立式数控铣床主轴部件的设计
XKA5750数控铣床主传动系统设计

XKA5750数控铣床主传动系统设计摘要本文介绍了XKA5750立式数控铣床的一些基本情况,简述了机床主传动系统方面的原理和类型,分析了各种传动方案的机理。
XKA5750立式数控铣床主传动系统包括主轴电动机、主轴传动系统和主轴组件三部分。
本文详细介绍了立式数控铣床主传动系统的设计过程,该立式数控铣床主轴变速箱是靠齿轮进行传动的,传动形式采用集中式传动,主轴变速系统采用多联滑移齿轮变速。
齿轮传动具有传动效率高,结构紧凑,工作可靠、寿命长,传动比准确等优点。
文中介绍了立式数控铣床主传动系统各种传动方案优缺点的比较、主传动方案的选择和确定、主传动变速系统的设计计算、主轴组件的设计、轴承的选用基润滑、关键零件的校核、以及主轴电动机的控制等设计过程。
关键词:数控铣床,主传动系统,主轴组件The main drive system design of XKA5750 CNC milling machineAuthor:Han LiguoTutor:Yan CunfuAbstractThis paper introduces some basic situations of the XKA5750 vertical CNC milling machine, briefly discusses the principles and types about spindle driving system of machine tool and analyzes the mechanism of various transmission scheme. The main driving system of XKA5750 CNC milling machine includes three parts that is spindle motor, spindle driving system and spindle components. This paper describes the main driving system design process of the XKA5750 CNC milling machine in detail. The spindle gearbox of this vertical CNC milling machine is driven by gear, and the driving mode adopts a centralized transmission, the spindle speed system uses multi sliding gear transmission. The advantages of gear drive are high transmission efficiency, compact structure, reliable, long life and accurate transmission ratio and so on. This paper compares the advantages and disadvantages of the various transmission scheme for vertical CNC milling machine system, introduces the selection and identification of main drive program, gearshift design and calculation of the main drive, the design of the spindle components, the selection and lubrication of the bearing, verification of critical parts, and the control of spindle motor, and so on.Key words:CNC milling machine, spindle driving system, spindle components目录1 绪论 (1)1.1我国数控机床的发展现状 (1)1.2课题提出的意义和目的 (2)2 XKA5750数控铣床主传动系统方案的确定 (3)2.1数控铣床主传动系统简介 (3)2.2对数控铣床主传动系统的要求 (3)2.3主传动的类型及方案选择 (4)3 主传动变速系统主要参数计算 ........................................................ 错误!未定义书签。
立式加工中心及数控铣床主轴轴承御荷装置

拉 环之 间形 成刚性 对拉 , 来降低换 刀过 程 中松 刀 力对 主轴轴承 的影 响 , 而有效 地提 高 了加 工 中心 主轴 轴承精 度 的稳 定性 和使 从
用寿命。
关键 词 : 工 中心 ; 控 铣 床 ; 轴 轴 承 ; 荷 装 置 加 数 主 御
中 图分 类 号 : G6 9 T 5 文 献标 识 码 : B
4 主 轴 、 5 拉 杆 、
3 主 轴 套 筒 固 定螺 检 、 4 主 轴 、 5拉杆 、 6 主 轴 葙体 、 7 蝶 形 弹簧 下 垫板 、
8 主 轴 后 端 轴 承 、
6 主 轴 箱 体 、
7 蝶形弹簧下垫板 、
8 主 轴 后 端 轴 承 、
9 蝶形 弹簧 、 1、 形弹簧上压板 O蝶
带动拉爪上行 , 过刀柄上的拉钉实现刀具的拉紧。 通
2 主轴 轴承 的 受力 分析
如图 1 构所 示 , 刀过 程 中, 结 换 拉杆要 下行一 定距离 , 由
1主 轴 前 端 轴 承 、 2 主 轴 套 筒 、
1 主 轴 前 端 轴 承 、 2 主 轴 套 筒 、
3 主 轴 套 筒 固定 螺 栓 、
由于 增 加 浮 动 反 扣 御 荷 装 置 结 构 ,在 松 刀 过 程 中 主 轴 产 生 的很 大 的轴 向力 , 传 递 给 了主 轴 构 件 , 效 地 减 轻 了 主 轴 都 有
轴承 的轴 向受力 ,从而大提高 了主轴部件 的运动精度和使用
寿命 。
承产生 了一个较大 的轴 向力 ; 由于拉爪结构 的需要 , 主轴松刀
1 、 合 锁 紧螺 母 1组 1 、 向套 2导 1 、 簧 3压 1 、 圈 4挡
1、 拴 5螺
