大地水刀操作手册5轴
水刀操作说明书
三维变角度(等坡口)水切割机软件使用说明书哈尔滨行健机器人技术有限公司非常感谢您选择了我们的产品为使您正确使用三维水切割机软件部分,请您在使用之前仔细阅读本说明书。
如有问题,请与我们联系。
本说明书内容若有疏漏之处,敬请原谅。
欢迎各位用户向我们提出宝贵意见和建议。
使用过程中,如果您有无法解决的疑难问题,请及时和我公司联系,我们会给您最满意的答复。
第1章产品概述工业机器人作为现代制造技术发展的重要标志之一和新兴技术产业,已经为世人所认同,并正对现代高新技术产业各领域以至人们的生活产生重要影响。
随着生产的发展和科学技术的不断进步,各种品质优异的新型材料不断出现,使得传统的切割工具和切割工艺难以满足对诸如复合材料、热敏材料等的加工要求。
“超高压水射流技术”的诞生,开创了冷态切割工艺的新纪元,使这些切割加工难题得以迎刃而解。
高压水射流切割技术之所以能够迅速地在实践中得到应用和关注,是与其具备鲜明的技术特点,能够满足日益增长社会生产的需求分不开的。
水射流加工是一种现代的有别于传统的加工方式。
有两种类型: 纯水射流和磨料水射流。
水射流从切割纸板开始,到今天能广泛地应用于各种软硬材料,包括纸、食物、玻璃纤维、绝缘材料、塑料和复合材料。
在切割过程中,切割是超声速的冲蚀过程。
它们的主要区别在于提高切割能力的一种磨料介质。
在高科技日益发展的社会中,只有创新才会发展。
高压水射流切割技术开拓了一个新的特种加工领域,可以轻松应对那些新奇的因为热影响和机械性能约束而不能切割的材料。
磨料水射流可以广泛地,如:钛金属、镍、钢、铜、铝、石材、玻璃和其他复合材料。
应用于材料的加工。
高压水射流是全方位点切割器,无硕万孔,可以在任意点切割,切出任何复杂的形状。
第2章使用说明1、开机后水刀切割控制系统软件自动开启。
主界面如下图所示:噪件流程 输入参数 示教 初始位置 自幼 停土 报警坦位提示:先将设备的四个运动轴,依次回参考点。
操作上是单击【单步】键,可以用鼠标也可以用手指直接点击屏幕上的单步键 。
五轴说明书

第二章编程篇2.1 准备功能G 代码的种类准备功能G 代码及后数字表示,规定其所在的程序的意义。
G 代码有一下两种类型:例)G01 和G00 是同组的模态G代码注:具体的系统参数请参考系统参数表G 代码及功能表U、V、W 分别和A、B、C 同义,同时使用A 和U 或B 和V 等会产生错误(也就是一行中用了两次A)。
在U 、V、W 代码的描述中没有指定它们在同一程序行使用的次数,但A 、B、C 代码的描述决定了他们只能使用一次。
2.1.1 快速直线移动- G00(1)对于快速直线移动,程序G00 X__ Y__ Z__ A__ C__ 中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00 那么G00 也是可选的,刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00 命令不会有切削动作发生。
(2 )如果执行了G16 命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3 点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16 时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。
2.1.2 以进给直线切削–G01(1)对于以进给直线切削来说,程序G01 X__ Y__ Z__ A__ C__中的所有功能字,除了必须至少使用的之外其它的轴功能字都为可选。
如果当前移动模式为G01 ,那么G01 也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。
(2 )如果执行了G16 命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3 点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
瓷砖加工水刀机作业指导书

01.
水刀基础认知
目录
02.
水刀作业程序
03.
水刀作业规范
01. 水刀基础认知
1.规范作业目的
2.适用范围
3.设备与工具
01. 规范作业目的
1)通过加强规范作业程序,按照规范操作水刀机; 2)提高水刀加工质量,加工出更符合生产工艺标准要求的产品; 3)避免因不规范的操作引起意外。
THANKS
④点击进入自动介面,水泵,油泵点击启动,然后 开始进入切割。
03. 排产作业 3)停机下料:切割完毕后,把刀头调至安全位置,用水冲洗材料表面及机台面。
切割完毕后,刀头自动归位,如 不是自动归位,请手动调整到原 位,再进行下一步操作。
03. 排产作业 4)质检人员检验:
①孔位纵向误差,要求不大于1.0mm; ②孔位横向误差,要求不大于1.0mm;
03. 排产作业
5)操作员最后把板材放上指定板架,填写转序单(清晰备注工序上排产单上原 料成品编号、成品规格、成品数量、完成日期、加工要求),待转入下一道工序。
03. 水刀作业规范
01. 作业规范
1)上、下料注意保护板面,人工抬板需佩戴手套及使用正确抬放方式。 2)操作员必须精神正常,注意力集中。 3)机台运转时严禁非操作人员近距离接触机台和操作机器。 4)检查油泵,油管,冷却器,储能器,高压缸等是否泄漏情况。 5)送、接板件,注意轻拿、轻放,避免刮花碰坏。 6) 机器出现异常,立即关掉电源,及时填写《机器维修申请单》,请机修处理。 7)产品堆放:同一垫板只能放同一规格产品或同一类产品的物料。 8)《不合格处理单》的产品现场应做好标识,如返工需质检员复检。 9)故意把不合格品流给下工序者视为作假处理。 10)严格按照作业操作流程指导作业。 11)做好现场6S管理.
5' 3PT 大地刮垫 操作手册说明书

5’ 3PT Landscape RakeOWNER’S MANUALWARNING:Carefully read and understand all ASSEMBLY AND OPERATION INSTRUCTIONS before operating. Failure to follow the safety rules and other basic safety precautions may result in serious personal injury.-MODEL # FTF-60LSR3PT–Thank you very much for choosing this product! For future reference, please complete the owner’s record below:Model: Purchase Date: _______________Save the receipt, the warranty, and these instructions. It is important that you read the entire manual to become familiar with this product before you begin using it.This product is designed for certain applications only. The manufacturer cannot be responsible for issues arising from modification. We strongly recommend that this product not be modified and/or used for any application other than that for which it was designed. If you have any questions relative to a particular application, DO NOT use the product until you have first contacted us to determine if it can, or should, be performed on the product.For technical questions, please call 1-218-943-6296.TECHNICAL SPECIFICATIONSIMPORTANT SAFETY INFORMATIONWARNING: Read and understand all instructions. Failure