数控回转工作台的回转运动驱动电机的选择计算
习题册数控机床系统结构答案
第一章第一节数控机床的产生和发展第二节数控机床的特点和应用范围一、填空题1、第一代数控机床产生于1952年美国国麻省理工学院研究出一套试验性的数字数控系统,并把它安装在立式铣床上。
2、我国是1958年开始研究数控技术的。
3、机械加工的目标是高速、高效。
高精度。
4、在数控机床上加工工件,工件的加工精度主要取决于机床精度、插补精度、编程伺服精度。
5、最早的数控机床伺服系统执行机构采用液压转矩放大器。
二、选择题1、第一代数控机床产生于(B )年。
A、1951B、1952C、19542、第三代数控机床产生于( C )年,研制出了小规模集成电路。
A、1951B、1952C、19603、经济型数控机床一般都采用(A)数控系统。
A、开环B、闭环C、半闭环4、(C)数控机床产生于1960年,研制出了小规模集成电路。
A、第一代B、第二代C、第三代D、第四代三、判断题1、第三代数控机床产生于1960年,研制出了小规模集成电路。
(1 )2、点位控制系统控制刀具或机床工作台,从一点准确地移动到另一点,也控制点与点之间运动的轨迹。
(2)3、第四代数控机床的标志是小型计算机。
(1)四、简答题1、简述数控机床发展的六个时代及标志。
1952电子管时代;1956晶体管时代;1960小规模集成电路;1970由计算机作控制单元的数控系统;1974以微处理器为核心的数控系统;1990柔性制造单元2、数控机床的特点是什么?适应性强;能实现复杂的运动;加工精度高;生产效率高;能减轻劳动强度,改善劳动环境,有利于科学的生产管理3、简述数控机床的应用范围。
1)多品种小批量生产的零件。
2)形状结构比较复杂的零件。
3)需要频繁改型的零件。
4)价格昂贵,不允许报废的关键零件。
5)需要最短周期制作的急需零件。
6)批量较大精度要求很高的零件。
第二节数控机床的分类一、填空题1、按控制方式划分,数控机床可分为开环、半闭环和闭环三类。
其中开环中没有检测反馈装置,控制精度较低。
数控回转工作台的回转运动驱动电机的选择计算
2 . 2工作 台回转 电机 的选择 () 1工作台回转的传动比计算
16 3
一
b计算各环 面积 s S TR2 2= 1 8 ) 19 /) 7 7 c 2 } 1 lR 2 ( 3 / L( 1. 2 3 9 . m =’ _ ) ( 2 2 7 S ( 3R2 (0.2L 9 .2 ̄2 4. m 十 : Rz 4= 18 /) (3 /) 4 5 c _ ) 8 4 = 6 c计算 各环导轨 正压力 P 均 布载荷 系数 (( 载 w ) =. K / m F W 十 I/ 2 6 g c : S 2
关键 词 : 数控 ; 工作 台; 回转 运 动 ; 动 电机 驱
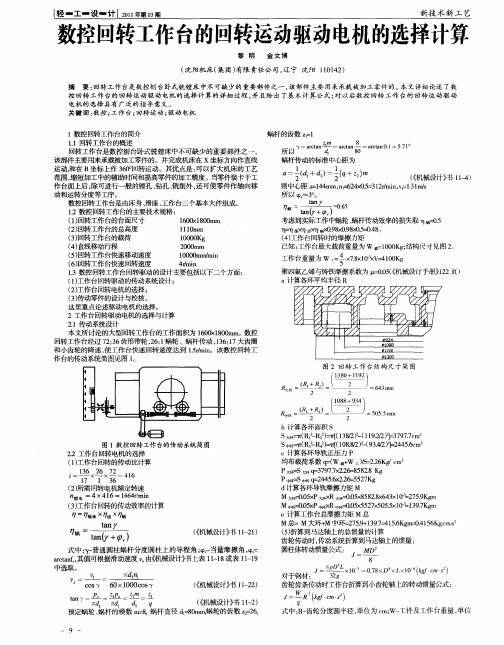
1数控 回转 工作 台的简介 蜗杆 的齿数 z l l = 1 . 1回转 工作 台的棚述 ra 1 . 1 cn rt 7 一 a c ar t c an d tn f c a 旦 :at 0 : 57 。 r 所 以 一 一 8 O ・ ・ 回转 工作 台是数 控刨 台卧 式铣镗 床 中不 可缺 少 的重要 部件 之一 , 蜗 杆传动 的标 准 中心距 为 该部件主要用来承载被加工零件的。并完成机床在 x坐标方向作直线 运动, B坐标上作 3 0回转运动。其优点是: 和在 6 ̄ 可以扩大机床的工艺 范围, 缩短加 工 中的辅 助时间和提 高零件 的加 工精度 。当零 件装卡 于工 作 台面上后 , 除可进行一 般 的镗 孔 、 钻孔 、 削外 , 可使零 件作 轴 向移 铣 还 则 中心距 a14 m, ̄ 2x. 32 mnv 1 l / =4 m n 640 = 1r i,e . ms = 5 / =3 动和运转 分度等工序 。 所 以 ‘ 一3。 p 。 数控回转工作台是 由床身、 、 滑座 工作台三个基本大件组成。 1 . 2数控 回转工作 台的主要技术 规格 : () 1回转工作 台的台面尺寸 10x 80 m 60 10 m 考虑到实 际工 作 中蜗轮 、 杆传动效率 的损失取 =. 蜗 0 5 -_q蒗× 齿 q- - - 1 ×1 ̄x .8 098 0.= .8 09 x . x 5 04 。 () 工作 台的总高度 2回转 11r 0m 1 a () 工作 台的载荷 3回转 100 g 00K () / 台回转时的摩擦 力矩 45 r E ̄ () 4直线移动行程 20 m 00 m 已知 : 台最大 载荷重量 为 W -00 g ̄ 尺寸见 图 2 工作 - 0K ; 1 。 () 5回转工作 台快 速移动速度 100 mm n 0 0 m /i 工作台重量 为 w x. 1 ̄V 40 K 7 x 0x - 10 g 8 () 6回转工作 台快 速 回转速 度 4/i r n m 聚四氟乙烯与铸 铁摩擦 系数 为  ̄ o 5( - . (机械没 汁手册 》2 页 ) o ( l2 1 . 3数控 回转 工作 台回转驱动 的设 计主要包 括以下二 个方 面 : a 计算各环平均半径 R () 1工作台回转驱动的传动系统设计; () 2工作台 回转 电机的选择 ; () 动零件 的设 计与校核 。 3传 这里重 点论述驱 动 电机 的选 择 。 2工作 台回转 驱动 电机 的选择与计算 2 . 1传动系统设计 本文 所讨论 的大型 回转工作 台的工作 面积为 10 x8 0 m 60 l0 m 。数控 回转工作 台经过 7 : 齿 形带轮 ,6 1 23 6 2 : 蜗轮 、蜗 杆传动 ,3 :7 161 大齿 圈 和小齿 轮的降速 , 工作 台快速 回转速度 达到 1 r i。该数 控 回转工 使 5/ n m 作台 的传 动系统简 图见 图 1 。
数控回转工作台的原理和设计

数控回转工作台的原理和设计崔旭芳1周英2(1燕山大学继续教育学院,河北秦皇岛066004;2海湾安全技术股份有限公司,河北秦皇岛066004)摘要:数控回转工作台是五轴联动的基础,它能够实现回转轴与摆动轴的两坐标定位。
在三轴联动的数控铣床上增加数控回转工作台,并通过数控改造使之成为五轴数控铣床,是扩展机床使用功能的简捷方式。
详细分析和说明了双回转工作台的分类、结构、工作原理和设计过程。
设计中采用了先进的电主轴作为主轴系统的核心部件,使机械结构更加简单、控制部分相应简化,并可以方便地与CAD/CAM结合,为数控机床的改造提供依据。
关键词:数控回转工作台;结构;原理;设计中图分类号:TU522.05文献标识码:A文章编号:1001-6945(2008)06-0023-051引言近年来,随着我国国民经济的迅速发展和国防建设的需要,对高档数控机床提出了急迫的大量需求。
机床制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。
即使是发达工业化国家,也无不高度重视。
机床是一个国家制造业水平的象征,代表机床制造业最高境界的则是五轴联动数控机床系统。
从某种意义上说,五轴联动数控机床系统反映了一个国家的工业发展水平状况。
2五轴联动机床简介及加工特点数控机床加工某些零件时,除需要有沿X、Y、Z三个坐标轴的直线进给运动之外,还需要有绕X、Y、Z三个坐标轴的圆周进给运动,分别称为A、B、C轴。