9 蝶 形 弹 簧 、 1 、 形 弹 簧 上 压 板 O蝶
立式加工中心总体、主轴部件及立柱设计

加工中心总体、主轴部件及立柱设计摘要加工中心是一种具有刀库并能自动更换刀具对工件进行多工序加工的数控机床。
它是适应省力、省时和节能的时代要求而迅速发展起来的高科技产品,综合了数控铣床、数控镗床、数控钻床多功能的加工设备。
基于加工中心的迅速发展,本次毕业设计的任务是设计加工中心总体、主轴部件及立柱。
加工中心的总体设计主要是通过设计各部件之间的尺寸联系来满足它们之间的位置关系要求。
主轴部件是机床的重要部件之一。
它是机床的执行件,其功用是支承并带动工件或刀具旋转进行切削,承受切削力和驱动力等载荷,从而完成表面成形运动。
主轴部件由主轴及其支承和安装在主轴上的传动件、密封件等组成。
加工中心立柱主要是对主轴箱起到支承作用,满足主轴Z向运动。
根据对立柱的结构、性能及其经济性的要求,采用井字型的内腔结构。
加工中心的设计符合数控机床高速化、高精度化、智能化、系统化与高可靠性等发展趋势。
目前,加工中心已成为现代机床发展的主流方向,广泛应用于机械制造中。
关键词:加工中心,主轴,轴承,立柱DESIGN OF THE OVERALL , SPINDLE ASSEMBLY AND COLUMN OF MACHININING CENTERABSTRACTMachining center (MC) is a kind of CNC machine with tool magazine. It can perform the multi-processing of workpiece by change cutting tool automatically. It is the high-tech product developed to adapt to the requirements for effort-saving and time-saving, and the multi-function equipment which integrated CNC milling machine with CNC boring and drilling machines.The tasks of graduation design are to design the overall of machine, the spindle assembly and column. The purpose of MC overall design is to establish the dimension relation between components. Spindle assembly is one of the important parts of the machine. It is the executive pieces, and its function is to support and carry the workpiece or rotary cutting tools, and bear the cutting force. The spindle assembly consists of the spindle and its support, the transmission members, seals and other components mounted on it. The function of MC column is to support the headstock to satisfy the movement of Z-axis. Based on the performance requirements of the structure and the economy, Column is of the cross-type structure inside.The design of MC is consistent with the development trend in high-speed, high precision, intelligent, and high reliability of CNC machine tools. Currently, MC stands for the main development direction of modern machine tool, which is widely used in machine manufacturing.KEYWORDS: machining center, spindle, bearing, column目录前言 (1)第一章加工中心概述 (3)第二章主传动系统设计 (3)2.1传动系统简介 (4)2.2主传动系统设计的要求 (4)第三章主轴电机的选型与参数 (6)3.1计算切削力 (7)3.2主电机功率估算 (7)3.3确定电动机型号 (8)第四章主传动变速系统设计 (8)4.1同步带参数计算 (9)4.2 圆弧同步带设计总结 (11)第五章主轴组件的设计 (12)5.1 主轴组件的设计要求 (13)5.2 主轴设计 (13)5.2.1主轴的主要尺寸参数 (14)5.2.2 主轴轴端结构 (14)5.2.3 主轴材料和热处理 (15)5.3 主轴的轴承 (15)5.4主轴组件的计算 (15)5.4.1初选主轴直径 (15)5.4.2主轴悬伸量a的确定 (15)5.4.3主轴最佳跨距的确定 (15)5.5 主轴组件校核 (16)5.5.1主轴组件的刚度计算 (16)5.5.2主轴强度校核计算 (17)5.5.3主轴强度校核 (20)5.6轴承、键的校核 (21)5.6.1轴承校核计算 (21)5.6.2键的设计计算校核 (22)5.7刀具自动加紧机构以及切削屑清洗机构 (22)5.8润滑与密封 (23)第六章设计总结 (24)致谢 (25)参考文献 (26)前言1952年,第一台数控机床诞生.在制造业,数控装备出现,使许多复杂的加工曲面都能够顺利进行,如今数控机床已经成为制造业加工零件的主流器械。
数控机床设计4主轴组件设计
采用合理的轴承选配法,可在制造精度并非很高的情况下,也能使主轴组 件获得较高的旋转精度。
2)后轴承选配
对主轴组件前轴承选配之后再对后轴承选配,还可进一步提高主轴组件的 旋转精度。
把后轴承如同前轴承那样选配,可得到较小的轴端的偏心量。