to follow all instructions listed below may result in serious injury.CAUTION: Do not allow persons to operate or assemble this Landscape Rake until they have read this manual and have developed a thorough understanding of how it works.WARNING:The warnings, cautions, and instructions discussed in this instruction manual cannot cover all possible conditions or situations that could occur. It must be understood by the operator that common sense and caution are factors that cannot be built into this product, but must be supplied by the operator.SAVE THESE INSTRUCTIONSWORK AREA•Keep work area clean, free of clutter, and well-lit. Cluttered and dark work areas can cause accidents.•Keep children and bystanders away while operating the landscape rake. Distractions can cause you to lose control, so visitors should remain at a safe distance from the work area.•Be alert of your surroundings. Using a landscape rake in confined work areas may put you dangerously close to sharp tools and rotating parts.PERSONAL SAFETY•Stay alert, watch what you are doing, and use common sense when using a landscape rake. Do not use while you are tired or under the influence of drugs, alcohol, or medication. A moment of inattention while operating a landscape rake may result in serious personal injury.•Dress properly. Do not wear loose clothing, dangling objects, or jewelry. Keep your hair, clothing, and gloves away from moving parts. Loose clothes, jewelry, or long hair can be caught in moving parts.•Use safety apparel and equipment. Use safety goggles or safety glasses with side shields that comply with current national standards or, when needed, a face shield. Use a dust mask ifworking in dusty work conditions. This applies to all persons in the work area. Also use non-skid, safety shoes, hard hat, gloves, dust collections systems, and hearing protecting whenappropriate.•Do not have passengers on the tractor when using the Landscape Rake.LANDSCAPE RAKE USE AND CARE•Do not modify the Landscape Rake in any way. Unauthorized modification may impair the function and/or safety and could affect the life of the equipment. There are specific applications for which the Landscape Rake was designed.•Always check for damaged or worn-out parts before using the Landscape Rake. Broken parts will affect the Landscape Rake operation. Replace or repair damaged or worn partsimmediately.•Store idle Landscape Rake. When the Landscape Rake is not in use, store it in a secure place out of the reach of children. Inspect it for good working condition prior to storage and before re-use.•Exercise extreme caution when changing direction on slopes. Do not operate across slopes.Use up and down only. Do not attempt to operate on steep slopes.•Beware of hidden, underground objects. Contact with hidden objects might cause a sudden stop of the tractor and damage to the Landscape Rake.•Do not operate the tractor at speeds higher than 5 mph and use care when backing up. •Do not load or unload the tractor with the Landscape Rake attached to the tractor.ASSEMBLYStep #1:Assemble the two side Tine Assembly Plates(#3 & #4) to Rotating base (#1), using four Hex Bolts M10*30 (#15), four Hex Lock Nuts M10 (#21), four Hex Bolts M10*20 (#16) and four Spring washers (#25) and four Washers Ø 10 (#26).Step #2:Attach the thirty Tines (#9) to the Tine Assembly Plates (#3 & #4) and the five Tine Pressure Plates (#10), using thirty Step Bolts M10*30 (#14) and thirty Hex Lock Nuts M10 (#21).Assemble the Hanging beam (#5) to the Connect component (#2), using two Hex Bolts M10*30 (#15),and two Hex Lock Nuts M10 (#21).Step #4:Assemble two Inclined struts A (#6) and two Suspension arms (#7) to the Hanging beam (#5) and Connect