德国法奥迪抗磨损堆焊技术复习过程
堆焊讲义完整版资料

堆
焊 合 金 钴基合金
低合金钢 钴基、镍基合金
高合金铸铁
碳化物 高合金锰钢 钴基合金 钴基合金 钴基、镍基合金
堆焊合金的选择原则
使用要求 经济性
工艺
选择堆焊合金的步骤
分析工作条件
堆焊层的要求
选择堆焊合金、堆焊方法
分析堆焊合金与基材的相容性
实验分析
确定最后方案ຫໍສະໝຸດ 堆焊金属合金化 合金的过渡形式
铜基合金
青铜
铝青铜强度高,耐腐蚀、耐金属间磨损,常用于堆
焊轴承、齿轮、蜗轮及耐海水腐蚀工件,如水泵、 阀门、船舶螺旋桨等 锡青铜有一定强度,塑性好,能承受较大的冲击载 荷,减摩性优良,常用于堆焊轴承、轴瓦、蜗轮、 低压阀门及船舶螺旋桨等
铜基合金缺点
铜合金耐磨粒磨损和耐高温蠕变的能力差,且受硫
熔炼→浇注后破碎(呈 不规则粒状)或熔炼→ 离心法分离(呈球状)
混合→压块→烧结→破 碎(呈不规则粒状)或 混合→制球→烧结(呈 球状)
碳化物应用
石油钻井 冶金、矿山
工 作 条 件 高应力金属间磨损 低应力金属间磨损 金属间磨损+腐蚀或氧化 低应力磨料磨损、冲击浸蚀、磨料 浸蚀 低应力严重磨料磨损,切割刃 严重冲击 严重冲击+腐蚀+氧化 高温下金属间磨损 热稳定性,高温蠕变强度(540℃)
拉弗斯相
钴基合金
耐蚀性
耐热性 抗黏着磨损
经济性
镍基合金
Ni-Cr-B-Si系
Ni-Cr-Mo-W
Ni-Cr-Mo-C
Ni-Mo-F(Ni-20Mo-20Fe)
铜基合金
分类
青铜
特性
Cu-Sn Cu-Al Cu-Si
堆焊讲义完整版

10~20
10~20 10~40 15~40 30~60 15~25 10~25 10~20 8~15 5~15 5~15 5~15 5~15 10~14
0.5~5.4
0.5~4.5 0.9~5.4 2.3~11.3 4.5~11.3 11.3~27.2 11.3~15.9 12~36 22~68 0.5~6.8 1.5~3.6 0.5~3.6 13~27 15~75
韧性和耐磨性配合好 经济性好 金相组织:珠光体、奥氏体、马氏体和合金铸 铁组织等
合金名称
成分
组织
性能
用途
珠光体合金
马氏体合金
<5%
0.1%~1 % Cr和Mn 含量高 C Mn含 量比高 Mn钢低 W Ni Mo
珠光体
马氏体
硬度低,耐蚀性差
打底层, 过渡层
硬度,耐磨性较高, 抗金属间 韧性和抗冲击性能 磨合,工 低 具钢堆焊 冲击的高应力磨粒 磨损,受冲击表层 硬度提高 中高应力磨粒磨损 破碎机颚 板,铲斗 滚柱轴承 铲斗 矿山机械 粉碎机辊
手工电弧焊
优点
设备简单、使用可靠、操作方便灵活、成本
低 适宜于现场或野外堆焊 可以在任何位置焊接 能通过堆焊焊条获得几乎所有的堆焊合金层
缺点
生产效率低、劳动条件差、稀释
率高 不易获得薄而均匀的堆焊层
应用
可达性差的工件
在多种金属中都可使用
焊条电弧堆焊工艺
堆焊前工件表面需要清理 焊条的选择及烘干 工艺参数的选择 预热保温和层间温度的控制
铜基合金
青铜
铝青铜强度高,耐腐蚀、耐金属间磨损,常用于堆
焊轴承、齿轮、蜗轮及耐海水腐蚀工件,如水泵、 阀门、船舶螺旋桨等 锡青铜有一定强度,塑性好,能承受较大的冲击载 荷,减摩性优良,常用于堆焊轴承、轴瓦、蜗轮、 低压阀门及船舶螺旋桨等
堆焊的技术技巧及工艺方法
堆焊的技术技巧及工艺方法一,概述堆焊是指用焊接的方法将具有一定性能的材料堆敷在焊件表面上的一种工艺方法。
其目的不是连接焊件,而是为了在焊件表面获得具有耐磨耐热耐腐蚀等特殊性能的熔敷金属层,或是为了恢复或增加焊件的尺寸。
