螺纹底孔
螺纹底孔

式中:d--螺纹公称直径(英制寸)
n--(每英制寸牙数)。
PF1 1/8-16 (直形管螺纹)
六.(细牙)
直形管螺纹
3/4英吋管用,每英吋14牙
1 1/8英吋管用,每英吋16牙
七.管螺纹(美制NPT)
(牙角60度)
NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
八.梯形螺纹
(30度 公制)
TM40*6 公称直径40mm 牙距6.0mm
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
九.车牙的计算
考虑条件 计算公式
公制牙与英制牙的转换 每吋螺纹数 n = 25.4 / 牙距 P
牙距 P = 25.4 / 每吋螺纹数 n
因为工件材料及刀具所决定的转速 转速 N = (1000周速 V ) / (圆周率 p * 直径 D )
退刀最小距离 L2
L2 = (牙距P) * (主轴转速S) / 2000
L2 = 2.54*1575/2000=2.00mm
牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1
中举1、攻公制螺纹:
英制螺纹底孔
一.英制螺纹底孔如何确定?
公制螺纹底孔d=D-P.
D是螺纹大径,P是螺距
d=D-P为中碳和塑性材料等
d=D-(1.1—1.2)P 铝合金,铸铁等软材料
配合时候选取孔大轴小的方法,自己去尝试一下看
公制螺纹(MM牙)
牙深=0.6495*牙距P
螺纹底孔对应表
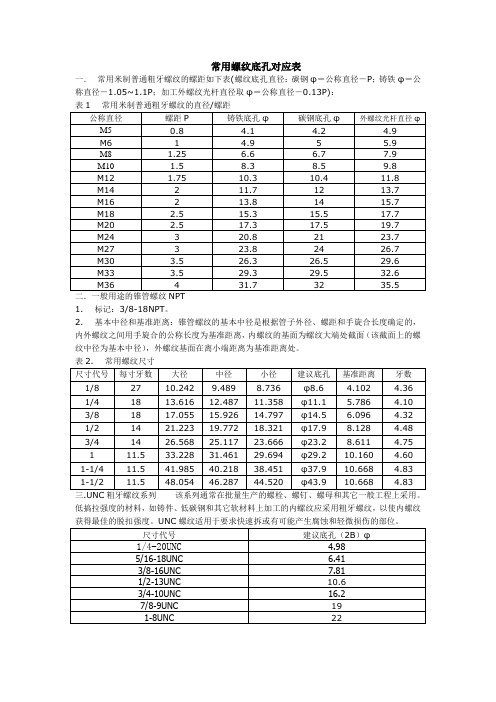
常用螺纹底孔对应表
一.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):
表1 常用米制普通粗牙螺纹的直径/螺距
二.一般用途的锥管螺纹NPT
1. 标记:3/8-18NPT。
2. 基本中径和基准距离:锥管螺纹的基本中径是根据管子外径、螺距和手旋合长度确定的,内外螺纹之间用手旋合的公称长度为基准距离,内螺纹的基面为螺纹大端处截面(该截面上的螺纹中径为基本中径),外螺纹基面在离小端距离为基准距离处。
表2. 常用螺纹尺寸
三.UNC粗牙螺纹系列该系列通常在批量生产的螺栓、螺钉、螺母和其它一般工程上采用。
低搞拉强度的材料,如铸件、低碳钢和其它软材料上加工的内螺纹应采用粗牙螺纹,以使内螺纹获得最佳的脱扣强度。
UNC螺纹适用于要求快速拆或有可能产生腐蚀和轻微损伤的部位。
螺纹孔底孔尺寸表

底孔:底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。
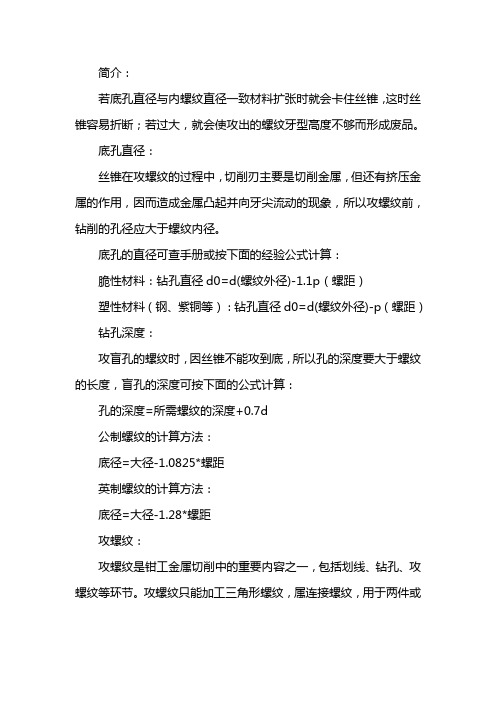
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响!底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距钻孔:钻孔是指用钻头在实体材料上加工出孔的操作。
这里讲述了勘探工作里的钻孔工作,以及钻孔需要的辅助工具以及部分应急措施方法。
在地质勘查工作中,利用钻探设备向地下钻成的直径较小深度较大的柱状圆孔,又称钻井。
钻探石油和天然气以及地下水的钻孔直径较大些。
钻孔直径和深度大小,取决于地质矿产埋藏深度和钻孔的用途。
解释:钻孔各部位的名称如图所示。
钻孔起始部位称孔口,侧部称孔壁,底部称孔底。
钻孔的直径D简称孔径,孔口直径称开孔口径,孔底直径称终孔直径。
从孔口至孔底的距离H称钻孔深度,简称孔深。
钻孔的某一段称孔段。
通常指用尖锐的旋转工具在坚硬的物体上钻穿。
如:在木板上钻孔。
在数处给一块金属板钻孔。