五轴联动机床也称五坐标机床,它是在三个平动轴(沿X、Y、Z轴的直线运动)的基础上增加了两个转动轴(能实现绕X轴、Z轴旋转运动,即A轴和C轴),不仅可使刀具相对于工件的位置任意可控,而且刀具轴线相对于工件的方向也在一定范围内任意可控,由此使五坐标加工工具有以下特点:a.可避免刀具干涉,加工普通三坐标机床难以加工的复杂零件,加工适应性广,如图1(a)所示。
图1五坐标加工的特点b.对于直纹面类零件,可采用侧铣方式一刀成型,加工质量好、效率高,如图1(b)所示。
伺服电机计算选择应用实例

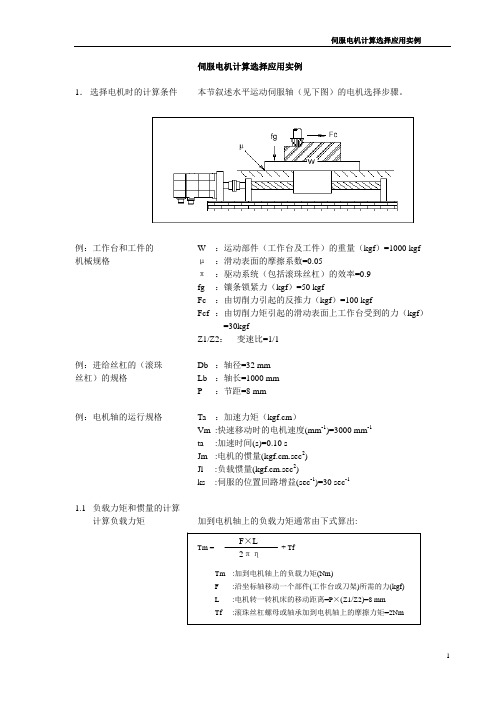
伺服电机计算选择应用实例1. 选择电机时的计算条件 本节叙述水平运动伺服轴(见下图)的电机选择步骤。
例:工作台和工件的 W :运动部件(工作台及工件)的重量(kgf )=1000 kgf 机械规格 μ :滑动表面的摩擦系数=0.05π :驱动系统(包括滚珠丝杠)的效率=0.9 fg :镶条锁紧力(kgf )=50 kgfFc :由切削力引起的反推力(kgf )=100 kgfFcf :由切削力矩引起的滑动表面上工作台受到的力(kgf )=30kgfZ1/Z2: 变速比=1/1 例:进给丝杠的(滚珠 Db :轴径=32 mm 丝杠)的规格 Lb :轴长=1000 mm P :节距=8 mm例:电机轴的运行规格 Ta :加速力矩(kgf.cm )Vm :快速移动时的电机速度(mm -1)=3000 mm -1 ta :加速时间(s)=0.10 sJm :电机的惯量(kgf.cm.sec 2) Jl :负载惯量(kgf.cm.sec 2)ks :伺服的位置回路增益(sec -1)=30 sec -1 1.1 负载力矩和惯量的计算 计算负载力矩 加到电机轴上的负载力矩通常由下式算出:Tm = + TfTm :加到电机轴上的负载力矩(Nm) F :沿坐标轴移动一个部件(工作台或刀架)所需的力(kgf) L :电机转一转机床的移动距离=P ×(Z1/Z2)=8 mmTf:滚珠丝杠螺母或轴承加到电机轴上的摩擦力矩=2Nm无论是否在切削,是垂直轴还是水平轴,F 值取决于工作台的重量,摩擦系数。
若坐标轴是垂直轴,F 值还与平衡锤有关。
对于水平工作台,F 值可按下列公式计算: 不切削时: F = μ(W+fg ) 例如: F=0.05×(1000+50)=52.5 (kgf) Tm = (52.5×0.8) / (2×μ×0.9)+2=9.4(kgf.cm)= 0.9(Nm)切削时:F = Fc+μ(W+fg+Fcf) 例如: F=100+0.05×(1000+50+30)=154(kgf) Tmc=(154×0.8) / (2×μ×0.9)+2=21.8(kgf.cm)=2.1(Nm)为了满足条件1,应根据数据单选择电机,其负载力矩在不切削时应大于0.9(Nm ),最高转速应高于3000(min -1)。
2024-数控机床回转工作台(全)
由于多齿啮合,啮合率高,所以定位刚 度好,承载能力强。
最小分度为360º/Z,分度数目多,适用于 多工位分度。
由于离合过程具有磨合作用,其定位精 度不断提高,使用寿命长。
缺点是鼠齿盘制造相较困难。
鼠齿盘及齿形结构如图
工作过程分为三步:
工作台抬起
工作台回转分度
工作台下降并定位锁紧
为了尽量消除反向间隙和传动间隙,通过调整偏 心环3来消除齿轮2和4啮合侧隙。
齿轮4与蜗杆9是靠楔形拉紧圆柱销5〔A一A剖面〕 来连接。
这种连接方式能消除轴与套的配合间隙。
蜗杆9采用螺距渐厚蜗杆,通过移动蜗杆的轴向位 置来调节间隙。
〔图〕测蜗杆的左右两侧具有不同的螺距因此蜗杆 齿厚从头到尾逐渐增厚。 但由于同一侧的螺距是相同的,所以仍能保持正确 的啮合。 调整时松开螺母7的锁紧螺钉8使压块6与调整套松 开。 然后转动调整套11带动蜗杆9作轴向移动。 调整后锁紧调整套11和楔形圆柱销5。 蜗杆的左右两端都有双列滚针轴承支承, 左端为自由端可以伸缩以消除温度变化的影响, 右端装有两个推球轴承能轴向定位。
• TK56系列数控等分转台是数控镗铣床和加工中 心的理想配套附件,可以安装于主机工作台面 上,工作时,在主机相关控制系统控制下,能 够完成以1°为基数的等分分度零件的加工。
• TK14系列数控可倾斜回转工作台,可完 成等分和不等分的角度分度工作。工作台 既可回转,又可倾斜,具有2个自由度。
数控机床回转工作台
电磁铁控制液压阀〔图中未示出〕,使压力油经 孔23进入到工作台7中央的夹紧液压缸下腔10推 动活塞6向上移动,
经推力轴承5和13将工作台7抬起,上下两个鼠齿 盘4和3脱离啮合,
〔图〕当工作台静止时,必须处于锁紧状态。
数控回转工作台
目录目录............................................................ - 1 - 第一章绪论....................................................... - 4 -1.1 数控机床简介.............................................. - 4 -1.2数控机床的特点............................................ - 4 - 第二章数控回转工作台的原理与应用................................ - 4 -2.1 数控回转工作台........................................... - 5 -2.2 设计准则................................................. - 6 -2.3 主要技术参数............................................. - 6 - 第三章:数控回转工作台的结构设计................................. - 7 -3.1 传动方案的确定............................................ - 7 -3.1.1传动方案传动时应满足的要求........................... - 7 -3.1.2传动方案及其分析..................................... - 7 -3.2齿轮传动的设计............................................ - 8 -3.2.1选定齿轮类型、精度等级、材料及齿数................... - 8 -3.2.2按齿面接触强度设计................................... - 8 -3.2.3按齿根弯曲强度设计.................................. - 11 -3.2.4几何尺寸计算........................................ - 13 -3.3 电液脉冲马达的选择及运动参数的计算...................... - 14 -3.4 蜗轮及蜗杆的选用与校核.................................. - 15 -3.4.3 按齿面接触疲劳强度设计............................ - 15 -3.5 蜗杆与蜗轮的主要参数与几何尺寸.......................... - 16 -3. 5. 1 蜗杆............................................ - 16 -3. 5. 2 蜗轮............................................ - 17 -3.6 轴的校核与计算.......................................... - 17 -3.6.1 画出受力简图...................................... - 17 -3.6.2 画出扭矩图........................................ - 18 -3.6.3 弯矩图............................................ - 18 -3.7 弯矩组合图.............................................. - 18 -3.8 根据最大危险截面处的扭矩确定最小轴径.................... - 19 -3.9 齿轮上键的选取与校核..................................... - 19 -3.10 轴承的选用.............................................. - 19 - 第四章:数控技术发展趋势......................................... - 20 -4.1性能发展方向............................................. - 20 -4.2功能发展方向............................................. - 21 -4.3体系结构的发展........................................... - 21 - 第五章:数控回转工作台台体夹具及工艺设计......................... - 22 -5.1零件的作用............................................... - 22 -5.2确定毛坯,画毛坯,零件图................................. - 22 -5.3工艺规程设计............................................. - 22 -5.3.1定位基准的选择...................................... - 22 -5.3.2选择加工设备及刀,夹,量具.......................... - 22 -5.4夹具设计................................................. - 23 - 结论............................................................ - 24 - 致谢......................................................... - 25 - 参考文献........................................................ - 26 -摘要数控车床今后将向中高挡发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
数控回转工作台资料

在目前的机械行业当中只有数控铣床、加工中心和数控镗床都应用回转工作台,并且这三种机床的使用最普遍。与其他的普通回转台相比起来,在外形上看来他们并没有什么区别,只是他们有不同的驱动,一种是手动回转,而数控回转工作台是与其他的数字控制驱动结合。
图1-1闭环内部结构
1-进电机;2-主动齿轮;3-偏心环;4-从动齿轮;5-柱销;6-压块;7-螺母;8-锁紧螺钉、11-轴承盖、套筒;9-蜗杆;10-蜗轮;12、13-加紧瓦;14-压紧液压缸;15-活塞;16-弹簧;17-钢球;18-光栅;
蜗杆传动的特点:
1.结构紧凑蜗杆每旋转一周,蜗轮转过一个齿距,所以可以实现大的传动比。传动比比其他传动方式的大,所需零件数目少,不占用空间,所以结构相对紧凑。
2.冲击载荷小、传动平稳、噪声低因为蜗轮蜗杆在传动过程中是很缓慢的进入啮合然后慢慢地退出啮合的,而且齿对相对来说较多。
3.自锁由于蜗杆的螺旋线升角与当量摩擦角相比较小,所以当蜗杆传动时具有自锁功能。
转工作台主要是与立式铣床配套使用,其精度直接影响到机床的性能。本次设计选择由步进电动机作为动力源,一级圆柱直齿轮减速器进行减速及传递转矩和转速,将其传递给蜗轮蜗杆机构来带动工作台进行回转加工工作。数控回转工作台与数控立式铣床结合使用可进行工件的分度和切削旋转,配合机床X、Y、Z三轴的直线运动可以扩大机床的加工范围,来提高机床的工作效率。配合数控系统的控制,数控回转工作台可以有效提高生产效率,消除人为误差,提高加工精度。本次主要设计方向是数控铣床中的数控回转工作台,我们对主要的零件进行了结构功能设计。装配图、零件图用CAXA软件绘制。
关键词:立式铣床数控回转工作台齿轮蜗轮蜗杆
Abstract
Thedesignof the NC rotary table is mainly with vertical milling machine , Its precision directly affects the performance of the machine. The design choices the stepping motor as a power source. Level of cylindrical spur gear reduce of reduction and transmission torque and rotational speed, pass it to worm and worm wheel mechanism to drive the workbench rotary processing work. NC rotary table with NC vertical milling machine combined with the use of artifacts can be dividing and cutting rotation, cooperate with X,Y,Z three axis machine tool can expand the linear motion of the machine toolprocessing range, to improve the working efficiency of the machine tool. With NC system, the control of NC rotary table can effectively improve the production efficiency, eliminating human error, and improve the machining accuracy. The main design direction is the NC rotary table in CNC milling machine, structure and function of main parts of our design. Assembly drawing and part drawing drawn using CAXA software.
