松下PLC控制伺服电机实例程序
PLC控制伺服电机的方法
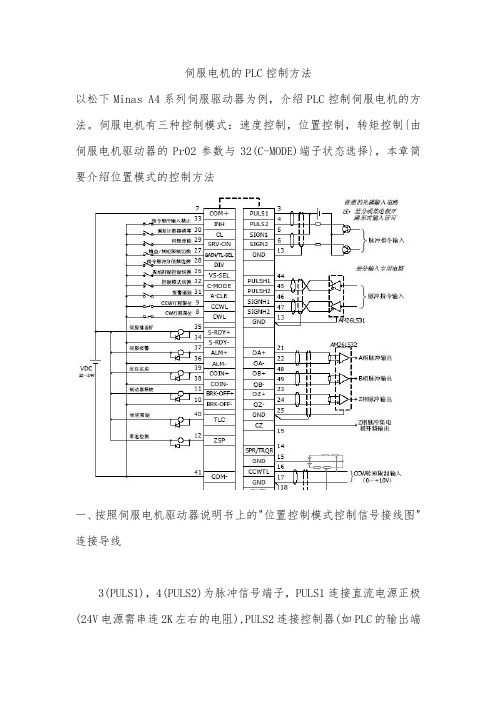
伺服电机的PLC控制方法以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC 的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
松下PLC位置控制入门

最大输 出频率
相关指令
F0(MV) F1(DMV) F171(SPDH) F172(PLSH) F174(SP0H)
DT90348 Y0 Y1 X4 R911C DT90349 DT90352 Y2 Y3 X5 R911D DT90353 DT90356 Y4 Y5 X6 R911E DT90367 DT90360 Y6 Y7 X7 DT90052 <bit4> R911F DT90361
DT9052的使用说明
DT90052
高速计数器控制标志 →对象PLC:FPΣ
近原点输入有效,紧接着进行预置
DT9052的使用说明
DT90052
高速计数器·脉冲输出控制标志 →对象PLC:FP-X
说明: 1、第一步对计数器进行复位 2、紧接着写入0,使计数器变为可计数状态
程序实例1: 相对值 定位运转(正方向)
FP0
CH0:Y0(Y2方向) 单通道时:40-10kHz CH1:Y1(Y3方向) 双通道时:40-5kHz
无插补功能
PLS+SIGN
CH0:Y0(Y1) CH1:Y2(Y3)
最高100kHz
CH0直线插补: 合成速度100kHz
PLS+SIGN CW/CCW
FPX
CH2:Y4(Y5) CH3:Y6(Y7)
Pulse输出 Sign输出 原点输入 近原点输入
使用的存储区域
控制中标志 过程值区域 目标值区域
最大输 出频率
相关指令
CH0
Y0
Y1
X2
DT90052 <bit2>
DT90044 R903A DT90045
DT90046 DT90047 1CH:100kHz 2CH:60kHz
松下PLC伺服控制案例

高速计数 器过程值
加法
减法
DT9052的使用说明
DT9052的使用说明
DT9052
高速计数器控制标志
→对象PLC:FP0,FP-e 可以通过MV指令(F0)写入数值,进行高速计数器的复位、计数禁止、高速计数器 指令(F168)的终止及清除。 CH1用 CH0用
15 14
3 21 0
H0 (0000) H1 (0001) H2 (0010) H4 (0100) H8 (1000) H9 (1001)
DT9052的使用说明
DT90052
高速计数器控制标志
→对象PLC:FPΣ 可以通过MV指令(F0)写入数值,对高速计数器进行复位、计数禁止、高速计 数器指令(F168)的终止及清除。
通道指定
15 14
3 21 0
原点近旁输入 0:OFF 1:ON 高速计数器清除 0:继续 1:清除 硬件复位 0:允许 1:禁止 计数 0:允许 1:禁止 软件复位 0:不复位 1:复位
DT9052的使用说明
DT90052
高速计数器控制标志 →对象PLC:FPΣ
近原点输入有效,紧接着进行预置
DT9052的使用说明
DT90356 DT90358
F174(SP0H)
CH2 Y4
Y5
X6
R911E
中速
DT90367 DT90369 1CH:20kHz F175(SPSH) DT90360 DT90362 2CH:20kHz
CH3 Y6
Y7
X7
R911F
DT90052
DT90361 DT90363
<bit4>
DT90348 DT90350
松下PLC编程实例-松下PLC控制五台电机的启、停