堆焊方法在制造和修理中得到广泛的应用。
二,堆焊用的金属一般而言,堆焊的金属首先应满足焊件的使用条件;其次考虑堆焊的金属焊接性要好,再后适当选择比较经济的堆焊金属。
常见的工作环境条件下使用的堆焊金属有:高应力金属间磨损选用亚共晶钴基合金、含金属间化合物的钴基合金;低应力金属间磨损选用堆焊用低合金钢;金属间磨损+腐蚀或氧化选用大多钴基合金或镍基合金;低应力磨料磨损、冲击浸蚀、磨料浸蚀选用高合金铸铁;低应力严重磨料磨损、切割刃选用碳化物;气蚀浸蚀选用钴基合金;严重冲击选用高合金锰钢;严重冲击+腐蚀+氧化选用亚共晶钴基合金;高温下金属间磨损选用亚共晶钴基合金、含金属间化合物的钴基合金;凿削式磨料磨损选用奥氏体锰钢;热稳定性高温蠕变强度(540℃)选用钴基合金碳化物型钴基合金。
铁基堆焊金属,其品较多,性能变化范围广,韧性和耐磨性配合好,最大的优点是成本低,因而使用很广泛。
大致有四类:其一是珠光体钢堆焊金属,这种类型合金焊接性好,抗冲击能力强,硬度较低,主要用于修复象轴类的机械零件。
其二是奥氏体钢堆焊金属,奥氏体锰钢堆焊金属具有较高的冲击韧度和加工硬化的特点,但容易产生热裂纹,一般用来修复在严重冲击载荷下金属间磨损和磨料磨损的零件,如矿山料车、铁路道岔等。
奥氏体铬锰堆焊金属比奥氏体锰钢焊接性好,还有较好的耐腐蚀性、耐热性和抗热裂纹性,主要修复受严重冲击的金属间磨损的锰钢和碳钢零件。
其三是马氏体钢堆焊金属,这类堆焊金属的组织主要为马氏体,堆焊层的硬度和屈服强度高、耐磨性较高,可受中等冲击,但抗冲击能力却比珠光体钢和奥氏体钢堆焊层差。
主要用于修复金属间磨损的零件,如齿轮、牵引车底盘等。
其四是合金铸铁堆焊金属,这类堆焊层具有很高的抗磨料磨损、耐热、耐腐蚀性能,抗氧化性能较好,能耐轻度的冲击,但堆焊时很容易出现裂纹,焊接时特别小心,主要用于堆焊农机具、矿山设备等零件。
涂装工艺基础知识—奥迪中国内部培训资料
涂装工艺基础知识—奥迪中国内部培 训资料
十五、涂装品质术语
咬漆:喷涂面漆后底漆(或旧涂层)被咬起脱离,产生皱纹、胀起、起泡等现象。 水涡:缩孔的一种,由水的反拨而产生的涂膜凹洼的现象。
•咬漆
•水涡
PPT文档演模板
涂装工艺基础知识—奥迪中国内部培 训资料
烘干工艺参数:电泳烘干质量受烘烤时间、烘干烤温度、电泳漆涂料等 因素的影响。根据涂装车间目前所用的涂料,车身温度在达到170℃的条 件下烘烤20分钟最优。涂装车间现状是烤炉温度225℃~235℃。
PPT文档演模板
涂装工艺基础知识—奥迪中国内部培 训资料
八、钣金和密封胶 钣金:检查并修复车身表面缺陷(坑、划痕、锉刀印等)。 密封胶:涂焊缝密封胶、铺阻尼板。
•焊缝密封 胶
•阻尼板
PPT文档演模板
涂装工艺基础知识—奥迪中国内部培 训资料
八、钣金和密封胶
•密封胶断 裂
•密封胶起 泡
PPT文档演模板
涂装工艺基础知识—奥迪中国内部培 训资料
九、PVC
•作用: • 越野车、轿车的车身底部离地面 较近,在行驶过程中溅起石块的撞击 下,会崩坏钢板表面的电泳涂层而加 速车身的腐蚀,车身底部需要喷涂一 层1~3mm厚的保护性PVC抗石击涂层。 这种抗石击涂层还能减轻发动机及行 驶中的振动,降低发动机、传动系产 生的噪声。
原理:表面调整的主要成分是钛盐(钛胶体)和磷酸钠,是微碱性的胶体溶液。由于胶 体溶液表面能很高,对金属表面有极强的吸附作用,在被处理表面形成数量极
多 的晶核,磷化初期就在晶核周围快速形成均匀的磷酸盐结晶,限制了大晶体的
生 长,促使磷化膜细化和致密,且提高了成膜性,缩短了磷化时间,降低膜厚,
