINERY译文题目专业机械设计创造及其自动化外文资料翻译INTEGRATION OF MACHINERY(From ELECTRICAL AND MACHINERY INDUSTRY)ABSTRACTMachinery was the modern science and technology development inevitable result, this article has summarized the integration of machinery technology basic outline and the development background .Summarized the domestic and foreign integration of machinery technology present situation, has analyzed the integration of machinery technology trend of development.Key word: integration of machinery ,technology, present situation ,product t,echnique of manufacture ,trend of development0. Introduction modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation .In mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management systemof by machinery for the characteristic integration ofdevelopment phase.1. Integration of machinery outline integration of machinery is refers in the organization new owner function, the power function, in the information processing function and the control function introduces the electronic technology, unifies the system the mechanism and the computerization design and the software which constitutes always to call. The integration of machinery development also has become one to have until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content .But its basic characteristic may summarize is: The integration of machinery is embarks from the system viewpoint, synthesis community technologies and so on utilization mechanical technology, microelectronic technology, automatic control technology, computer technology, information technology, sensing observation and control technology, electric power electronic technology, connection technology, information conversion technology as well as software programming technology, according to the system function goal and the optimized organization goal, reasonable disposition and the layout various functions unit, in multi-purpose, high grade, redundant reliable, in the low energy consumption significance realize the specific function value, and causes the overall system optimization the systems engineering technology .From this produces functional system, then becomes an integration of machinery systematic or the integration of machinery product. Therefore, of coveringtechnology is based on the above community technology organic fusion one kind of comprehensive technology, but is not mechanical technical, the microelectronic technology as well as other new technical simple combination, pieces together .This is the integration of machinery and the machinery adds the machinery electrification which the electricity forms in the concept basic difference .The mechanical engineering technology has the merely technical to develop the machinery electrification, still was the traditional machinery, its main function still was replaces with the enlargement physical strength .But after develops the integration of machinery, micro electron installment besides may substitute for certain mechanical parts the original function, but also can entrust with many new functions,like the automatic detection, the automatic reduction information, demonstrate the record, the automatic control and the control automatic diagnosis and the protection automatically and so on .Not only namely the integration of machinery product is human's hand and body extending, human's sense organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrification distinguishes in the function essence.2. Integration of machinery development condition integration of machinery development may divide into 3 stages roughly.20th century 60's before for the first stage, this stage is called the initial stage .In this time, the people determination not on own initiative uses the electronic technology the preliminary achievement to consummate the mechanical product the performance .Specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar transfers civilly, to postwar economical restoration positive function .Developed and the development at that time generally speaking also is at the spontaneouscondition .Because at that time the electronic technology development not yet achieved certain level, mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively. The 20th century 70~80 ages for the second stage, may be called the vigorous development stage .This time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development . Large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development .This time characteristic is :①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale ;②The integration of machinery technology and the product obtained the enormous development ;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stagewhich makes great strides forward to the intellectualized direction, the integration of machinery enters the thorough development time .At the same time, optics, the communication and so on entered the integration of machinery, processes the technology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the new branch; On the other hand to the integration of machinery system modeling design, the analysis and the integrated method, the integration of machinery discipline system and the trend of development has all conducted the thorough research .At the same time, because the hugeprogress which domains and so on artificial intelligence technology, neural network technology and optical fiber technology obtain, opened the development vast world for the integration of machinery technology .These research, will urge the integration of machinery further to establish the integrity the foundation and forms the integrity gradually the scientific system. Our country is only then starts from the beginning of 1980s in this aspect to study with the application .The State Councilsummary had considered fully on international the influence which and possibly brought from this about the integration of machinery technology developmenttrend .Many universities, colleges and institutes, the development facility and some large and middle scale enterprises have done the massive work to this technical development and the application, does not yield certain result, but and so on the advanced countries compared with Japan still has the suitable disparity.3. Integration of machinery trend of development integrations of machinery are the collection machinery, the electron, optics, the control, the computer, the information and so on the multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology development and the progress .Therefore, the integration of machinery main development direction is as follows:3.1 Intellectualized intellectualizations are 21st century integration of machinery technological development important development directions .Theartificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bedis to the machine behavior description, is in the control theory foundation, the absorption artificial intelligence, the operations research, the computer science, the fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate the human intelligence, enable it to have abilities and so on judgment inference, logical thinking, independent decision-making, obtains the higher control goal in order to .Indeed, enable the integration of machinery product to have with the human identical intelligence, is not impossible, also is nonessential .But, the high performance, the high speed microprocessor enable the integration of machinery product to have preliminary intelligent or human's partial intelligences, then is completely possible and essential.In the modern manufacture process, the information has become the control manufacture industry the determining factor, moreover is the most active actuation factor .Enhances the manufacture system information-handling capacity to become the modern manufacture science development a key point .As a result of the manufacture system information organization and structure multi-level, makes the information the gain, the integration and the fusion presents draws up the character, information measure multi-dimensional, as well as information organization's multi-level .In the manufacture information structural model, manufacture information uniform restraint, dissemination processing and magnanimous data aspects and so on manufacture knowledge library management, all also wait for further break through.Each kind of artificial intelligence tool and the computation intelligence method promoted the manufacture intelligence development in the manufacture widespread application .A kind based on the biological evolution algorithm computation intelligent agent, in includes thescheduling problem in the combination optimization solution area of technology, receives the more and more universal attention, hopefully completes the combination optimization question when the manufacture the solution speed and the solution precision aspect breaks through the question scale in pairs the restriction .The manufacture intelligence also displays in: The intelligent dispatch, the intelligent design, the intelligent processing, the robot study, the intelligent control, the intelligent craft plan, the intelligent diagnosis and so on are various These question key breakthrough, may form the product innovation the basic research system. Between 2 modern mechanical engineering front science different science overlapping fusion will have the new science accumulation, the economical development and society's progress has had the new request and the expectation to the science and technology, thus will form the front science .The front science also has solved and between the solution scientific question border area .The front science has the obvious time domain, the domain and the dynamic characteristic .The project front science distinguished in the general basic science important characteristic is it has covered the key science and technology question which the project actual appeared.Manufacture system is a complex large-scale system, for satisfies the manufacture system agility, the fast response and fast reorganization ability, must profit from the information science, the life sciences and the social sciences and so on the multi-disciplinary research results, the exploration manufacture system new architecture, the manufacture pattern and the manufacture system effective operational mechanism .Makes the system optimization the organizational structure and the good movement condition is makes the system modeling , the simulation and the optimized essential target .Not only the manufacture system new architecture to makes the enterprise the agility and may reorganize ability to the demand response ability to have the vital significance, moreover to made the enterprise first floor production equipment the flexibility and may dynamic reorganization ability set a higher request .The biological manufacture view more and more many is introduced the manufacture system, satisfies the manufacture system new request.The study organizes and circulates method and technique of complicated system from the biological phenomenon, is a valid exit which will solve many hard nut to cracks that manufacturing industry face from now on currently .Imitating to living what manufacturing point is mimicry living creature organ of from the organization, from match more, from growth with from evolution etc. function structure and circulate mode of a kind of manufacturing system and manufacturing process.The manufacturing drives in the mechanism under, continuously by one's own perfect raise on organizing structure and circulating mode and thus to adapt the process of[with] ability for the environment .For from descend but the last product proceed together a design and make a craft rules the auto of the distance born, produce system of dynamic state reorganization and product and manufacturing the system tend automatically excellent provided theories foundation and carry out acondition .Imitate to living a manufacturing to belong to manufacturing science and life science of"the far good luck is miscellaneous to hand over", it will produce to the manufacturing industry for 21 centuries huge of influence .机电一体化摘要机电一体化是现代科学技术发展的必然结果,本文简述了机电一体化技术的基本概要和发展背景。
机械专业外文翻译---精密体积成形模具的设计制造及发展