伺服电机选型计算实例
4
1.2 加速力矩的计算 计算加速力矩:步骤 1
·直线加/减速
伺服电机计算选择应用实例
如果负载惯量比 3 倍的电机惯量大的多,则控制特性将大大下降。 此时,电机的特性需要特殊调整。使用中应避免这样大的惯量。若 机械设计出现这种情况,请与 FANUC 联系。
按下步骤计算加速力矩: 假定电机由 NC 控制加/减速,计算其加速度。将加速度乘 以总的转动惯量(电机的惯量 + 负载惯量),乘积就是加速力矩。 计算式如下。
切削时: F = Fc+μ(W+fg+Fcf) 例如: F=100+0.05×(1000+50+30)=154(kgf) Tmc=(154×0.8) / (2×μ×0.9)+2=21.8(kgf.cm) =2.1(Nm)
为了满足条件 1,应根据数据单选择电机,其负载力矩在不切削时 应大于 0.9(Nm),最高转速应高于 3000(min-1)。考虑到加/减速, 可选择α2/3000(其静止制加/减速时
速度
指令
转矩
Vm
Ta
ta
时间
Vm 速度
计算加速力矩:步骤 2
公式为:
Ta =
Vm ×2π× 1 ×(Jm+JL)
60
ta
1
Ta = 为了得到电机k轴s 上的力矩 T,应在加速力矩 Ta 上增加 Tm
(摩擦力矩)。
T = Ta+Tm T = 12.1(Nm)+0.9(Nm) = 13.0 (Nm)
J L= 0.0082+0.0165 = 0.0247(kgf.cm.s2) 负载惯量对电机的控制特性和快速移动的加/减速时间都有 很大影响。负载惯量增加时,可能出现以下问题:指令变化后,需 要较长的时间达到新指令指定的速度。若机床沿着两个轴高速运动 加工圆弧等曲线,会造成较大的加工误差。 负载惯量小于或等于电机的惯量时,不会出现这些问题。若负载惯 量为电机的 3 倍以上,控制特性就会降低。实际上这对普通金属加 工机床的工作的影响不大,但是如果加工木制品或是高速加工曲线 轨迹,建议负载惯量要小于或等于电机的惯量。
机电一体化系统第三章执行元件

一、 特点
1、稳定性好 2、可控性好 3、响应迅速 4、控制功率低,损耗小 5、转矩大
补偿绕组(c)
励磁绕组 (f) ia
Fr Ua Fc Uf
电枢绕组(a)
直流伺服电动机的结构与一般的电机结构相似,也是 由定子、转子和电刷等部分组成,在定子上有励磁绕组 和补偿绕组,转子绕组通过电刷供电。由于转子磁场和 定子磁场始终正交,因而产生转矩使转子转动。
步进电机驱动电源
Hale Waihona Puke 四、步进电动机的功率放大1.单电压功率放大电路
此电路的优点是电路结构简单,不足 之处是Rc消耗能量大,电流脉冲前后 沿不够陡,在改善了高频性能后,低 频工作时会使振荡有所增加,使低频 特性变坏。
2.高低电压功率放大电路
电源U1为高电压,电源大约为80~150V, U2为低电压电源,大约为5~20V。在绕组 指令脉冲到来时,脉冲的上升沿同时使VT1 和VT2导通。由于二极管VD1的作用,使绕组 只加上高电压U1,绕组的电流很快达到规定 值。到达规定值后,VT1的输入脉冲先变成 下降沿,使VT1截止,电动机由低电压U2供 电,维持规定电流值,直到VT2输入脉冲下 降沿到来VT2截止。 不足之处是在高低压衔接处的电流波形在顶 部有下凹,影响电动机运行的平稳性。
步进电机驱动电源总结
作用:对控制脉冲进行功率放大,以使步进电机获 得足够大的功率驱动负载运行。 1、步进电机是用脉冲供电,且按一定工作方式轮 流作用于各相励磁线圈上。 2、步进电机正反转是靠给各相励磁线圈通电顺序 变化来实现的。 3、速度控制是靠改变控制脉冲的频率实现的。 4、在通电脉冲内使励磁线圈的电流能快速建立, 而在断电时电流能快速消失。
伺服电机控制方式
伺服电机比较
数控机床习题有答案

数控机床习题(第一章)1填空题(1)数控机床一般由控制介质、数控系统、伺服系统、机床本体、反馈装置和各种辅助装置组成。
(2)数控机床采用数字控制技术对机床的加工过程进行自动控制的一类机床。
(3)突破传统机床结构的最新一代的数控机床是并联机床。
(4)自适应控制技术的目的是要求在随机变化的加工过程中,通过自动调节加工过程中所测得的工作状态、特性,按照给定的评价指标自动校正自身的工作参数,以达到或接近最佳工作状态。
2选择题(1)一般数控钻、镗床属于( C )(A)直线控制数控机床(B)轮廓控制数控机床(C)点位控制数控机床(D)曲面控制数控机床(2)( D )是数控系统和机床本体之间的电传动联系环节(A)控制介质(B)数控装置(C)输出装置(D)伺服系统(3)适合于加工形状特别复杂(曲面叶轮)、精度要求较高的零件的数控机床是( A )(A)加工中心(B)数控铣床(C)数控车床(D)数控线切割机床(4)闭环控制系统的位置检测装置装在( D )(A)传动丝杠上(B)伺服电动机轴上(C)数控装置上(D)机床移动部件上(5)根据控制运动方式的不同,数控机床可分为(B )(A)开环控制数控机床、闭环控制数控机床和半闭环控制数控机床(B)点位控制数控机床、直线控制数控机床和轮廓控制数控机床(C)经济型数控机床、普及型数控机床和高档型数控机床(D)NC机床和CNC机床3 判断题(1)通常一台数控机床的联动轴数一般会大于或等于可控轴数。
(×)(2)数控机床是通过程序来控制的。
(√)(3)数控机床只用于金属切削类加工。
(×)(4)数控系统是机床实现自动加工的核心,是整个数控机床的灵魂所在。
(√)(5)机床本体是数控机床的机械结构实体,是用于完成各种切割加工的机械部分。
(√)4 简答题(1)简述数控机床的发展趋势。
P91、高速度与高精度化2、多功能化3、智能化4、高的可靠性(2)简述数控机床各基本组成部分的作用。
机床传动系统驱动参数的计算

机床传动系统驱动参数的计算机床传动系统驱动参数的计算是机床设计的重要环节,包含动力参数和运动参数两方面的计算。
本文主要以主传动为回转运动的机床为例,分析机床动力参数及运动参数的计算方法。
标签:机床;动力参数;运动参数;计算1 引言机床(车床、铣床等)的传动系统驱动参数由主传动驱动系统参数和进给传动系统驱动参数组成。
为了达到其相应的加工工艺要求,主传动或进给传动系统的驱动电机应具备一定的功率和变速范围,通常,电机(包括主轴电机和进给电机)的驱动功率称为动力参数;其转速及变速范围,称为运动参数。
2 动力参数的计算2.1 主传动驱动功率的计算主传动功率P是选择主电机及进行机床零件和结构强度计算的主要依据。
主传动功率P可根据切削功率与主传动效率η 来确定,即:主传动的总效率一般可取为η=0.7~0.85,当主传动链较长时,损耗大,传动效率偏低,可取较小值;当主传动链较短时,损耗小,传动效率偏高,可取较大值。
式(1)中,切削功率可在选定具有代表性的切削用量(机床设计标准或用户要求)后,按照下式计算:式中:—主切削力(N);v—切削速度(m/min);M—切削扭矩(N·m);n—主轴转速(r/min)。
2.2 进给传动驱动功率的计算进给传动驱动功率包含进给传动功率和空程快速移动功率两部分。
计算进给功率时,可根据进给力F、进给速度v、机械效率来确定,即:式中,机械效率取值为0.15~0.2,进给力则根据机床设计时所采用的导轨形式计算得出。
计算空行程快速移动功率时,可根据工作台或滑板刀架等移动部件的惯性力和传动摩擦力计算,公式为:式中:--安全系数,取值1.5~2.5(依安全指标定);M--克服惯性力所需的扭矩(N·m);n—电机转速(r/min);W—移动部件重力(N);f—移动部件与导轨的摩擦因数,取值0.15~0.2;--快速移动速度(m/min),按照机床设计指标定;η—机械效率,取值为0.15~0.2。
各直线运动轴的定位精度和重复定位精度-2022年学习资料

数控功能的检验-运动指令功能-准备指令功能-操作功能-CRT显示功能-2004.09。