同 时也能消除金属表面状态的差异对磷化质量的影响。
堆焊工艺
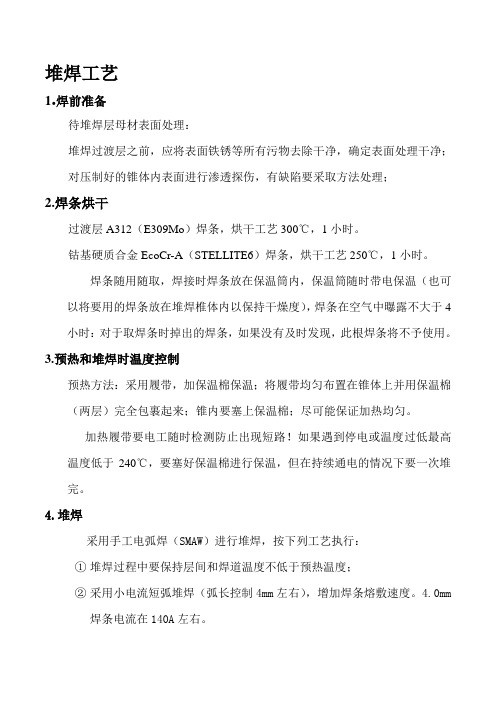
堆焊工艺1.焊前准备待堆焊层母材表面处理:堆焊过渡层之前,应将表面铁锈等所有污物去除干净,确定表面处理干净;对压制好的锥体内表面进行渗透探伤,有缺陷要采取方法处理;2.焊条烘干过渡层A312(E309Mo)焊条,烘干工艺300℃,1小时。
钴基硬质合金EcoCr-A(STELLITE6)焊条,烘干工艺250℃,1小时。
焊条随用随取,焊接时焊条放在保温筒内,保温筒随时带电保温(也可以将要用的焊条放在堆焊椎体内以保持干燥度),焊条在空气中曝露不大于4小时:对于取焊条时掉出的焊条,如果没有及时发现,此根焊条将不予使用。
3.预热和堆焊时温度控制预热方法:采用履带,加保温棉保温;将履带均匀布置在锥体上并用保温棉(两层)完全包裹起来;锥内要塞上保温棉;尽可能保证加热均匀。
加热履带要电工随时检测防止出现短路!如果遇到停电或温度过低最高温度低于240℃,要塞好保温棉进行保温,但在持续通电的情况下要一次堆完。
4.堆焊采用手工电弧焊(SMAW)进行堆焊,按下列工艺执行:①堆焊过程中要保持层间和焊道温度不低于预热温度;②采用小电流短弧堆焊(弧长控制4mm左右),增加焊条熔敷速度。
4.0mm焊条电流在140A左右。
③采用多层多道堆焊,焊接过程中要严格进行焊道,层间清渣,焊缝重叠量掌握在1/2焊缝宽度左右,即第二道焊缝覆盖第一道焊缝宽度1/2左右。
④如果堆焊两层则第二层的焊接接头要超过或短于第一层焊接接头20~25mm。
⑤堆焊完一圈后要进行对堆焊层检查对有缺陷或引高处或弧坑应进行打磨去除。
5. 堆焊要领①堆焊采用直流反接(即工件接负极,焊钳接正极)②堆焊时焊条于焊件表面要尽量保持垂直状态(小端除外)③堆焊运条要快且直,焊条横向摆动宽度不超过10~15mm,焊道厚要小于2.5mm④收弧时应使熔池填充饱满,也就是在收弧时稍微停留一下将收弧处引高,然后拉向横向一侧,然后息弧;采用点击法进行引弧,引弧后将焊条提高,作‘预热’状,立即恢复短弧及横向摆动,且要将收弧段堆焊金属完全重新熔化,形成新的堆焊熔池。
焊接技师培训教材(堆焊技术)

碳化钨种类
组织和性能
制造方法
铸造碳化钨
WC+W2C共晶,呈不规则 粒状和球状。硬度高、耐 磨性好,但脆性大,抗高 温氧化性差
熔炼→浇注后破碎(呈 不规则粒状)或熔炼→ 离心法分离(呈球状)
烧结碳化钨
呈不规则粒状和球状。硬 度高、耐磨性好,脆性大 小视粘结剂钴的多少;高 钴型韧性好,低钴型脆性 大,但抗高温氧化性好
2.氧乙炔火焰堆焊
1)氧乙炔火焰堆焊的特点
• 堆焊层薄,表面平滑美观、质量良好。氧乙炔火 焰堆焊所用的设备简单,可随时移动,操作工艺 简便,灵活、成本低,尤其是堆焊需要较少热容 量的中、小工件时,具有明显的优越性。而且可 调整火焰能率,焊时熔深浅,母材熔化量少,能 获得非常小的稀释率(1%~10%)。
采用堆焊可以延长零 部件的使用寿命,降 低成本。
四.堆焊金属的基本类型
根据堆焊金属的成分分为:
• 铁基堆焊合金 • 碳化钨堆焊合金 • 铜基堆焊合金 • 镍基堆焊合金 • 钴基堆焊合金
根据堆焊合金层的使用目的分为:
耐蚀堆焊
防止发生腐蚀而在其工作表面上熔敷一层 一定厚度、有耐腐蚀性能金属层。也称为包层 堆焊。
• 这类堆焊合金由大量碳化钨颗粒分布于金属 基体(如碳钢、低合金钢、镍基合金、钴基 合金和青铜等)上构成,堆焊层中钨的质量 分数45%以上、碳的质量分数1.5%~2%。 碳化钨由WC和W2C组成,有很高的硬度和 熔点。