component (#2), using one Hex Bolt M16*90 (#19), two Threaded Pins (#11) and three Hex Lock Nuts M16 (#23).Step #5:Assemble the Inclined strut B (#8) to Connect component (#2) and Suspension arms (#7), using one Hex Bolt M12*90 (#17), one Hex Bolts M12*45 (#18), two Bushings (#12) and two Hex Lock Nuts M12 (#22).Assemble Connect component (#2) to the Rotating base (#1), using one Drilling Bolt M24 (#20),One Hexagon Slotted Nut M24 (#24), one Cotter Ø 4*50 (#28), one Pin (#13) and one R Pin (#27).MAINTENANCE•Maintain your landscape rake. It is recommended that the general condition of any landscape rake be examined before it is used. Keep your landscape rake in good repair by adopting a program of conscientious repair and maintenance. If any abnormal vibrations or noise occurs, have the problem corrected before further use. Have necessary repairs made by qualifiedservice personnel.PARTS DIAGRAMPARTS LIST:For technical questions, please call 1-218-943-6296. WARRANTYOne-year limited parts warranty.TGPO BOX 203Miltona, MN 56354Made in China。
FIDIA五轴简易说明书
FIDIA五轴加工中心基础操作目录一、机床概述二、操作面板三、CNC 的编程第一章机床概述名称:五轴高速数控铣床型号:Y2K411厂家:fidia S.P.A主要技术参数:主轴转速:24000rpm主轴功率:27KWX2数控系统:FIDIA C20工件台面尺寸:5000×2200MM工作台最大载重:20000KG实际加工尺寸:X轴4200mm、Y轴110mm、Z轴1000mmA轴(主机床)95°~-110° (附机床)-95°~110° C轴±180°第二章操作面板一、启动和关闭1、启动:打开主机电源后进入windows见面,点击“开始”选择“程序”再选择Fidia Utility文件,然后点击User interface 进入用户界面。
2、关闭:从File菜单上选择关闭Exit,关闭CNC的命令页面(其它相关的系统界面先关闭,主界面才会关闭)。
最后关闭电脑再关闭总电源。
二、应用窗口界面在 CNC 命令界面被执行后, 在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:A 菜单条B 显示和工作区域陈列, 取决于上下文, 位置值, 对话窗口, 图, 目录以及使用者输入值或其它数据的参数或命令窗口C 一个按时间顺序显示 CNC 信息的盒子D 垂向软件键条E 横向软件键条F 日期和时刻1、横向软件键条:RES T·RESTCNC:机床恢复ZERO·RQ:各轴自动顺序回机床零点(Z、A、C、Y、X)·X、Y、Z、A、C:单独轴选择回零点SET COMMAND:设置命令屏幕显示:F进给 S转速 UNIT公/英制单位RCTP(五轴连动)OF/ONTOOL COORD刀具坐标轴OF/ONROTO当前原点坐标的旋转角度SET COMMAND·SET ORIGIN:设置加工原点坐标(1-10个)机床的原点为零号坐标系,是不能更改的。
系列五轴水刀安全操作及保养规程

系列五轴水刀安全操作及保养规程随着科技的不断进步,水刀技术也在不断发展。
水刀切割的优势在于无需热量、无毒、无害,且能够精确地切割各类材料,受到了广泛的应用。
而五轴水刀,则是水刀切割技术的一种进化形式,能够通过使用五个自由度的运动来实现对复杂曲线的高精度切割。
然而,五轴水刀的高精度和高效率也带来了一定的安全风险。
本文将介绍系列五轴水刀的安全操作及保养规程。
一、安全操作规程1.1 基本的安全操作1.在使用五轴水刀之前,必须接受过相关的培训,并获得了相关证书;2.在加工过程中,维护操作区域内的整洁和干燥,避免潮气、油墨等引起的滑倒危险;3.确保刀头或切割喷嘴不会碰到任何材料、零件或工具;4.不要在设备操作过程中离开工作地点或忽略操作界面上的警示信息。
1.2 刀头安全1.在更换切割刀头或任何有接触面的刀具时,务必首先断开系统电源,并按照操作手册中的指示进行;2.在更换切割刀头或任何有接触面的刀具时,务必佩戴手套,并小心翼翼地操作,以防止任何划伤或切割事故;3.不要将手指或其他身体部位放置在刀头附近,以防止误伤;4.在进行某些程序(如自动清洗程序)之前,必须检查刀头是否在安全位置。
1.3 切割程序安全1.严格遵守设备操作手册及切割程序的规定;2.在切割程序时,不要突然停止或暂停操作,以免引起刀头滑动和切割事故;3.在启动设备时,先检查安全区域,并确保没有其他人或障碍物在切割区域附近;4.在进行某些程序(如自动清洗程序)之前,必须检查刀头是否在安全位置。
二、保养规程2.1 基本的保养方法1.定期检查五轴水刀的操作界面,以确保清洁和维护;2.定期检查五轴水刀系统的供水和排水,必须将阀门、泵、管路和接头等部件进行清洗、维修和翻新;3.定期检查五轴水刀上的螺钉、紧固件和管道连接;4.定期更换过滤器、水嘴和软管。
2.2 刀库保养管理1.定期检查刀具库的门、门锁和标识牌,以确保其正常使用;2.定期检查刀具架上的加工刀具和标识卡片,及时进行分类、整理和备份,以确保其准确性;3.保障刀具架的整洁和卫生,及时清理切屑和污染物;4.刀具库的追踪措施和管理流程,定期维护检查和复核,以确保安全、准确和高效的使用。
5轴基本操作流程8.14

精雕五轴设备操作步骤注意:五轴设备操作步骤要严格,操作人员要头脑灵活清晰,否则误操作轻者损毁工件,重者损坏机床、卡具。
一、打开控制软件EN3D,在路径“打开、选择、编辑”界面1、F1文件---打开要加工的文件。
2、F2选择---全部选择要加工的刀具路径。
3、编辑---指令---T指令,设置路径文件中所有刀具对应的刀号。
4、加工---进入加工界面二、在EN3D“加工”界面1、第一次进入EN3D加工界面,设备先进入各轴回原点界面,确保安全情况下让设备各轴回原点建立机床坐标系,进入加工界面。
2、装卡工件。
工件装卡要求:3、装卡刀具设置刀库装卡文件基准刀具(一般为第一把刀具或者粗加工刀具),对刀仪对刀设置刀长,并在F1-F3中设置基准刀长。
装卡其他所有刀具,对刀仪对刀设置刀长,并按前面(步骤一-3)所设置的对应刀号放入刀库。
4、设置工件原点调取基准刀具,(注:此时刀长补偿为0),设置F4工件原点(即程序对应的输出原点)的X、Y、Z、A、C(注:此时开启F8允许手工设置原点,X、Y通过分中或者卡具固定位置得到,Z 通过基准刀具微微接触毛坯表面设置或者通过固定Z向位置计算获得,A一般为0,C取决于卡具、工件装卡位置)。
5、多轴路经转换。
F10---CF5多轴路经转换器,在左侧输入步骤二-4中工件原点X、Y、Z 值,计算偏移值,多轴路经转换。
提示成功后点击确定。
6、计算工件原点F4工件原点中,关闭F8允许手工设置原点,X、Y、Z位置变灰色,点击下方CF2、CF3、CF4分别计算X、Y、Z。
(通过步骤6的操作后,工件原点XY 值为固定的数值)7、设置加工参数设置F2、F3、F5、F6、F7、F7- F8(1).F2进给速度。
进给速度显示为绿色时手动输入值有效,红色为程序控制模式,此时手动输入进给参数不起作用。
通过F2→F10进行转换控制模式。
(2).F3主轴转速。
手动与程控状态设置同上。
(3).F5微调深度。
设置时要看清图示是向上补偿还是向下补偿。
数控五轴工具磨床操作规程