编制考机程序应包括:-主轴转动中、高、低五种以上速度的正、反转及停止;-各进给运动中、高、低速度G00、G 1移动,全行程的二分之一以上:-自动加工的功能和代码:-自动换刀交换刀床中23以上刀具,重量在中等以上的刀 :-使用特殊功能如测量、AP℃交换和用户宏程序-2004.09。
机床精度验收-几何精度-定位精度-切削精度-2004.09。
机床几何精度检验-以普通立式加工中心为例:-工作台面的平面度-各坐标方向移动的相互垂直度:-X、Y坐标方向 动时工作台面的平行度:-X坐标方向移动时工作台面T形槽侧面的平行度;-主轴的轴向窜动;-主轴孔的径向跳动: 主轴箱沿Z坐标方向移动时主轴轴心线的平行度;-主轴回转轴心线对工作台面的垂直度;-主轴箱沿Z坐标方向移动的 线度。-2004.09。
数控机床维修各直线运动轴的定位精度和重复定位精度
第一章数控机床的安装、调试及验收-数控机床的选用-数控机床的调试-数控机床的验收-2004.09。
数控机床的验收-开箱检验和外观检查-机床性能及数控功能的检验-机床精度的验收-2004.09。
机床性能的检验-主轴系统性能-进给系统性能-自动换刀系统-机床噪声-电气装置-数控装置-安全装置-润滑装置 气、液装置-附属装置-2004.09。
ห้องสมุดไป่ตู้
滚珠丝杠螺母副的结构及间隙调整-滚珠丝杠螺母副的特点:-传动效率高-传动灵敏,不易产生爬行-随动精度和定位 度高-同步性好-传动具有可逆性-磨损小,使用寿命长-施加预紧后,可消除轴向间隙,反向时无空程,轴向运动精度 刚-滚珠丝杠螺母副的结构形式-外循环-内循环-滚珠丝杠螺母副的轴向间隙的调整方法-垫片调整法-螺母调整法差式调整法-滚珠丝杠螺母副的预紧-预紧力计算公式:Fv=l/3Fmax-2004.09。
数控回转工作台(最新单位回转的

摘要数控车床今后将向中高挡发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
但是数控回转工作台更有发展前途,它是一种可以实现圆周进给和分度运动的工作台,它常被使用于卧式的镗床和加工中心上,可提高加工效率,完成更多的工艺,它主要由原动力、齿轮传动、蜗杆传动、工作台等部分组成,并可进行间隙消除和蜗轮加紧,是一种很实用的加工工具。
本课题主要介绍了它的原理和机械结构的设计,并对以上部分运用AUTOCAD做图,最后是对数控回转工作台提出的一点建议。
关键词:数控回转工作台齿轮传动蜗杆传动间隙消除蜗轮加紧AbstractNumerical control there is in the future lathe to in will develop, the middle-grade to adopt popular numerical control knife rest form a complete set, adopt the motive force type knife rest top-grandly, have such varieties as knife rest of hydraulic pressure, servo knife rest, vertical knife rest, etc. concurrently, it is estimated that will increase to numerical control knife rest demand greatly in recent years. The development trend of the Numerical control rotary table is: With the development of numerical control lathe, numerical control knife rest begin to change one hundred sheets , electric liquid is it urge and urge direction develop while being servo to make up fast. Some originally design and is it continue electricity to use to four worker location vertical electronic machinery of knife rest mainly- exposed to control system control some designs. And use AUTOCAD to pursue to the above part, have a more ocular knowledge of electronic knife rest. The last proposition has put forward the suggestion and measure to Numerical control rotary table.Keyword:Numerical control rotary table;Gear drive;Worm drive;Gap elimination;The worm gear steps up.目录绪论 (3)第一章:数控回转工作台的原理与应用 (4)1.1 数控回转工作的原理 (4)1.2 设计准则 (5)1.3 主要技术参数 (5)1.4 本章小结 (5)第二章:数控回转工作台的结构设计 (6)2.1 传动方案的确定 (6)2.2齿轮传动的设计 (7)2.3 电液脉冲马达的选择及运动参数的计算 (9)2.4 蜗轮及蜗杆的选用与校核 (10)2.5 蜗杆与蜗轮的主要参数与几何尺寸 (12)2.6 轴的校核与计算 (13)2.7 弯矩组合图 (14)2.8 根据最大危险截面处的扭矩确定最小轴径 (14)2.9 齿轮上键的选择及校核 (15)2.10 轴承的选用 (15)2.11 本章小结 (16)第三章数控技术发展趋势 (16)3.1 性能发展方向 (16)3.2 功能发展方向 (17)3.3 体系结构的发展 (18)3.4 智能化新一代PCNC数控系统 (19)第四章总结 (19)致谢 (20)参考文献 (20)绪论毕业设计主要是培养学生综合应用所学专业的基础理论、基本技能和专业知识的能力,培养学生建立正确的设计思想,掌握工程设计的一般程序、规范和方法。
数控回转工作台的设计研究

数 控 回转 工 作台 的设 计 研 究
孙 岗存① 袁 丽② (① 沈 阳机 床 股份 有 限公 司 ,辽 宁 沈 阳 110141; ② 沈 阳合金 材料 有 限公 司 ,辽 宁 沈 阳 110179)
摘 要 :以 HMSS0型 卧式加 工 中心数 控 回转工 作 台的设计 为例 ,讲 述数 控 回转 工作 台的设 计 过程 。详 细 阐 述 了数控 回转 工 作 台的结构 设 计及相 关 的理论 计算 。通 过机床 样机 试验 结果 ,证 明该数控 回转 工 作 台的结构 设 计是 合理 的 、设 计 方法是 切 实可行 的 。
图4 驱动装置展 开图
所选 电动 机满 足设计 要 求 。 2.3 工作 台回转惯 量 的计算
工 作 台 回转 部 分及 工 件 总质 量 : :1 000 ̄2 000
· 80 ·
ZU II砟果l等1朋
Designand R洲 『Ch设计与研究
陶 瓷 零 件 快 速 成 形机 研 制及 产 品加 工
图 2 数 控 回 转 工 作 台 剖 视 图
在 该数 控 回转工 作 台上 ,首 次 使 用 了 具有 双 刹 车 弹簧 片 的 自制刹 车 机 构 。该 刹 车 机构 工 作 原 理 如 下 :
r/min,18.5 N ·Ill,66.5 ̄10~kg·ITI )。
2.1 数控 回转 工作 台传 动 比计 算
高东强 张 菲
(陕 西科技 大 学机 电工程 学院 ,陕 西 西 安 710021)