松下PLC控制五台电机的启、停相关品牌: 松下相关产品: PLC更新时间: 2007-6-4 19:19:27点击次数: 160设备:一个启动按钮SB2,一个停止按钮SB3,一个紧急停止按钮 SB1,一面七段码显示屏和五台电机M1、M2、M3、M4、M5及其相应的电器元件等要求:1.当急停按钮SB1:OFF时,正常启动电机。
第一次按启动按钮SB2:ON(一次),第一台电机M1启动正常运行;第二次按启动按钮SB2:ON(一次),第二台电机M2启动正常运行;第三次按启动按钮SB2:ON(一次),第三台电机M3启动正常运行;...;第五次按启动按钮SB2:ON(一次),第五台电机M5启动正常运行。
至此五台电机全部启动正常运转。
2.这时第一次按动停止按钮SB3:ON(一次),先停止第五台电机M5,其它电机照常运行;第二次按动停止按钮SB3:ON(一次),再停止第四台电机M4;第三次按动停止按钮SB3:ON(一次),是停止第三台电机M3;…;第五次按动停止按钮SB3:ON(一次),停止第一台电机M1。
至此五台电机全部停止运行。
3.在任何正常情况下,若按动停止按钮SB3一次都是对所有正在运行电机的编号选最大的先停止运行,其它状态不变;若按启动按钮SB2一次都是对所有没有运行电机的编号选最小的先启动。
4. 当急停按钮SB1:ON时,所有电机都停止运行,启动无效。
5. 用七段码随时显示正在运行的电机个数。
I/O分配:输入端:X0:急停按钮SB1X1:启动按钮SB2X2:停止按钮SB3输出端:Y1:第一台电机M1Y2:第二台电机M2Y3:第三台电机M3 七段码显示示意图:Y4:第四台电机M4Y5:第五台电机M5 aY10:七段码a段Y11:七段码b段 f b Y12:七段码c段Y13:七段码d段Y14:七段码e段 gY15:七段码f段 e c Y16:七段码g段d参考程序:(松下FP1)1 ST X12 DF3 OT R04 ST X25 DF6 OT R17 ST R08 AN Y19 AN Y210 AN Y311 AN Y412 SET Y513 ST R114 AN/ Y515 AN/ Y416 AN/ Y317 AN/ Y218 OR X019 RST Y120 ST R021 AN Y122 AN Y223 AN Y324 SET Y425 ST R126 AN/ Y527 AN/ Y428 AN/ Y329 OR X030 RST Y231 ST R032 AN Y134 SET Y335 ST R136 AN/ Y537 AN/ Y438 OR X039 RST Y340 ST R041 AN Y142 SET Y243 ST R144 AN/ Y545 OR X046 RST Y447 ST R048 SET Y149 ST R150 OR X051 RST Y552 ST Y153 AN/ Y254 AN/ Y355 AN/ Y456 AN/ Y557 OT R1158 ST Y259 AN/ Y360 AN/ Y461 AN/ Y562 OT R1263 ST Y364 AN/ Y465 AN/ Y566 OT R1367 ST Y468 AN/ Y569 OT R1470 ST Y571 OT R1572 ST R1273 OR R1374 OR R1575 OT Y1076 ST R1178 OR R1379 OR R1480 OT Y1181 ST R1182 OR R1383 OR R1484 OR R1585 OT Y1286 ST R1287 OR R1388 OR R1589 OT Y1390 ST R1291 OT Y1492 ST R1493 OR R1594 OT Y1595 ST R1296 OR R1397 OR R1498 OR R199 OT Y16100 ED中国工控展销网联盟站点三菱工控展销网松下工松展销网NKK开关展销网西门子工控展销网施耐德工控展销网富士工控展销网三垦变频器展销网台达工控展销网LG工控展销网欧姆龙工控展销网三菱工控展销网松下工松展销网NKK开关展销网西门子工控展销网施耐德工控展销网富士工控展销网三垦变频器展销网台达工控展销网LG工控展销网欧姆龙工控展销网中国工控展销网E-mail:kefu@。
松下PLC位置控制入门