21.紧固夹头时,应使紧固螺钉对角均匀受力。 ↓ 22.工件圆周跳动保证在0.004mm以内。 ↓ 23.必须进行的加工时间计算。 ↓ 24.必须进行的3D碰撞检测(每次编程及加工过程中 更改数据或参数时)。 ↓ 25.必须进行的3D模拟演示(每次编程及加工过程中 更改数据或参数时)。 ↓ 26.借助机床三维模拟演示调整冷却油管位置。
27.测量工件,应尽量将刀槽放至测针容易测量的地 方,以免造成对测针损坏。 ↓ 28.在调车时,操作人员必须在控制面板前以应对突 发事件。 ↓ 29.加工中,保证工作外露长度一致。 ↓ 30.保存完善后的刀具程序。 ↓ 31.不得擅自进入设置界面并修改其中数据。 ↓ 32.机床关闭15分钟后,关闭气源。
16.测量可分为两次,第一次,手持进给倍率旋钮,放慢 进给速度,避免有碰撞发生,增加反应时间;第二次100% 倍率测量。 ↓ 17.更换夹头时,要用擦拭纸擦拭配合表面,用高压气吹。 ↓ 18.更换筒夹时,要用高压气吹筒夹的表面及内侧装夹工 件处。 ↓ 19.各工装配合面较精,装卸格外小心,避免划伤、磕碰。 ↓ 20.夹头校正时,应用铜棒轻微敲击夹头,否则用力过大 会损伤夹头砂轮基体表面。 ↓ 13.组装砂轮组时,用擦拭纸擦拭基体、隔套与 砂轮杆HSK配合表面。 ↓ 14.安装砂轮组时,清理砂轮杆HSK配合表面,用 擦拭纸擦拭,用高压气吹,清理并检查机床HSK 连接处。 ↓ 15.测量砂轮并核对此砂轮组中的砂轮为现有程 序所需要的。
整理:机械580 2017-9-27
1.检查汽源,放出油水分离器、汽缸及储气罐内 的积水。 ↓ 2.打开稳压电源,电源稳定后,对机床送电。 ↓ 3.打开气源,对机床供气。 ↓ 4.启动独立冷却系统。 ↓ 5.检查过滤气压表显示压力是否达到要求。
五轴双头水刀安全操作及保养规程
五轴双头水刀安全操作及保养规程一、前言五轴双头水刀是一种用于切割金属、石材等硬质材料的高效工具。
为确保工作安全和延长水刀使用寿命,特制定本安全操作及保养规程。
二、安全操作规程1.操作前必须戴好耳塞、防护眼镜、防护手套等个人防护装备。
2.操作前必须确保水刀操作台面整洁干净,以免杂物造成伤害或影响切割质量。
3.水刀操作时必须小心翼翼,避免手部接近工作区域,以免被水刀伤及。
4.操作过程中必须保持专注,不得大声喧哗、喝酒等违反职业道德的事情。
5.当水刀出现故障时,必须立即停止操作,进行排查和维修。
三、保养规程1.长时间不用水刀时,必须将水刀整机清洗干净,并涂上特殊的防锈油。
2.长时间不用水刀时,必须记得断电,在启用时一定要将电源开关拨至“关”状态,并等待10秒后才能重新启动电源。
3.每次切割结束后,必须清洁干净水刀切割头和电机,防止污物积累损坏水刀部件。
4.定期检查水刀切割头是否松动,如有松动进行紧固,并涂抹适量的润滑油以延长部件寿命。
5.定期检查水刀喷嘴是否堵塞,如堵塞应立即清理,以保证喷水正常。
四、注意事项1.在使用水刀过程中,不得使用水温低于5℃的冷水或高于40℃的热水。
2.水刀适用于不锈钢、红铜、铝合金、水晶玻璃等硬度不高于8级的物料,不适用于高硬度材料切割。
3.使用水刀切割时,必须保持操作人员与水刀至少1米的安全距离,如有必要,还需设置防护栏等安全设施。
五、结语以上是五轴双头水刀的安全操作及保养规程,通过严格遵守规程,能够保证操作人员的人身安全和水刀的稳定工作,延长设备寿命,提高工作效率。
五轴岩板水刀切割机安全操作及保养规程
五轴岩板水刀切割机安全操作及保养规程1. 引言五轴岩板水刀切割机是一种高效、精确的切割设备,广泛应用于岩板、瓷砖等材料的切割加工。
为了确保操作人员的人身安全,以及设备的正常运行和寿命的延长,本文将详细介绍五轴岩板水刀切割机的安全操作及保养规程。
2. 安全操作规程2.1 操作前的准备工作在操作五轴岩板水刀切割机之前,操作人员应该做好以下准备工作:•穿戴好个人防护装备,包括安全鞋、工作服、手套、护目镜等;•检查切割刀具和刀座是否紧固牢固;•确保切割区域内没有其他人员或障碍物。
2.2 操作时的注意事项•操作人员应始终保持专注,避免分散注意力;•在操作过程中,禁止将手或其他物品伸入切割区域;•禁止在运行中的设备上放置物品,以免影响切割的准确性;•如果发现异常情况,如切割刀具失效或设备噪音异常等,应立即停机检查。
2.3 操作结束后的处理操作结束后,操作人员应该完成以下处理工作:•关闭切割机主机电源;•清理切割区域的杂物和废料,并妥善处理;•对刀具和刀座进行检查和维护,确保其良好状态。
3. 保养规程3.1 定期清洁设备为了保持设备的正常运行,操作人员应定期清洁切割机的外壳、导轨、滑块等部件。
使用柔软的布或刷子清洁表面,清除灰尘和杂质。
3.2 润滑部件定期对设备的导轨、滑块、齿轮等部件进行润滑,以确保其运行顺畅。
润滑剂的选择应符合设备制造商的指导,使用适量的润滑剂进行涂抹。
3.3 检查刀具和刀座定期检查刀具和刀座的磨损程度,如发现磨损严重或损坏的情况,应及时更换。
并确保新刀具正确安装,并紧固牢固。
3.4 定期维护设备定期对设备进行维护,包括检查电气连接是否稳固,检查控制系统的正常运行等。
如发现异常情况,应及时进行修理或更换。
3.5 定期检查安全装置定期检查设备的安全装置,如刀具保护罩、急停开关等,确保其正常工作。
如发现有损坏或失效的情况,应立即修理或更换。
4. 总结五轴岩板水刀切割机是一种重要的切割设备,正确的操作和保养可以保证设备的安全性和正常运行。
水刀操作说明书

三维变角度(等坡口)水切割机软件使用说明书哈尔滨行健机器人技术有限公司序言非常感谢您选择了我们的产品!为使您正确使用三维水切割机软件部分,请您在使用之前仔细阅读本说明书。
如有问题,请与我们联系。
本说明书内容若有疏漏之处,敬请原谅。
欢迎各位用户向我们提出宝贵意见和建议。
使用过程中,如果您有无法解决的疑难问题,请及时和我公司联系,我们会给您最满意的答复。
第1章产品概述工业机器人作为现代制造技术发展的重要标志之一和新兴技术产业,已经为世人所认同,并正对现代高新技术产业各领域以至人们的生活产生重要影响。
随着生产的发展和科学技术的不断进步,各种品质优异的新型材料不断出现,使得传统的切割工具和切割工艺难以满足对诸如复合材料、热敏材料等的加工要求。
“超高压水射流技术”的诞生,开创了冷态切割工艺的新纪元,使这些切割加工难题得以迎刃而解。
高压水射流切割技术之所以能够迅速地在实践中得到应用和关注,是与其具备鲜明的技术特点,能够满足日益增长社会生产的需求分不开的。
水射流加工是一种现代的有别于传统的加工方式。
有两种类型:纯水射流和磨料水射流。
水射流从切割纸板开始,到今天能广泛地应用于各种软硬材料,包括纸、食物、玻璃纤维、绝缘材料、塑料和复合材料。
在切割过程中,切割是超声速的冲蚀过程。
它们的主要区别在于提高切割能力的一种磨料介质。
在高科技日益发展的社会中,只有创新才会发展。
高压水射流切割技术开拓了一个新的特种加工领域,可以轻松应对那些新奇的因为热影响和机械性能约束而不能切割的材料。
磨料水射流可以广泛地,如:钛金属、镍、钢、铜、铝、石材、玻璃和其他复合材料。
应用于材料的加工。
高压水射流是全方位点切割器,无硕万孔,可以在任意点切割,切出任何复杂的形状。
第2章使用说明1、开机后水刀切割控制系统软件自动开启。
主界面如下图所示:先将设备的四个运动轴,依次回参考点。
操作上是单击【单步】键,可以用鼠标也可以用手指直接点击屏幕上的单步键。
FIDIA五轴简易说明书
F I D I A五轴简易说明书(总13页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除FIDIA五轴加工中心基础操作目录一、机床概述二、操作面板三、CNC 的编程第一章机床概述名称:五轴高速数控铣床型号:Y2K411厂家:fidia 主要技术参数:主轴转速:24000rpm主轴功率:27KWX2数控系统:FIDIA C20工件台面尺寸:5000×2200MM工作台最大载重:20000KG实际加工尺寸:X轴4200mm、Y轴110mm、Z轴1000mmA轴(主机床)95°~-110° (附机床)-95°~110° C轴±180°第二章操作面板一、启动和关闭1、启动:打开主机电源后进入windows见面,点击“开始”选择“程序”再选择Fidia Utility文件,然后点击User interface 进入用户界面。
2、关闭:从File菜单上选择关闭Exit,关闭CNC的命令页面(其它相关的系统界面先关闭,主界面才会关闭)。
最后关闭电脑再关闭总电源。