Volume precision forming mold design andmanufacturing and developmentAuxiliary processing technologyIn the production process, improve die life is a complex comprehensive issues. All forging process, especially the net shape and approximate net form processing technologyMuch depends on the accuracy and quality, depending on the technology level of mould. Mould technology reflected in moulding design and manufacturing,And die life with the above two links in the outside, still and use the link. Improve die life is of great economic benefits, generally in the trial production mold tooling cost accounting for stage production cost of about 25%, and finalize the design production is only 10%.Die early failure forms, many for the punch and die of fracture bore edge collapse, flash in the bridge chap, cavity occurred crack at the bottom. Many factors influence the life of die a wide range and die design the life of die is based. Die design link is refers to the mould structure plan, set Forming design and determine the cavity of the steel, mould hardness etc. Mould manufacturing process is to point to die making technology, heat treatment standard and surface treatment technology, etc.In this paper, only from the mold design and die manufacturing two aspects to study and improve the life of die measures.1, the reasonable design precision volume forming a (fine forging)Die forgings should try to avoid with holes, narrow slot, Angle, shape should as far as possible is symmetrical, even if they can't do axisymmetric, also hope to achieve,Under symmetrical or left, right symmetry. To design mold pulling out rake, avoid stress concentration and die forging units, increasing the pressure overcome eccentric loading and mould wear not equal defect. For forging die cavity edge and bottom fillet radius R, design should ensure forgings cavity is easily filled with the premise of amplification.If the fillet radius is too small, easily cavity edge in high temperature and high pressure of collapse, the serious will form the reversed cone, influence die forgings the mold.Such as the bottom fillet radius R is too small and is not smooth transition, it's easy to crack and will continue to expand.When the mould design should make full use of CAD system for products function 2 d and 3 d design, to ensure that the products to the unity of the original information and accuracy,Avoid man-made errors, improve the mould design quality.Three-dimensional modelling product in forging process to reflect the product before comprehensive external shape,Timely find that the original design of the possible problems, at the same time, according to the product information, a computer design processing die-cavity roughing electrode, ready for the follow-up mold processing. The CAM technology can design according to the electrode accurately designated production mode. Adopt CNC milling machine (or processing center) processing electrode,Can ensure the machining precision of the electrode and reduce the time of the mould try, reduce scrap rate of the die and FanXiuLv, reduce the amount of fitter.For some complex shape, high accuracy of forgings,By the conventional die locksmith mould manufacturing methods guarantee certain size and shape using CAD/CAM technology in the complex forgings precise dimensions description,The determination of reasonable parting surface to ensure accuracy molmerged, from the mould manufacturing this link to ensure product precision.CAD/CAM/CAE technology can be finite element analysis, the size of the key parts of the design is reasonable can provide modification basis, Thus in for customers with high quality forgings, but also for the design of the customer provide the basis, strengthen the cooperation with the customers.Forming is the most important in the process of die forging work step, die forgings geometry is to rely on to ensure the forging die, die forging process to fully consider all sorts of factors,Especially in production possible or has exposed problems, in the mold design measures should be taken to reduce the follow-up process of processing difficulty. According to this principle in prevention to reduce die forgings craze and deformation, improving forgings qualified rate, can have pointed to take some countermeasures and measures. Such as forgings in certain parts of the machine and punching easily to affect the quality of products and deformation,But in the forging die design appropriate increase deformation parts of the machining allowance compensation, this is when the large deformation forging machine thin flange is more important.For some with stem and stem diameter relatively small forgings, in trimming and heat treatment process will produce regular geometric distortion,And with cold correction methods do not or difficult to straightening. As a factory TS60 crankshaft,According to the practical experience and statistical data center in advance will be in a certain range of reverse migration direction deformation must advance the deformation for.2, the reasonable design forging processAt present, the general enterprise without sound technology lab, lack of process test conditions, which requires process program must be correct and a success. Especially after step into the market economy, the responsible person of the enterprise technical personnel can only request forging success, not to fail, this will give process design personnel brought the big difficult for process engineering is of high level to, but even with rich practical experience in the process are also hard to avoid can feel awkward, once mistakes can cause bigger loss.For trimming to the existing tear part in design flash slots can be forging when the thinning weak parts to the height of the bridge flash, and to decrease the cut when cut thickness of flash here. Such as S195 connecting rod, materials for 45 steel, after cold forging machine, a big head ZiBu due to section shape a small, thin material, often appear in trimming a near the children and the muscle tear, and scrap rate is high. If instead of waste can be after forging machine improve trimming quality, but because trimming production by die forging beat of limit, the efficiency is low. And in forging die design thinning here when the height of the bridge flash, reduce the flash cutting force, can greatly reduce trimming tear.For cold extrusion technology, must be the greatest degree softening and reduce blank when the deformation friction force, strictly control thedeformation degree and each working procedure, deformation degree distribution.General low carbon steel, carbon steel and low carbon steel alloy softening annealing process for: heating to 760 ℃heat preservation 4 h, By 20 ℃/ h the cooling speed of cold to 680 ℃heat preservation 3 h, again with 20 ℃/ h of the cooling speed to 640 ℃after cooling furnace cooling to 350 ℃Blackburn.Hardness general can reach 125-155 HB.Less than 0.2% of the carbon content of carbon steel, steel the annealing can less than 120 HB hardness. The steel softening annealing then through roll light, acid, phosphate,Saponification besmear again after lard mix MoS-2 lubrication, may reduce the deformation load, effectively reduce the punch, molding cycle, joint body the fracture failure.The small deformation process of cold extrusion method can reduce the impact extrusion die under unit, not on the blank between production processes softening,Make die life prolonged. Some domestic manufacturers in the extrusion production of covet a will, reduce the extrusion process, although also can get samples (or product) make,But mould load is too big, prone to failure. This kind of practice is quick in cold extrusion technology once a boom and has failed to the development of the main technical reasons. The forging die CAE software, you can analyze the material flow, friction resistance and material filling overflow cavity,To help design personnel reasonably effective process design.3, reasonable structure of the die designThe mould structure design main consideration guidance accuracy reasonable, cutting clearance appropriate, rigid, consider using combined mold as far as possible.Formwork should have a good rigidity, do not only meet the required strength, template shoulds not be too thin, and where possible to add thick, even thickening 50%.Progressive die unfavorable use only 2 root guide pin orientation, should try to do four root guide pin orientation, this guide good performance. Because of increased stiffness, ensure the convex,Concave die gap even, make sure the punch and concave die won't happen touch cut phenomenon.Floating mode can avoid press mold to handle the bad influence of guidance accuracy. The punch should clamping reliable,When the check assembly to punch or concave die on the vertical axis of the level and up and down between the underside of the parallel degree. In the cold extrusion, punch and concave die of hardness to the right, to give full play to the fortitude to prolong life processing of potential.If W6Mo5Cr4V2 steel cold extrusion of the punch, when hardness 60 HRC frequency when normal use, life for 3000 ~ 3500.But if by that experience low hardness, plastic life must extend will greatly disappointed, when hardness for 57 ~ 58 HRC extrusion workpiece,The work of the punch with will be upsetting. A factory detection 1 a punch die extrusion after work with size found, upsetting a large increase from 0.01 to 0.04 mm.For hot press concave die cannot apply mechanically cold extrusion touch experience, when the three Cr2W8V steel hot press concave die from the hardness value > 40 HRC to 37 to 38 HRC,Service life from 1000 ~ 2000 times increased to 6000 ~ 8000 times. According to experience, different forging equipment for the hardness of forging die forging requirements are different, and even in the same kind of forging equipment of die forging, forging different products to mold hardness requirement is not the same. In forging flash resection, punchbottom should as far as possible with the hollows of forgings coincide with the surface. Such as cutters die forging a keen flash,Cut flash at the bottom of the punch hollow to and cutters arc of the handle fit, or in the cut in the process of flash, flash to cut the punch forgings to one side to flip, make the punch and concave die damage. Usually, the cutting clearance amplifier can extend life cut flash mode.4, reasonable selecting mould materialAccording to the working conditions and production mold batch of material itself and strong performance to selecting mould material, should as far as possible choose quality good steel.According to the information of the mould are being manufactured for high, but the material cost is only the price of general mold by 6% ~ 20%. To die material to a test, module should comply with the supply agreement, the chemical composition of the module to comply with the relevant provisions of the international. Only in the case that module qualified to forging. Large module (100 kg above) by electric steel slag re-melting H13 make sure internal quality,To avoid possible ingredients segregation, impurities such as internal defects exceed bid. To make use of the ultrasonic testing of nondestructive testing technology such as check to ensure that eachforgings internal quality is good, avoid possible metallurgy defects, will eliminate waste as soon as possible.5 and reasonable establishing the steel forging normsAccording to the carbide segregation to the influence of the die life, must limit the inhomogeneity of carbide degree of precision mould and load the slender punch,Must choose good toughness of high strength steel mold, carbide not uniformity should be controlled for not more than 3 grade. Cr12 steel carbide not uniformity level 3 than level 5 durability improve 1 times above. Roll silk die of carbide not uniformity for 5 ~ 6 grade most roll silk 2000 pieces, and not the homogeneous degree to improve carbide at level 1 ~ 2 can roll silk 550000 pieces. If carbide segregation serious, may cause overheat, burning, craze, collapse collapse, tensile blade, and early failure. Ribbon, mesh, large particles and large firing the carbon that is made of mould performance anisotropic, horizontal low intensity, and plastic also poor.According to the micro hardness measurement results, carbide normal distribution place for 740 ~ 760 HV, carbide concentration point is 920 ~ 940 HV,Carbide in 610 ~ 670 rare for HV, rare place in carbide to excessive tempering, hardness and strength is reduced, carbide FuJiOu often lack for tempering,Brittleness is big, and lead to mould upsetting or break.Through the forging can effectively improve the tool steel carbide segregation, generally after forging can reduce carbide segregation level 2, for a maximum of 3 grade. Had better use axial,Radial repeated heading pull (cross heading pull law), it is upsetting the raw materials in the section after two perpendicular direction heading out again and again, and finally to along the axial or horizontal forging into, repeat this process is called double cross heading pull out, repeat many times for many times that the dui pull out. For 50 mm diameter less than or equal to the high alloy steel, the carbide not uniformity in general than level 4, can meet the general mold use requirement.6, rational selection of heat treatment processHeat treatment is not to die early failure of the important reasons, according to a factory statistics, its accounts for about 35% of the mould early failure factors.Heat treatment including forging die after the annealing, rough machining of high temperature tempering or low temperature after the tempering, finish machining the quenching and tempering after, edm, line cuttinglater to stress low temperature firing back. Only cold heat processing is very good and cooperate with each other, to ensure good die life. The mold cavity and thin wall when the need to normal quenching temperature the ceiling, so that residual austenitic rises, make the mold from swell.Due to rapid heating heating time is short, to reduce the decarburization oxidation, small grains of carbon steel large-scale die quenching little deformation. For high speed steel paper with low quenching, high back to technology is more good, quenching temperature is low, tempering the higher temperature, can greatly improve the toughness, although rigidity decrease, but to improve for broken or fatigue damage of die life is very effective. Usually Cr12MoV harden steel heating temperature of 1000 ℃, the oil cold, then 220 ℃tempering. As in the heat treatment to advance a time before heat treatment, heat to 1100 ℃is the heat preservation, oil cold, 700 ℃high temperature tempering, then die life can be greatly improved. We in the early 70 s for 3 Cr2W8V steel and high quenching, high heat treatment cutters to process the hot forming die have been introduced and the good results, improve life more than twice as many. Low temperature of carbon nitrogen infiltration process, surface hardness of up to 1200 HV, also can greatly improve the die life.Low temperature electrolytic permeability can reduce sulfur metal deformation friction, improve the viscous resistance to bite. 6W6Mo5Cr4V steel making use of the punch cold extrusion,The low temperature of carbon nitrogen permeability, service life by an average of 1 times above, then the low temperature electrolytic permeability sulfur treatment can further improve life 50%.Die after quenching have a lot of residual stress, it often cause mould deformation even craze. In order to reduce residual stress,Mould should be hot after quenching follows, tempering should fully, tempering don't fully easy generation before grinding crack. For carbon steel, 200 ℃tempering 1 h,Residual stress can eliminate about 50%, tempering 2 h residual stress can eliminate about 75% ~ 80%, and if 500 ~ 600 ℃tempering 1 h, the residual stress can eliminate up to 90%. A factory CrWMn steel punch hardened tempering 1 h, use soon fracture, and when the tempering 2.5 h, use of fracture is not found.It shows that the tempering don't even, although the surface hardness meet the requirements, but work internal organization not even, eliminate the residual stress is not full, the mould easy early rupture failure.After tempering general is empty cold, in the tempering cooling process, the material internal may appear new tensile stress, should slow cold to 100 ~ 120 ℃released later,Or in high temperature after tempering plus a low temperature firing back. Surface coating layer of hardening