综上所述,为了提高主轴组件的旋转精度,采用轴承选配法的几点结论是: (1)首先对前轴承进行选配(高点导向),使其偏心量δ A为最小。
常用中碳结构钢:优质结构钢,45。 合金结构钢,40Cr, 50Mn, 65Mn. 球墨铸铁也开始应用。 (2)热处理方法:滑动轴承支承,前端定位表面,淬硬HRC50~55; 低碳钢,渗碳淬火;合金可以化学处理。
三、主轴的技术条件 主轴的精度是根据机床的精度来提出技术要求,主轴的精度是:尺寸精 度,形状精度,以及支承轴颈与壳心表面之间的位置精度和光洁度。 支承轴颈为主轴基准,是工艺基准和测量基准,技术条件可以根据机床 手册和同等精度机床主轴图纸上的条件确定。
可用于要求不高的中速、普通精度机床的主轴(卧式车床、多刀车床、立式铣 床等)。
3)两端定位
两端定位结构其特点:
(1)支承结构简单,间隙调整方便; (2)主轴受热伸长会改变轴承间隙,
影响轴承的旋转精度及寿命;
(3)刚度和抗振性较差。 适用范围:(1)轴向间隙变化不影响正常工作的机床主轴,如钻床。
(2)支距短的机床主轴,如组合机床。
2 .60°接触角双向推力向心球轴承
这种轴承的优点是制造精度高,
允许转速高,温升较低,抗振性高 于推力球轴承8000型,装配调整简
单,精度稳定可靠。与双列圆柱滚
子轴承相配套,用于承受轴向载荷。 3.单列圆锥滚子轴承 普通单列圆锥滚子轴承(7000型),能同时承受径向和轴向载荷,承载 能力和刚度较高,价格便宜,支承简单,间隙调整方便。可用于中速、中载、 一般精度的主轴组件。
铣床主轴箱设计
目录1.题目要求及参数确定-------------------------------------------2 1.1设计要求--------------------------------------------------------------------2 1.2运动参数确定-------------------------------------------------------------21.3动力参数的确定------------------------------------------------------------22.运动设计------------------------------------------------------ 2 2.1传动组的传动副数的确定--------------------------------------2 2.2结构网和结构式各种方案的选择-------------------------------3 2.3拟定转速图----------------------------------------------------4 2.4齿轮齿数确定--------------------------------------------------52.5传动系统图----------------------------------------------------53.传动零件的初步计算---------------------------------------------6 3.1传动轴直径初定------------------------------------------------63.2齿轮模数的初步计算-------------------------------------------74.主要零件的验算-------------------------------------------------8 4.1三角胶带传动的计算和选定------------------------------------8 4.2圆柱齿轮的强度计算------------------------------------------10 4.3传动轴的验算、强度验算、弯曲刚度验算---------------------144.4 滚动轴承的验算----------------------------------------------165.总结-----------------------------------------------------------------------------176.参考文献-------------------------------------------------------181. 题目要求及参数确定1.1设计要求1)机床的类型、用途及主要参数铣床,工作时间:二班制,电动机功率: 1.5N KW =,主轴最高、最低转速如下: max 1250n rpm =,min 100n rpm =变速级数:z=12。
机械机床毕业设计136立式铣床主轴变速系统设计论文
机械机床毕业设计136立式铣床主轴变速系统设计论文一、引言立式铣床是一种常见的加工设备,其主轴变速系统对机床的加工效率和加工质量有着重要的影响。
因此,对主轴变速系统进行设计和优化具有一定的实际意义。
二、系统设计1.系统结构主轴变速系统由变速驱动装置、主轴轴承和变速机构三部分组成。
变速驱动装置负责将电动机的输出转矩传递给主轴,主轴轴承负责支撑和转动主轴,变速机构负责实现主轴的变速调节。
2.变速机构设计变速机构是主轴变速系统的核心部分,其设计需要根据实际需求和技术条件来确定。
在设计过程中,需要考虑变速比的范围、变速调节精度和稳定性等因素。
3.主轴轴承选择主轴轴承的选择与机床的加工要求、转速要求和负载要求有关。
一般选择高精度、高刚度的滚动轴承,以确保主轴的转动稳定性和加工精度。
4.变速驱动装置设计变速驱动装置通常由电动机和传动装置组成。
电动机的选择应根据主轴的转速要求和负载要求来确定;传动装置的设计则需要考虑传动效率和可靠性等因素。
三、系统实现1.变速机构制造和装配根据设计要求,制造和装配变速机构,包括齿轮、皮带、链条等传动元件的加工和组装。
在装配过程中,需要注意各个部件的配合精度和间隙等因素,以确保变速机构的稳定性和可靠性。
2.主轴轴承安装将选定的主轴轴承安装到主轴上,并对其进行调整和校正。
在安装过程中,需要注意主轴轴承的润滑和密封,以延长其使用寿命。
3.变速驱动装置调试将选定的电动机和传动装置安装到变速机构上,并进行调试和优化。
在调试过程中,需要根据实际情况进行参数调整和故障排除,以确保变速驱动装置的正常运行。