二、应用窗口界面在 CNC 命令界面被执行后, 在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:A 菜单条B 显示和工作区域陈列, 取决于上下文, 位置值, 对话窗口, 图, 目录以及使用者输入值或其它数据的参数或命令窗口C 一个按时间顺序显示 CNC 信息的盒子D 垂向软件键条E 横向软件键条F 日期和时刻1、横向软件键条:REST·RESTCNC:机床恢复ZERO·RQ:各轴自动顺序回机床零点(Z、A、C、Y、X)·X、Y、Z、A、C:单独轴选择回零点SET COMMAND:设置命令屏幕显示:F进给 S转速 UNIT公/英制单位RCTP(五轴连动)OF/ONTOOL COORD刀具坐标轴OF/ONROTO当前原点坐标的旋转角度SET COMMAND·SET ORIGIN:设置加工原点坐标(1-10个)机床的原点为零号坐标系,是不能更改的。
FIDIA五轴简易说明书
F I D I A五轴简易说明书 Revised by Petrel at 2021FIDIA五轴加工中心基础操作目录一、机床概述二、操作面板三、CNC的编程第一章机床概述名称:五轴高速数控铣床型号:Y2K411厂家:fidiaS.P.A主要技术参数:主轴转速:24000rpm主轴功率:27KWX2数控系统:FIDIAC20工件台面尺寸:5000×2200MM工作台最大载重:20000KG实际加工尺寸:X轴4200mm、Y轴110mm、Z轴1000mmA轴(主机床)95°~-110°(附机床)-95°~110°C轴±180°第二章操作面板一、启动和关闭1、启动:打开主机电源后进入windows见面,点击“开始”选择“程序”再选择FidiaUtility文件,然后点击Userinterface进入用户界面。
2、关闭:从File菜单上选择关闭Exit,关闭CNC的命令页面(其它相关的系统界面先关闭,主界面才会关闭)。
最后关闭电脑再关闭总电源。
二、应用窗口界面在CNC命令界面被执行后,在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:A菜单条B显示和工作区域陈列,取决于上下文,位置值,对话窗口,图,目录以及使用者输入值或其它数据的参数或命令窗口C一个按时间顺序显示CNC信息的盒子D垂向软件键条E横向软件键条F日期和时刻1、横向软件键条:RES T·RESTCNC:机床恢复ZERO·RQ:各轴自动顺序回机床零点(Z、A、C、Y、X)·X、Y、Z、A、C:单独轴选择回零点SETCOMMAND:设置命令屏幕显示:F进给S转速UNIT公/英制单位RCTP(五轴连动)OF/ONTOOLCOORD刀具坐标轴OF/ONROTO当前原点坐标的旋转角度SETCOMMAND·SETORIGIN:设置加工原点坐标(1-10个)机床的原点为零号坐标系,是不能更改的。
大地水刀操作手册5轴

1.摘要1.1介绍这本手册中的设置对操作者来说是友好互动的,换句话说,操作者可以直观的了解和使用该控制系统。
1.2水切割系统的组成水切割系统主要是由控制器与个人电脑组成不同部件的准确连接方法在硬件手册中有描述1.3 一般界面开机后的界面如下:水切幫资稱甩.序廉屏ft■ W 菜单键DARDI100毗歩户宜旳O L轴采冋转考点水切割操作者可以选择不同的菜单键功能键功能键:如果按下,会切换到功能键界面细: 关闭界面,开机页面在没有输入密码前不能被关闭2•执行模式程序的执行会被以下几种模式所影响~【启用修正】激活该模式时,在程序载入时,对程序的目标值进行预读,可以用以避免程序在实际运行过程中,运行到一半时,出现目标轴超限位的问题~【Jog启用】【断点记忆】在程序运行的过程中,当按下【暂停】键后,在激活【Jog 启用】后,可以使用手轮或者在界面上选定某轴进行移动,当需要回到该停止点时,激活【断点记忆】,然后按下【启动】键,系统会自动将各轴移动到停止的加工点,并停在该点,以便于确认改点是否是之前的停止点,再次按下【启动】键,程序将会继续运行~【单步运行】激活该模式时,每次按下【启动】,只执行一行代码~【试运行】激活该模式时,按下【启动】后,程序将会驱动各轴以“试运行速度”运行,且不会进行切割~【板料原点】激活该模式时,按下【启动】后,将会提示你先移动到板料的左下角,在这个阶段,你可以使用按钮或者手轮移动切割头到板料的左下角,完成后,再次按下【启动】键,将会提示你,沿着板料的X或Y方向移动切割头,完成后,再次按下【启动】键,会提示你,板料原点设置完成,请再次按下【启动】键,完成后,系统将会旋转XY坐标系,并且【板料原点】将会闪烁,提醒用户启用了板料原点模式~【工件原点】激活该模式时,按下【启动】后,系统将会启用所激活的原点,程序的坐标值将会相对于编程值有所偏置,需要注意的是如果程序开头带有G292,系统将会忽略G292,直接启用所激活的原点。
PowerMILL2010-00-5轴 003 5轴刀具调整
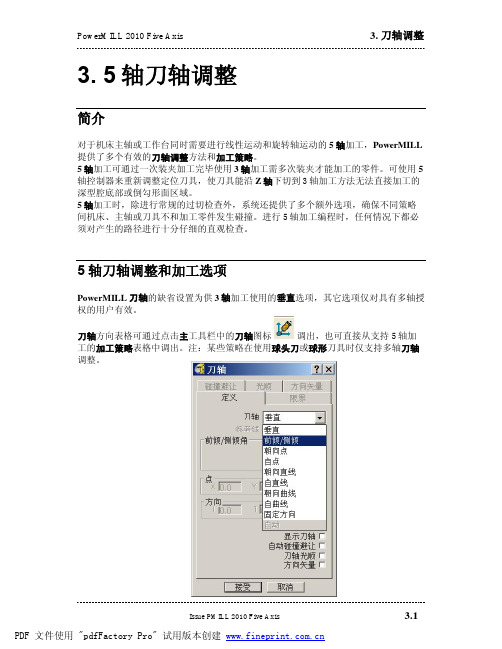
3. 5轴刀轴调整简介对于机床主轴或工作台同时需要进行线性运动和旋转轴运动的5轴加工,PowerMILL 提供了多个有效的刀轴调整方法和加工策略。
5轴加工可通过一次装夹加工完毕使用3轴加工需多次装夹才能加工的零件。
可使用5轴控制器来重新调整定位刀具,使刀具能沿Z轴下切到3轴加工方法无法直接加工的深型腔底部或倒勾形面区域。
5轴加工时,除进行常规的过切检查外,系统还提供了多个额外选项,确保不同策略间机床、主轴或刀具不和加工零件发生碰撞。
进行5轴加工编程时,任何情况下都必须对产生的路径进行十分仔细的直观检查。
5轴刀轴调整和加工选项PowerMILL刀轴的缺省设置为供3轴加工使用的垂直选项,其它选项仅对具有多轴授权的用户有效。
刀轴方向表格可通过点击主工具栏中的刀轴图标前倾\侧倾–范例1前倾角为刀具沿刀具路径方向的指定角度;侧倾角为和刀具路径方向垂直方向的指定角度。
如果这两个角度的设置均为零,则刀具方向将为刀具路径的法向。
刀具路径的法向为刀具路径产生过程中将其投影到曲面数据上时的方向。
对参考线精加工而言,此方向始终为垂直的;对投影精加工而言,其方向随投影方向的改变而改变。
•删除全部并重设表格。
•产生一毛坯并严格按照下图手工输入相应值。
•重设快进高度和开始点和结束点表格。
•右击浏览器中的模型选项,从弹出菜单选取产生平面-自毛坯,在Z高度为0处产生一平面。
•产生一直径为5,长度为25的球头刀BN5。
•产生一平行精加工策略,设置公差为0.02,余量为0,行距为5,角度为0,样式-双向,长/短连接-掠过,并将该刀具路径重新命名为BN5-Vertical。
•计算并取消表格。
•动态仿真刀具路径。
在此我们产生了一刀具垂直于加工平面的平行刀具路径。
•右击浏览器中的刀具路径BN5-Vertical,从弹出菜单中选取设置,打开原始的平行精加工表格。
•复制此刀具路径并将它重新命名为BN5-Lead30。
•选取表格中的刀轴页面,点击刀轴图标从左 –X 查看• 右击浏览器中刀具路径 BN5-Lead30 ,从弹出菜单选取设置选项,打开平行精加工表格。
五轴联动水刀切割机安全操作及保养规程

五轴联动水刀切割机安全操作及保养规程1. 引言五轴联动水刀切割机是一种高精度、高效率的切割设备,广泛应用于金属、石材、陶瓷等材料的切割加工领域。
为了确保工作人员的安全和设备的正常运行,本文档提供了五轴联动水刀切割机的安全操作规程和保养方法。
2. 安全操作规程2.1. 穿戴个人防护装备在操作五轴联动水刀切割机之前,操作人员应穿戴以下个人防护装备: - 护目镜:保护眼睛免受切割时产生的溅射物和砂粒的伤害。
- 防护手套:防止手部受伤和与刀具直接接触。
- 防护服:防止火花、尘埃和切割废料对身体的伤害。
- 防护鞋:保护脚部免受切割废料和刀具的伤害。
2.2. 熟悉设备操作面板在操作五轴联动水刀切割机之前,操作人员应熟悉设备的操作面板,并确保了解以下关键功能: - 主电源开关:控制设备的通电和断电。
- 控制手柄:用于控制切割机的运动、速度和切割路径。
- 急停按钮:在紧急情况下立刻停止设备运行。
- 喷水按钮:控制切割过程中喷水的开启和关闭。
2.3. 安全操作步骤1.将工作台面清理干净,并将待切割的材料固定在工作台上。
2.打开设备的主电源开关,并确保设备正常启动。
3.调整刀具的位置和角度,确保切割路径正确。
4.戴上个人防护装备。
5.使用控制手柄控制五轴联动水刀切割机的运动和切割路径。
6.在切割过程中保持注意力集中,确保材料切割正确。
7.切割完成后,关闭喷水按钮,并停止设备运行。
8.关闭设备的主电源开关,确保设备彻底断电。
2.4. 安全注意事项•操作人员在操作过程中应保持专注,不得擅自离开设备。
•切割过程中严禁使用手指或其他物体接触刀具。
•在设备运行过程中,禁止将手或身体部位靠近切割区域。
•使用控制手柄时,应轻柔操作,避免猛拉或扭转手柄。
•在急停按钮使用后,应检查设备状态并复位按钮。