摘 要 :详细 介绍 了经 济型 陶瓷 零件快 速成 形机 的 组成 、工作原 理及 主要 结构 ,并将 该设 计制造 成 实体样 机 。 利用 Pro/E三维实体造型软件和分层技术对“D”字建模并进行分层处理等 ,将处理的数据输入控 制设 备 ,并 将 实体样 机与 啄木 鸟 DX3017型雕 刻机 相结 合 ,最 后加 工 制造陶瓷 零件 “D”。
机床回转工作台及控制设计

题目组合机床回转工作台结构及控制系统设计院系机械工程学院专业机械设计制造及其自动化学号学生姓名指导教师起讫日期设计地点组合机床回转工作台结构及控制系统设计完成日期:指导教师签字:答辩小组成员签字:摘要目前,制造业所呈现给顾客的是一种不可预测的竞争,这主要表现在顾客需求量不断上升,还有就是世界的快速变化。
当然,不可否认的是竞争变得越来越激烈了。
组合机床完全可以被代表。
尽管如此,世界在发展,组合机床行业在发展,这就必然要求组合机床的发展。
换句话说,要想产品能够保证高质量,与其相对应的被使用的组合机床就必须淘汰传统模式的组合机床而朝向高精度,周期少等方向发展。
所以柔性以及加工精度与可靠性的提高被认为是组合机床装备基本的发展目标。
具体的体现在组合机床必须要用数控技术来进行控制,其主要原因是为了减少劳动力。
事实上,组合机床及其自动线的定义可以被认为是一种在机械与电气之间组合的在自动化方面比较高的工具和一种高质量的技术。
有时候也会加工一些大中型的箱体,对一些孔进行相对应的加工,也会加工一些螺纹和平面等。
技术在发展,现在主轴箱的更换还有刀具的更换,对夹具进行编码被广泛的用于主轴箱。
当然,还会用数字进行控制或者可编程序控制器等工具,其主要目的是要使其在驱动系统甚至循环控制方面能随意的变化。
不仅如此,还要求在加工过程中能够随时可变可调,使其具有灵活性。
关键字:组合机床,回转,工作台,系统,PLC,自动控制ABSTRACTAt present,manufacturing industry presents to the customer is an unpredictable competitive, which is mainly manifested in the rise and rapid change of customer demand, is the world. Of course, it is undeniable that the competition is becoming increasingly fierce. Combination machine tool can be represented. In other words, to be able to guarantee high quality, combination machine tools to be used and the corresponding must combination machine out of the traditional mode and towards high precision, less cycle development. A specific embodiment must use digital technology to control the machine tool, the main reason is to reduce labor.In fact, the definition of combination machine tools and automatic line can be considered as a combination between mechanical and electrical automation is high and a high quality technology. Sometimes the processing of large and medium-sized box, the corresponding processing for some hole, can also process some thread and plane etc.. The development of technology, now the spindle box replacement and replacement of cutters, the fixture coding is widely used in the spindle box.Not only that, but also requires the ability to keep a variable adjustable during processing, make its have flexibility.Key Words: combination machine, rotary, working platform, system, PLC, automatic control目录1 概述 (1)1.1 组合机床概述 (1)1.2 回转工作台概述 (2)1.3 回转工作台方案设计 (3)2回转工作台的结构设计 (6)2.1确定传动方案 (6)2.2 齿轮传动设计 (8)2.3 电液脉冲马达的选择 (9)2.4 蜗轮蜗杆设计 (11)2.5 轴的设计 (12)3 PLC控制系统设计 (18)3.1PLC概述 (18)3.2 设计条件 (21)3.3 设计的原理以及步骤 (22)3.4 PLC控制的设计过程 (24)总结 (28)致谢 (29)参考文献 (30)1 概述1.1 组合机床概述在机械制造行业,组合机床设备被广泛的使用,当然,有时候还使用其他的工艺装备。
回转工作台的设计
摘要本文主要论述了回转工作台的设计过程。
工作台是加工中心的重要部分。
加工中心机床除了沿X、Y和Z三个坐标轴直线进给运动外,往往还带有绕X、Y和Z轴的圆周进给运动。
一般圆周进给运动由回转工作台来实现。
回转工作台是采用分度工作台的设计。
工作台分度转位动作包括:工作台旋转,凸轮脱离啮合,完成分度前的准备工作;回转分度;凸轮重新啮合,完成定位夹紧共二个步骤。
正文部分着重讲述了电机、同步带和主要轴承的选择、同步带轮、凸轮和圆盘滚子的设计计算。
设计过程中使用CAD技术进行设计。
关键词:工作台分度转位目录前言 (2)第一章绪论 (3)1.1 回转工作台简介 (3)1.1.1 通用转台 (3)1.1.2 精密转台 (4)1.2 工作台交换系统 (4)1.3本文主要研究内容 (4)第二章传动部分设计 (5)2.1电动机的选择 (5)2.1.1选择电动机类型 (5)2.1.2选择电动机功率 (5)2.1.3确定电动机转速 (6)2.2 传动比的分配 (7)2.3 V带设计步骤和方法计算 (7)2.3.1 确定设计功率,选取V带类型 (7)2.3.2 确定带轮基准直径 (7)2.3.3验算带的速度 (8)2.3.4 距确定普通V带的基准长度和传动中心 (8)2.3.5 验算主动轮上的包角 (9)2.3.6计算V带的根数 (9)2.3.7计算初拉力 (10)2.3.8计算作用在轴上的压力 (10)2.4减速器的分析与选择 (12)第三章工作台的设计 (13)3.1圆柱凸轮的设计计算 (13)3.1.1圆柱分度凸轮工作轮廓的设计计算 (13)3.1.2圆柱分度凸轮轮廓曲面展开为平面矩形时的设计计算 (14)3.1.3圆柱分度凸轮机构的主要运动参数 (16)3.2滚子圆盘的设计选用 (16)3.3工作台的设计 (16)3.4轴的设计与计算 (17)3.5主要轴承的选择 (18)第四章其他元件的选择 (22)4.1平键的选择 (22)4.2润滑与密封 (22)第五章设计总结 (23)致谢 (25)参考文献 (24)前言机械工业担负着国民经济各部门,包括工业、农业、和社会生活各个方面提供各种性能先进、价格低廉、使用安全可靠的技术装备的任务,所以在现代化建设中是举足轻重的。
FANUC伺服电机选型计算