四、实验分析可对设计的主轴变速系统进行实验验证。
通过实际加工试验,可以测试变速系统的调节性能和稳定性,并对其进行分析和评价。
根据实验结果,可以对系统进行优化和改进。
五、结论本论文以136立式铣床的主轴变速系统为例,介绍了该系统的设计思路和具体实现方法。
通过对该系统的设计和实验分析,验证了主轴变速系统的可行性和优化效果,为机械机床的设计和生产提供了一定的参考。
立式加工中心主轴部件设计说明

引言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展高新技术产业和尖端工业(如:信息技术及其产业,生物技术及其产业,航空、航天等国防工业产业)的使能技术和最基本的装备。
制造技术和装备是人类生产活动的最基本的生产资料,而数控技术则是当今先进制造技术和装备最核心的技术。
当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。
此外世界上各工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重大措施来发展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封锁和限制政策。
数控机床技术的发展自1953年美国研制出第一台三坐标方式升降台数控铣床算起,至今已有很多年历史了。
20世纪90年开始,计算机技术及相关的微电子基础工业的高速发展,给数控机床的发展提供了一个良好的平台,使数控机床产业得到了高速的发展。
我国数控技术研究从1958年起步,国产的第一台数控机床是北京第一机床厂生产的三坐标数控铣床。
虽然从时间上看只比国外晚了几年,但由于种种原因,数控机床技术在我国的发展却一直落后于国际水平,到1980年我国的数控机床产量还不到700台。
到90年代,我国的数控机床技术发展才得到了一个较大的提速。
目前,与国外先进水平相比仍存在着较大的差距。
总之,大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。
1 绪论1.1 加工中心的发展状况1.1.1 加工中心的国外发展对于高速加工中心,国外机床在进给驱动上,滚珠丝杠驱动的加工中心快速进给大多在40m/min以上,最高已达到90m/min。
采用直线电机驱动的加工中心已实用化,进给速度可提高到80~100m/min,其应用围不断扩大。
国外高速加工中心主轴转速一般都在12000~25000r/min,由于某些机床采用磁浮轴承和空气静压轴承,预计转速上限可提高到100000r/min。
XK100立式数控铣床主轴部件设计论文(有全套图纸)[专业论文]
![XK100立式数控铣床主轴部件设计论文(有全套图纸)[专业论文]](https://img.taocdn.com/s3/m/9ede6088ec3a87c24028c4e5.png)
目录第一章数控铣床的介绍 (4)1.1 数控铣床的主要功能 (4)1.2 数控铣床的主要特点 (5)第二章总体设计方案 (7)第三章电机的选择 (7)3.1 确定主轴传动功率 (7)3.2 电机的选择 (8)3.3 主轴的变速过程 (9)第四章轴类零件的设计 (10)4.1 轴的设计概述 (10)4.2 主轴主要结构参数的确定 (10)4.3 轴的结构设计 (13)4.4 主轴刚度的计算 (15)第五章齿轮传动设计与计算 (17)5.1主要参数的选择 (17)5.2 齿轮的设计与计算 (17)第六章轴承的设计与计算 (20)6.1 轴承当量动载荷的计算 (20)6.2 验算两轴承的寿命 (22)第七章圆弧齿同步带的设计 (22)7.1 确定圆弧齿同步带的基本参数 (22)7.2 确定带的中心距 (23)7.3 选择带的类型 (24)第八章碟形弹簧的设计 (25)8.1 碟形弹簧的结构尺寸 (25)8.2 弹簧的许用应力和疲劳极限 (26)8.3 碟形弹簧的设计与计算 (27)8.4 碟形弹簧的校核 (28)第九章拉杆的设计 (30)9.1 确定拉杆的直径 (30)9.2 确定拉杆的长度 (30)第十章拉抓和打刀缸的选择 (31)10.1 拉抓的选择 (31)10.2 打刀缸的选择 (31)小结 (32)参考文献 (33)[摘要]本文根据公司生产加工需要改装一台铣床, 主要用于铣削平面和钻孔,对主轴部件进行重新设计,但仍要用原来的主轴箱,要求主轴的转速范围为40r/min—4000r铣床在工作状态下拉抓拉紧刀柄,与BT50刀柄配合使用的是BT50拉抓,BT50拉抓带有M22×1.5的外螺纹与拉杆连接,拉紧刀柄,通常需要3.5t的力将刀柄拉紧。
10.2 打刀缸的选择打刀缸其实就是一种增压缸,将压缩空气的压力能转化高的推力输出。
打刀缸的系列很多,我们公司使用的是“上海健椿机械有限公司”生产的KTL系列打刀缸,也称KTL系列增压缸。
数控立式铣床机械结构设计--结构设计
数控立式铣床机械结构设计数控机床作为一种高自动化、高柔性、高精度、高效率的机械加工设备,决定了它在现代制造业中占有越来越重要的作用。
近年来,我国在中高档数控机床关键技术上有了较大突破,创造出一批具有自主知识产权的研究成果。
目前,在实际应用中有部分工件在加工微型孑L或铣削平面时,加工精度不高。
如果我们用传统的数控铣床对其加工,将导致加工效率低且加大设备和电力的损耗。
根据这种情况,我们设计了一种小型数控立式铣床。
该铣床造价大大低于传统数控机床,还能够满足教学上的使用,提高学生对数控铣床的理解与认识。
下文就对它的机械结构设计作一介绍。
1 机床的总体布局本机床是一台采用立式布置的小型数控铣床,机床床身尺寸(长×宽×高)为600 mm×8OO mm×1 4051Tim,主要由(如图1机床的结构简图所示)机床底座,横向溜板,X、y、Z方向进给步进电动机,工作台,机床床身,三相异步电动机,主轴箱以及相关的电气系统等部分组成。
机床的加工过程为:被加工零件固定于工作台4上,能够实现横向、纵向的进给运动;铣刀装夹在主轴箱8上,能够沿立柱的上下移动,进行铣削加工。
整个加工过程由PC进行控制,实现工件的自动加工。
该数控铣床的主要技术参数为:最大钻孔直径:28 mm;最大铣削能力:平面2.6×10 mm。