• 碳质量分数3.8%的碳化钨硬度达2500HV, 熔点接近2600℃。
碳化钨堆焊合金表
碳当量Cep /(%)
0.4
0.5
0.6
0.7
0.8
最低预热温度/ ℃
100
150
堆焊讲义完整版..

10~20
10~20 10~40 15~40 30~60 15~25 10~25 10~20 8~15 5~15 5~15 5~15 5~15 10~14
0.5~5.4
0.5~4.5 0.9~5.4 2.3~11.3 4.5~11.3 11.3~27.2 11.3~15.9 12~36 22~68 0.5~6.8 1.5~3.6 0.5~3.6 13~27 15~75
影响堆焊金属成分的因素
合金的过渡形式
合金化形式
焊丝或带极 粉芯焊丝、管状焊条
合金药皮、烧结焊剂
合金粉末
影响堆焊金属成分的因素
熔合比因素
影响合金过度的因素
堆焊方法
手工电弧焊
埋弧自动堆焊 CO2气体保护焊
等离子弧堆焊
宽带极堆焊
激光堆焊
冷焊堆焊
熔炼→浇注后破碎(呈 不规则粒状)或熔炼→ 离心法分离(呈球状)
混合→压块→烧结→破 碎(呈不规则粒状)或 混合→制球→烧结(呈 球状)
碳化物应用
石油钻井 冶金、矿山
工 作 条 件 高应力金属间磨损 低应力金属间磨损 金属间磨损+腐蚀或氧化 低应力磨料磨损、冲击浸蚀、磨料 浸蚀 低应力严重磨料磨损,切割刃 严重冲击 严重冲击+腐蚀+氧化 高温下金属间磨损 热稳定性,高温蠕变强度(540℃)
手工电弧焊
优点
设备简单、使用可靠、操作方便灵活、成本
低 适宜于现场或野外堆焊 可以在任何位置焊接 能通过堆焊焊条获得几乎所有的堆焊合金层
缺点
生产效率低、劳动条件差、稀释
率高 不易获得薄而均匀的堆焊层
应用
可达性差的工件
在多种金属中都可使用
IWE工艺复习要点
焊接方法及设备总复习焊接方法及设备这部分可以分两大部分:基础课和主课程。
基础课部分要掌握的有:电工学中的欧姆定律、功率的概念等基本概念;弧焊电源的分类、应用及各种焊接方法的外特性、电焊机的安全电压等;电弧中要掌握的主要是各种熔滴过渡力的作用,电弧偏吹及解决办法;火焰技术在主课程部分的重点内容为气焊及气割的基本概念和应用;基础课程和主课程焊条电弧焊、气体保护焊、埋弧焊要求掌握各种焊接方法的基本过程、焊接保护形式、缺欠形式、填充材料标准等;电阻焊、其它焊接方法、热切割及坡口准备方法、热喷涂技术、焊接机器人、钎焊、塑料焊接、其它连接方法主要掌握基本概念、应用及相关标准。
1 焊接概述包括:焊接基本术语(ISO857)、ISO4063对焊接方法的分类及表示符号、各种焊接方法的焊接过程简介及适用范围1.1 氧乙炔火焰气焊(G ;311)应用范围:主要用于非合金、低合金钢板和管材的焊接(也可用于铸铁的焊接)板厚:(约从0.8mm )至6mm用于除立向下以外所有焊接位置的管道工程、车体结构、安装和修理等焊接。
1.2焊条电弧焊(E ;111)应用范围:适用于全位置焊接,工件厚度3㎜以上的低碳钢、低合金钢和高合金钢的连接焊接及堆焊。
1.3钨极惰性气体保护焊(WIG ;141)应用范围:适用于工件厚度0.5~4.0㎜范围内的钢及有色金属全位置连接焊接;以及堆焊。
1.4熔化极气体保护焊(MSG ;MIG 131/MAG 135)应用范围:适于工件厚度0.6~100mm 范围内的全位置连接焊接,以及堆焊。
1.5埋弧焊(UP ;12)应用范围:主要用于工件厚度8㎜以上的碳钢、低合金钢和高合金钢长焊缝的水平位置(包括船形位置)连接焊接;以及用带极堆焊高合金钢的堆焊层。