3. 保养规程3.1. 定期清洁设备每日使用结束后,应对五轴联动水刀切割机进行清洁,包括以下步骤: 1. 关闭设备的主电源开关,并断开电源。
水刀说明书.(DOC)
目录一、机器的主要技术参数 (2)二、机器的主要配置 (3)1.供水系统 (3)2.液压系统 (5)3.高压系统 (7)4.切割平台 (8)5.调运及安装调试 (11)三、使用与维修保养 (14)一、切割操作步骤 (14)二、操作注意事项 (14)三、维修保养 (15)四、常见故障判断及排除 (17)1.液压传动部分 (17)2.超高压系统部分 (18)3.切割部分 (19)五、安全须知 (20)附:水开关安装方法增压器组装手册增压器维修手册一、机器的主要技术参数以上参数仅供参考二、本机的主要配置本机由主机、二维切割平台(包括喷射头、磨料箱)、微机操作控制台三部分组成。
图1示出本机组成的各部分及其关系。
图1 本机组成简图1.主机主机包括供水系统,液压系统和高压系统。
1).供水系统⑴水刀切割用水的质量是影响设备稳定及零件寿命的关键原因之一,需保证PH值6.5至8.5之间。
总硬度低于20.使用者可根据实际情况在水进入设备之前,加装精滤系统或软化水系统。
⑵初始供水压力,需保证在0.2Mpa以上(进入设备之前)。
开启主机水泵后,主机水表读数应大于0.4Mpa.2).液压系统液压系统由增压、过滤、冷却三个子系统组成,其增压原理为。
37KW电机驱动液压柱塞泵将油增压至最高20MPa,通过电液换向阀打入增压器油缸,在油缸两端设有接近感应装置,当油缸活塞运动至顶端时,电液换向阀接受信号,使油缸活塞完成往复运动,从而使与活塞联结的柱塞杆连续打出高压水。
主机系统原理图液压系统结构图和液压原理图增压系统的调压装置为可实现油路卸荷及多级调压的调压集成块,此装置在将水切割机床用于脆性材料切割时作用犹为显著,切割前可将系统设置二级压力,即打孔压力与切割压力,打孔时使用较切割压力低的打孔压力,使其不足以达到材料的脆性破坏极限,消除因初始压力过大造成板材开裂的可能。
过滤系统采用三级过滤,即加油过滤(空气过滤器)、出油过滤(出油滤芯)、回油过滤(回油过滤器)。
五轴增强水刀安全操作及保养规程

五轴增强水刀安全操作及保养规程随着制造业和加工行业的发展,五轴增强水刀作为一种新型切割机床,被越来越广泛地应用于钢铁、石材、玻璃、陶瓷、纺织、食品、汽车、船舶等行业领域。
然而,由于五轴增强水刀的高速旋转刀头、高压水流和紧密的复杂控制系统,其操作和保养也显得相对复杂。
因此,本文将就五轴增强水刀的安全操作及保养规程作详细的介绍。
一、五轴增强水刀的操作规程1.1 前置工作在操作五轴增强水刀之前,需要做好下列准备工作:1.检查机床的气源、水源、电源和油源等功能部件的正常工作状态;2.熟悉五轴增强水刀的控制系统界面,包括各个按钮、闸门和指示灯;3.确认切割对象、切割工艺和切割参数,以便安排好各道工序,调整好刀具、工作台和切割喷嘴等部件;4.穿戴好必要的安全防护装置,如安全鞋、安全帽、手套、安全眼镜等;1.2 操作流程1.开机前,先按照机床说明书的步骤逐一启动各个功能部件,等到机床状态正常且无故障报警时,再进行下一步操作;2.按照切割工艺流程的要求,依次输入切割参数,建立工艺文件,并将其保存到控制系统中;3.安排好需要切割的材料,并进行安装和夹紧;4.检查工作臂、刀头和切割喷嘴等部件是否正常,以及刀具和喷嘴的使用寿命是否到期,如需更换,要及时更换,并调整对应的切割参数;5.确认切割参数无误后,按下启动按钮,开始切割;6.在切割过程中,要时刻关注机床状态,如有故障或异常,要停机检查,并及时解决;7.切割完成后,按照工艺文件或操作流程的要求,进行后续处理和加工。
1.3 操作注意事项1.操作人员必须已经进行过专业的培训和指导,对机床的操作规程和安全技能有较为深刻的理解和掌握,避免产生错误操作和事故风险;2.在操作时,要对刀具、切割喷嘴和工件等部件进行检查和清洁,避免因为这些部件的质量和状态问题,导致切割效果不佳或设备损坏;3.操作人员不得操作未经授权的机床,以免对设备造成不必要的影响和风险。
二、五轴增强水刀的保养规程2.1 日常保养1.每日检查机床的联接螺丝、油杯、管路和油管等部位,确保它们没有松动或者泄漏问题;2.根据切割的性质和材料,选用合适的刀头、喷嘴等切割配件,用清水或清洁剂进行洗刷,去除表面附着物;3.定期清洗机器水箱,保证清水的水质和温度,避免因为杂质或温度问题,导致切割效果不佳;4.每日检查控制系统的显示屏、按钮、灯光等部位是否正常,如有异常,及时进行维修和更换;5.每日检查机床的电源、电缆和供电插头等部位是否正常,避免电源出现异常和短路等问题。
永达五轴水刀操作规程

永达五轴水刀操作规程
1开机前检查设各的水、电、气是否供应正常,有无泄漏等现象。
2检查水刀行程范围中有无遮挡物
3操作人员需具各相关常识,无关人员禁止开机操作
4水刀加沙时,应检查水刀沙是否干燥无杂质
5操作人员需规范着装,佩戴劳保手套和护目镜
班中注意事项
1在切割工件的过程中,操作人员以及无关人员应和设备保持一定的距离。
2 切割较小、较轻的工件,应采取固定措施,防止在过程中切割走位。
3要保证被切割工件已经摆放平整,避免切割砂管损坏,造成安全事故的发生。
4 如发现在切制的过程中,工件被冲击走位,禁止利用其它物件去校正。
5 在进行取料、换常嘴的过程中一定要先将高压水开关、或高压关闭,等残留的高压水卸除后再行操作。
6在使用水刀切割时,应根据不同材料选择不同的压力进行操作
7在使用水刀的过程中,要注意水刀的增压器和高压管工作密封情况
8在紧急停电时,高压水会残留在高压系统里,一日来电,残留的高压水会喷出,因此.这时候也不要靠近切割头.重新接通电源后,需将残留的高压水卸除。
9操作人员需经常观察设备的运行状态指示灯的显示情况
10水刀加工好的工件边缘都十分锋利,因此高度注意被划伤制份
班后注意事项
1及时清理切割后余留的边角料,并摆放好加工完毕的工件
2切断电源,关闭高压系统开关。
五轴机床安全操作规程[详细]
![五轴机床安全操作规程[详细]](https://img.taocdn.com/s3/m/24b824a901f69e314232949d.png)
五轴机床安全操作规程I、五轴加工中心操作规程一、开机前,应当遵守以下操作规程:1、穿戴好劳保用品,不要戴手套操作机床.2、开动机床前检查各部分的安全防护装置、周围工作环境以及各气压、液压、液位,按照机床说明书要求加装润滑油、液压油、切削液, 接通外接无水气源•检查油标、汕量、油质及油路是否正常,保持润滑系统清洁,油箱、油眼不得敞开•3、检查各移动部件的限位开关是否起作用,在行程范围内是否畅通,是否有阻碍物,是否能保证机床在任何时候都具有良好的安全状况. 真实填写好设备点检卡.4、操作者必须详细阅读机床的使用说明书,熟悉机床一般性能、结构, 严禁超性能使用.在未熟悉机床操作前,切勿随意动机床,以免发生安全事故•5、操作前必须熟知每个按钮的作用以及操作注意事项.注意机床各个部位警示牌上所警示的内容.机床周围的工具要摆放整齐,要便于拿放. 加工前必须关上机床的防护门.6、二、在加工操作中,应当遵守以下操作规程:1、机床在运行五轴联动过程中断电或关机重新开起使用五轴联动功能时RTCP功能必须重新开启.运行三轴加工程序时必须关闭RTCP 功能.2、输入FIDIA C20工作站程序,必须严格经过病毒过滤,以免病毒程序给机床带来意外的伤害.3、文明生产,精力集中,杜绝酗酒和疲劳操作;禁止打闹、闲谈、睡觉和任意离开岗位.4、机床编程操作人员必须全面了解机床性能,自觉阅读遵守机床的各种操作说明•确保机床无故障工作.5、机床在通电状态时,操作者千万不要打开和接触机床上示有闪电符号的、装有强电装置的部位,以防被电击伤.6、床严禁超负载工作,要依据刀具的类型和直径选择合理的切削参数. 注意检查工件和刀具是否装夹正确、可靠;在刀具装夹完毕后,应当采用手动方式进行试切•7、机床运转过程中,不要清除切屑,要避免用手接触机床运动部件.&清除切屑时,要使用一定的工具,应当注意不要被切屑划破手脚.9、要测量工件时,必须在机床停止状态下进行.10>在打雷时,不要开机床.因为雷击时的瞬时高电压和大电流易冲击机床,造成烧坏模块或丢失改变数据,造成不必要的损失.11、机床在执行自动循环时,操作者应站在操作面板前,以便观察机床运转情况,及时发现对话框中的提示、反馈以及报警信息.12操作者必须严格按照数控铳床操作步骤操作机床,未经操作者同意, 其他人员不得私自开动.13、按动各按键时用力应适度,不得用力拍打键盘、按键和显示屏•14、工作台而不许放置其它物品,安放分度头、虎钳或较重夹具时,要轻取轻放,以免碰伤台面.15、机床发生故障或不正常现象时,应立即停车检查、排除.16、操作者离开机床、变换速度、更换刀具、测量尺寸、调整工件时, 都应停车.