F0(MV) F1(DMV)
CH1
Y1
Y3
X1
DT9052 <bit6>
DT9048
R903B DT9049
DT9050
DT9051
F168(SPD1)
F169(PLS)
*注)对于FP0-32T 如下 CH0 DT90052 <bit2> DT90044 R903A DT90045 DT90048 R903B DT90049 DT90051 F169(PLS) DT90047 DT90050 1CH:10kHz 2CH:5kHz F1(DMV) F168(SPD1) DT90046 F0(MV)Biblioteka Y0Y2X0
CH1
Y1
Y3
X1
DT90052 <bit6>
关于控制代码
动作模式
增量<相对值控制>
绝对<绝对值控制>
关于控制代码
原点复位(F171)指令
原点复位的动作模式
原点复位型Ⅰ
原点复位型Ⅱ
FPΣ位置控制
FPΣ 脉冲输出功能一览表
通道 (No.) 使用的输入/输出接点编号
目标值>当 前值 目标值<当 前值
从CW输 出 从CCW输 出
DT9052的使用说明
DT9052的使用说明
DT9052
高速计数器控制标志 →对象PLC:FP0,FP-e 可以通过MV指令(F0)写入数值,进行高速计数器的复位、计数禁止、高速计数器 指令(F168)的终止及清除。 CH1用 CH0用
DT90350 DT90351 1CH:100kHz DT90354 2CH:100kHz DT90355 DT90358 DT90369 DT90362 DT90363
PLC如何控制伺服电机
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
端子为短路时, 控制模式相应变为速度模式或是转矩模式, 而设为 0, 则只为位置控制模式。 如果您只要求位置控制的话,Pr02 设定为 0 或是 3 或是 4 是一样的。 2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到 伺服电机运行平稳。当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20 也是很重要的 参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求. 3、Pr40----指令脉冲输入选择,默认为光耦输入(设为 0)即可。也就是选择 3(PULS1), 4(PULS2),5(SIGN1),6(SIGN2)这四个端子输入脉冲与方向信号。 4、Pr41,Pr42----简单地说就是控制伺服电机运转方向。Pr41 设为 0 时,Pr42 设为 3,则 5(SIGN1),6(SIGN2)导通时为正方向(CCW),反之为反方向(CW)。Pr41 设为 1 时,Pr42 设 为 3,则 5(SIGN1),6(SIGN2)断开时为正方向(CCW),反之为反方向(CW)。(正、反方向是相 对的,看您如何定义了,正确的说法应该为 CCW,CW). 5、Pr48,Pr4A,Pr4B----电子齿轮比设定。此为重要参数,其作用就是控制电机的运转速度 与控制器发送一个脉冲时电机的行走长度。 其公式为: 伺服电机每转一圈所需的脉冲数=编码器分辨率 × P4B/(Pr × 2^Pr4A) 伺服电机所配编码器如果为:2500p/r 5 线制增量式编码器,则编码器分辨率为 10000p/r 如您连接伺服电机轴的丝杆间距为 20mm, 您要做到控制器发送一个脉冲伺服电机行走长 度为一个丝(0.01mm)。计算得知:伺服电机转一圈需要 2000 个脉冲。(每转一圈所需脉冲确 定了,脉冲频率与伺服电机的速度的关系也就确定了) 三个参数可以设定为: Pr4A=0, Pr48=10000, Pr4B=2000, 约分一下则为: Pr4A=0, Pr48=100, Pr4B=20。 从上面的叙述可知:设定 Pr48,Pr4A,Pr4B 这三个参数是根据我们控制器所能发送的最大脉 冲频率与工艺所要求的精度。在控制器的最大发送脉冲频率确定后,工艺精度要求越高,则 伺服电机能达到的最大速度越低。 做好上面的工作,编制好 PLC 程序,我们就可以控制伺服运转了。 本章是根据个人的理解简要叙述了控制伺服电机的方法。本人只是伺服电机的普通应用 者,经验不足。所以本文定有错误之处,请各位专家指正!以期得到进步。
实验4(设计性实验):组态王与松下PLC的联合控制实验(伺服电机位置控制)