尤其在容器制造、钢结构、造船工业和车辆制造中获得了广泛的应用。
1.6电阻点焊(RP ;21)适用于工件厚度0.5~3.0㎜范围内的钢板或铝板焊接。
尤其适用于成批生产中。
堆焊工艺规程
堆焊工艺规程文件编号:制定: 日期:审核: 日期:批准: 日期:版次:生效日期:受控:修改编号修改页数修改状态修改人审核批准生效日期堆焊工艺规程文件编号:ROCWI:A/11、目的:为了更好的指导堆焊生产,使现场生产人员能够规范操作,检验员对堆焊产品进行有效检验,特制定本堆焊焊接工艺规程。
2、适用范围本规范适用于本公司对钢管、法兰、管件、压力容器元件、阀门部件、采油树部件、热交换器部件及其他需要堆焊的产品进行耐腐蚀合金堆焊,以及平焊、横焊、相贯线、锥形等复杂异形焊接服务。
3、引用标准API SPEC 5LD-2009API SPEC 5L-2007ASME VASME IXASTM A370ASTM A388ASTM A751ASTM E10ASTM E1654、职责4.1、质检部a) 制定产品检验测试计划(ITP),b) 审查并保存焊材和母材的材质证明,并对焊材进行成分复检,对母材进行成分和性能复验;c) 对焊接过程进行定期抽查以确保焊工按照正确的WPS和WI进行工作。
d) 对成品进行外观,化学成分,物理性能,耐腐蚀性能进行检验。
4.2、技术部a) 负责编制焊接工艺指导书(WPS);b) 绘制加工图纸(客户确认后);c) 根据实际生产产品特点针对性的做好工艺细则(WI);d)根据WPS安排制造试件并见证或邀请第三方(如DNV, BV, Moody等)共同见证工艺评定报告(PQR)。
4.3、生产部a) 根据焊接工艺指导书制定焊接工艺卡、b) 编制生产计划单,合理安排进行焊接生产加工。
5、内容5.1、母材进入现场的管子、法兰、管件、压力容器元件、阀门部件等母材应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验报告。
5.2、焊接材料(以下简称焊材)进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。
施工现场的焊材二级库已建立并正常运行。
焊材的管理按《焊接材料管理规范》规定要求执行。
第五章-堆焊技术分解
最小堆焊厚度 /mm 0.8 0.8 0.2 3.2 2.4 3.2 3.2
熔敷效率 (%) 100 100 85~95 65 98~100 90~95 80~85
氧乙炔火焰堆焊
焊条电弧堆焊 钨极氩弧堆焊 熔化极气体保护电弧堆焊 其中:自保护电弧堆焊
埋弧堆焊
单 丝 多 丝 串联电弧 单带极 多带极
30~60 15~25 10~25 10~20 8~15
10
1. 铁基堆焊材料
按合金元素含量分为低合金、中合金和高合金三种。根据 材料的碳当量选择最低预热温度。
不同碳当量下堆焊金属的预热温度 碳当量 /ω(c)eq % 预热温度 /℃ 0.4 ≥100 0.5 ≥150 0.6 ≥200 0.7 ≥250 0.8 ≥300 * 碳当量 ( c ) eq c
多层焊接修复时,必须使用钢丝刷等工具把每一层修复熔 敷金属的焊渣清理干净。如果待修复部位表面有油和水分, 可用气焊焊炬进行烘烤,并用钢丝刷清除。
23
二、焊条选择及烘干
根据对工件的技术要求,如工作温度、压力等级、工件介 质以及对堆焊层的使用要求,选择合适的焊条。有些焊条 虽不属于堆焊焊条,但有时也可用作堆焊焊条,如碳钢焊 条、低合金焊条、不锈钢焊条和铜合金焊条等。 为确保焊条电弧堆焊的质量,所用焊条在堆焊前应进行烘 干,去除焊条药皮的吸附水分。焊条烘干一般不能超过3 次,以免药皮变质或开裂以致影响堆焊质量。滚压工艺的 缺点是只能适合一些形状简单的平板类零件、轴类零件和 沟槽类零件等,对于形状复杂的零件表面就无法使用。