用凿岩机(在坚固材料中)钻孔洞。
在花岗岩上钻孔。
2.指为了装饰、识别或便于分开而(常用机器)打一排小孔或花样。
形似独木舟有时钻孔作为垂饰的船形宝石。
常用螺纹底孔尺寸表-螺纹孔尺寸标准
常用螺纹底孔尺寸表-螺纹孔尺寸标准
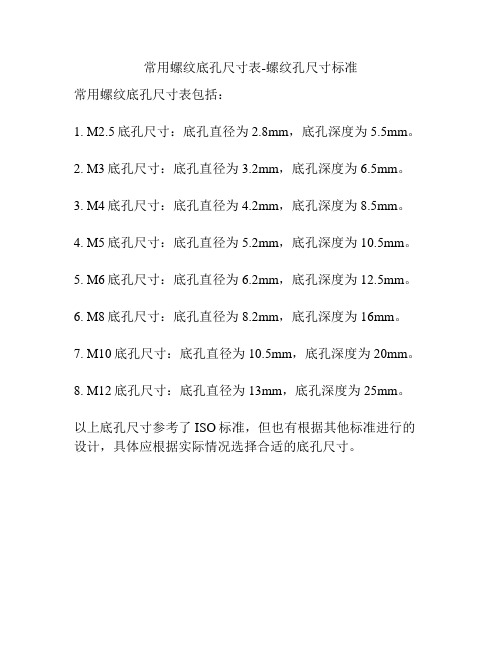
常用螺纹底孔尺寸表包括:
1. M
2.5底孔尺寸:底孔直径为2.8mm,底孔深度为5.5mm。
2. M3底孔尺寸:底孔直径为
3.2mm,底孔深度为6.5mm。
3. M4底孔尺寸:底孔直径为
4.2mm,底孔深度为8.5mm。
4. M5底孔尺寸:底孔直径为
5.2mm,底孔深度为10.5mm。
5. M6底孔尺寸:底孔直径为
6.2mm,底孔深度为12.5mm。
6. M8底孔尺寸:底孔直径为8.2mm,底孔深度为16mm。
7. M10底孔尺寸:底孔直径为10.5mm,底孔深度为20mm。
8. M12底孔尺寸:底孔直径为13mm,底孔深度为25mm。
以上底孔尺寸参考了ISO标准,但也有根据其他标准进行的设计,具体应根据实际情况选择合适的底孔尺寸。
螺纹底孔直径尺寸表

螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5第 1 页螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大.第 2 页。
螺纹孔底孔尺寸表
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
螺纹底孔对照表(精华)
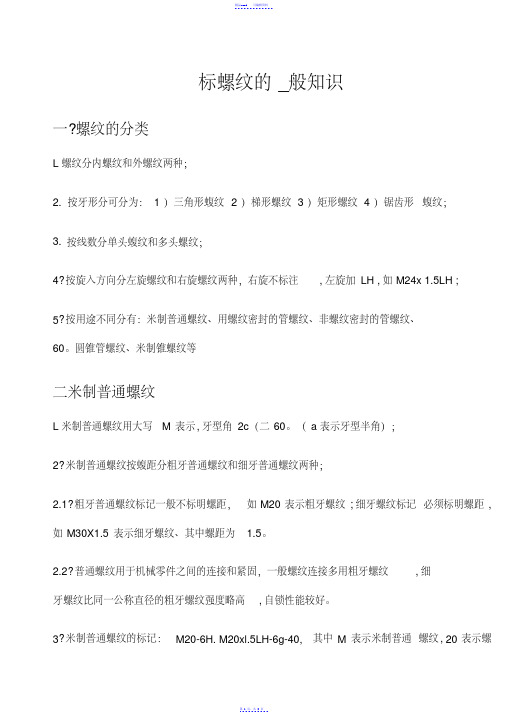
标螺纹的_般知识一?螺纹的分类L螺纹分内螺纹和外螺纹两种;2.按牙形分可分为: 1 )三角形蝮纹 2 )梯形螺纹 3 )矩形螺纹 4 )锯齿形蝮纹;3.按线数分单头蝮纹和多头螺纹;4按旋入方向分左旋螺纹和右旋螺纹两种,右旋不标注,左旋加LH ,如M24x 1.5LH ;5按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60。
圆锥管螺纹、米制锥螺纹等二米制普通螺纹L米制普通螺纹用大写M表示,牙型角2c(二60。
( a表示牙型半角);2米制普通螺纹按蝮距分粗牙普通螺纹和细牙普通螺纹两种;2.1?粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30X1.5表示细牙螺纹、其中螺距为 1.5。
2.2普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3米制普通螺纹的标记:M20-6H. M20xl.5LH-6g-40,其中M表示米制普通螺纹,20表示螺纹的公称直径为20mm , 1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢公称直径?P ;铸铁=公称直径?1.O5-1.1P ;加工外螺纹光轩直径取=公称直径?0.13 P):表1常用米制普通粗牙螺纹的直径/螺2肘攻丝底孔直径公称螺距铸铁碳钢外螺纹光公称直螺距铸铁碳钢外螺纹光直径P 底孔底孔杆直径径P 底孔底孔杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2米制普通内螺纹的加工底孔直径可用下式作近似计算:d二D-1.0825P,其中D为公称直径,P为螺距。
螺纹加工底孔直径对照表
螺纹加工底孔直径对照表
G 英制圆柱管螺纹〔55°〕加工一览表
ZG英制锥管螺纹〔55°〕加工一览表
注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕Z圆锥管螺纹〔布锥管螺纹〕〔60°〕