三、工作结束后,应当遵守以下操作规程:1>做好机床清扫工作,保持清洁,认真执行交接班手续,填好交接班记录•发现问题要及时反映.2、要打扫干净工作场地,擦拭干净机床,应注意保持机床及控制设备的清洁•清洁机床时,应在主轴锥孔中插入无刀刀柄,防止灰尘飞入.工作台和防护间的碎屑和灰尘,最好用一些除尘装置来清理,但严禁使用易燃、有毒或有污染的设备;严禁使用压缩空气吹扫设备表面,严禁用冷却水冲洗机床,否则会降低机床寿命,其至损害机床.对电机等电气件要经常打扫积尘,以免妨碍通风.9、工作完毕后,应使机床各部处于原始状态,并切断系统电源,关好门窗后才能离开•10、妥善保管机床附件,保持机床整洁、完好.11、五轴加工中心安全规程:1、操作者使用机床时,要穿好劳动工作服,并袖口扎紧,扭好纽扣.禁止穿宽松外衣,留长发,以避免事故的发生•女同志要戴防护帽;高速铳削时要戴防护镜;操作时,严禁戴手套,以防将手卷入旋转刀具和工件之间.2、在未采用特殊的安全防护措施下,本机床严禁加工易燃、易爆和重度污染的工件.3、机床加工粉尘较大的材料(如代木)时,应安装除尘装置,防止污染环境、危害机床及操作者健康.4、机床工作过程中,要远离移动部件.工作结束后,必须切断机床电源, 避免无人照顾时有火灾的危险.5、接通电源前必须做好相关的安全工作,了解各开关功能.打开电器柜门、护盖门或维修前必须切断或锁住电源,如需带电维修时,必须由专门培训的专业人员进行.6、提醒操作人员在机床运转中所应注意的事项,不允许将身体任何部位靠近或置于旋转或移动部件,机床运转时严禁打开防护门或任何防护盖.7、工作进行中不要接触旋转的刀具.进行测量、调整和清洁工件时必须停机,不然会导致偶然事故的发生.8、在机床控制而板、手脉及一切控制器,只能由木机床操作者可以使用•否则,将导致机床突然上电或断电,甚至引起其它事故的发生.9、机床的保养、检修要经过专门培训过的专业人员按照使用说明书中规定的步骤进行.机床维修用钥匙,应市公司机床维护保养职能部门负责保管、使用.10、操作前应检查铳床各部件及安全装置是否安全可靠;检查设备电器部分安全可靠程度是否良好.11、机床运转时,不得调整、测量工件和改变润滑方式,以防手触及刀具碰伤手指.12、在铳刀旋转未完全停止前,不能用手去制动.13、铳削中不要用手清除切屑,也不要用嘴吹,以防切屑损伤皮肤和眼睛.14、装卸工件时,应将工作台退到安全位置,使用扳手紧固工件时,用力方向应避开铳刀,以防扳手打滑时撞到刀具或工夹具.15、装拆铳刀时要用专用衬套套好,不要用手直接握住铳刀.16、非本机管理操作人员非请勿进入本机床内部.五轴机床维护保养规程电主轴维护与使用注意事项对于高速加工机床,高速电主轴是机床的核心部件.对它的正确使用和维护,是保证机床加工精度和使用寿命的前提条件.首先.强调不要用压缩空气清洁主轴,,避免将灰尘带入主轴缝隙,进而损坏主轴轴承.当清洁主轴周围区域时,主轴虽然停止但机床应通电,并应保证主轴轴承处于气帘保护状态.装到主轴上的刀具.其刀柄部分必须定期用干净的软布清洁,避免将灰尘带入主轴锥孔.机床即使在不使用时,主轴上也应保留一个刀柄,用以保护主轴锥孔.新的或超过一个月未用的电主轴,刚开始工作时一定要作低速转动,最好进行主轴预热空运转•锥孔内没有装入刀柄(或刀具)的状态下.主轴禁止运转.为了长期保持主轴的高精度、获得最佳的加工效果,主轴高速运转时,只能使用精确动平衡达标刀具.进行高精度切削时,最好将主轴预热30分钟,使其达到热稳定状况.一般来说,不同的电主轴限定选配刀具的规格尺寸也不同.此机床主轴使用刀具的最小直径1毫米,最大32毫米,刀长不宜超过100 毫米.在切削条件优化的前提下,可以对以上参数作适当调整,但任何情况下主轴不要超负荷工作.机床操作者对机床的日常维护与保养一. 电器柜3个月:清洁空调滤网.如果工作环境粉尘很多,必须每星期进行这项操作.当电器柜内的温度比外部温度高10°C以上时,这个滤网也必须被清洗.二. 电主轴每H :清洁主轴并检查锥孔是否有锈迹或震动斑纹.三. 气控面板每H :检查气动系统压力,确保工作压力稳定.(7公斤)四. 最小油气刀具润滑系统100小时:检查容器中的油量.五. 工作冷却及排屑系统每日:查看排屑是否顺畅.100小时:检查水箱液位和水质.2000小时:更换全部冷却液.六. 滑枕平衡系统每日:查看平衡压力在5~6米PA.机床维护部门对机床的日常维护与保养为确保机床正常运行,机床维护部门应派专人对机床进行定期的维护与保养.HT米-4228GF除了有一些操作者要维护的注意事项, 机床维护部门人员还要完成如下的预防性维护.一. 电主轴500小时:检查气液管路和电缆有无损坏.1500小时:向刀抓上喷射专用的保护油脂并检查拉刀状况.3000小时:全面检查主轴各项指标.二. AC双摆联动头1000小时:润滑A, C轴传动齿轮.三•主轴恒温冷却系统1000小时:检查液位并查看是否有沉淀和污物.2000小时:更换全部冷却液.四. 主轴轴承油气润滑单元500小时:检查油箱液位.1000小时:检查压力计气压.3000小时:更换新油.五. 气控面板500小时:检查滤油过滤器颜色和冷凝分离器水况六. 液压单元IOoO小时:检查油箱液位及有无油耗.3000小时:更换新油.七. 坐标轴润滑系统500小时:检查容器中的油位和用油量.每半年:查看导轨和丝杆的润滑是否充分•若机床长时间没用, 首次通电后先强制润滑导轨和丝杆,然后再移动各坐标轴.Λ.坐标轴丝杆轴承冷却IOOO小时:检查油位并检查油的清洁状况.3000小时:更换全部冷却油.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.摘要1.1介绍这本手册中的设置对操作者来说是友好互动的,换句话说,操作者可以直观的了解和使用该控制系统。
1.2水切割系统的组成水切割系统主要是由控制器与个人电脑组成不同部件的准确连接方法在硬件手册中有描述1.3一般界面开机后的界面如下:操作者可以选择不同的菜单键功能键菜单键关闭键功能键:如果按下,会切换到功能键界面:打开菜单选择系统功能:关闭界面,开机页面在没有输入密码前不能被关闭2.执行模式程序的执行会被以下几种模式所影响~【启用修正】激活该模式时,在程序载入时,对程序的目标值进行预读,可以用以避免程序在实际运行过程中,运行到一半时,出现目标轴超限位的问题~【Jog启用】【断点记忆】在程序运行的过程中,当按下【暂停】键后,在激活【Jog 启用】后,可以使用手轮或者在界面上选定某轴进行移动,当需要回到该停止点时,激活【断点记忆】,然后按下【启动】键,系统会自动将各轴移动到停止的加工点,并停在该点,以便于确认改点是否是之前的停止点,再次按下【启动】键,程序将会继续运行~【单步运行】激活该模式时,每次按下【启动】,只执行一行代码~【试运行】激活该模式时,按下【启动】后,程序将会驱动各轴以“试运行速度”运行,且不会进行切割~【板料原点】激活该模式时,按下【启动】后,将会提示你先移动到板料的左下角,在这个阶段,你可以使用按钮或者手轮移动切割头到板料的左下角,完成后,再次按下【启动】键,将会提示你,沿着板料的X或Y方向移动切割头,完成后,再次按下【启动】键,会提示你,板料原点设置完成,请再次按下【启动】键,完成后,系统将会旋转XY坐标系,并且【板料原点】将会闪烁,提醒用户启用了板料原点模式~【工件原点】激活该模式时,按下【启动】后,系统将会启用所激活的原点,程序的坐标值将会相对于编程值有所偏置,需要注意的是如果程序开头带有G292,系统将会忽略G292,直接启用所激活的原点。
~【停靠点】在程序运行过程中,按下【暂停】,此时该模式可以被激活,激活后切割头将会停靠到设置点,用以检查切割头,或检查所切割的工件,再次按下【停靠点】按钮,切割头将会返回到切割暂停位置,此时按下【启动】键,可以使程序继续运行此章结束3操作控制这章描述了操作方式以及如何使用操作界面系统有五种操作模式,分别是当相应的模式被激活时,该模式按钮将会被点亮【自动模式】该模式下,用户可以载入程序,以及运行程序【MDI模式】该模式下,用户可以输入ISO代码,并执行【增量模式】该模式下,用户可以输入一个增量值,确认后,按【+】或者【-】可以使轴在往正向或者负向移动所输入的值的距离【手动模式】该模式下,用户可以手动移动各个轴【回参考点】该模式下,用户可以对机床进行回参操作3.1回参考点描述在这个功能页面下,可以使所有轴自动搜索参考点。
激活点击【回参考点】,并且该按钮会被点亮取消在回参过程中,可以通过【停止键】退出回参循环。
3.2 手动模式下的移动描述在这个功能模式下,允许所选中的单一轴移动。