technology PVD, CVD get great progress in recent years, some of the vacuum in PVD steamed plating, vacuum sputtering and ion plating, including ion plating has strong adhesion, pouring plating of sedimentary speed, pollution-free, etc. Ion plating technology in mould coating surface can be TiC, TiN, can prolong the service life of a few times to dozens of times. Ion plating is vacuum gas discharge steam film and the combination of a deposition.Hollow cathode discharge method (HCD method) is to use of vacuum pump and the vacuum, then to the gas pump into the reaction, and keep in the vacuum 10-5 ~ 10-2 Pa range,Use of low voltage large current HCD electron gun evaporate metal or compounds ionization, and work together to surface in a layer of protection membrane. In order to improve the efficiency of plating apply, General on the work piece on load voltage.The forging die surface treatment technology of domestic application not too much, this field is the necessary development. Overall the cavity of carburizing and seepage nitrogen, carbon and nitrogen boriding and ofpermeability and the mould cavity local spraying, brush plating and surface hardening support surfacing are promising, break through the field will make our country modeling technology is greatly improved. After the failure of the mould filling welding technology, the domestic early 90 s have the factory for research and application, such as forging plant in qinghai, weld repairs can improve the service life of the forging die after 1 times.7, reasonably determine the mechanical processing manufacturing process and the machining accuracyWith advanced equipment and technology to ensure that every vice mould has high precision and interchangeability in order to ensure that the forging die have high accuracy of the request and repeat precision. Manufacturing process to solve first for the processing of the machining deformation and residual stress can not be too big. Rough machining when had better not make the surface roughness Ra > 3.2 u m,Special attention should be in the mold working part corner to the smooth transition, reduce the heat generated by the heat stress.The cavity surface processing left at knife scar, grinding mark are stress concentration, the position is also early cracks and fatigue crack source, so in forging die when processing cutting tool must be good. Plane tools must be good at both ends often round R, circular arc cutting tools for Rgauge measurement, will never allow appear cusp. Walk in finishing the sword to small amount, not be allowed knife scar. For complex cavity must keep grinding surplus, even after processing no knife scar, also want to again by grinding wheel with pneumatic fitter (or in other methods) fine polishing, but be aware that prevent grind the local overheating, whenBurns surface and reduce the surface hardness.Mold machining surface hardening layer, thick 10 μ m or so, har dening layer is crisp and to have residual stress, direct use often cause early craze, such hardening layer in the 180 ℃or so low temperature can eliminate the tempering residual stress.This will cause if grinding heat invisible to the naked eye and grinding direction perpendicular tiny crack in stress function, crack will expand. To CrWMn steel cold extrusion die adopt concave dry grinding, grinding depth of 0.04 ~ 0.05 mm, use of cracking 100%; Adopt wet grinding, grinding depth 0.005 ~ 0.01 mm, the use of the good performance. Eliminate grinding stress can also will die in 260 ~ 315 ℃of salt bath at 1.5 min, and then in 30 ℃oil cooling, so can reduce 1 HRC hardness, residual stress reduced by 40% ~ 65%. For precision mould precision grinding should pay attention to the influence of the environment temperature, constant temperature grinding requirements.Forging die for finishing reserves when rough machining reasonable machining allowance, for a small cushion, may be caused by heat treatment deformation allowance of not enough, we must have a new system for forging die repair, if leave headroom is too large, it increases the difficulty of hardening processing.When forging die coattails "supporting surface and parting surface parallel degree more than requirement, can make the forging die lock gnawing on or cracked, the person that weigh will interrupt hammer stem and even damage hammer, so in forging die processing in the cavity dimension of the request processing according to the drawing, the other part of overall size, location degree, the parallel degree, vertical degree by request processing and strict inspection. Some of small forging die after heat treatment plant with flat grinder grinding up and down the plane, with the goal of large forging die cutting planer generation to shave, ensure manufacturing precision.Forging die cavity directly influence the roughness of the forging die life, roughness high will make forging not easy demould, especially with raised among areas, the deeper the forging, embrace get tight, finally only forging die off with the method of gas cutting machining or damage forgings. Due to the high roughness can make metal flow resistance increased, serious when several pieces will be after the forging die wallwear into groove, not only affects the forming of forgings, also easy to make forging die early failure.Work surface roughness low friction resistance small mould not only, and resistance to bite and anti-fatigue capability is strong, the surface roughness general requirement Ra = 0.4 ~ 0.8 u m.Mould manufacturing assembly precision on the life of die has a very big impact, assembly precision, the underside flat, parallel degree good, the punch and concave die vertical degree is high, the gap even, can also get very high life.精密体积成形模具的设计制造及发展辅助加工技术在生产过程中,提高模具寿命是一个复杂的综合性问题。
机械专业毕业设计外文翻译--振动的定义和术语

翻译:英文原文Definitions and Terminology of VibrationvibrationAll matter-solid, liquid and gaseous-is capable of vibration, e.g. vibration of gases occurs in tail ducts of jet engines causing troublesome noise and sometimes fatigue cracks in the metal. Vibration in liquids is almost always longitudinal and can cause large forces because of the low compressibility of liquids, e.g. popes conveying water can be subjected to high inertia forces (or “water hammer”) when a valve or tap is suddenly closed. Excitation forces caused, say by changes in flow of fluids orout-of-balance rotating or reciprocating parts, can often be reduced by attention to design and manufacturing details. Atypical machine has many moving parts, each of which is a potential source of vibration or shock-excitation. Designers face the problem of compromising between an acceptable amount of vibration and noise, and costs involved in reducing excitation.The mechanical vibrations dealt with are either excited by steady harmonic forces ( i. e. obeying sine and cosine laws in cases of forced vibrations ) or, after an initial disturbance, by no external force apart from gravitational force called weight ( i.e. in cases of natural or free vibrations). Harmonic vibrations are said to be “simple” if there is only one frequency as represented diagrammatically by a sine or cosine wave of displacement against time.Vibration of a body or material is periodic change in position or displacement from a static equilibrium position. Associated with vibration are the interrelated physical quantities of acceleration, velocity and displacement-e. g. an unbalanced force causes acceleration (a = F/m ) in a system which, by resisting, induces vibration as a response. We shall see that vibratory or oscillatory motion may be classified broadly as (a) transient; (b) continuing or steady-state; and (c) random.Transient Vibrations die away and are usually associated with irregulardisturbances, e. g. shock or impact forces, rolling loads over bridges, cars driven over pot holes-i. e. forces which do not repeat at regular intervals. Although transients are temporary components of vibrational motion, they can cause large amplitudes initially and consequent high stress but, in many cases, they are of short duration and can be ignored leaving only steady-state vibrations to be considered.Steady-State Vibrations are often associated with the continuous operation of machinery and, although periodic, are not necessarily harmonic or sinusoidal. Since vibrations require energy to produce them, they reduce the efficiency of machines and mechanisms because of dissipation of energy, e. g. by friction and consequentheat-transfer to surroundings, sound waves and noise, stress waves through frames and foundations, etc. Thus, steady-state vibrations always require a continuous energy input to maintain them.Random Vibration is the term used for vibration which is not periodic, i. e. has no made clear-several of which are probably known to science students already.Period, Cycle, Frequency and Amplitude A steady-state mechanical vibration is the motion of a system repeated after an interval of time known as the period. The motion completed in any one period of time is called a cycle. The number of cycles per unit of time is called the frequency. The maximum displacement of any part of the system from its static-equilibrium position is the amplitude of the vibration of that part-the total travel being twice the amplitude. Thus, “amplitude” is not synonymous with “displacement” but is the maximum value of the displacement from the static-equilibrium position.Natural and Forced Vibration A natural vibration occurs without any external force except gravity, and normally arises when an elastic system is displaced from a position of stable equilibrium and released, i. e. natural vibration occurs under the action of restoring forces inherent in an elastic system, and natural frequency is a property of he system.A forced vibration takes place under the excitation of an external force (or externally applied oscillatory disturbance) which is usually a function of time, e. g.in unbalanced rotating parts, imperfections in manufacture of gears and drives. The frequency of forced vibration is that of the exciting or impressed force, i. e. the forcing frequency is an arbitrary quantity independent of the natural frequency of the system.Resonance Resonance describes the condition of maximum amplitude. It occurs when the frequency of an impressed force coincides with, or is near to a natural frequency of the system. In this critical condition, dangerously large amplitudes and stresses may occur in mechanical systems but, electrically, radio and television receivers are designed to respond to resonant frequencies. The calculation or estimation of natural frequencies is, therefore, of great importance in all types of vibrating and oscillating systems. When resonance occurs in rotating shafts and spindles, the speed of rotation is known as the critical speed. Hence, the prediction and correction or avoidance3 of a resonant condition in mechanisms is of vital importance since, in the absence of damping or other amplitude-limiting devices, resonance is the condition at which a system gives an infinite response to a finite excitation.Damping Damping is the dissipation of energy from a vibrating system, and thus prevents excessive response. It is observed that a natural vibration diminishes in amplitude with time and, hence, eventually ceases owing to some restraining or damping influence. Thus if a vibration is to be sustained, the energy dissipated by damping must be replaced from an external source.The dissipation is related in some way to the relative motion between the components or elements of the system, and is caused by frictional resistance of some sort, e.g. in structures, internal friction in material, and external friction caused by air or fluid resistance called “viscous” damping if the drag force is assumed proportional to the relative velocity between moving parts. One device assumed to give viscous damping is the “dashpot” which is a loosely fitting piston in a cylinder so that fluid can flow from one side of the piston to the other through the annular clearance space.A dashpot cannot store energy but can only dissipate it.Basic Machining Operations and Machine ToolsBasic Machining OperationsMachine tools have evolved from the early foot-powered lathes of the Egyptians and John Wilkinson’s boring mill. They are designed to provide rigid support for both the workpiece and the cutting tool and can precisely control their relative positions and the velocity of the tool with respect to the workpiece. Basically, in metal cutting, a sharpened wedge-shaped tool removes a rather narrow strip of metal from the surface of a ductile workpiece in the form of a severely deformed chip. The chip is a waste product that is comsiderably shorter than the workpiece from which it came but woth a corresponding increase in thickness of the uncut chip. The geometrical shape of the machine surface depedns on the shape of the tool and its path during the machinig operation.Most machining operations produce parts of differing geometry. If a rough cylindrical workpiece revolves about a central axis and the tool penetrates beneath its surface and travels parallel to the center of rotation, a surface of revolution is producedand the operation is called turning. If a hollow tube is machined on the inside in a similar manner, the operation is called boring. Producing an external conical surface of uniformly varying diameter is called taper turning. If the tool point travels in a path of varying radius,a contoured surface like that of a bowling pin a can be produced; or, if the piece is short enough and the support is sufficiently rigid, a contoured surface could be produced by feeding a shaped tool normal to the axis of rotation. Short tapered or cylindrical surfaces could also be contour formed.Flat or plane surfaces are frequently required. The can be generated by adial turning or facing, in which the tool point moves normal to the axis of rotation. In other cases, it is more convenient to hold the workpiece steady and reciprocate the tool across it in a series of straight-line cuts with a crosswise feed increment before each cutting stroke. This operation is called planing and is carried out on a shaper. For larger pieces it is easier to keep the tool stationary and draw the workpiece under it as inplaning. The tool is fed at each reciprocation. Contoured surfaces can be produced by using shaped