无损检测委托单模板2014
无损检测委托单
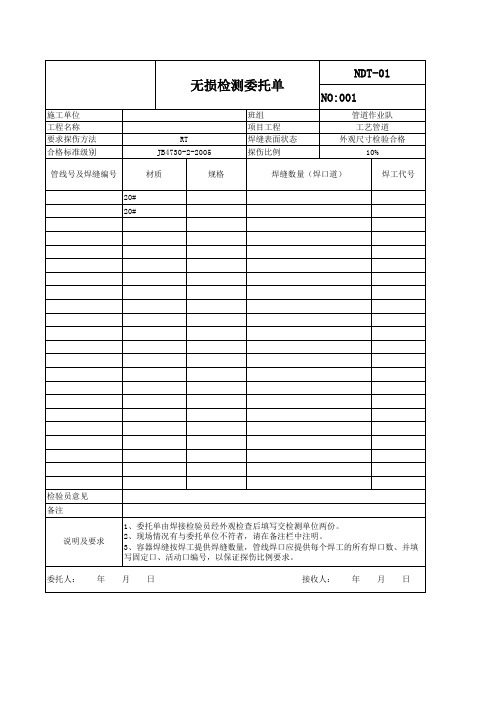
施工单位 工程名称 要求探伤方法 合格标准级别 管线号及焊缝编号 20# 20# 班组 项目工程 焊缝表面状态 探伤队 工艺管道 外观尺寸检验合格 10% 焊工代号
RT JB4730-2-2005 材质 规格
焊缝数量(焊口道)
检验员意见 备注 1、委托单由焊接检验员经外观检查后填写交检测单位两份。 2、现场情况有与委托单位不符者,请在备注栏中注明。 3、容器焊缝按焊工提供焊缝数量,管线焊口应提供每个焊工的所有焊口数、并填 写固定口、活动口编号,以保证探伤比例要求。 月 日 接收人: 年 月 日
说明及要求
委托人:
年
无损检测委托单

中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-001工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-1GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-002工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-003工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-004工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 3 根材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-2GJG-0019000GL19-3GJG-0019000GL19-4GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-005工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-1GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-16日期:2021-11-16中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-006工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-2GJG-0019000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-12收件单位:华兴工程检测收件人:日期: 2021-11-12中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-007工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345C厚度腹板δ =12mm检验方法UT翼缘δ =20mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL12-1GJG-0018000GL12-2GJG-0018000GL12-3GJG-0018000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-15收件单位:华兴工程检测收件人:日期: 2021-11-15中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-008工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-2GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-009工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL22-2GJG-0019000GL22-3GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-0010工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL25-1GJG-0019000GL25-2GJG-0019000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验工程名称阳江核电焊接工件名称焊接 H 型钢委托单委托编号:H型钢质量方案号检验部位角焊缝检验数量GJG-YJUT-011/材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-2GJG-00112000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-012工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL24-3GJG-0019000GL24-4GJG-0019000GL24-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-013工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