·在此模式下,如果没有做过归零操作,轴移动将不会受到软限位的制约,并且轴的移动取决于轴参数中的“手动速度”·在此模式下,如果做过归零操作,轴移动将会受到软限位的制约,并且轴的移动速度取决于轴参数中的“手动速度”·此速度能够通过进给倍率来改变激活点击【手动模式】,并且该按钮会被点亮可以通过鼠标点击界面上的所选轴,并且按下和来移动对应轴也可以通过手轮直接移动取消释放按钮3.3 增量模式下的移动描述在这个功能页面下,在进行微小移动时的操作时非常有用的。
只有当机床进行过回参操作的情况下,才可以使用此功能。
激活点击【增量模式】,并且该按钮会被点亮在界面左下角的中输入需要单次移动的距离(需是一个正值),并按回车确认用鼠标点选所需要移动的轴点击使所选轴,进行正向移动点击使所选轴,进行负向移动取消选择不同的操作模式,退出该模式。
3.4 自动模式描述在这个功能页面下,允许您选择程序并且运行。
激活点击【自动模式】,并且该按钮会被点亮,一般说来,在程序运行开始前,【手动模式】也会被点亮,说明虽然处于自动模式,但是也是可以移动的。
在运行过程中,当按下【暂停】并激活【Jog启用】后,手动模式也会被点亮,此时可以对所选轴进行移动操作暂停使暂停模式有效:1)按【暂停】使程序暂停有效2)按【启动】使程序执行复位使执行程序无效:1)按【暂停】2)按【复位】使执行的程序无效【水切割】水切割页面中,可以对切割工艺进行设置【选择程序】用来选择加工程序【代码/图形】切换显示代码或图形模式【全屏】在图形模式下,可以使用该按钮进行全屏操作【原点】在程序运行前,进入原点页面,对加工原点进行操作3.4.1程序执行你可以选择不同的执行模式,当选中改模式后,将会显示为绿色指示灯以表示激活未激活状态激活状态如何激活:在【自动模式】下,在程序载入前,激活【启用修正】,在这个状态下,当载入程序时,CNC 将会预读整个程序,并检查程序中的所有路径是否都是正确的,如果出现问题,将会在信息栏中提示用户。
激活该功能不会影响程序的正常执行,仅是在程序执行前,对整个程序进行预读和路径模拟(模拟期间所有的轴都不会运行)如何取消:再次点击【启用修正】,将会使得该功能处于未激活状态未激活状态激活状态未激活状态激活状态如何激活:在【自动模式】下,当程序处于暂停的模式下,才可以激活【Jog启用】,在这个状态下,除了【自动模式】亮以外,【手动模式】也将被点亮,此时可以对轴进行手动操作,CNC将会记忆所移动的路径,点下【断点记忆】后,【Jog启用】将会变为未激活状态,并且在【断点记忆】激活的状态下,再次按下【启动】键,切割头将会沿着之前手动操作的路径回返到暂停点,并将【断点记忆】置为未激活状态,再次先按下【启动】键,程序将会继续运行如何取消:再次点击【Jog启用】或【断点记忆】将会使该功能处于未激活状态未激活状态激活状态如何激活:在【自动模式】下,在启动程序前,激活【单步运行】,在这个状态下,每点击一次【启动】键,只会执行一行程序如何取消:再次点击【单步运行】将会使该功能处于未激活状态未激活状态激活状态如何激活:在【自动模式】下,在启动程序前,激活【试运行】,在这个状态下,点击【启动】键,程序将会以“试运行”的速度运行,并且将不会进行切割如何取消:再次点击【试运行】将会使该功能处于未激活状态未激活状态激活状态如何激活:在【自动模式】下,且选择非0原点时,在启动程序前,激活【板料原点】,在这个状态下,按下开始键,首先程序将会暂停,并出现提示:“移动到左下角”在这个状态下,你可以移动切割头到板料的左下角,完成后再次按下【启动】键,此时CNC 将会自学习到板料的加工原点,并且将会出现这个提示:“沿着X或Y移动到下一点”在这个状态下,你可以沿着板料的一边将切割头移动到板料的某一边上,完成后再次按下【启动】键,此时CNC将会自学习到板料的旋转角度,并且将会出现这个提示:“按下【启动】设置原点”在这个状态下,你只需要再次按下【启动】键程序将会自动运行,此时可以观察:一栏中的原点偏置X,原点偏置Y,以及角度激活,都是通过板料原点自动获取的。
并且如果角度激活是一个非零的值,那么【板料原点】功能键将会闪烁如何取消:当【板料原点】处于常亮状态时,再次点击【板料原点】将会使该功能处于未激活状态当【板料原点】处于闪烁状态时,在原点界面中,输入角度0,或者选择任意一个角度为0的原点,将会使该功能处于未激活状态未激活状态激活状态如何激活:在【自动模式】下,且选择非0原点时,在启动程序前,激活【工件原点】,在这个状态下,CNC会将程序的加工起点偏置所选的原点中的X,Y的设定值需要注意的是,如果该程序含有G292(自学习工件原点),那么当【工件原点】处于激活的状态下,CNC将会忽略G292代码;如果该程序含有G292,那么当【工件原点】为激活的状态下,CNC将会出现如下提示:“移动到工件原点”在这个状态下,你可以移动切割头到所需要的工件原点,完成后再次按下【启动】键,此时CNC将会自学习到板料的加工原点并置于技术信息中,并且开始自动运行程序未激活状态激活状态如何激活:在【自动模式】下,当按下【暂停】后,程序处于暂停状态的情况下,按下【停靠点】按钮,CNC将会把X,Y,Z轴停靠到所设置的停靠点(该点可以是一个便于维修的坐标点)如果取消:再次点击【停靠点】,轴将会回返到程序处于暂停时的那个位置,到位后,将会使该功能处于未激活状态5输入参数此功能是用来输入水切割机床自动运行的参数5.1水切割参数水延时打开(s)表示当系统得到M73指令(打开水指令)时,延时设定值后再打开水水延时关闭(s)表示当系统得到M74指令(关闭水指令)时,延时设定值后再关闭水补偿(刀隙)一共有1个刀隙可以被设置,如果需要使用刀隙补偿,必须使用G41/G42 D1 使用补偿G41表示左偏补偿,G42表示右偏补偿,并且您可以使用G40取消补偿(刀隙)日志该窗口显示了油泵运行时间(小时)以及切割时油泵运行的时间(小时)材料您可以使用【F2 数据库】来选定材料厚度您可以使用【F2 数据库】来选定材料,该材料的对应厚度将会被自动载入工作速度(mm)您可以使用【F2 数据库】来选定材料,该材料的对应工作速度将会被自动载入,并且,你可以手动修改该值5.2数据库描述这个功能页面允许用户自行添加材料切割工艺表激活在手动命令页面下,按下功能键【F2 数据库】来激活该功能页面。
如下图所示F2插入允许用户新建一个材料,并且自动赋予一个按序排列的代码F3载入数据当点下该按钮时,将会出现如下对话框,提示用户是否载入此加工参数F4按名称排列当点下该按钮时,将会把相同的材料列在一起F5按代码排列当点下该按钮式,将会把代码从小到大按序排列F6删除删除选中的当前行F7编辑文件编辑选中的当前行F8搜索直接输入代码,来选中改代码材料F9保存当用户修改了现有材料,或者新建材料,必须使用保存按钮来保存该材料参数,如果不进行保存,当退出该页面时,会有提示对话框提示是否保存修改。
本章结束6 功能指令6.1 M功能指令6.1.1M31:重置偏移和旋转辅助功能M31执行以下操作:1)如果执行固定循环G231偏移和旋转模式,设置了程序的旋转或者偏置,那么您可以使用M31来重置、取消该功能。
6.1.2M75:打开砂辅助功能M75执行以下操作:1)打开砂,但是如果系统没有接收到,打开水的反馈信号,执行了该代码,那么还是不能执行开砂动作。
6.1.3M76:关闭砂辅助功能M76执行以下操作:1)关闭砂6.1.4 M73:打开水辅助功能M73执行以下操作:1)打开水6.1.4M74:关闭水辅助功能M74执行以下操作:1)关闭水6.2 自动化功能指令6.2.1SHP指令语法SHP(0,0,0,<X>,<Y>,<Z>)SHP自动命令界面:X X在图形模式下的工作区域尺寸Y Y在图形模式下的工作区域尺寸Z Z在图形模式下的工作区域尺寸功能类型图形命令描述SHP自动命令实现以下几种操作:规定了所显示的工作的工作区域尺寸,参数具有以下特性:X 可选,如果忽略,X=最大值,X轴定义为参数中的最大值Y 可选,如果忽略,Y=最大值,Y轴定义为参数中的最大值Z 可选,如果忽略,Z=最大值,Z轴定义为参数中的最大值例如Test %1000SHP( 0,0,0, 1000, 500, 10 )N10 G0 X0 Y0 Z200.....Body of programN70 M30N80 END6.3自动化功能指令6.3.1宏指令G231-重置偏移和旋转语法G231功能类型自动取消描述将会导致以下操作·取消偏置和旋转,设置程序原点到零,取消通过G292,G293,G297设置的偏置或者旋转·同辅助功能指令M316.3.2宏指令G254-原点设置语法G254 N<>G254 固定循环界面:N后面设置一个原点号功能类型自动取消描述执行以下操作1)将原点设置成N后面表明的原点号2)初始化显示工件目标和编程目标该参数有以下特性:N 后面的值必须被定义。