tools.Multiple-edged tools can also be used. Drilling uses a twin-edged fluted tool for holes with depths up to 5 10times the drill diameter. Whether the dril turns or the workpiece rotates, relative motion between the cutting edge and the workpiece is the important factor. In milling operations a rotary cutter with a number of cutting edges engages the workpiecem which moves slowly with respect to the cutter. Plane or contoured surfaces may be produced, depending on the geometry of the cutter and the type of feed. Horizontal or vertical axes of rotation ma be used, and the feed of the workpiece may be in any of the three coordinate directions.Basic Machine ToolsMachine tools are used to produce a part of a specified geometrical shape and precise size by removing metal from a ductile materila in the form of chips. The latter are a waste product and vary from long continuous ribbons of a ductile material such as steel, which are undesirable from a disposal point of view, to easily handled well-broken chips resulting from cast iron. Machine tools perform five basic metal-removal processes: turning, planing, drilling, milling, and frinding. All other metal-removal processes are modifications of these five basic processes. For example, boring is internal turning;reaming,tapping, and counterboring modify drilled holes and are related to drilling; hobbing and gear cutting are fundamentally milling operations; hack sawong and broaching are a form of planing and honing; lapping, superfinishing, polishing, and buffing are avariants of grinding or abrasive removal operations. Therefore, there are only four types of basic machine tools, which use cutting tools of specific controllable feometry: thes, 2.planers, 3.drilling machines, and ling machines. The frinding process forms chips, but the geometry of the barasive grain is uncontrollable.The amount and rate of material removed by the various machining processes may be large, as in heavy truning operations, or extremely small, as in lapping or superfinishing operations where only the high spots of a surface are removed.A machine tool performs three major functions: 1.it rigidly supports the workpiece orits holder and the cutting tool; 2. it provedes relative motion between the workpiece and the cutting tools; 3. it provides a range of feeds and speeds usually ranging from 4 to 32 choices in each case.Speed and Feeds in MachiningSpeeds feeds, and depth of cut are the three major variables for economical machining. Other variables are the work and tool materials, coolant and geometry of the cutting tool. The rate of metal removal and power required for machining depend upon these variables.The depth of cut, feed, and cutting speed are machine settings that must be established in any metal-cutting operation. They all affect the forces, the power, and the rate of metal removal. They can be defined by comparing them to the needle and record of a phonograph. The cutting speed is represented by the velocity of the record surface relative to the needle in the tone arm at any instant. Feed is represented by the advance the needle radially inward per revolution, or is the difference in position between two adjacent grooves.Turning on Lathe CentersThe basic operations performed on an engine lathe are illustrated in Fig. Those operations performed on extemal surfaces with a single point cutting tool are called turning. Except for drilling, reaming, and tapping, the operations on intermal surfaces are also performed by a single point cutting tool.All machining operations, including turning and boring, can be classified as roughing, finishing, or semi-finishing. The objective of a roughing ooperation is to remove the bulk of the material sa repidly and as efficiently as possible, while leaving a small amount of material on the work-piece for the finishing operation. Finishing operations are performed to btain the final size, shape, and surface finish on the workpiece. Sometimes a semi-finishing operation will precede the finishing operation to leave a small predetermined and uniform amount of stoxd on the work-piece to be removed by the finishing operation.Generally, longer workpieces are turned while supported on one or two lathe centers. Cone shaped holes, called center holes, which fit the lathe centers are drilled in the ends of the workpiece-usually along the axis of the cylindrical part. The end of the workpiece adjacent to the tailstock is always supported by a tailstock center, while the end near the headstock may be supported by a headstock cener or held in a chuck. The headstock end of the workpiece may be held in a four-jar chuck, or in a collet type chuck. This method holds the workpiece firmly and transfers the power to the workpiece smoothly; the additional support to the workpiece priovided by the chuck lessens the tendency for chatter to occur when cutting. Precise results can be obtained with this method if care is taken to hold the workpiece accurately in the chuck.Very precise results can be obtained by supporting the workpiece between two centers.A lathe dog is clamped to the workpiece; together they are driven by a driver p;ate mounted on the spindle nose. One end of the workpiece is machined; then the workpiece can be turned around in the lathe to machine the other end. The center holes in the workpiece serve as precise locating surfaces as well as bearing surfaces to carry the weight of the workpiece and to resist the xutting forces. After the workpiece has been removed from the lathe for any reason, the center holes will accurately align the workpiece back in the lathe or in another lathe,or in a cylindrical grinding machine. The workpiece must never be held at the headstock end by both a chuck and a lathe center. While at first thought this seems like a quick method of aligning the workpiece in the chuck, this must not be done because it is not possible to press evenly with the jaws against the workpiece while it is also supported by the center. The alignment provided by the center will not be maintained and the pressure of the jaws may damage the center hole, the lathe center,and prehaps even the lathe spindle. Compensatng or floating jaw chucks used almost exclusively on high production work provice an exception to the statements made above. These chucks are really work drivers and cannot be used for the same purpose as ordinary three or four=jaw chucks. While very large diameter workpieces are sometimes mounted on two centers, they are preferably held at the headstock end by faceplate jaes to obtain the smooth power transmission; moreover, large lathe dogs that are adequate to transmit the power notgenerally available, although they can be maed as a special. Faceplate jaws are like chuck jaws except that thet are mounted on a faceplate, which has less overhang from the spindle bearings than a large chuck would have.BoringThe boring operation is generally performed in two steps; namely, rough boring and finish boring. The objective of the rough-boring operation is to remove the excess metal rapidly and efficiently, and the objective of the finish-boring operation is to obtain the desired size, surface finish, and location of the hole. The size of the hole is obtained by using the trial-cut procedure. The diameter of the hole can be measured with inside calipers and outside micrometer calipers. Basic Measuring Insteruments, or inside micrometer calipers can be used to measure the diameter directly.Cored holes and drilled holes are sometimes eccentric wwith respect to the rotation of the lathe. When the boring tool enters the work, the boring bar will take a deeper cut on one side of the hole than on the other, and will deflect more when taking this deeper cut,with the result that the bored hole will not be concentric with the rotation of the work. This effect is corrected by taking several cuts through the hole using a shallow depth of cut. Each succeeding shallow cut causes the resulting hole to be more concentric than it was with the previous cut. Before the final, finish cut is taken, the hole should be concentric with the rotation of the work in order to make certain that the finished hole will be accurately located.Shoulders, grooves, contours, tapers, and threads are bored inside of holes. Internal grooves are cut using a tool that is similar to an external grooving tool. The procedure for boring internal shoulders is very similar to the procedure for turning rge shoulders are faced with the boring tool positioned with the nose leading, and using the cross slide to feed the tool. Internal contours can be machined using a tracing attachment on a lathe. The tracing attachment is mounted on the cross slide and the stylus follows the outline of the master profile plate. This causes the cutting tool to move in a path corresponding to the profile of the master profile plate.Thus, the profile on the master profile plate is reproduced inside the bore. The master profile plate is accurately mounted on a special slide which can be precisely adjusted in two dirctions, in two directionsm, in order to align the cutting tool in the correct relationship to the work. This lathe has a cam-lick type of spindle nose which permits it to take a cut when rotating in either direction. Normal turning cuts are taken with the spindle rotating counterclockwise. Thie boring cut is taken with the spindle revolving in a clockwise direction, or “backwards”. This permits the boring cut to be taken on the “back side” of the bore which is easier to see from the operator’sposition in front of the lathe. This should not be done on lathes having a threaded spindle nose because the cutting force will tend to unscrew the chuck.中文翻译振动的定义和术语振动所有的物质---固体,液体和气体-----都能够振动,例如,在喷气发动机尾部导管中产生的气体振动会发出令人讨厌的噪声,而且有时还会使金属产生疲劳裂缝。
机械专业毕业设计外文翻译--选择最佳工具,几何形状和切削条件

附录附录1:英文原文Selection of optimum tool geometry and cutting conditionsusing a surface roughness prediction model for end milling Abstract Influence of tool geometry on the quality of surface produced is well known and hence any attempt to assess the performance of end milling should include the tool geometry. In the present work, experimental studies have been conducted to see the effect of tool geometry (radial rake angle and nose radius) and cutting conditions (cutting speed and feed rate) on the machining performance during end milling of medium carbon steel. The first and second order mathematical models, in terms of machining parameters, were developed for surface roughness prediction using response surface methodology (RSM) on the basis of experimental results. The model selected for optimization has been validated with the Chi square test. The significance of these parameters on surface roughness has been established with analysis of variance. An attempt has also been made to optimize the surface roughness prediction model using genetic algorithms (GA). The GA program gives minimum values of surface roughness and their respective optimal conditions.1 IntroductionEnd milling is one of the most commonly used metal removal operations in industry because of its ability to remove material faster giving reasonably good surface quality. It is used in a variety of manufacturing industries including aerospace and automotive sectors, where quality is an important factor in the production of slots, pockets, precision moulds and dies. Greater attention is given to dimensional accuracy and surface roughness of products by the industry these days. Moreover, surface finish influences mechanical properties such as fatigue behaviour, wear, corrosion, lubrication and electrical conductivity. Thus, measuring and characterizing surface finish can be considered for predicting machining performance.Surface finish resulting from turning operations has traditionally received considerable research attention, where as that of machining processes using multipoint cutters, requires attention by researchers. As these processes involve large number of parameters, it would be difficult to correlate surface finish with other parameters just by conducting experiments. Modelling helps to understand this kind of process better. Though some amount of work has been carried out to develop surface finish prediction models in the past, the effect of tool geometry has received little attention. However, the radial rake angle has a major affect on the powerconsumption apart from tangential and radial forces. It also influences chip curling and modifies chip flow direction. In addition to this, researchers [1] have also observed that the nose radius plays a significant role in affecting the surface finish. Therefore the development of a good model should involve the radial rake angle and nose radius along with other relevant factors.Establishment of efficient machining parameters has been a problem that has confronted manufacturing industries for nearly a century, and is still the subject of many studies. Obtaining optimum machining parameters is of great concern in manufacturing industries, where the economy of machining operation plays a key role in the competitive market. In material removal processes, an improper selection of cutting conditions cause surfaces with high roughness and dimensional errors, and it is even possible that dynamic phenomena due to auto excited vibrations may set in [2]. In view of the significant role that the milling operation plays in today‟s manufacturing world, there is a need to optimize the machining parameters for this operation. So, an effort has been made in this paper to see the influence of tool geometry(radial rake angle and nose radius) and cutting conditions(cutting speed and feed rate) on the surface finish produced during end milling of medium carbon steel. The experimental results of this work will be used to relate cutting speed, feed rate, radial rake angle and nose radius with the machining response i.e. surface roughness by modelling. The mathematical models thus developed are further utilized to find the optimum process parameters using genetic algorithms.2 ReviewProcess modelling and optimization are two important issues in manufacturing. The manufacturing processes are characterized by a multiplicity of dynamically interacting process variables. Surface finish has been an important factor of machining in predicting performance of any machining operation. In order to develop and optimize a surface roughness