实验4(设计性实验):组态王与松下PLC的联合控制实验(伺服电机位置控制)实验四组态王与松下PLC 的联合控制实验(伺服电机位置控制)一、实验目的1. 掌握组态王软件的基础知识及工程建立方法;2. 组态王通讯配置方法;3. 组态王的设备及变量的建立;4. 组态王、PLC 与位置控制模式的伺服电机的联合工作过程实现;二、实验要求组态王软件中建立应用工程,在工程中组态按键、参数设置及显示窗口等;通过按键操作,实现PLC 控制伺服电机按相应要求动作,相关运动参数的设定在组态王中完成。
设计动作要求:其中:动作1、动作2、动作3及动作5的运行速度可以在组态王中设定;动作4,指示灯点亮的延时时间可设定;组态王中,启动按键按下,动作开始执行;暂停按键按下,停止当前运行;按下停止键后,机械轴复位至原点。
三、实验原理参照参考资料。
循环2S 动作4四、实验内容及步骤1.实验内容:(1)建立组态王工程,并在工程中建立PLC设备,完成通讯设置;(2)组态按键、指示灯及参数设置框;(3)建立与PLC内部寄存器相关联的变量;(4)编写PLC控制程序2.实验步骤:1)完成连线及连线检查;2)接通总控台电源开关;3)启动计算机,运行松下PLC编程软件,并建立相应的工程及梯形图;4)新建一个组态王工程,配置好通讯线,按实验内容建立组态界面;5)编写好所有程序后,观察程序运行及程序调试;6)实验完毕关闭清理桌面,关闭电源开关。
五、实验报告1.绘制系统控制框图及流程图;2.组态王通讯及PLC的关联变量建立;3.PLC运行程序的编写以组态王软件组态。
六、程序示例。
plc如何控制伺服电机

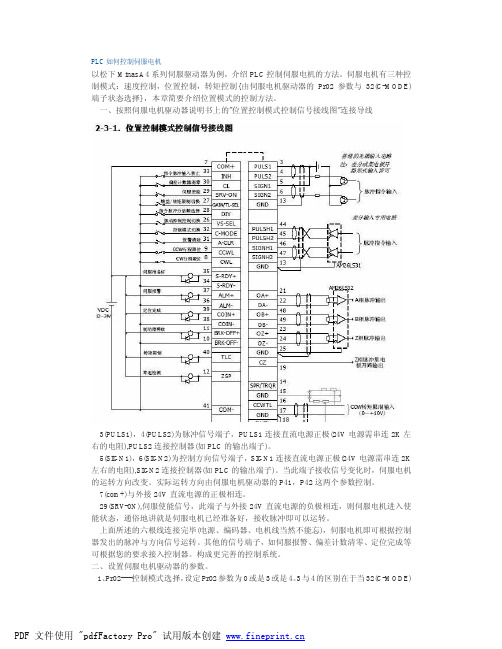
PLC如何控制伺服电机以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法。
一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
松下PLC控制伺服电机实例程序

松下PLC控制伺服电机实例程序上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈.PLC输出脉冲频率=(速度设定值/6)*100(HZ)。
上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。
PLC输出脉冲数=长度设定值*10。
上面两点的计算都是在伺服电机参数设定完的基础上得出的。
也就是说,在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致方法如下:机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。
为了保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。
松下PLC的CPU 本体可以发脉冲频率为100K,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU本体就不够了。
需要加大成本,如增加脉冲输出专用模块等方式。
知道了频率与脉冲数的算法就简单了,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图如下:松下伺服常见问题一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
PLC如何控制伺服电机

PLC如何控制伺服电机以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法。
一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K 左右的电阻),SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
PNP-松下伺服连西门子PLC接线说明示例