;主轴箱上下移动最大行程:345 mm;工作台工作面积:730 n'ln3×350 n3n3;工作台最大纵向行程:450 mm;工作台最大横向行程:250 n3m;机床底座面积:400 ITlm×680 n3n3;主轴变速范围:8O~ 1 650 r/min2 机床主传动系统及主轴组件设计2.1 机床主传动系统数控铣床主传动系统由主轴电动机、传动系统和主轴部件等部分组成,它与普通机床主传动系统相比结构较简单,这是由于变速功能主要由无级变速电动机来承担。
关于数控机床主轴结构的改进设计
关于数控机床主轴结构的改进设计数控机床是现代机械加工领域不可或缺的设备,而主轴则是数控机床中最重要的部件之一,它负责驱动加工刀具完成不同形状的切削加工。
随着机械加工技术的不断发展,数控机床主轴的结构也在不断地改进和优化,以适应不同的加工要求和提高加工效率。
一、优化轴承结构轴承是数控机床主轴中的重要部件,它直接影响到主轴的精度、耐磨性和寿命等。
因此,目前主要的改进设计方向是优化轴承结构,采用更先进的轴承材料和结构设计,提高轴承的承载能力和稳定性,从而大幅提高数控机床主轴的精度和耐用性。
另外,采用一些特殊的轴承形式,如角接触轴承和圆锥滚子轴承,可以在提高主轴负载能力的同时,保持其高精度。
二、提高转速范围数控机床主轴的转速范围是评估其性能的一个重要指标,因为转速范围越广,就能满足更多不同的加工要求。
因此,当前的改进设计方向是提高主轴的转速范围,通过优化主轴结构,例如采用更轻的材料和更坚固的轴承等,以及改善冷却系统等方式,来实现更高的转速范围。
特别是在高速加工领域,对于提高主轴转速范围的要求更为迫切。
三、减小主轴摩擦阻力主轴的摩擦阻力会影响主轴的加工精度和效率,而减小主轴的摩擦阻力是改进设计的一个重要方向。
例如,采用滚动轴承结构,可以大大减小主轴的摩擦阻力,从而提高加工效率和精度。
另外,在主轴的设计中还可以采用更平滑的表面处理和优异的润滑系统,也可以减小主轴的摩擦阻力。
四、提高主轴刚性主轴的刚性对于加工的精度和质量都有直接的影响,因此提高主轴的刚性是改进设计的一个重要方向。
目前主要的方法是采用更优质的材料和结构设计,增加主轴的横向和纵向刚性。
此外,对于超精密加工要求,还可以采用主轴的自动补偿技术,通过实时调整主轴位置和速度来改善加工精度和表面光洁度。
机床主轴部件设计
机床主轴部件设计主轴部件是机床重要部件之一。
作为机床的执行件,其功能是支承并带开工件或刀具旋转开展切削,承受切削力和驱动力等载荷,完成表面成形运动。
主轴部件由主轴及其支承轴承和安装在主轴上的传动件、密封件及定位元件等组成。
对于钻、镗床,主轴部件还包括轴套和镗杆等。
主轴部件的工作性能对整机性能和加工质量以及机床生产率有着直接影响,是决定机床性能和技术经济指标的重要因素。
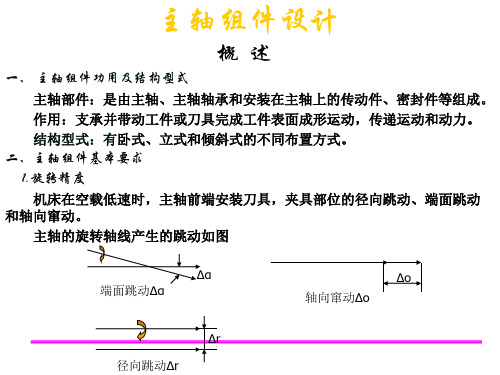
一、主轴部件应满足的基本要求(1)旋转精度——主轴的旋转精度是指机床主轴部件装配后,在无载荷、低速转动条件下,在安装工件或刀具的主轴部位的径向圆跳动和端面圆跳动。
旋转精度取决于主轴、轴承、箱体孔以及主轴上其他相关零件的制造、装配和调整精度。
(2)刚度——主轴部件的刚度是指其在外加载荷作用下抵抗变形的能力,通常以主轴前端部产生一个单位位移的弹性变形时,在位移方向上所施加的作用力的大小来表示。
主轴部件的刚度是综合刚度,它是主轴、轴承和轴承座等刚度的综合反映。
因此,主轴的尺寸和形状,使用轴承的类型、数量、预紧程度和配置形式,传动件的数量及布置方式,以及主轴部件的制造和装配质量等都影响主轴部件的刚度。
(3)抗振性——主轴部件的抗振性是指抵抗受迫振动和自激振动而保持平稳运转的能力。
在切削过程中,由于各种因素引起的冲击力和交变力的干扰,使主轴产生振动。
抗振性差,表现为主轴部件工作时易产生振动且振幅较大,降低已加工表面质量和刀具寿命,加速传动件的磨损,诱发加工时的噪声,影响工作环境。
严重的振动则可破坏刀具或主轴部件正常运转,使加工无法开展。
(4)温升及热变形——主轴部件运转时,因各相对运动处的摩擦生热,切削区的切削热等使主轴部件的温度升高,其尺寸、形状及位置发生变化,造成主轴部件的热变形。
主轴热变形可引起轴承间隙变化,温升后会使润滑油粘度降低,这些变化都会影响主轴部件的工作性能,降低加工精度。
(5)精度保持性——主轴部件的精度保持性是指长期地保持其原始制造精度的能力。
数控机床主轴总体设计

数控机床主轴总体设计
报告
一、报告概述
数控机床主轴设计涉及机床整体结构及其相关机构的设计,是数控机
床制造过程中的重要步骤,也是控制机床精度和加工质量的关键因素。
本
文将重点介绍数控机床主轴的设计,包括其设计要点、数控机床主轴的结
构设计和参数设计,以及检验和润滑等。
二、主轴的设计要点
1.数控机床主轴的设计应考虑机床的整体结构和控制要求。
2.主轴为定心支承结构,必须考虑受力、应力、热变形等方面的影响,以确保设计符合要求,并能满足用户的实际要求。
3.主轴运行部件应确定所需转速、变速比、功率等参数,以确保设备
具有良好的动力性能。
4.数控机床的主轴应考虑到在高速运行时,动平衡质量及其调整要求。
5.主轴及其附件的安装应考虑其各自的尺寸和形位关系,以确保正确
安装及更换。
三、主轴结构设计
1.主轴材料选择
主轴材料可以根据设计要求选择金属材料或高分子材料。
其中金属材
料包括钢、铝合金、镁合金等,而高分子材料则包括塑料或玻璃钢等,具
体选择要考虑材料的机械性能、抗腐蚀性能和使用寿命等。
2.主轴结构设计。
数控车床主轴组件设计

数控车床主轴组件设计数控车床主轴组件是数控机床中最基本、最重要的部件之一。
其主要作用是将旋转电机的动力转化为刀具的相对运动。
主轴组件的设计质量直接影响到机床的加工精度、切削效率和使用寿命。
因此,在数控车床的设计中,主轴组件的设计显得尤为重要。
本文将从设计要求、主要结构、材料选用、加工工艺等方面详细阐述数控车床主轴组件的设计。
一、设计要求在数控车床主轴组件设计过程中,需要考虑以下一些因素:1. 总体尺寸:根据数控车床的使用场景,确定主轴组件的长度、直径等尺寸,并保证其能够安装到机床上并协调运动。
2. 刚性要求:数控车床需要进行高精度的加工,因此主轴组件的刚性需要足够高,能够承受切削力和切削热等负载,保证刀具的精度和寿命。
3. 精度要求:主轴组件的精度取决于各个部件的加工质量和装配精度。
不同的加工要求对主轴组件精度的要求不尽相同,因此在设计过程中需要根据实际需求设定相应的精度标准。