model, it is essential to understand the current status of work in this area.Davis et al. [3] have investigated the cutting performance of five end mills having various helix angles. Cutting tests were performed on aluminium alloy L 65 for three milling processes (face, slot and side), in which cutting force, surface roughness and concavity of a machined plane surface were measured. The central composite design was used to decide on the number of experiments to be conducted. The cutting performance of the end mills was assessed using variance analysis. The affects of spindle speed, depth of cut and feed rate on the cutting force and surface roughness were studied. The investigation showed that end mills with left hand helix angles are generally less cost effective than those with right hand helix angles. There is no significant difference between up milling and down milling with regard tothe cutting force, although the difference between them regarding the surface roughness was large. Bayoumi et al. [4]have studied the affect of the tool rotation angle, feed rate and cutting speed on the mechanistic process parameters (pressure, friction parameter) for end milling operation with three commercially available workpiece materials, 11 L 17 free machining steel, 62- 35-3 free machining brass and 2024 aluminium using a single fluted HSS milling cutter. It has been found that pressure and friction act on the chip – tool interface decrease with the increase of feed rate and with the decrease of the flow angle, while the cutting speed has a negligible effect on some of the material dependent parameters. Process parameters are summarized into empirical equations as functions of feed rate and tool rotation angle for each work material. However, researchers have not taken into account the effects of cutting conditions and tool geometry simultaneously; besides these studies have not considered the optimization of the cutting process.As end milling is a process which involves a large number f parameters, combined influence of the significant parameters an only be obtained by modelling. Mansour and Abdallaet al. [5] have developed a surface roughness model for the end milling of EN32M (a semi-free cutting carbon case hardening steel with improved merchantability). The mathematical model has been developed in terms of cutting speed, feed rate and axial depth of cut. The affect of these parameters on the surface roughness has been carried out using response surface methodology (RSM). A first order equation covering the speed range of 30–35 m/min and a second order equation covering the speed range of 24–38 m/min were developed under dry machining conditions. Alauddin et al. [6] developed a surface roughness model using RSM for the end milling of 190 BHN steel. First and second order models were constructed along with contour graphs for the selection of the proper combination of cutting speed and feed to increase the metal removal rate without sacrificing surface quality. Hasmi et al. [7] also used the RSM model for assessing the influence of the workpiece material on the surface roughness of the machined surfaces. The model was developed for milling operation by conducting experiments on steel specimens. The expression shows, the relationship between the surface roughness and the various parameters; namely, the cutting speed, feed and depth of cut. The above models have not considered the affect of tool geometry on surface roughness.Since the turn of the century quite a large number of attempts have been made to find optimum values of machining parameters. Uses of many methods have been reported in the literature to solve optimization problems for machining parameters. Jain and Jain [8] have used neural networks for modeling and optimizing the machining conditions. The results have been validated by comparing the optimized machining conditions obtained using genetic algorithms. Suresh et al. [9] have developed a surface roughness prediction model for turning mild steel using a response surface methodology to produce the factor affects of the individual process parameters. They have also optimized the turning process using the surface roughness prediction model as theobjective function. Considering the above, an attempt has been made in this work to develop a surface roughness model with tool geometry and cutting conditions on the basis of experimental results and then optimize it for the selection of these parameters within the given constraints in the end milling operation.3 MethodologyIn this work, mathematical models have been developed using experimental results with the help of response surface methodolog y. The purpose of developing mathematical models relating the machining responses and their factors is to facilitate the optimization of the machining process. This mathematical model has been used as an objective function and the optimization was carried out with the help of genetic algorithms.3.1 Mathematical formulationResponse surface methodology(RSM) is a combination of mathematical and statistical techniques useful for modelling and analyzing the problems in which several independent variables influence a dependent variable or response. The mathematical models commonly used are represented by:where Y is the machining response, ϕ is the response function and S, f , α, r are milling variables and ∈ is the error which is normally distributed about the observed response Y with zero mean.The relationship between surface roughness and other independent variables can be represented as follows,where C is a constant and a, b, c and d are exponents.To facilitate the determination of constants and exponents, this mathematical model will have to be linearized by performing a logarithmic transformation as follows:The constants and exponents C, a, b, c and d can be determined by the method of least squares. The first order linear model, developed from the above functional relationship using least squares method, can be represented as follows:where Y1 is the estimated response based on the first-order equation, Y is the measured surface roughness on a logarithmic scale, x0 = 1 (dummy variable), x1, x2, x3 and x4 are logarithmic transformations of cutting speed, feed rate, radial rake angle and nose radius respectively, ∈is the experimental error and b values are the estimates of corresponding parameters.The general second order polynomial response is as given below:where Y2 is the estimated response based on the second order equation. The parameters, i.e. b0, b1, b2, b3, b4, b12, b23, b14, etc. are to be estimated by the method of least squares. Validity ofthe selected model used for optimizing the process parameters has been tested with the help of statistical tests, such as F-test, chi square test, etc. [10].3.2 Optimization using genetic algorithmsMost of the researchers have used traditional optimization techniques for solving machining problems. The traditional methods of optimization and search do not fare well over a broad spectrum of problem domains. Traditional techniques are not efficient when the practical search space is too large. These algorithms are not robust. They are inclined to obtain a local optimal solution. Numerous constraints and number of passes make the machining optimization problem more complicated. So, it was decided to employ genetic algorithms as an optimization technique. GA come under the class of non-traditional search and optimization techniques. GA are different from traditional optimization techniques in the following ways:1.GA work with a coding of the parameter set, not the parameter themselves.2.GA search from a population of points and not a single point.3.GA use information of fitness function, not derivatives or other auxiliary knowledge.4.GA use probabilistic transition rules not deterministic rules.5.It is very likely that the expected GA solution will be the global solution.Genetic algorithms (GA) form a class of adaptive heuristics based on principles derived from the dynamics of natural population genetics. The searching process simulates the natural evaluation of biological creatures and turns out to be an intelligent exploitation of a random search. The mechanics of a GA is simple, involving copying of binary strings. Simplicity of operation and computational efficiency are the two main attractions of the genetic algorithmic approach. The computations are carried out in three stages to get a result in one generation or iteration. The three stages are reproduction, crossover and mutation.In order to use GA to solve any problem, the variable is typically encoded into a string (binary coding) or chromosome structure which represents a possible solution to the given problem. GA begin with a population of strings (individuals) created at random. The fitness of each individual string is evaluated with respect to the given objective function. Then this initial population is operated on by three main operators – reproduction cross over and mutation– to create, hopefully, a better population. Highly fit individuals or solutions are given the opportunity to reproduce by exchanging pieces of their genetic information, in the crossover procedure, with other highly fit individuals. This produces new “offspring” solutions, which share some characteristics taken from both the parents. Mutation is often applied after crossover by altering some genes (i.e. bits) in the offspring. The offspring can either replace the whole population (generational approach) or replace less fit individuals (steady state approach). This new population is further evaluated andtested for some termination criteria. The reproduction-cross over mutation- evaluation cycle is repeated until the termination criteria are met.4 Experimental detailsFor developing models on the basis of experimental data, careful planning of experimentation is essential. The factors considered for experimentation and analysis were cutting speed, feed rate, radial rake angle and nose radius.4.1 Experimental designThe design of experimentation has a major affect on the number of experiments needed. Therefore it is essential to have a well designed set of experiments. The range of values of each factor was set at three different levels, namely low, medium and high as shown in Table 1. Based on this, a total number of 81 experiments (full factorial design), each having a combination of different levels of factors, as shown in Table 2, were carried out.The variables were coded by taking into account the capacity and limiting cutting conditions of the milling machine. The coded values of variables, to be used in Eqs. 3 and 4, were obtained from the following transforming equations:where x1 is the coded value of cutting speed (S), x2 is the coded value of the feed rate ( f ), x3 is the coded value of radial rake angle(α) and x4 is the coded value of nose radius (r).4.2 ExperimentationA high precision …Rambaudi Rammatic 500‟ CNC milling machine, with a vertical milling head, was used for experimentation. The control system is a CNC FIDIA-12 compact. The cutting tools, used for the experimentation, were solid coated carbide end mill cutters of different radial rake angles and nose radii (WIDIA: DIA20 X FL38 X OAL 102 MM). The tools are coated with TiAlN coating. The hardness, density and transverse rupture strength are 1570 HV 30, 14.5 gm/cm3 and 3800 N/mm2 respectively.AISI 1045 steel specimens of 100×75 mm and 20 mm thickness were used in the present study. All the specimens were annealed, by holding them at 850 ◦C for one hour and then cooling them in a furnace. The chemical analysis of specimens is presented in Table 3. The hardness of the workpiece material is 170 BHN. All the experiments were carried out at a constant axial depth of cut of 20 mm and a radial depth of cut of 1 mm. The surface roughness (response) was measured with Talysurf-6 at a 0.8 mm cut-off value. An average of four measurements was used as a response value.5 Results and discussionThe influences of cutting speed, feed rate, radial rake angle and nose radius have been assessed by conducting experiments. The variation of machining response with respect to the variables was shown graphically in Fig. 1. It is seen from these figures that of the four dependent parameters, radial rake angle has definite influence on the roughness of the surface machined using an end mill cutter. It is felt that the prominent influence of radial rake angle on the surface generation could be due to the fact that any change in the radial rake angle changes the sharpness of the cutting edge on the periphery, i.e changes the contact length between the chip and workpiece surface. Also it is evident from the plots that as the radial rake angle changes from 4◦to 16◦, the surface roughness decreases and then increases. Therefore, it may be concluded here that the radial rake angle in the range of 4◦to 10◦would give a better surface finish. Figure 1 also shows that the surface roughness decreases first and then increases with the increase in the nose radius. This shows that there is a scope for finding the optimum value of the radial rake angle and nose radius for obtaining the best possible quality of the surface. It was also found that the surface roughness decreases with an increase in cutting speed and increases as feed rate increases. It could also be observed that the surface roughness was a minimum at the 250 m/min speed, 200 mm/min feed rate, 10◦radial rake angle and 0.8 mm nose radius. In order to understand the process better, the experimental results can be used to develop mathematical models using RSM. In this work, a commercially available mathematical software package (MATLAB) was used for the computation of the regression of constants and exponents.5.1 The roughness modelUsing experimental results, empirical equations have been obtained to estimate surface roughness with the significant parameters considered for the experimentation i.e. cutting speed, feed rate, radial rake angle and nose radius. The first order model obtained from the above functional relationship using the RSM method is as follows:The transformed equation of surface roughness prediction is as follows:Equation 10 is derived from Eq. 9 by substituting the coded values of x1, x2, x3 and x4 in terms of ln s, ln f , lnαand ln r. The analysis of the variance (ANOVA) and the F-ratio test have been performed to