25
堆焊层厚度/ mm 焊条直径/mm 堆焊层数 堆焊电流/A
<1.5 3.2 1 80~100
堆焊工艺
耐磨焊条堆焊工艺焊前准备:堆焊前工件表面进行粗车加工,并根据图纸要求预留加工余量,以保证堆焊层加工后有3mm以上的高度。
严格清除表面的铁锈、油污等,堆焊工件表面不得有气孔、夹渣、包砂、裂纹等缺陷,如有上述缺陷须经焊补清除、再粗车、粗铣后方可堆焊。
含碳量高的母材焊前需先进行预热处理,预热温度300-400之间。
焊条选用和前处理:焊条使用前必须烘干,加热温度350~400℃,保温2小时。
焊机选用:当堆焊零件要求比较高,又要求采用碱性低氢型堆焊焊条(D517、D547)时,必须选用弧焊整流器或直流弧焊发电机(如ZXG1-300、ZXG7-320、AX1-500等),且采用反极性接法,即焊条接正极、工件接负极。
在条件允许的情况下,应尽量选用直流电源。
因为直流电源的电弧稳定,且反极性接法熔深浅。
焊条直径及焊接电流:为提高劳动生产率,希望采用较大直径的焊条和较大的焊接电流。
但是由于堆焊面的宽度及堆焊质量的限制,必须把焊条直径和焊接电流控制在一定范围内。
焊条直径的选择主要取决于构件的尺寸和堆焊面的宽度。
增大焊接电流能提高生产率。
但电流过大,稀释率增大,易造成堆焊合金成分偏析和堆焊过程中液态金属流失等焊接缺陷。
而电流过小,易造成夹渣、未焊透等缺陷,且降低生产率。
所以应适当选择焊接电流。
一般来说,在保证堆焊合金成分合格的条件下,尽量选择大电流;但不应在焊接过程中由于电流过大而使焊条发红、药皮开裂、脱落。
焊材的选择:对于含碳量高的母材可在母材上先堆焊一层过渡层,过渡层焊条可选用延伸性大的焊材。
含碳量低的母材直接堆焊。
堆焊层数:堆焊层数是以保证堆焊层高度满足设计要求为前提。
对于较大构件时需要堆焊多层。
堆焊第一层时,为减少基体熔深,一般采用小电流;或者堆焊电流不变,提高堆焊速度,同样可以达到减小熔深的目的。
堆焊最后一层时,要注意焊道的成形和平整度,以满足堆焊后机械加工的尺寸要求。
堆焊层较高的,应先用过渡层打底焊。
深度在4mm以内者可直接进行表面堆焊。
德国法奥迪抗磨损堆焊技术ppt课件

8
9
由磨损速率-硬度图我们可以看出,在选择抗磨材料时,应努力使 磨损速率保证在低平台。此时,抗磨材料的硬度是磨损介质1.2~1.3 倍。而抗磨材料的硬度再被提高,磨损速率无太大变化,失去抗磨意 义。
10
Influence of Wear Angle (counterbody quartz)
法奥r迪P抗re磨s损e技nt术ation.lfgang Wahl重庆帝宏Βιβλιοθήκη 科技有限公司1公司简介
重庆帝宏科技有公司是德国VAUTID公司在西 南的指定加工生产厂家。本公司一直秉承着 为客户提供最好的耐磨解决方案、最好的耐 磨堆焊材料、最好的跟踪服务的宗旨,为客 户提供各种耐磨服务。我公司主要为水泥、 钢铁、电力等企业提供生料磨、煤磨、钢渣 磨的堆焊修复和备件制造、辊压机堆焊修复 保养、生料磨筒壁、刮料仓地板、各种物料 溜槽、选粉机叶片、风机叶片、料仓耐磨衬 板技改等。
角度对磨损的影响 (对抗体为石英)
从该图我们可以看出,聚氨酯PU85 材料在磨削角度变大最后成正冲 击时,它的磨损量是下降的。而法奥迪铸件W72刚好相反。
11
为什么法奥迪的材料更耐磨呢?