4. 特殊要求:根据数控车床的特殊加工要求,主轴组件可能还需要具备高温抗性、低噪音、低振动、耐腐蚀等特殊性能,因此需要针对实际需求进行定制化设计。
二、主要结构数控车床主轴组件主要由主轴箱、主轴、轴承、传动装置、调速装置和夹具等组成。
1. 主轴箱:主要承载整个主轴组件,并连接到车床上。
主轴箱需要具备足够的刚性和稳定性,防止在高速运转时产生振动和因热膨胀引起的变形。
2. 主轴:作为主轴组件的核心部件,需要具备高强度、高精度和高刚性。
通常采用高强度钢材或工程塑料材料制造,以确保其能承受高速运转和不同方向向心力的作用。
3. 轴承:轴承承受主轴的径向和轴向力,并保证主轴组件的转动平稳和精度稳定。
常用的轴承有滚动轴承和滑动轴承两种,选择时需要根据应用场景和对精度的要求进行综合考虑。
4. 传动装置:传动装置将电动机的旋转动力传递到主轴上,通常采用皮带传动、齿轮传动和磁力传动三种方式。
5. 调速装置:调速装置是保证数控车床能够满足不同加工需要的关键部分。
XKA5750数控铣床主传动系统设计

XKA5750数控铣床主传动系统设计摘要本文介绍了XKA5750立式数控铣床的一些基本情况,简述了机床主传动系统方面的原理和类型,分析了各种传动方案的机理。
XKA5750立式数控铣床主传动系统包括主轴电动机、主轴传动系统和主轴组件三部分。
本文详细介绍了立式数控铣床主传动系统的设计过程,该立式数控铣床主轴变速箱是靠齿轮进行传动的,传动形式采用集中式传动,主轴变速系统采用多联滑移齿轮变速。
齿轮传动具有传动效率高,结构紧凑,工作可靠、寿命长,传动比准确等优点。
文中介绍了立式数控铣床主传动系统各种传动方案优缺点的比较、主传动方案的选择和确定、主传动变速系统的设计计算、主轴组件的设计、轴承的选用基润滑、关键零件的校核、以及主轴电动机的控制等设计过程。
关键词:数控铣床,主传动系统,主轴组件The main drive system design of XKA5750 CNC milling machineAuthor:Han LiguoTutor:Yan CunfuAbstractThis paper introduces some basic situations of the XKA5750 vertical CNC milling machine, briefly discusses the principles and types about spindle driving system of machine tool and analyzes the mechanism of various transmission scheme. The main driving system of XKA5750 CNC milling machine includes three parts that is spindle motor, spindle driving system and spindle components. This paper describes the main driving system design process of the XKA5750 CNC milling machine in detail. The spindle gearbox of this vertical CNC milling machine is driven by gear, and the driving mode adopts a centralized transmission, the spindle speed system uses multi sliding gear transmission. The advantages of gear drive are high transmission efficiency, compact structure, reliable, long life and accurate transmission ratio and so on. This paper compares the advantages and disadvantages of the various transmission scheme for vertical CNC milling machine system, introduces the selection and identification of main drive program, gearshift design and calculation of the main drive, the design of the spindle components, the selection and lubrication of the bearing, verification of critical parts, and the control of spindle motor, and so on.Key words:CNC milling machine, spindle driving system, spindle components目录1 绪论 (1)1.1我国数控机床的发展现状 (1)1.2课题提出的意义和目的 (2)2 XKA5750数控铣床主传动系统方案的确定 (3)2.1数控铣床主传动系统简介 (3)2.2对数控铣床主传动系统的要求 (3)2.3主传动的类型及方案选择 (4)3 主传动变速系统主要参数计算 ........................................................ 错误!未定义书签。
立式数控铣床主轴部件的设计PPT课件

主电机传来的运 动由齿轮⑭经双键, 套筒(23)和双键 带动主轴转动。齿 轮⑭安装在套筒 (23)上,而且套 筒(23)由一对向 心球轴承支承在箱 体上,使主轴得到 卸荷(即主轴只传 递扭矩),这样减 少了主轴变形,提 高了主轴工作性能。
整个主轴部件装在长
套筒中,转动手轮经过 锥齿轮,使丝杠转动, 通过螺母⑪带动套筒 (23)作轴向调整,调 整后将套筒(23)夹紧。
接触角为 90°,因此承受轴向力能力高,但允许极限转速低,且容易发热。
XK5040立式铣床就是用的双列圆柱滚 子轴承、双向推力角接触球轴承及角接 触球轴承
二、轴承配置
轴承配置是根据机床用途、主轴的工作条件(载荷大小及方向、 转速等)以及所要求的工作性能来确定的。