-4GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-014工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-3GJG-00112000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-015工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-1GJG-0019000GL19-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-016工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-6GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-017工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-4GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-018工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-001GJG-0022300委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-019工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量2材料规格Q235B厚度δ =18mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-18-001GJG-0021000BDJ-18-002GJG-0022200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-020工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =20mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mmBDJ-20-001GJG-002700委托单位:中核华誉钢结构工程管理部委托人:日期: 2021-12-06收件单位:华兴工程检测收件人:日期: 2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-021工程名称阳江核电焊接 H型钢检测依据YB3301 -2005工件名称板对接检验部位板对接焊缝检验数量1材料规格Q345B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-002GJG-002200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-13日期:2021-12-13。
无损检测委托单及单线图

工程编号:14008江苏天力建设集团有限公司 NO:1 Array
委托人:纪洪林受委托人:
H7检测方法100%TIG 坡口形式JB4730-2005Ⅱ级委托日期2014.01.24序号
规格及厚度材质数量备 注1
Ф57*3.5S3040842
Ф57*3.5S3040843
Ф57*3.5S3040874
Ф57*3.5S3040865Ф57*3.5
S304087Ф45*3.0S30408
11Ф32*3.0S30409
67Ф45*3.0S30408
28Ф45*3.0S30408
69Ф32*3.0S30408
610
Ф32*3.0S304081311
1272
6LNGL0106/072-11、13-15LNGV0105/06委托人:纪洪林
受委托人: 焊接方式
使用标准V形要求完工日期焊口位置
山东聊城开发区辽河路公交三公司院内施照时间19:00~24:00
下列焊缝经检查,外观质量已符合验收标准,由德州宏宇无损检测有限公司安排无损检测项 目焊口号LNGV0102LNGV0103工程编号:14008委托单位
天力项 目新捷燃气LNG加气站装 置管道江苏天力建设集团有限公司 NO:2
工 号
检测比例RT 2-7LNGL01052-82-7合格等级
2014.01.22LNGL01012-52-10、15、1611-13、17-19LNGV01012-3LNGL01022-5LNGL01032-8LNGL01042-7。
无损检测委托单及填写要求
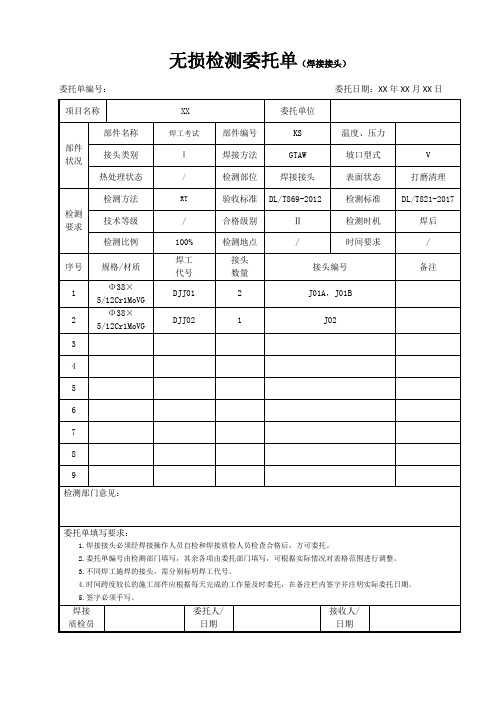
无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
无损检测委托书--(双篇)

无损检测委托书目录一、无损检测委托书二、无损检测服务内容三、无损检测服务费用四、无损检测服务期限五、无损检测服务标准六、无损检测服务验收七、无损检测服务保密八、无损检测服务风险及责任九、无损检测服务变更与终止十、无损检测服务争议解决十一、无损检测服务附件无损检测委托书甲方(委托方):__________乙方(受托方):__________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行无损检测服务事宜,达成如下协议:一、无损检测服务内容1.1 甲方委托乙方对其生产的产品进行无损检测,以评估产品的质量、性能和安全性。