1、原材料 法奥迪制作高铬铸铁型耐 磨焊丝焊条的原材料含碳量可达到8.5% 以上,含铬量可达到 70%以上,而国产 耐磨材料的原料含碳量不超过6%,含铬 量小于60%。原材料的高合金含量保证 了产品质量;
A
Aus
Out of
U
Unseren
Our
T
Technologien
Technologies
I
Immer
D
Dauerhafter
Last Longer
17
FIMER焊接应用培训 2015.4.24
2013 FIMER
Applications 应用
OFF 水下工程 SHORE
应用培训
2013 FIMER
Applications 应用
AGRICULTURE 农业修理 REPAIR
应用培训
2013 FIMER
Applications 应用
LIGHT-MEDIUM METAL 电弧焊接的金属作业 WORK
氟石 矽铁
容易电离,改善电弧稳定性
脱氧剂 保护气 润滑剂
锰铁合金 纤维素
瓷土 钾水玻璃
粘合剂
应用培训
2013 FIMER
电极涂层类型
纤维素类型
纤维素 金红石 TiO2 石英 SiO2 Fe-Mn 钾水玻璃 40 20 25 15
钛铁矿类型
磁铁矿 Fe3O4 石英 SiO2 方解石 CaCO3 Fe-Mn 钾水玻璃 50 20 10 20
金红石耐酸涂层
金红石基本涂层 金红石纤维涂层
注:为了改善直流电的适用性,测试是在最大 65V的空载电压下运行的。
应用培训
2013 FIMER
直径
长度
电流
电流的选 择原则 最小 最大
应用培训
2013 FIMER
焊芯
涂层
焊缝熔 渣
工件
使用带有50%以上TiO2的焊条重新引弧没有问题。 如电弧和电极还是热的,在几秒钟后使用30%以上TiO2的焊条也可以重新引弧 使用其他焊条,引弧头不得不被毁坏,不好跟踪。
在熔池处重新引弧
应用培训 2013 FIMER
焊条问题:焊芯退火,药皮被毁坏
使用FIMER防粘剂降到最小电 流
方案:FIMER防粘剂-电流自动降到最小电流
德国法奥迪抗磨损堆焊技术共95页文档

26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。损堆焊技术
21、静念园林好,人间良可辞。 22、步步寻往迹,有处特依依。 23、望云惭高鸟,临木愧游鱼。 24、结庐在人境,而无车马喧;问君 何能尔 ?心远 地自偏 。 25、人生归有道,衣食固其端。
▪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
against extrem abrasion 抗极度磨损
VAUTIDUltra III
VAUTID Wear Plate Material 法奥迪耐磨板材料
VVP-100
VVP-200
VVP-300
法奥迪耐磨焊材焊接性非常好,焊接效率高。焊 条的有效利用率可达到65%,焊丝可达到85%。 其它保护,节约了成本。
2, Ease of exchangeability 好的互换性
3, Geometry favourable to wear 几何学的应用,利于抗磨损
4, Autogenous wear protection 自体发生的磨损保护
5, Material matching construction 材料匹配的结构(设计)
角度对磨损的影响 (对抗体为石英)
从该图我们可以看出,聚氨酯PU85 材料在磨削角度变大最后成正冲 击时,它的磨损量是下降的。而法奥迪铸件W72刚好相反。
为什么法奥迪的材料更耐磨呢?