美制螺纹〔UNC、UNF〕参数表〔60°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕惠氏螺纹〔BSW、BSF〕参数表〔55°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
〔规定为15倍螺距〕
惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
普通螺纹攻螺纹前底孔的钻头直径
非密封管螺纹攻螺纹前钻底孔的钻头直径
螺纹公称直径〔"〕1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 3/8 1 1/2 每25.4mm内牙数28 19 19 14 14 11 11 11 11 钻头直径〔mm〕8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1
英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
英制锥管螺纹英制锥螺纹
公称直径每25.4mm 钻头直径公称直径每25.4mm 钻头直径
〔"〕内牙数〔mm〕〔"〕内牙数〔mm〕
1/8 28 8.4 1/8 27 8.6
螺纹底孔明细
英制平行管用螺纹〔G、PF〕。
螺丝底孔尺寸
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
5.5
6
11
6.5
6.5
8
13
8.5
8.5
10
16
10.5
10.5
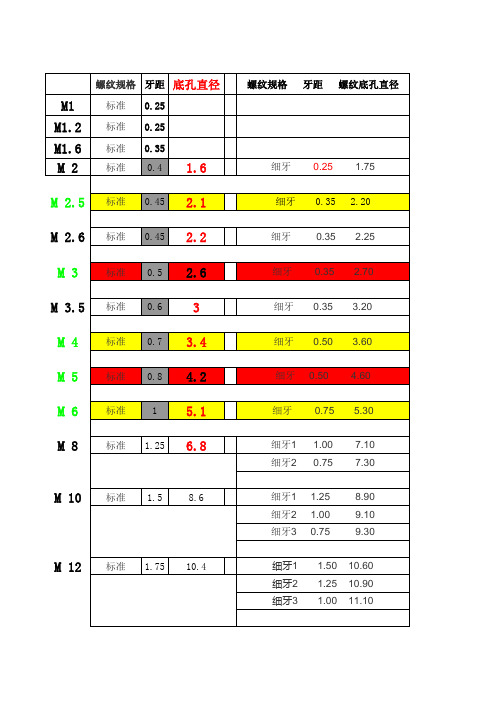
M1 M1.2 M1.6 M2
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZM8 ZM10 ZM14 ZM18 ZM22 ZM27 ZM33 ZM42 ZM48 ZM60 ZM76
6.5
6.6
8.5
8.6
11.8
11.9
15.8
15.9
19.8
19.9
24.2
24.3
30.2
30.3
39.2
39.3
45.2
45.3
57.2
57.3
73.2
73.3
牙型 角为60°
整 理:
审核:
批 准 :
1.5
23.5~23.67
1.5
25.5~25.67
英制粗牙螺纹(普通级)
螺纹/英寸
1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 3/4 7/8 1 1~1/8 1~1/4 1~3/8 1~1/2 1~5/8 1~3/4 1~7/8
牙 底孔直径Фmm
数 最小值
最大值
螺纹底孔 加工尺寸(常 用公制细牙)
螺纹尺寸 M10 M10 M10 M12 M12 M12 M14 M14 M15 M16 M16 M20 M20 M20 M24 M24 M24 M25 M25 M27
螺距mm 底孔直径Фmm
1.25 8.75~7.91
1
9~9.15
0.75 9.25~9.37
1.5
M10
1.5
8.5~8.67
M12
1.75 10.25~10.44
M14
2
12~12.3
M16
2
14~14.3
M18
2.5
15.5~15.7
M20
2.5
17.5~17.84
M22
2.5
19.5~19.84
M24
321~21.38 NhomakorabeaM273
24~24.38
M30
3.5
26.5~26.9
螺纹底
孔加工尺
寸(常用
40 2.4
2.6
24 3.56
3.8
20 4.9
5.2
18 6.34
6.65
16 7.73
8.05
14 9.06
9.39
12 10.3
10.64