对于铣床主轴轴承,主张采用两支点配置,两支点结构简单、制 造方便、经济效果好,但要求主轴单件应有足够的刚度。三支点主轴 工艺性差, 三孔同轴度很难保证,主轴温升也高,在刚度允许的情 况下尽可能不采用三支点结构。如果主轴刚度不足可采用两支点为主 要支承,第三点为辅助支承,辅助支承可放在中间或后边,采用这种 结构要求有较大的游隙,一般在 0.03~0.07 之间,只有当载荷较大 主轴产生弯曲时辅助支承才起作用,这样可以弥补主轴刚度不足,也 可以减少温升。
主轴悬伸量a
主轴悬伸量(又称悬伸长度)是指主轴前端至前支承点的 距离,它的大小对主轴组件的刚度和抗振性有显著影响。 悬伸量小,轴端位移就小,刚度得到提高。
主轴悬伸量的大小往往受结构限制,主要取决于主轴端部 的结构型式及尺寸、刀具或夹具的安装方式、前轴承的类 型及配置、润滑与密封装置的结构尺寸等。
主轴抗振性
主轴组件的抗振性是指切削加工时,主轴保持平稳的 运转而不发生振动的能力。主轴组件抗振性及在必要时 安装阻尼(消振)器。另外,使主轴固有频率远远大于激 振力的频率。
数控铣床主轴部件介绍分享
数控铣床主轴部件介绍共享
主轴部件是数控铣床上的紧要部件之一,它带动刀具旋转完成切削,其精度、抗振性和热变形对加工质量有直接的影响。
下面昆山渡扬数控和您共享。
一、主轴
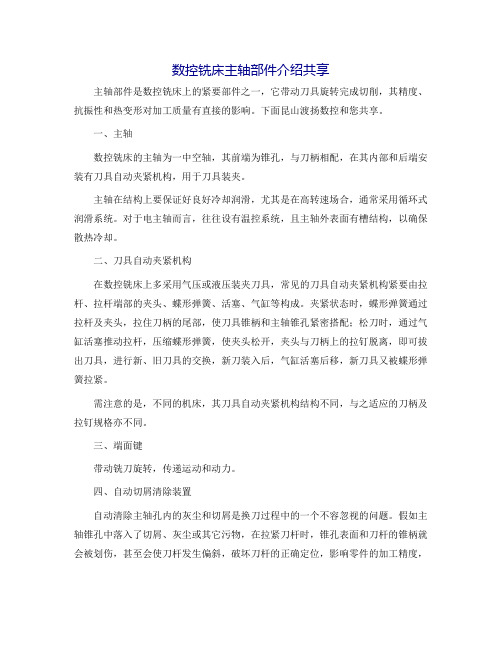
数控铣床的主轴为一中空轴,其前端为锥孔,与刀柄相配,在其内部和后端安装有刀具自动夹紧机构,用于刀具装夹。
主轴在结构上要保证好良好冷却润滑,尤其是在高转速场合,通常采用循环式润滑系统。
对于电主轴而言,往往设有温控系统,且主轴外表面有槽结构,以确保散热冷却。
二、刀具自动夹紧机构
在数控铣床上多采用气压或液压装夹刀具,常见的刀具自动夹紧机构紧要由拉杆、拉杆端部的夹头、蝶形弹簧、活塞、气缸等构成。
夹紧状态时,蝶形弹簧通过拉杆及夹头,拉住刀柄的尾部,使刀具锥柄和主轴锥孔紧密搭配;松刀时,通过气缸活塞推动拉杆,压缩蝶形弹簧,使夹头松开,夹头与刀柄上的拉钉脱离,即可拔出刀具,进行新、旧刀具的交换,新刀装入后,气缸活塞后移,新刀具又被蝶形弹簧拉紧。
需注意的是,不同的机床,其刀具自动夹紧机构结构不同,与之适应的刀柄及拉钉规格亦不同。
三、端面键
带动铣刀旋转,传递运动和动力。
四、自动切屑清除装置
自动清除主轴孔内的灰尘和切屑是换刀过程中的一个不容忽视的问题。
假如主轴锥孔中落入了切屑、灰尘或其它污物,在拉紧刀杆时,锥孔表面和刀杆的锥柄就会被划伤,甚至会使刀杆发生偏斜,破坏刀杆的正确定位,影响零件的加工精度,
甚至会使零件超差报废。
为了保持主轴锥孔的清洁,常采用的方法是使用压缩空气经主轴内部通道吹屑,清除主轴孔内不洁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
明德 砺志 博学 笃行
主轴支承是指主轴轴承、支承座及其他相关零件的组合体,其中核心元件 是轴承。因此把采用滚动轴承的主轴支承称为主轴滚动支承;把采用滑动轴承 的称为主轴滑动支承。 主轴滚动支承的主要设计内容是:滚动轴承类型的选择,轴承的配置,轴 承的精度及其选配,轴承的间隙调整,支承座的结构,轴承的配合及其配合零 件的精度,轴承的润滑与密封等。
明德 砺志 博学 笃行
主轴刚度
主轴组件的刚度是指受外力作用时,主轴组件抵抗变 形的能力。通常以主轴前端产生单位位移时,在位移 方向上所施加的作用力大小来表示。主轴组件的刚度 越大,主轴受力的变形就越小。主轴组件的刚度不足, 在切削力及其他力的作用下,主轴将产生较大的弹性 变形,不仅影响工件的加工质量,还会破坏齿轮、轴 承的正常工作条件,使其加快磨损,降低精度。主轴 部件的刚度与主轴结构尺寸、支撑跨距、所选轴承类 型及配置形势、砂间隙的调整、主轴上传动元件的位 置等有关
明德 砺志 博学 笃行
主电机传来的运 动由齿轮⑭经双键, 套筒(23)和双键 带动主轴转动。齿 轮⑭安装在套筒 (23)上,而且套 筒(23)由一对向 心球轴承支承在箱 体上,使主轴得到 卸荷(即主轴只传 递扭矩),这样减 少了主轴变形,提 高了主轴工作性能。
明德 砺志 博学 笃行
整个主轴部件装在长 套筒中,转动手轮经过 锥齿轮,使丝杠转动, 通过螺母⑪带动套筒 (23)作轴向调整,调 整后将套筒(23)夹紧。 主轴前端采用迷宫式 密封装置,主轴轴承由 针阀供油得到润滑
明德 砺志 博学 笃行
与双列圆柱滚子轴承配套使用承受轴向力的承主要有 3 种: (1)双向推力角接触球轴承。
这是新型轴承,在近新设计生产的机床上广泛 采用。 这种轴承具有承受双向轴向负荷、精度 高、刚度好、温升低、转速高、装拆方便等优 点,是当代主轴轴承的新型结构,特别适用于 与双列圆柱滚子轴承组配,应用在机床主轴上, 但这种轴承不承受径向力。
明德 砺志 博学 笃行
一、主轴组件的设计要求
回转精度
主轴组件的回转精度,是指主轴的回转精度。当主轴做回转运动 时,线速度为零的点的连线称为主轴的回转中心线。回转中 心线的空间位置,每一瞬间都是变化的。这些瞬间回转中心线 的平均空单位转移不为理想回转中心线,理想回转中心线在空间 位置的距离,就是主轴的回转误差,而回转误差的范围,就是 主轴的回转精度。纯向误差、角度误差和轴向误差,它们很 少单独存在。当径向误差和角度误差同时存在构成径向跳动, 而轴向误差和角度误差同时存在构成端面跳动。
明德 砺志 博学 笃行
主轴直径
主轴直径越大,其刚度越高,但使得轴承和轴上其他零件的尺寸相应增大。轴承的 直径越大,同等级精度轴承的公差值也越大,要保证主轴的旋转精度就越困难。同时 极限转数下降。实际尺寸要在主轴组件结构设计时确定。前、后轴颈的差值越小则主 轴的刚度越高,工艺性能也越好。一般前后端轴颈:D2≈(0.7-0.85)D1
F a F a 2 (1 )2 ( ) KA L KB L
明德 砺志 博学 笃行
转盘
数控铣床主传动系统由 主轴电动机、传动系统和主 轴部件等几部分组成。
主轴
工作台
明德 砺志 博学 笃行
主轴⑫前支承采用 双列向心短圆柱滚子 轴承,承受径向载荷, 轴承间隙的调整靠修 磨半环①及调整螺母 ⑬实现。后支承采用 一对向心推力球轴承, 承受径向和轴向载荷, 使主轴轴向定位。轴 承间隙靠修磨隔套⑯ 来调整,旋紧螺钉经 法兰(24)推动轴承 外环,使轴承产生一 定的 预紧力。