1 引言现代机电行业中经常会碰到一些复杂的运动,这对电机的动力荷载有很大影响。
伺服驱动装置是许多机电系统的核心,因此,伺服电机的选择就变得尤为重要。
首先要选出满足给定负载要求的电动机,然后再从中按价格、重量、体积等技术经济指标选择最适合的电机。
设计时进给伺服电机的选择原则是:首先根据转矩-速度特性曲线检查负载转矩,加减速转矩是否满足要求,然后对负载惯量进行校合,对要求频繁起动、制动h的电机还应对其转矩均方根进行校合,这样选择出来的电机才能既满足要求,又可避免由于电机选择偏大而引起的问题。
本文主要叙述了针对VMC 750立式加工中心的功能要求和规格参数,对各轴的伺服电动机进行计算选择,确定FANUC伺服电动机的型号和规格大小,并给出数据表。
同时在论文中简述了各数据的计算公式以及数据计算例子。
让读者能够直观的了解VMC750的伺服电机的数据信息,并知道如何根据一台加工中心的功能要求和规格参数进行数据计算,来选择合适的伺服电机。
2.选择电动机时的必要计算在伺服电机选型计算当中其主要数据包括:负载/ 电机惯量比,加减速力矩,切削负载转矩,连续过载时间等几方面的内容,本节内容便为大家简述了以上重要数据的计算方式。
2.1 负载/ 电机惯量比正确设定惯量比参数是充分发挥机械及伺服系统最佳效能的前提,此点在要求高速高精度的系统上表现尤为突出,伺服系统参数的调整跟惯量比有很大的关系,若负载电机惯量比过大,伺服参数调整越趋边缘化,也越难调整,振动抑制能力也越差,所以控制易变得不稳定;在没有自适应调整的情况下,伺服系统的默认参数在1~3 倍负载电机惯量比下,系统会达到最佳工作状态,这样,就有了负载电机惯量比的问题,也就是我们一般所说的惯量匹配,如果电机惯量和负载惯量不匹配,就会出现电机惯量和负载惯量之间动量传递时发生较大的冲击;下面分析惯量匹配问题。
TM - TL = ( JM + JL ) α(1)式中,TM———电机所产生的转矩;TL———负载转矩;JM———电机转子的转动惯量;JL———负载的总转动惯量;α———角加速度。
数控机床作业答案

数控机床作业答案作业1:1.简述国际数控机床经历的三个阶段及发展过程。
答:第一阶段:20世纪20年代前,天轴集中传动机床。
以蒸汽机或直流发电机——电动机组集中提供动力,天轴传动,塔轮变速,单机不能独立工作。
第二阶段: 20世纪20年代后,多电机(交流电机)驱动,齿轮变速机床。
机、电、气、液技术结合,出现了以加工汽车零部件为代表的组合机床及其自动线,使大批大量生产的自动化水平在20世纪60年代达到了顶峰。
第三阶段: 20世纪50年代后,数字控制与信息化机床。
计算机和电子技术与机械加工过程的联系,机械传动凸轮控制——伺服驱动数字控制,加工中心——工艺集成2.根据GB/T15375-1994规定确定机床CA6180、XKA5032A、TH5660A型号类型含义。
CA6180 C 车床(类代号)A 结构特性代号6 组代号(落地及卧式车床)1 系代号(普通落地及卧式车床)80 主参数(最大加工件回转直径800mm)XKA5032A X 铣床(类代号)K 数控(通用特性代号)A (结构特性代号)50 立式升降台铣床(组系代号)32 工作台面宽度320mm(主参数)A 第一次重大改进(重大改进序号)TH5660A T 镗床H 自动换刀5 立式镗床级6 普通工作台60 工作台面宽度600mmA 第一次重大改进作业2:1.机床由哪几部分组成?答:数控机床由1)动力源、2)传动系统、3)支撑件、4)工作部件、5)控制系统、6)冷却系统、7)润滑系统、8)其他装置:如排屑装置,自动测量装置等几部分组成。
2.车床的功能与特点是什么?在普通车床中能否实现二维插补曲线轮廓的加工?答:1)车床是回转体加工机床,其功能与特点:①除可加工各类回转表面及端面外,还可加工平面、孔、螺纹等。
②加工零件一般呈轴、套、盘、筒状。
③常用刀具主要是各种车刀,孔加工刀具,螺纹刀具等。
2)在普通车床中不能实现二维插补曲线轮廓的加工。
因无数控系统控制刀具沿各坐标轴移动相应位移、达到要求的位置与速度,形成X、Z两直线轴联动、插补。
回转工作台设计讲解
回转工作台设计说明书论文题目 四工位回转工作台设计学 院 机械工程学院学 号 11004020406姓 名 何凯星教 师 杨岩2014年1月摘要本次课程设计的题目是回转工作台设计。
通过对回转工作台的设计,使大学生在步入社会之前,不仅能够设计出数控回转工作台,而且能够掌握机械设计的方法和步骤。
本课题研究的主要内容包括:确定回转工作台的传动方案;驱动力计算及其他相关计算;步进电机的选型;零件设计;零件图的绘制与三维模型建立;绘制装配图及运动仿真。
对于回转工作台的设计,首先,进行总体方案设计,传动方案采用齿不完全轮传动、槽轮传动或者直接采用步进电机实现分度;然后进行各零件的设计与校核;偏心轮与机架采用螺钉连接固定不动;工作台的平衡通过止推轴承来保证;采用直线导轨以实现夹紧与工件的定出;直线导轨端部用滚动轴承;工作太平面上设计了圆孔;最后,对各零件进行装配。
关键词:回转工作台;步进电机;直线导轨;滚动轴承;建模目录一、课程设计任务书1、概述 (3)2、回转工作台设计要求 (3)3、设计任务 (5)二、设计步骤1、夹紧机构的设计 (5)2、定位装置的设计 (6)3、偏心轮设计 (7)4、直线导轨的选型 (8)5、轴承的选择 (8)6、转动圆盘的设计 (8)7、装配图 (9)8、零件图的绘制 (10)三、心得体会 (13)四、参考文献 (15)一、课程设计任务书1、概述回转工作台是检测仪器的主体部件,同时,它也是诸多设备如万能工具显微镜、坐标测量机、坐标镗、铣、磨、加工中心等重要部件或附件。
检测仪主要由一个四工位回转工作台和一个显微镜组成。
显微镜固定在机架上部的竖直杆上,回转工作台主要由回转平台、回转台主轴及夹紧定位装置组成。
工作台水平安置,台上装夹加工对象,回转运动由步进电机直接驱动。
传动部分要能自锁,消除侧隙以保证精度要求,并有一定的传动精度和刚度,工作台上亦要有圆孔,以减轻工作台质量及材料成本。
2、回转工作台设计要求1、性能参数(1)主参数工件质量:小于10g。
回转工作台

回转工作台是数控铣床、数控镗床、加工中心等数控机床不可缺少的重要附件( 或部件 ) 。
它的作用是按照控制装置的信号或指令作回转分度或连续回转进给运动,以使数控机床能完成指定的加工工序。
常用的回转工作台有分度工作台和数控回转工作台。
一、分度工作台分度工作台的功能是完成回转分度运动,即在需要分度时,将工作台及其工件回转一定角度。
其作用是在加工中自动完成工件的转位换面,实现工件一次安装完成几个面的加工。
由于结构上的原因,通常分度工作台的分度运动只限于某些规定的角度;不能实现范围内任意角度的分度。
为了保证加工精度,分度工作台的定位精度 ( 定心和分度 ) 要求很高。
实现工作台转位的机构很难达到分度精度的要求,所以要有专门定位元件来保证。
按照采用的定位元件不同,有定位销式分度工作台和鼠齿盘式分度工作台。
1 .定位销式分度工作台定位销式分度工作台采用定位销和定位孔作为定位元件,定位精度取决于定位销和定位孔的精度 ( 位置精度、配合间隙等 ) ,最高可达±5´´ 。
因此,定位销和定位孔衬套的制造和装配精度要求都很高,硬度的要求也很高,而且耐磨性要好。
图 5-31 是自动换刀数控卧式镗铣床的定位销式分度工作台。
该分度工作台置于长方形工作台中间,在不单独使用分度工作台时,两者可以作为一个整体使用。
图5-31 定位销式分度工作台结构1 —挡块;2 —工作台;3 —锥套;4 —螺钉;5 —支座;6 —油缸;7 —定位衬套;8 —定位销; 9 —锁紧油缸; 10 —大齿轮; 11 —长方形工作台; 12 —上底座;13 —止推轴承; 14 —滚针轴承; 15 —进油管道; 16 —中央油缸; 17 —活塞;18 —螺栓; 19 —双列圆柱滚子轴承; 20 —下底座; 21 —弹簧; 22 —活塞拉杆工作台 2 的底部均匀分布着八个 ( 削边圆柱 ) 定位销 8 ,在工作台下底座12 上有一个定位衬套 7 以及环形槽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控回转工作台的回转运动驱动电机的选择计算1.数控回转工作台的简介