12 11.89 12.2
11 13.26 13.6
10 16.17 16.54
9 19.03 19.4
8 21.8
22.15
7 24.46 24.85
7 27.64 28.04
M16×2
M18×2.5
M20×2.5
M22×2.5
M24×3
注:1. 选择底 孔直径 时,对 铸铁、 青铜等 脆性材 料选择 中间 值,钢 件和不 锈钢则 选择较 大值。
铝 件、非 金属等 软料则 取较小 直径。
2. 本表数 据摘自 《机械 工人切 削手册 》《公 制、美 制和英 制螺纹 标准手 册》《 机械加 工工艺
6 30.1
30.54
6 33.35 33.74
5 35.52 36
5 38.69 39.19
4.5 41.2
41.743
M27
2
25~25.2
2
4.5 44.4
44.94
M27
1
26~26.15
M30
2
28~28.2
注:英制粗牙 螺纹牙型角为
55°
M30
1.5
28.5~28.67
M30
1
29~29.15
内螺
纹底
孔尺
寸
螺纹底
孔加工尺
寸(公制
粗牙)
粗牙
螺纹尺寸 M1.6
螺距mm 0.35
底孔直径Ф m1.2m5~1.32
M2
0.4
1.6~1.67
M2.5 0.45 2.05~2.13
M3
0.5
2.5~2.59
M4
0.7
3.3~3.42
M5
0.8
4.2~4.33
M6
1
5~5.15
M8
1.25 6.75~6.91
嵌套螺 纹(细牙)底 孔直径表
螺纹尺寸
M10×1 M10×1.25
钻头直 径mm
底孔直径mm
10.3 10.25~10.42
10.4 10.31~10.52
米 制锥度螺纹
螺纹规格
ZM6
底孔直径Фmm
最小值
最大值
4.5
4.6
M3×0.5
M4×0.7
M5×0.8
M6×1
M8×1.25
M10×1.5 M12× 1.75 M14×2
员 手册》 。
3.1 3.12~3.2 4.17 4.2~4.3
5.2 5.16~5.33 6.3 6.25~6.42 8.4 8.31~8.52 10.5 10.37~10.62 12.5 12.43~12.76 14.5 14.49~14.83 16.5 16.49~16.83 18.8 18.58~19.04 20.8 21.58~21.04 22.8 22.58~23.04
25 24.7~25.25
M12×1.25 M14×1.5 M16×1.5 M18×1.5 M20×1.5 M20×2 M22×1.5 M24×1.5 M24×2 M30×1.5
12.5 12.31~12.52 14.5 14.37~14.62 16.5 16.37~16.62 18.5 18.37~18.62 20.5 20.37~20.62 20.5 20.47~20.83 22.5 22.37~22.62 24.5 24.37~24.62 24.5 24.47~24.83 30.5 33.7~30.62
公制细
牙) 螺纹尺寸
螺距mm
底孔直径Ф mm
M5
0.5
4.5~4.59
M6
0.75 5.25~5.37
M8
1
7~7.15
M8
0.75 7.25~7.37
嵌套螺
纹(粗
牙)底孔
直径表
螺纹尺寸
钻头直 径mm
底孔直径mm
M2.5× 0M.425.6× 0.45
2.6 2.6~2.65 2.7 2.7~2.75
10.5~10.67
1.25 10.75~10.91
1
11~11.15
1.5
12.5~12.67
1
13~13.15
1
14~14.15
1.5
14.5~14.67
1
15~15.15
2
18~18.2
1.5
18.5~18.67
1
19~19.15
2
22~22.2
1.5
22.5~22.6
1
23~23.15
2
23~23.2