伺服输入信号:说明书上伺服输入信号端口都是默认与NPN输出的PLC接法,NPN输出就是伺服与PLC公共端24V+,PLC输出信号开关判断是否要与0V导通进行逻辑输出所以7脚COM公共端接的24V+,举例29脚SRV-ON使能信号接PLC的输出,31脚A-CLR也是一样的,由PLC输出控制那么如果PLC是PNP的输出,那就反着来PNP输出就是公共端0V,输出信号开关判断是否要与24V+导通进行逻辑输出所以7脚COM公共端接的0V,29脚SRV-ON使能信号接PLC的输出,31脚A-CLR也是一样的,由PLC输出控制输出信号:伺服默认的输出信号也是NPN输出接法,伺服输出信号开关判断是否要与0V导通进行逻辑输出,控制PLC输入触点负载通断举例ALM-37,36引脚:37接PLC的输入点,36接0V,伺服控制37与36的通断从而控制PLC输入触点负载的通断如果是要求伺服是PNP的输出,一样是反着来举例ALM-37,36引脚:37接24V+,36接PLC的输入点,伺服控制37与36的通断从而控制PLC输入触点负载的通断脉冲输入信号也是一样:支持12~24V脉冲,默认PLC是NPN输出如果你是24V的脉冲,建议用1,2,4,6端口(下面的②)因为1,2端口内置限流电阻,不用你PLC输出接了如果你用3,4,5,6,那么就需要外接限流电阻,电阻规格见①以脉冲+方向的NPN输出脉冲举例就是:1,2接24V+;4接脉冲,6接方向以脉冲+方向的PNP输出脉冲举例就是:1接脉冲,2接方向;4,6接0V松下伺服问题1)我司选用的PLC是西门子,所以是PNP形式,而松下伺服原有的电气接线原理图是NPN 形式,请问如何接线才能达到我使用的要求,我所用的50针点,只用到10针,分别是:1,2,4,6,7,29,31,41,36,37。
脉冲串接1脚,方向接2脚,4,6,7脚接0V,29脚接PLC输出点(伺服使能)或接在+24V,31接PLC输出(伺服警报清除),37脚接+24V,36脚接至PLC输入点(伺服报警)关于抱闸:10,1111接继电器控制脚,继电器另一端接24V+10接24V-,这样就形成一个回路,继电器再控制抱闸的通断。
plc如何控制伺服电机

PLC如何控制伺服电机以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法。
一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
PLC控制伺服电机的方法

PLC如何控制伺服电机以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法。
一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K 左右的电阻),SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
松下PLC伺服控制案例(PPT文档)

关于控制代码
关于控制代码
关于控制代码
FP-X晶体管输出型
20KHz × 2轴 100KHz × 2轴
FP-X 脉冲输出功能一览表
通道(No.)
使用的输入/输出接点编号
使用的存储区域
CW或Pulse CCW或Sign
输出
输出
原点输入
近原点输入
控制中标志
过程值区域
目标值区域
最大输 出频率
R903A
DT90044 DT90045
DT90046 DT90047
1CH:10kHz
F0(MV) F1(DMV)
CH1
Y1
Y3
X1
DT90052 <bit6>
R903B
DT90048 DT90049
DT90050 DT90051
2CH:5kHz F168(SPD1) F169(PLS)
关于控制代码
最大输 出频率
相关指令
CH0
Y0
Y1
X2
DT90052 <bit2>
R903A
DT90044 DT90045
DT90046
F0(MV)
DT90047 1CH:100kHz F1(DMV)
CH2
Y3
Y4
X5
DT90052 <bit4>
R903C
DT90200 DT90201
DT90202 DT90203
方向输出OFF 脉冲输出
高速计数 器过程值
加法
减法
DT9052的使用说明
DT9052的使用说明
DT9052
高速计数器控制标志
→对象PLC:FP0,FP-e 可以通过MV指令(F0)写入数值,进行高速计数器的复位、计数禁止、高速计数器 指令(F168)的终止及清除。 CH1用 CH0用
伺服电机的PLC控制方法

伺服电机的PLC控制方法以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K 左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
松下伺服电机的PLC驱动信号连接