1.1回转工作台的概述
回转工作台是数控刨台卧式铣镗床中不可缺少的重要部件之一,该部件主要用来承载被加工零件的。
并完成机床在X坐标方向作直线运动,和在B坐标上作360°回转运动。
其优点是:可以扩大机床的工艺范围,缩短加工中的辅助时间和提高零件的加工精度。
当零件装卡于工作台面上后,除可进行一般的镗孔、钻孔、铣削外,还可使零件作轴向移动和运转分度等工序。
数控回转工作台是由床身、滑座、工作台三个基本大件组成。
1.2数控回转工作台的主要技术规格:
(1)回转工作台的台面尺寸1600×1800mm
(2)回转工作台的总高度1110mm
(3)回转工作台的载荷10000Kg
(4)直线移动行程2000mm
(5)回转工作台快速移动速度10000mm/min
(6)回转工作台快速回转速度4r/min
1.3数控回转工作台回转驱动的设计主要包括以下二个方面:
(1)工作台回转驱动的传动系统设计;
(2)工作台回转电机的选择;
(3)传动零件的设计与校核。
这里重点论述驱动电机的选择。
2.工作台回转驱动电机的选择与计算
2.1传动系统设计
本文所讨论的大型回转工作台的工作面积为1600×1800mm。
数控回转工作台经过72:36齿形带轮,26:1蜗轮、蜗杆传动,136:17大齿圈和小齿轮的降速,使工作台快速回转速度达到1.5r/min。
2.2工作台回转电机的选择
2.2.1工作台回转的传动比计算
i=××=416
2.2.2所需回转电机额定转速
n=4×416=1664r/min
2.2.3工作台回转的传动效率的计算
η=η×η×η
式中:η----轴承的传动效率,取0.98;
η----齿轮的传动效率,取0.98;
η----蜗轮、蜗杆的传动效率,需进一步计算。
η= (《机械设计》书11-21)
式中:γ----普通圆柱蜗杆分度圆柱上的导程角;
φ----当量摩擦角,φ=arctanf,其值可根据滑动速度v由《机械设计》书上表11-18或表11-19中选取。
v== (《机械设计》书11-22)
式中:v----蜗杆分度圆的圆周速度,单位为m/s;
d----蜗杆分度圆直径,单位为mm;
n----蜗杆的转速,单位为r/min。
tanγ==== (《机械设计》书11-2)
预定蜗轮、蜗杆的模数m=8, 蜗杆直径d=80mm,蜗轮的齿数z=26,蜗杆的齿数z=1
所以γ=arctan=arctan=arctan0.1=5.71°
蜗杆传动的标准中心距为
a=(d+d)=(q+z)m (《机械设计》书11-4)
则中心距a=144mm,n=624×0.5=312r/min,v=1.31m/s
所以φ≈3°。
η===0.65
考虑到实际工作中蜗轮、蜗杆传动效率的损失取η=0.5
η=η×η×η=0.98×0.98×0.5=0.48。
2.2.4工作台回转时的摩擦力矩
已知:工作台最大载荷重量为W=10000Kg;结构尺寸见图2。
工作台重量为W=×7.8×10×V=×7.3×10×26×160×180=4100Kg
聚四氟乙烯与铸铁摩擦系数为μ=0.05(《机械设计手册》122页)
a 计算各环平均半径R
R===643mm
R中环===505.5mm
b计算各环面积S
S=π(R-R)=π[(138/2)-(119.2/2)]=3797.7cm2
S=π(R-R)=π[(108.8/2)-(93.4/2)]=2445.6cm2
c计算各环导轨正压力P
均布载荷系数q=(W+W)/S=(10000+4100)/(3797.7+2445.6)=2.26Kg/ cm2
P=Sq=3797.7×2.26=8582.8 Kg
P=Sq=2445.6×2.26=5527Kg
d计算各环导轨摩擦力矩M
M=0.05×P×R=0.05×8582.8×643×10=275.9Kgm
M=0.05×P×R=0.05×5527×505.5×10=139.7Kgm
e 计算工作台总摩擦力矩M总
M= M+M=275.9+139.7=415.6Kgm=0.4156Kg.cm.s2
2.4.5折算到马达轴上的总惯量的计算
齿轮传动时,传动系统折算到马达轴上的惯量:
圆柱体转动惯量公式:J=
对于钢材:J=×10=0.78×D×L×10(kgf·cm·s)
式中:M----圆柱体质量,单位为kg;
D----圆柱体体积,单位为cm;
L----圆柱体长度或厚度,单位为cm;
ρ----材料比重,单位为gf/cm3。
齿轮齿条传动时工作台折算到小齿轮轴上的转动惯量公式:
J=R(kgf·cm·s)
式中:R----齿轮分度圆半径,单位为cm;
W----工件及工作台重量,单位为kgf。
齿轮齿条传动时传动系统折算到马达轴上的总转动惯量公式:
J=J+J+R(kgf·cm·s)
式中:J,J----分别为Ⅰ轴、Ⅱ轴上齿轮的转动惯量,单位为(kgf·cm·s); R----齿轮z分度圆半径,单位为cm;
W----工件及工作台重量,单位为kgf。
所以J=0.78×9.03×11.7×10=0.06(kgf·cm·s)
J=0.78×18×8×10=0.66(kgf·cm·s)
J=0.78×8×9×10=0.029(kgf·cm·s)
J=0.78×22.4×8.5×10=1.67(kgf·cm·s)
J=0.78×8.5×7.7×10=0.03(kgf·cm·s)
J=J+J+2J+2(J+J)+=0.06+0.66+2×0.029+2×(1.67+0.03)+×=0.242kgf·cm·s
根据J=0.242kgf·cm·s,选SIEMENS-IFT6105-IAC71交流伺服系统
此电机额定转速n=2000r/min
电机输出功率为P=8.7KW
电机额定转矩为M=3.8kg·m
转子转动惯量为J=168×10kg·m2=0.171kgf·cm·s
通常交流电机转动惯量比J/J≤3倍,此电机J/J=0.242/0.171=1.415(倍),所以选用此电机惯量匹配合理。
2.2.6工作台回转电机的校核
根据机床设计手册第三册的513页,对于数控机床而言,因为动态性能要求较高,所以马达力矩主要是用于产生加速度的。
所以通常可先按式(6.6-63)选择马达,要使快速空载启动力矩小于马达的最大转矩,即M≤M
空载启动力矩M:M=M+ M
马达输出转矩的最大值,即峰值转矩M:M=λM
式中:M----折算到马达轴上的摩擦力矩,单位为kgf·m;
M----马达额定转矩;
λ----马达转矩的瞬时过载系数:交流伺服电机λ=1.5~2。
所以取λ=2
J为折算到马达轴上的总惯量:
J=J+J=0.242+0.171=0.413 kgf·cm·s
加速度力矩M:
M=×10kg·m
式中:J----折算到马达轴上总惯量,单位为kgf·cm·s;
T----系统时间常数,单位为s;
n----马达转速,单位为r/min;
n=n,计算M。
所以M=J×n×10/9.6T(T=0.2秒)=0.413×2000×10/9.6×0.2=4.3kgf·m
折算到马达轴上的摩擦力矩:
M= M/iη==2.1 Kg·m即21Nm
所以空载启动力矩M=M+ M=4.3+2.1=6.4 kgf·m
马达的最大转矩M=λM=2×3.8=7.6 kgf·m
由于空载启动力矩M<马达的最大转矩Mmax,所以该伺服电机符合要求。
3.回转台回转系统驱动电机的设计结论
通过上述的设计与计算,可见工作台回转电机的选择是合适的。
【参考文献】
[1]机械设计.高等学校出版社.2001.
[2]机械设计手册.第三卷.机械工业出版社.1991.
[3]机械设计手册.第三册.机械工业出版社.1986.。