1、原材料 法奥迪制作高铬铸铁型耐 磨焊丝焊条的原材料含碳量可达到8.5% 以上,含铬量可达到 70%以上,而国产 耐磨材料的原料含碳量不超过6%,含铬 量小于60%。原材料的高合金含量保证 了产品质量;
立磨生产商;重庆重齿公司、重庆同力重型设备公司、重庆帆升公司。 风机生产厂家:重庆通用集团、重庆鼓风机厂、上通风机厂、三峰风机
厂。
1945年,法奥迪公司创立于德国斯图加特。 1953年,汉斯·瓦工程博士首次提出了磨损系统的概念。该 概念后被收录在德国国家工业标准DIN50320里。由此也开 创了世界耐磨史的新篇章。
VAUTID Hardfacing Materials 法奥迪硬面材料
VAUTIDBeta
against impact and corrosion 抗冲击和腐蚀
VAUTIDDelta
against impact and mild abrasion 抗冲击和抗弱磨损
VAUTID100
against high abrasion 抗高磨损
A
Aus
Out of
U
Unseren
Our
T
Technologien
Technologies
I
Immer
D
Dauerhafter
Last Longer
Economical Wear Protection with VAUTIDTechnology,
采用法奥迪技术, 经济的磨损保护方案
1. VAUTID-Hardfacing Materials, 硬面材料, 焊条和焊丝 2. VAUTID-Wear Plates,耐磨复合钢板 3. VAUTID-Hardfacing Service,提供耐磨损咨询服务 4. VAUTID-Wear Resistant Castings,耐磨铸件 5. VAUTID-Wear Resistant Ceramics, 耐磨陶瓷 6. VAUTID-Wear Resistant Plastics, 耐磨塑料
采用金属电弧法堆焊平板时,高的合金粉末加入, 低的稀释率,保证了耐磨层硬质相的高含量(初 始碳化物含量为20%,总计碳化物含量高达34%) 和弥散度,从而使材料更耐磨。
VAUTID Means Long Life R
磨损件出自我们的技术有长的寿命
German
English
V
Verschleiss-Teile Wear Pieces
法奥r迪P抗re磨s损e技nt术ation.lfgang Wahl
重庆帝宏 科技有限公司
公司简介
重庆帝宏科技有公司是德国VAUTID公司在西 南的指定加工生产厂家。本公司一直秉承着 为客户提供最好的耐磨解决方案、最好的耐 磨堆焊材料、最好的跟踪服务的宗旨,为客 户提供各种耐磨服务。我公司主要为水泥、 钢铁、电力等企业提供生料磨、煤磨、钢渣 磨的堆焊修复和备件制造、辊压机堆焊修复 保养、生料磨筒壁、刮料仓地板、各种物料 溜槽、选粉机叶片、风机叶片、料仓耐磨衬 板技改等。
3, 磨粒磨损:由于硬颗粒或突出物造成的磨损。
4, 接触疲劳磨损: 在疲劳负荷作用下,经过一定周次重复加载后, 工件表面产生麻点状剥落。
磨损是摩擦的必然结果!
60年多来我们一直致力于解决 磨粒磨损问题
德国法奥迪磨损技术 汉斯·瓦工程博士有限公司
由上图可以看出,我们在解决磨损问题时, 要系统地了解整个工况,合理的选材、用材、 设计,这样才能更有效的、更经济的解决问 题。
VAUTID创始人汉斯·瓦工程博士
Types of Wear, 磨损主要分类
按磨损机制,磨损主要分为以下四种:
1, 氧化磨损:在滑动或滚动摩擦过程中,摩擦件表面随塑性变形的同 时,氧化膜不断形成和破坏,不断有氧化物自表面剥落。
2, 粘着(咬合)磨损:两接触表面作相对运动时,由于固相之间的粘 结作用,而使材料从一个表面转移到另一表面 造成的磨损。
2、制作工艺 法奥迪拥有世界上最先 进的药芯焊丝生产线,保证药芯的填充 率为50%。采用法奥迪特有技术金属电 弧法制作的耐磨复合钢板,具有更低的 稀释率,更高的碳化物含量和更为平整 的焊缝表面。
How to Change Wear Design
如何改变磨损设计 (改变设计使更耐磨)
1. High utilisation factor 高的利用系数
怎样正确选材、用材?
由磨损速率-硬度图我们可以看出,在选择抗磨材料时,应努力使 磨损速率保证在低平台。此时,抗磨材料的硬度是磨损介质1.2~1.3 倍。而抗磨材料的硬度再被提高,磨损速率无太大变化,失去抗磨意 义。
Influence of Wear Angle (counterbody quartz)
公司主要业绩
拉法基公司南山工厂、拉法基公司地维工厂、拉法基公司特水工厂、拉 法基公司涪陵工厂、拉法基公司新蒲工厂、拉法基公司水城工厂、拉法 基公司顶效工厂、拉法基公司双马工厂、利森邻水工厂、利森大竹工厂、 峨嵋佛光水泥公司、峨嵋金顶水泥公司、峨嵋峨胜水泥公司、绵竹澳东 水泥公司、贵州乌江水泥公司、重庆富丰水泥公司、冀东合川工厂、重 庆天助水泥公司、华新水泥集团、冀东水泥集团、海螺水泥集团、赛得 水泥集团、川东水泥公司、大竹沽竹水泥公司、云南兴建水泥公司、贵 州三合水泥公司、贵州金久水泥公司、贵州泰安水泥公司、四川广安电 厂、贵州水钢水泥、贵州水城钢铁公司等。