1.2 乙方根据甲方的要求,制定无损检测方案,并严格按照方案进行检测。
1.3 乙方负责提供无损检测所需的设备、技术和人员。
二、无损检测服务费用2.1 甲方应按照乙方的报价支付无损检测服务费用。
2.2 乙方应在检测完成后向甲方提供正式的检测报告和费用清单。
三、无损检测服务期限3.1 本协议自双方签字盖章之日起生效,有效期为____年,自协议生效之日起计算。
3.2 如甲乙双方同意续签,应在本协议到期前30日内协商一致并签订书面续签协议。
四、无损检测服务标准4.1 乙方应按照国家有关无损检测的标准和规范进行检测。
4.2 乙方应保证检测结果的准确性和可靠性。
五、无损检测服务验收5.1 乙方完成无损检测后,应向甲方提交检测报告。
5.2 甲方应在收到检测报告后15日内进行验收,并将验收结果通知乙方。
六、无损检测服务保密6.1 乙方应对其在检测过程中获得的甲方产品和技术资料保密。
6.2 未经甲方同意,乙方不得向第三方披露甲方产品和技术资料。
七、无损检测服务风险及责任7.1 乙方在进行无损检测过程中,应确保检测设备、技术和人员的安全。
7.2 如因乙方原因导致甲方产品损坏或人员伤亡,乙方应承担相应的赔偿责任。
八、无损检测服务变更与终止8.1 甲乙双方同意,在本协议有效期内,可根据实际情况协商一致变更协议内容。
无损检测委托单样板
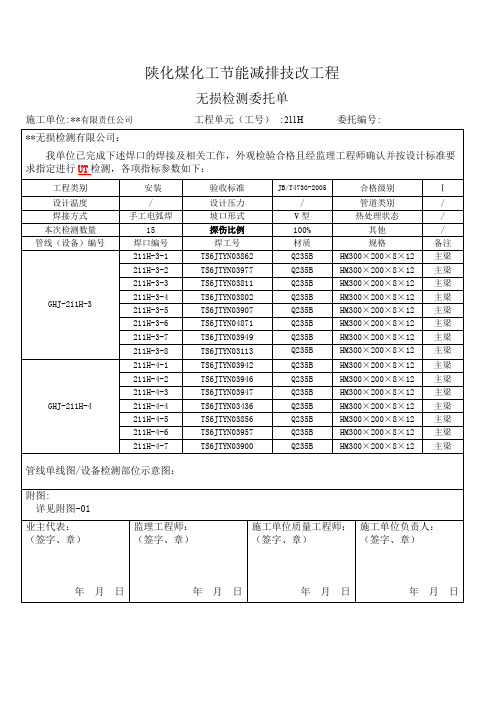
无损检测委托单施工单位:**有限责任公司工程单元(工号) :211H委托编号:无损检测管道单线(设备探伤部位) 图核承压设备无损检验人员考试试题2006年9月电力行业民用核承压设备无损检验人员核安全知识理论考试试卷得分评卷人是非题(在括号内,正确的打"○",错误的打"×",每题1分,共30分)法规部分沸水堆是目前世界范围内存在数量最多的核电堆型。
(×)核岛是一个将核能转变为热能的场所。
(○)重水堆使用重水作慢化剂,提高了中子利用率,因此可直接利用天然铀作燃料。
(○)两个不同安全等级的系统的接口,其安全等级应属于相连系统中较低的安全等级。
(×)对于不同安全等级的设备,其设计、制造、检验和质量控制的要求是不同的。
(○)压水反应堆用高浓集铀作核燃料,并用轻水作慢化剂和冷却剂。
(○)压水堆核电厂反应堆冷却剂系统的平均温度为350℃。
(×)蒸汽发生器是将一回路冷却剂从反应堆获得的热能传给二回路工质(使其变为蒸汽)的热交换设备。
(○)设备安全分级的目的是为制定一套分级的设计、建造和质量控制要求提供基础。
(○)如设备抗震类别为I级,其结构设计应能承受安全停堆地震(SSE) 所引起的载荷。
(○)在轻水反应堆中,通常采用水或石墨作慢化剂,就安全性而言,采用石墨作慢化剂更有利。
(×)稳压器的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力。
(○)现代核电站普遍采用气罐式稳压器。
(×)压水堆核电站的主泵多为卧式多级离心泵。
(×)天然铀中所含易裂变材料U235的量不高,仅仅7%。
(×)放射性污染防治法的制定目的在于防治放射性污染,保护环境,保障人体健康,促进核能、核技术的开发与和平利用。
(○)"核电厂核事故应急管理条例"适用于可能或者已经引起放射性物质释放、造成重大辐射后果的核电厂核事故应急管理工作。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
无损检测外协委托单

检测技术等级
■AB级 □B级
透照技术
■单片 □双片
透照法
□纵缝透照法 □环缝外透法 □环缝双壁单影法
■环缝内透中心法 □环缝内透偏心法 □双壁双影倾斜透照
□双壁双影垂直透照
一次透照长度
269mm
像质计灵敏度
Z = 11
像质计位置
□射源侧■胶片侧
标记放置
■中心标记 ■搭接标记 ■“F”标记
产品类别
B级锅炉
产品名称
LSS2.0-1.0/1.6-Y(Q)外环缝
产品规格
Φ1536X18mm
产品型号
HKL29/200/001
材质
Q245R
热处理状态
无热处理
检测技术要求
执行标准
NB/T 47013.2-2015
检测时机
焊后外观检查合格后
检测比例
100%
合格级别
Ⅱ级
表面状态
焊态
检测部位
焊缝+热影响区
布片原则:
详见附件(检测指导书)
委托单位:
要求完成时间:
委托日Байду номын сангаас:
检测单位:
接受日期:
备注
1.检测项目开始前,双方必须签订检测合作协议。
2.本委托单一式两份,双方各执一份。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无损检测委托单委托单编号:
委托检测单位
工程名称
检测地点
工件名称工件编号检测时机材质规格坡口形式焊接方式检测数量检测比例执行标准合格级别检测方法委托检测说明:
委托单位:
联系电话:
联系地址:
要求完成时间:委托日期:见证(证明)人:
联系电话:
见证日期:
检测单位(人):
接收日期:
备注
注:1.在检测项目开始前,双方必须签订检测合作协议。
2.委托检测的项目、工程在需要时,要提供必要的检测标准。
3.无损检测委托单必须要有委托单位签章,或项目负责人签字后方可进行检测。
4.本委托单受理后,与检测合同具有同等法律效力。
5.本委托单一式两份,双方各执一份。