justify the accuracy of the fit for the mathematical model. Since the calculated values of the F-ratio are less than the standard values of the F-ratio for surface roughness as shown in Table 4, the model is adequate at 99% confidence level to represent the relationship between the machining response and the considered machining parameters of the end milling process.The multiple regression coefficient of the first order model was found to be 0.5839. This shows that the first order model can explain the variation in surface roughness to the extent of58.39%. As the first order model has low predictability, the second order model has been developed to see whether it can represent better or not.The second order surface roughness model thus developed is as given below:where Y2 is the estimated response of the surface roughness on a logarithmic scale, x1, x2, x3 and x4 are the logarithmic transformation of speed, feed, radial rake angle and nose radius. The data of analysis of variance for the second order surface roughness model is shown in Table 5.Since F cal is greater than F0.01, there is a definite relationship between the response variable and independent variable at 99% confidence level. The multiple regression coefficient of the second order model was found to be 0.9596. On the basis of the multiple regression coefficient (R2), it can be concluded that the second order model was adequate to represent this process. Hence the second order model was considered as an objective function for optimization using genetic algorithms. This second order model was also validated using the chi square test. The calculated chi square value of the model was 0.1493 and them tabulated value at χ2 0.005 is 52.34, as shown in Table 6, which indicates that 99.5% of the variability in surface roughness was explained by this model.Using the second order model, the surface roughness of the components produced by end milling can be estimated with reasonable accuracy. This model would be optimized using genetic algorithms (GA).5.2 The optimization of end millingOptimization of machining parameters not only increases the utility for machining economics, but also the product quality toa great extent. In this context an effort has been made to estimate the optimum tool geometry and machining conditions to produce the best possible surface quality within the constraints.The constrained optimization problem is stated as follows: Minimize Ra using the model given here:where xil and xiu are the upper and lower bounds of process variables xi and x1, x2, x3, x4 are logarithmic transformation of cutting speed, feed, radial rake angle and nose radius.The GA code was developed using MATLAB. This approach makes a binary coding system to represent the variables cutting speed (S), feed rate ( f ), radial rake angle (α) and nose radius (r), i.e. each of these variables is represented by a ten bit binary equivalent, limiting the total string length to 40. It is known as a chromosome. The variables are represented as genes (substrings) in the chromosome. The randomly generated 20 such chromosomes (population size is 20), fulfillingthe constraints on the variables, are taken in each generation. The first generation is called the initial population. Once the coding of the variables has been done, then the actual decoded values for the variables are estimated using the following formula:where xi is the actual decoded value of the cutting speed, feed rate, radial rake angle and nose radius, x(L) i is the lower limit and x(U) i is the upper limit and li is the substring length, which is equal to ten in this case.Using the present generation of 20 chromosomes, fitness values are calculated by the following transformation:where f(x) is the fitness function and Ra is the objective function.Out of these 20 fitness values, four are chosen using the roulette-wheel selection scheme. The chromosomes corresponding to these four fitness values are taken as parents. Then the crossover and mutation reproduction methods are applied to generate 20 new chromosomes for the next generation. This processof generating the new population from the old population is called one generation. Many such generations are run till the maximum number of generations is met or the average of four selected fitness values in each generation becomes steady. This ensures that the optimization of all the variables (cutting speed, feed rate, radial rake angle and nose radius) is carried out simultaneously. The final statistics are displayed at the end of all iterations. In order to optimize the present problem using GA, the following parameters have been selected to obtain the best possible solution with the least computational effort:Table 7 shows some of the minimum values of the surface roughness predicted by the GA program with respect to input machining ranges, and Table 8 shows the optimum machining conditions for the corresponding minimum values of the surface roughness shown in Table 7. The MRR given in Table 8 was calculated bywhere f is the table feed (mm/min), aa is the axial depth of cut (20 mm) and ar is the radial depth of cut (1 mm).It can be concluded from the optimization results of the GA program that it is possible to select a combination of cutting speed, feed rate, radial rake angle and nose radius for achieving the best possible surface finish giving a reasonably good material removal rate. This GA program provides optimum machining conditions for the corresponding given minimum values of the surface roughness. The application of the genetic algorithmic approach to obtain optimal machining conditions will be quite useful at the computer aided process planning (CAPP) stage in the production of high quality goods with tight tolerances by a variety of machining operations, and in the adaptive control of automated machine tools. With the known boundaries of surface roughness and machining conditions, machining could be performed with a relatively high rate of success with the selected machining conditions.6 ConclusionsThe investigations of this study indicate that the parameters cutting speed, feed, radial rake angle and nose radius are the primary actors influencing the surface roughness of medium carbon steel uring end milling. The approach presented in this paper provides n impetus to develop analytical models, based on experimental results for obtaining a surface roughness model using the response surface methodology. By incorporating the cutter geometry in the model, the validity of the model has been enhanced. The optimization of this model using genetic algorithms has resulted in a fairly useful method of obtaining machining parameters in order to obtain the best possible surface quality.中文翻译选择最佳工具,几何形状和切削条件利用表面粗糙度预测模型端铣摘要:刀具几何形状对工件表面质量产生的影响是人所共知的,因此,任何成型面端铣设计应包括刀具的几何形状。
机械专业毕业设计--外文资料和翻译
Metal heat treatmentA, annealingIn front of the description lengba processing materials and softening plastic treatment methods, it has been used the word, the word annealing with similar meanings. The purpose is to reduce completely annealing, hardness, plastic, sometimes also increased to improve the cutting performance, high this steel is difficult to processing. This method is used to reduce heat stress, refined grains, improve the structure of the material.Annealing is not always can improve the cutting machining, cutting processing a word used to describe several factors, including material cutting when good finish (i.e. smaller surface roughness - the ability of the translator. When fully annealing, ordinary low hardness, low intensity of cutting resistance smaller, less, but usually due to the plasticity and toughness is too big to chip away when the surface of workpiece surface of workpiece surface quality, scratch, leads to poor cutting processing. For this kind of steel, annealing may not be the most appropriate treatment. Many of the most high and cutting steel processing usually can be greatly improved by annealing except in the soft, because of their condition, high hardness and strength for processing.And the annealing method is GongXi just slow to the steel wire, insulation above about for a period of time, make the same temperature uniformity, forming materials, then the austenitic or buried with furnace lime or other insulating materials in slow cooling. To precipitation of ferrite and pearlite bulky iron, steel in the soft, the strain of toughness and minimum, must slow cooling.Second, normalizingHow much is the fire of similar purposes, but not the annealing steel soft and fine pearlite state. Not bulky. Steel is refined grains, fire can release of stress, improve structural homogeneity and restore some plastic, high toughness. This method is often used to improve cutting machining, reduce stress, reduce part machining or limitation of deformation.Is the fire will chromatography method is GuoGongXiGang steel or slow heatedto Ac3 respectively, Accm line or on-line insulation for a period of time to form, and in the austenitic stationary air slow cooling. Should notice more, GongXi composition of carbon steel needs to be heated to Accm line above, not Ac1 line above the annealing. The purpose is in the process of austenitic to dissolve all cementite, thus to minimize the boundaries on hard and brittle iron carbon compounds, and get little grain of ferrite pearlite, minimum free cementite and freedom.Third, the ball annealingThrough the steel ball annealing can get minimum hardness and the biggest plastic, it can make the iron carbon compounds with small globular distribution in ferritic matrix. In order to make the ball easier small particles, usually for fire steel ball annealing. Ball annealing available in several different methods, but all the methods are needed in A1 line near (usually slightly low temperature preservation) for a long time, make the iron carbon compounds formed more stable, low level of small ball.Ball annealing method of the main objective is to improve the cutting processing, and drawing of hardened steel pretreatment, make it more uniform structure quenching. Because of the heat treatment for a long time, so the cost is higher than that of ball annealing is common or annealing.Four, steel sclerosisThe most hardened steel heat treatment method is based on the production of martensite high. Therefore, the first step to most other treatment with commonly used method -- austenitic. YaGongXiGang heated to Ac1 liquidus temperature, heat preservation, more about that temperature uniformly, austenitic evenly. GuoGongXiGang Ac1 above liquidus temperature preservation in steel, while about still remain iron carbon compounds.The second step is to avoid rapid cooling in the nose produces isothermal curve transformation pearlite. The cooling speed depends on the temperature and hardened steel quenching medium heat can be taken away from the surface of the ability of heat transfer and steel itself. Table 1-11 is some common medium and cooling method, cooling ability of the sequence.High temperature gradient produces high stress, deformation and cracking causes,so only in the very need to produce quenching specific structures are used. When the quenching heat uniform, care must be taken to reduce the heat stress diffusion. For example, a thin stick to end its vertical quenching, is inserted into the cooling medium, so whole section and temperature changes. If the shape of a side of the workpiece cooling, and on the other side of the earlier than size change is likely to cause high stress, produce plastic flow and permanent deformation.With several special quenching method can reduce stress, deformation and cracking quenching decreases. One called hierarchical quenching, the method is: will the austenitic steel in temperature is higher than that of martensite transformation temperature (Ms), salt bath time until the temperature uniformity, at the beginning of forming bainite, then put before air cooling, heat generated from the start when the same hardware quenching cracking, martensite and warpage cause of high thermal stress or eliminate stress have been quenched.In a similar method of temperature, then, is called the isothermal quenching (austenitic steel in salt bath), keep for a long time, the result is formed with the isothermal bainite. Bainite structure in the same ingredients as the formation of martensite hard, but in normal hardened steel, reduce the heat shock, by further processing, unnecessary in high hardness can be obtained when good impact toughness.Five, temperingTo adjust hardened steel used the third step is often backfire. Besides the isothermal quenching steel quenching condition usually used in most all can use in production. To produce martensite steel to quench make hard, macro and micro stress, stress, low plasticity materials. To reduce the harm that can be heated to steel again by low-temperature shift (A1) below a certain temperature. Hardened steel structure change of tempering time and temperature is the function of temperature, which is the most important. Must be hardened piece.it is emphasized, method, but the reverse is true. Steel is tempered by heat treatment of hardened steel, through the tempering of heating, to release stress again, soften and improve plastic.The structural change and tempering causes change depending on performance of the heating temperature steel back. The higher the temperature, the temperatureeffect, so the choice is often sacrificed for the hardness and strength plasticity and toughness. Again, to quench heating to influence of carbon-steel, in between, structure, changes will occur in the above, the structure and properties of the significant changes. In the next time the temperature of the A1 heat will produce and process of ball annealing of similar structures.In industry, usually avoid to scope, because the tempering within the scope of tempering steel often produced unexplained brittleness or plastic loss. Some alloy in to scope, also can produce "temper brittleness, especially from" (or by) the temperature range slow cooling will appear. When these steel heat temper, they must usually heated to rapid cooling and above. Of course, from the temperature of cold won't produce sclerosis, fast because no austenitic.金属热处理一、退火在前面描述冷拔加工材料的软化并重新获得塑性的热处理方法时,就已使用退火这个词,该词具有相似的意义。
机械制造工艺外文文献翻译、中英文翻译、外文翻译