明德 砺志 博学 笃行
二、主轴材料的选择及尺寸、参数的计算
主轴是主轴组件的重要组成部分,它的结构尺寸和形状、制造精度、材 料、及其热处理,对主轴组件的工作性能都有很大的影响。 (1)材料的选择: 刚性好,承载能力大,耐磨性好,加工性能好, 热处理变形小,价格便宜。 常用:结构钢,15#,20#,45#。 合金钢,20Cr, 40Cr, 50Mn, 65Mn. 球墨铸铁也开始应用. (2)热处理方法:滑动轴承支承,前端定位表面,淬硬HRC50~55; 低碳钢:渗碳淬火; 合金可以化学处理。 主轴的主要尺寸参数包括:主轴直径、内孔直径、悬伸长度和支撑跨距 。评价和考虑主轴的主要尺寸参数的依据使主轴的刚度、结构工艺性和 主轴组件的工艺适应范围。
明德 砺志 博学 笃行
主轴的耐磨性
主轴组件必须有足够的耐磨性,以便长期保持精度。 主轴上易磨损的地方是刀具或工件的安装部位以及移动式 主轴的工作部位。为了提高耐磨性,主轴的上述部位应该 淬硬,或者经过氮化处理,以提高硬度增加耐磨性。主轴 轴承也需要有良好的润滑,提高其耐磨性。 同时,主轴结构要保证部件定位可靠,工艺性能好等要 求。
明德 砺志 博学 笃行
主轴内孔直径
主轴内孔直径与机床的类型有关,确定孔径的原则是:为减轻主轴重量,在满足上述工 艺要求及不削弱主轴刚度的前提下,尽量取较大值,孔径d对主轴刚度的影响是通过抗 弯截面惯性矩而体现的,即主轴本身的刚度正比于抗弯截面惯性矩,其关系式为
( D 4 d 4 ) 64 d 4 1 ( ) I空/I实= 4 D 64 D
支承跨距L
主轴前后支承跨距(简称支距)L对主轴组件的刚度、抗 振性和旋转精度等有较大的影响。
明德 砺志 博学 笃行
支承跨距过小,主轴的弯曲变形固然较小,但因支承 变形引起主轴前轴端的位移量增大;反之,支承跨距过大 ,支承变形引起主轴前轴端的位移量尽管减小了,但主轴 的弯曲变形增大,也会引起主轴前端较大的位移。因此存 在一个最佳跨距L0,在该跨距时,因主轴弯曲变形和支承 变形引起主轴前轴端的总位移量为最小。 一般取L0=(2~3.5)a, 本文所设计的主轴暂取L=2.5a=360,但是实际结构设 计时,由于结构上的原因,以及支承刚度因磨损会不断降 低,主轴主要支承间的实际跨距L往往大于最佳跨距。
明德 砺志 博学 笃行
主轴主要结构参数的确定
主轴的主要结构参数有:
主轴前、后轴颈D1和D2,主轴内孔直径d,主 轴前端悬伸量a和主轴主要支撑间的跨距L。这些 参数直接影响主轴旋转精度和主轴的刚度。
明德 砺志 博学 笃行
XK5040数控铣床主轴规格:
主轴锥度: 7:24 mm 主轴转速: 100~4000 rpm 轴承润滑方式: 润滑油 主轴马达功率: 5.4/7.5(30min)kw
明德 砺志 博学 笃行
数控立式铣床主轴结构设计
专业:机制 主讲人:戎娜 黄兰 王耀锋
明德 砺志 博学 笃行
主轴组件的设计 主轴组件主要包括:主轴、主轴支撑和 安装在主轴上的传动件、密封件等 因为主轴带动工件或刀具直接参加工件 表面形成运动,所以它的工作性能对加工 质量和生产率产生直接影响,是机床最重 要的部件之一。
1、主轴最小直径的估算
n j 时,可按扭转刚度估算最小轴径,即: 当数值上p≤ p d 114 nj 式中:d—主轴的最小直径(cm) P—主轴传递的功率(kw),已给出P=5.4kw n—主轴的计算转速 (r/min),已给出=160r/min j 代人数值得:d≥4.4cm 取主轴的最小直径=45mm,最小直径本应该是后轴颈,但是考虑到轴承的轴向 固定采用锁紧螺母,应留锁紧螺母的位置。考虑到轴上装轴承,有配合要求 ,应将后轴颈的直径圆整到标准直径,同时要考虑到选择轴承的类型,因此 选择后轴颈的直径=50,
明德 砺志 博学 笃行
2.圆锥滚子轴承 这种轴承承载能力大,同时可 承载轴向力和径向力,结构比较简 单,但允许的极限转速低,温升较 大。普通单列圆锥滚子轴承(7000 型),能同时承受径向和轴向载荷 ,承载能力和刚度较高,价格便宜 ,支承简单,间隙调整方便。可用 于中速、中载、一般精度的主轴组 件。通双列圆锥滚子轴承( 2697100型)能够同时承受径向载 荷和双向轴向载荷,承载能力、刚 度及抗振能力较高,适用于中速、 径向载荷大,轴向载荷中等、一般 精度的机床主轴组件。
明德 砺志 博学 笃行
适应刚度和承载能力的要求: 主轴轴承选型应满足所要求的刚度和承载能力。径向承载较大时,可选 用滚子轴承;较小时,可选用球轴承。双列滚动轴承的径向刚度和承载能力, 比单列大。同一支承中采用多个轴承的支承刚度和承载能力,比采用单个轴 承的大。一般说来,前支承的刚度应比后支承大。因为前支承刚度对主轴组 件刚度的影响要比后支承大。 适应精度的要求: 起止推作用的轴承的布置有三种方式:前端定位——止推轴承集中布置 在前支承;后端定位——集中布置在后支承;两端定位——分别布置在前、 后支承。 采用前端定位时,主轴受热变形向后延伸,不影响轴向定位精度,但前 支承结构复杂,调整轴承间隙较不方便,前支承处发热量较大;后端定位的 特点与前述的相反;两端定位时,主轴受热伸长后,轴承轴向间隙的改变较 大,若止推轴承布置在径向轴承内侧,主轴可能因膨胀而弯曲。
明德 砺志 博学 笃行
一、主轴滚动轴承类型选择
主轴较粗,主轴轴承的直径较大。相对地说,轴承的负载较轻。因此,一般 情况下,承载能力和疲劳寿命不是选择主轴轴承的主要指标。主轴轴承,应根 据精度、刚度和转速选择。
立式铣床主轴前轴承有两种常用的类型 1.圆锥孔双列圆柱滚子轴承
这种轴承承载力大,静刚度好,允许的 转速高等优点,并能够调整轴承的径向间 隙,内孔有 1∶12 锥度,摩擦系数小,温 升低,但不能承载轴向力,必须和能够承 载轴向力的轴承配合使用,因此整个组件 的支承结构比较复杂。
(2)角接触球轴承。
有 3 种:α=15°、25°、60°,常用的是前两 种。 这种轴承特点是:允许极限转速高、运转 平稳、低摩擦、精度高,但承载能力较低些。 X6132、 X5032 型升降台铣床就采用这种轴承与圆柱滚 子轴承组配使用的, 实践证明这种组配完全可 以满足要求,且较为经济。
明德 砺志 博学 笃行
明德 砺志 博学 笃行
主轴悬伸量a
主轴悬伸量(又称悬伸长度)是指主轴前端至前支承点的 距离,它的大小对主轴组件的刚度和抗振性有显著影响。 悬伸量小,轴端位移就小,刚度得到提高。