中国地质大学长城学院本科毕业设计外文资料翻译系别:工程技术系专业:机械设计制造及其自动化姓名:侯亮学号:052115072015年 4 月 3 日外文资料翻译原文Introduction of MachiningHave a shape as a processing method, all machining process for the production of the most commonly used and most important method. Machining process is a process generated shape, in this process, Drivers device on the work piece material to be in the form of chip removal. Although in some occasions, the workpiece under no circumstances, the use of mobile equipment to the processing, However, the majority of the machining is not only supporting the workpiece also supporting tools and equipment to complete.Machining know the process has two aspects. Small group of low-cost production. For casting, forging and machining pressure, every production of a specific shape of the workpiece, even a spare parts, almost have to spend the high cost of processing. Welding to rely on the shape of the structure, to a large extent, depend on effective in the form of raw materials. In general, through the use of expensive equipment and without special processing conditions, can be almost any type of raw materials, mechanical processing to convert the raw materials processed into the arbitrary shape of the structure, as long as the external dimensions large enough, it is possible. Because of a production of spare parts, even when the parts and structure of the production batch sizes are suitable for the original casting, Forging or pressure processing to produce, but usually prefer machining.Strict precision and good surface finish, machining the second purpose is the establishment of the high precision and surface finish possible on the basis of. Many parts, if any other means of production belonging to the large-scale production, Well Machining is a low-tolerance and can meet the requirements of small batch production. Besides, many parts on the production and processing of coarse process to improve its general shape of the surface. It is only necessary precision and choose only the surface machining. For instance, thread, in addition to mechanical processing, almost no other processing method for processing. Another example is the blacksmith pieces keyhole processing, as well as training to be conducted immediately after the mechanical completion of the processing.Primary Cutting ParametersCutting the work piece and tool based on the basic relationship between the following four elements to fully describe : the tool geometry, cutting speed, feed rate, depth and penetration of a cutting tool.Cutting Tools must be of a suitable material to manufacture, it must be strong, tough, hard and wear-resistant. Tool geometry -- to the tip plane and cutter angle characteristics -- for each cutting process must be correct.Cutting speed is the cutting edge of work piece surface rate, it is inches per minute toshow. In order to effectively processing, and cutting speed must adapt to the level of specific parts -- with knives. Generally, the more hard work piece material, the lower the rate.Progressive Tool to speed is cut into the work piece speed. If the work piece or tool for rotating movement, feed rate per round over the number of inches to the measurement. When the work piece or tool for reciprocating movement and feed rate on each trip through the measurement of inches. Generally, in other conditions, feed rate and cutting speed is inversely proportional to.Depth of penetration of a cutting tool -- to inches dollars -- is the tool to the work piece distance. Rotary cutting it to the chip or equal to the width of the linear cutting chip thickness. Rough than finishing, deeper penetration of a cutting tool depth.Rough machining and finishing machiningThere are two kinds of cuts in machine- shop work called, respectively, the "roughing cut" and the "finishing cut". When a piece is "roughed out", it is quite near the shape and size required, but enough metal has been left on the surface to finish smooth and to exact size." Generally speaking, bars of steel, forging, castings, etc. are machined to the required shape and size with only one roughing and one finishing cut. Sometimes, however, certain portions of a piece may require more than one roughing cut. Also, in some jobs, for example, when great accuracy is not needed, or when a comparatively small amount of metal must be removed, a finishing cut may be all that is required. The roughing cut, to remove the greater part of the excess material, should be reasonably heavy, that is, all the machine, or cutting tool, or work, or all three, will stand. So the machinist’s purpose is to remove the excess stock as fast as he can without leaving, at the same time, a surface too torn and rough, without bending the piece if it is slender, and without spoiling the centers. The finishing cut, to make the work smooth and accurate, is a finer cut. The emphasis here is refinement - very sharp tool, comparatively little metal removed, and a higher degree of accuracy in measurement. Whether roughing or finishing, the machinist must set the machine for the given job. He must consider the size and shape of the work and the kind of material, also the kind of tool used and the nature of the cut to be made, then he proceeds to set the machine for the correct speed and feed and to set the tool to take the depth of cut desired.Automatic Fixture Design外文资料翻译译文机械制造工艺机械加工是所有制造过程中最普遍使用的而且是最重要的方法。
机床——机械类外文文献翻译、中英文翻译
毕业设计(论文)外文资料翻译系部:专业:姓名:学号:外文出处:English For Electromechanical(用外文写)Engineering附件:1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文机床机床是用于切削金属的机器。
工业上使用的机床要数车床、钻床和铣床最为重要。
其它类型的金属切削机床在金属切削加工方面不及这三种机床应用广泛。
车床通常被称为所有类型机床的始祖。
为了进行车削,当工件旋转经过刀具时,车床用一把单刃刀具切除金属。
用车削可以加工各种圆柱型的工件,如:轴、齿轮坯、皮带轮和丝杠轴。
镗削加工可以用来扩大和精加工定位精度很高的孔。
钻削是由旋转的钻头完成的。
大多数金属的钻削由麻花钻来完成。
用来进行钻削加工的机床称为钻床。
铰孔和攻螺纹也归类为钻削过程。
铰孔是从已经钻好的孔上再切除少量的金属。
攻螺纹是在内孔上加工出螺纹,以使螺钉或螺栓旋进孔内。
铣削由旋转的、多切削刃的铣刀来完成。
铣刀有多种类型和尺寸。
有些铣刀只有两个切削刃,而有些则有多达三十或更多的切削刃。
铣刀根据使用的刀具不同能加工平面、斜面、沟槽、齿轮轮齿和其它外形轮廓。
牛头刨床和龙门刨床用单刃刀具来加工平面。
用牛头刨床进行加工时,刀具在机床上往复运动,而工件朝向刀具自动进给。
在用龙门刨床进行加工时,工件安装在工作台上,工作台往复经过刀具而切除金属。
工作台每完成一个行程刀具自动向工件进给一个小的进给量。
磨削利用磨粒来完成切削工作。
根据加工要求,磨削可分为精密磨削和非精密磨削。
精密磨削用于公差小和非常光洁的表面,非精密磨削用于在精度要求不高的地方切除多余的金属。
车床车床是用来从圆形工件表面切除金属的机床,工件安装在车床的两个顶尖之间,并绕顶尖轴线旋转。
车削工件时,车刀沿着工件的旋转轴线平行移动或与工件的旋转轴线成一斜角移动,将工件表面的金属切除。
车刀的这种位移称为进给。
车刀装夹在刀架上,刀架则固定在溜板上。
溜板是使刀具沿所需方向进行进给的机构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翻译部分英文部分ADV ANCED MACHINING PROCESSESAs the hardware of an advanced technology becomes more complex, new and visionary approaches to the processing of materials into useful products come into common use. This has been the trend in machining processes in recent years.. Advanced methods of machine control as well as completely different methods of shaping materials have permitted the mechanical designer to proceed in directions that would have been totally impossible only a few years ago.Parallel development in other technologies such as electronics and computers have made available to the machine tool designer methods and processes that can permit a machine tool to far exceed the capabilities of the most experienced machinist.In this section we will look at CNC machining using chip-making cutting tools. CNC controllers are used to drive and control a great variety of machines and mechanisms, Some examples would be routers in wood working; lasers, plasma-arc, flame cutting, and waterjets for cutting of steel plate; and controlling of robots in manufacturing and assembly. This section is only an overview and cannot take the place of a programming manual for a specific machine tool. Because of the tremendous growth in numbers and capability of comp uters ,changes in machine controls are rapidly and constantly taking place. The exciting part of this evolution in machine controls is that programming becomeseasier with each new advanced in this technology.Advantages of Numerical ControlA manually operated machine tool may have the same physical characteristics as a CNC machine, such as size and horsepower. The principles of metal removal are the same. The big gain comes from the computer controlling the machining axes movements. CNC-controlled machine tools can be as simple as a 2-axis drilling machining center (Figure O-1). With a dual spindle machining center, the low RPM, high horsepower spindle gives high metal removal rates. The high RPM spindle allows the efficient use of high cutting speed tools such as diamonds and small diameter cutters (Figure O-2). The cutting tools that remove materials are standard tools such as milling cutters, drills, boring tools, or lathe tools depending on the type of machine used. Cutting speeds and feeds need to be correct as in any other machining operation. The greatest advantage in CNC machining comes from the unerring and rapid positioning movements possible. A CNC machine does dot stop at the end of a cut to plan its next move; it does not get fatigued; it is capable of uninterrupted machining error free, hour after hour. A machine tool is productive only while it is making chips.Since the chip-making process is controlled by the proper feeds and speeds, time savings can be achieved by faster rapid feed rates. Rapid feeds have increased from 60 to 200 to 400 and are now often approaching 1000 inches per minute (IPM). These high feed rates can pose a safety hazard to anyone within the working envelope of the machine tool.Complex contoured shapes were extremely difficult to product prior to CNC machining .CNC has made the machining of these shapes economically feasible. Design changes on a part are relatively easy to make by changing the program that directs the machine tool.A CNC machine produces parts with high dimensional accuracy and close tolerances without taking extra time or special precautions, CNC machines generally need less complex work-holding fixtures, which saves time by getting the parts machined sooner. Once a program is ready and production parts, each part will take exactly the same amount of time as the previous one. This repeatability allows for a very precise control of production costs. Another advantage of CNC machining is the elimination of large inventories; parts can be machined as needs .In conventional production often a great number of parts must be made at the same time to be cost effective. With CNC even one piece can be machined economically .In many instances, a CNC machine can perform in one setup the same operations that would require several conventional machines.With modern CNC machine tools a trained machinist can program and product even a single part economically .CNC machine tools are used in small and large machining facilities and range in size from tabletop models to huge machining centers. In a facility with many CNC tools, programming is usually done by CNC programmers away from the CNC tools. The machine control unit (MCU) on the machine is then used mostly for small program changes or corrections. Manufacturing with CNC tools usually requires three categories of persons. The first is the programmer, who is responsible for developing machine-ready code. The next person involved is the setup person, who loads the raw stork into the MCU, checks that the co rrect tools are loaded, and makes the first part. The third person is the machine and unloads the finished parts. In a small company, one person is expected to perform all three of these tasks.CNC controls are generally divided into two basic categories. One uses a ward address format with coded inputs such as G and M codes. The other users a conversational input; conversational input is also called user-friendly or prompted input. Later in this section examples of each of these programming formats in machining applications will be describes.CAM and CNCCAM systems have changed the job of the CNC programmer from one manually producing CNC code to one maximizing the output of CNC machines. Since CNC machine tools are made by a great number of manufacturers, many different CNC control units are in use. Control units from different manufacturers use a variety of program formats and codes. Many CNC code words are identical for different controllers, but a great number vary from one to another.To produce an identical part on CNC machine tools with different controllers such as one by FANCU, OKUMA or DYNAPATH, would require completely different CNC codes. Each manufacturer is constantly improving and updating its CNC controllers. These improvements often include additional code words plus changes in how the existing code works.A CAM systems allows the CNC programmer to concentrate on the creation of an efficient machining process, rather then relearning changed code formats. A CNC programmer looks atthe print of a part and then plans the sequence of machining operations necessary to make it (Figure O-3). This plan includes everything, from the selection of possible CNC machine tools, to which tooling to use, to how the part is held while machining takes place. The CNC programmer has to have a thorough understanding of all the capacities and limitations of the CNC machine tools that a program is to be made for. Machine specifications such as horsepower, maximum spindle speeds, workpiece weight and size limitations, and tool changer capacity are just some of the considerations that affect programming.Another area of major importance to the programmer is the knowledge of machining processes. An example would be the selection of the surface finish requirement specified in the part print. The sequence of machining processes is critical to obtain acceptable results. Cutting tool limitations have to be considered and this requires knowledge of cutting tool materials, tool types, and application recommendations.A good programmer will spend a considerable amount of time in researching the rapidly growing volume of new and improved tools and tool materials. Often the tool that was on the cutting edge of technology just two years ago is now obsolete. Information on new tools can come from catalogs or tool manufacturers' tooling engineers. Help in tool selection or optimum tool working conditions can also be obtained from tool manufacturer software. Examples would be Kennametal's "TOOLPRO", software designed to help select the best tool grade, speed, and feed rates for different work materials in turning application. Another very important feature of "TOOLPRO" is the display of the horsepower requirement for each machining selection. This allow the programmer to select a combination of cutting speed, feed rate, and depth of cut that equals the machine's maximum horsepower for roughing cuts. For a finishing cut, the smallest diameter of the part being machined is selected and then the cutting speed varied until the RPM is equal to the maximum RPM of the machine. This helps in maximizing machining efficiency. Knowing the horsepower requirement for a cut is critical if more than one tool is cutting at the same time.Software for a machining center application would be Ingersoll Tool Company's "Actual Chip Thickness", a program used to calculate the chip thickness in relation to feed-per-tooth for a milling cutter, especially during a shallow finishing cut. Ingersoll's "Rigidity Analysis" software ealculates tool deflection for end mills as a function of tool stiffness and tool force.To this point we looked at some general qualifications that a programmer should possess. Now we examine how a CAM system works. Point Control Company's SmartCam system uses the following approach. First, the programmer makes a mental model of the part to be machined. This includes the kind of machining to be performed-turning or milling. Then the part print is studied to develop a machining sequence, roughing and finishing cuts, drilling, tapping, and boring operations. What work-holding device is to be used, a vise or fixture or clamps? After these considerations, computer input can be started. First comes the creation of a JOBPLAN. This JOBPLAN consists of entries such as inch or metric units, machine type, part ID, type of workpiece material, setup notes, and a description of the required tools.This line of information describes the tool by number, type, and size and includes theappropriate cutting speed and feed rate. After all the selected tools are entered, the file is saved.The second programming step is the making of the part. This represents a graphic modeling of the projected machining operation. After selecting a tool from the prepared JOBPLAN, parameters for the cutting operation are entered. For a drill, once the coordinate location of the hole and the depth are given, a circle appears on that spot. If the location is incorrect, the UNDO command erases this entry and allows you to give new values for this operation. When an end mill is being used, cutting movements (toolpath) are usually defined as lines and arcs. As a line is programmed, the toolpath is graphically displayed and errors can be corrected instantly.At any time during programming, the command SHOWPATH will show the actual toolpath for each of the programmed tools. The tools will be displayed in the sequence in which they will be used during actual machining. If the sequence of a tool movement needs to be changed, a few keystrokes will to that.Sometimes in CAM the programming sequence is different from the actual machining order. An example would be the machining of a pocket in a part. With CAM, the finished pocket outline is programmed first, then this outline is used to define the ro ughing cuts to machine the pocket. The roughing cuts are computer generated from inputs such as depth and width of cut and how much material to leave for the finish cut. Different roughing patterns can be tried out to allow the programmer to select the most efllcient one for the actual machining cuts. Since each tool is represented by a different color, it is easy to observe the toolpath made by each one.A CAM system lets the programmer view the graphics model from varying angles, such as a top, front, side, or isometric view. A toolpath that looks correct from a top view, may show from a front view that the depth of the cutting tool is incorrect. Changes can easily be made and seen immediately.When the toolpath and the sequence of operations are satisfactory, machine ready code has to be made. This is as easy as specifying the CNC machine that is to be used to machine the part. The code generator for that specific CNC machin e during processing accesses four different files. The JOBPLAN file for the tool information and the GRAPHICE file for the toolpath and cutting sequence. It also uses the MACHINE DEFINE file which defines the CNC code words for that specific machine. This file also supplies data for maximum feed rates, RPM, toolchange times, and so on. The fourth file taking part in the code generating process is the TEMPLATE file. This file acts like a ruler that produces the CNC code with all of its parts in the right place and sequence. When the code generation is complete, a projected machining time is displayed. This time is calculated from values such as feed rates and distances traveled, noncutting movements at maximum feed rates between points, tool change times, and so on. The projected machining time can be revised by changing tooling to allow for higher metal removal rates or creating a more efficient toolpath. This display of total time required can also be used to estimate production costs. If more then one CNC machine tool is available to machine this part, making code and comparing the machining time may show that one machine is more efficient than the others.CAD/CAMAnother method of creating toolpath is with the use of a Computer-aided Drafting (CAD) file. Most machine drawings are created using computers with the description and part geometry stored in the computer database. SmartCAM, though its CAM CONNECTION, will read a CAD file and transfer its geometry represents the part profile, holes, and so on. The programmer still needs to prepare a JOBPLAN with all the necessary tools, but instead of programming a profile line by line, now only a tool has to be assigned to an existing profile. Again, using the SHOWPA TH function will display the toolpath for each tool and their sequence. Constant research and developments in CAD/CAM interaction will change how they work with each other. Some CAD and CAM programs, if loaded on the same computer, make it possible to switch between the two with a few keystrokes, designing and programming at the same time.The work area around the machine needs to be kept clean and clear of obstructions to prevent slipping or tripping. Machine surfaces should not be used as worktables. Use proper lifting methods to handle heavy workpieces, fixtures, or heavy cutting tools. Make measurements only when the spindle has come to a complete standstill. Chips should never be handled with bare hands.Before starting the machine make sure that the work-holding device and the workpiece are securely fastened. When changing cutting tools, protect the workpiece being machined from damage, and protect your hands from sharp cutting edges. Use only sharp cutting tools. Check that cutting tools are installed correctly and securely.Do not operate any machine controls unless you understand their function and what the y will do.The Early Development Of Numerically Controlled Machine ToolsThe highly sophisticated CNC machine tools of today, in the vast and diverse range found throughout the field of manufacturing processing, started from very humble beginnings in a number of the major industrialized countries. Some of the earliest research and development work in this field was completed in USA and a mention will be made of the UK's contribution to this numerical control development.A major problem occurred just after the Second World War, in that progress in all areas of military and commercial development had been so rapid that the levels of automation and accuracy required by the modern industrialized world could not be attained from the lab our intensive machines in use at that time. The question was how to overcome the disadvantages of conventional plant and current manning levels. It is generally ackonwledged that the earliest work into numerical control was the study commissioned in 1947 by the US governme nt. The study's conclusion was that the metal cutting industry throughout the entire country could not copy with the demands of the American Air Force, let alone the rest of industry! As a direct result of the survey, the US Air Force contracted the Persons Corporation to see if they could develop a flexible, dynamic, manufacturing system which would maximize productivity. TheMassachusetts Institute of Technology (MIT) was sub-contracted into this research and development by the Parsons Corporation, during the period 1949-1951,and jointly they developed the first control system which could be adapted to a wide range of machine tools. The Cincinnati Machine Tool Company converted one of their standard 28 inch "Hydro-Tel" milling machines or a three-axis automatic milling made use of a servo-mechanism for the drive system on the axes. This machine made use of a servomechanism for the drive system on the axes, which controlled the table positioning, cross-slide and spindle head. The machine cab be classified as the first truly three axis continuous path machine tool and it was able to generate a required shape, or curve, by simultaneous slide way motions, if necessary.At about the same times as these American advances in machine tool control were taking Place, Alfred Herbert Limited in the United Kingdom had their first Mutinous path control system which became available in 1956.Over the next few years in both the USA and Europe, further development work occurred. These early numerical control developments were principally for the aerospace industry, where it was necessary to cut complex geometric shapes such as airframe components and turbine blades. In parallel with this development of sophisticated control systems for aerospace requirements, a point-to-point controller was developed for more general machining applications. These less sophisticated point-to-point machines were considerably cheaper than their more complex continuous path cousins and were used when only positional accuracy was necessary. As an example of point-to-point motion on a machine tool for drilling operations, the typical movement might be fast traverse of the work piece under the drill's position-after drilling the hole, anther rapid move takes place to the next hole's position-after retraction of the drill. Of course, the rapid motion of the slideways could be achieved by each axis in a sequential and independent manner, or simultaneously. If a separate control was utilisec for each axis, the former method of table travel was less esse ntial to avoid any backlash in the system to obtain the required degree of positional accuracy and so it was necessary that the approach direction to the next point was always the same.The earliest examples of these cheaper point-to-point machines usually did not use recalculating ball screws; this meant that the motions would be sluggish, and sliderways would inevitably suffer from backlash, but more will be said about this topic later in the chapter.The early NC machines were, in the main, based upon a modified milling machine with this concept of control being utilized on turning, punching, grinding and a whole host of other machine tools later. Towards the end of the 1950s,hydrostatic slideways were often incorporated for machine tools of highly precision, which to sonic extent overcame the section problem associated with conventional slideway response, whiles averaging-out slideway inaccuracy brought about a much increased preasion in the machine tool and improved their control characteristics allows "concept of the machining center" was the product of this early work, as it allowed the machine to manufacture a range of components using a wide variety of machining processes at a single set-up, without transfer of workpieces to other variety machine tools. A machining center differed conceptually in its design from that of a milling machine, In that thecutting tools could be changed automatically by the transfer machanism, or selector, from the magazine to spindle, or vice versa.In this ductively and the automatic tool changing feature enabled the machining center to productively and efficiently machine a range of components, by replacing old tools for new, or reselecting the next cutter whilst the current machining process is in cycle.In the mid 1960s,a UK company, Molins, introduced their unique "System 24" which was meant represent the ability of a system to machine for 24 hours per day. It could be thought of as a "machining complex" which allowed a series of NC single purpose machine tools to be linked by a computerized conveyor system. This conveyor allowed the work pieces to be palletized and then directed to as machine tool as necessary. This was an early, but admirable, attempt at a form of Flexible manufacturing System concept, but was unfortunately doomed to failure. Its principal weakness was that only a small proportion of component varieties could be machine at any instant and that even fewer work pieces required the same operations to be performed on them. These factors meant that the utilization level was low, coupled to the fact that the machine tools were expensive and allowed frequent production bottlenecks of work-in-progress to arise, which further slowed down the whole operation.The early to mid-1970s was a time of revolutionary in the area of machine tool controller development, when the term computerized numerical control (CNC) became a reality. This new breed of controllers gave a company the ability to change work piece geometries, together with programs, easily with the minimum of development and lead time, allowing it to be economically viable to machine small batches, or even one-off successfully. The dream of allowing a computerized numerical controller the flexibility and ease of program editing in a production environment became a reality when two ralated factors occurred.These were:the development of integrated circuits, which reduces electronics circuit size, giving better maintenance and allowing more standardization of desing; that general purpose computers were reduced in size coupled to the fact that their cost of production had fallen considerably.The multipie benefits of cheaper electorics with greater reliability have result in the CNC fitted to the machine tools today, with the power and sophistication progtessing considerably in the last few years, allowing an almost artificial intelligence(AI) to the latest systems. Over the years, the machine tools builders have produced a large diversity in the range of applications of CNC and just some of those development will be reviewed in V olume Ⅲ。