松下伺服电机的PLC驱动信号连接松下伺服有位置模式(脉冲控制),速度模式和转矩模式(IO控制)三种。
后两者直接用PLC输出到驱动器指定的IO端口即可控制,当然要设定必要的参数,如模式设定,转速大小,转矩大小等。
位置模式较为常用,用于定位场所使用。
可以使用正反脉冲控制,也可以使用脉冲加方向控制。
对于接线请参照伺服驱动器说明书。
可以正确的控制,关键在于接线正确和参数设定正确。
最基本的接线伺服驱动器侧 PLC侧1,2,7 ------接外部24V4 ----------正脉冲 Y06 ----------反脉冲 Y129 ---------伺服使能输出点31 ---------报警清除输出点37 ---------伺服报警输入点19 ---------伺服Z相高速计数器端口或1PG的PG0-端25,36,41---接外部0V松下A5伺服驱动器I/F口(X4)接脚详解1脚:OPC1,指令脉冲输入2,脉冲信号2脚:OPC2,指令符号输入2,控制方向3脚:PULS1,指令脉冲输入2,12V需串接1KΩ,1/2W的电阻, 24V需串接21KΩ,1/2W的电阻4脚:PULS2,指令脉冲输入2,plc脉冲输出端子。
5脚:SIGN1,指令符号输入2,12V需串接1KΩ,1/2W的电阻, 24V需串接21KΩ,1/2W的电阻6脚:SIGN2,指令符号输入2,plc继电器输出端子,1——6脚该段输入脉冲在500kpps以下使用。
为光电耦合器输入。
对应行驱动线/开路集电极。
容许输入最高频率在长线驱动器输入时为500kpps,集电极开路输入时为200kpps。
设置参数为:PR0.05指令脉冲输入选择PR0.06指令脉冲极性设定PR0.07指令脉冲输入模式设定最大输入电压DC24V,额定电流10mA。
(输入电路参考3--30)7脚:COM ,控制信号电源().电源的最低电压为11.4V以上。
8脚:NOT,反向驱动禁止输入。
9脚:POT,正向驱动禁止输入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松下PLC控制伺服电机实例程序上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈.PLC输出脉冲频率=(速度设定值/6)*100(HZ)。
上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。
PLC输出脉冲数=长度设定值*10。
上面两点的计算都是在伺服电机参数设定完的基础上得出的。
也就是说,在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致方法如下:机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。
为了保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。
松下PLC的CPU本体可以发脉冲频率为100K,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU本体就不够了。
需要加大成本,如增加脉冲输出专用模块等方式。
知道了频率与脉冲数的算法就简单了,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图如下:松下伺服常见问题一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
(请参考《使用说明书》中关于增益调整的内容)2.松下交流伺服驱动器上电就出现22号报警,为什么?22号报警是编码器故障报警,产生的原因一般有:编码器接线有问题:断线、短路、接错等等,请仔细查对;电机上的编码器有问题:错位、损坏等,请送修。
3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办?伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。
(请参考《使用说明书》中关于增益调整的内容)4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不管是正转指令还是反转指令,电机只朝一个方向转,为什么?松下交流伺服系统在位置控制方式下,可以接收三种控制信号:脉冲/方向、正/反脉冲、A/B正交脉冲。
驱动器的出厂设置为A/B正交脉冲(No42为0),请将No42改为3(脉冲/方向信号)。
5.松下交流伺服系统的使用中,能否用伺服-ON作为控制电机脱机的信号,以便直接转动电机轴?尽管在SRV-ON信号断开时电机能够脱机(处于自由状态),但不要用它来启动或停止电机,频繁使用它开关电机可能会损坏驱动器。
如果需要实现脱机功能时,可以采用控制方式的切换来实现:假设伺服系统需要位置控制,可以将控制方式选择参数No02设置为4,即第一方式为位置控制,第二方式为转矩控制。
然后用C-MODE来切换控制方式:在进行位置控制时,使信号C-MODE 打开,使驱动器工作在第一方式(即位置控制)下;在需要脱机时,使信号C-MODE闭合,使驱动器工作在第二方式(即转矩控制)下,由于转矩指令输入TRQR未接线,因此电机输出转矩为零,从而实现脱机。
6.在我们开发的数控铣床中使用的松下交流伺服工作在模拟控制方式下,位置信号由驱动器的脉冲输出反馈到计算机处理,在装机后调试时,发出运动指令,电机就飞车,什么原因?这种现象是由于驱动器脉冲输出反馈到计算机的A/B正交信号相序错误、形成正反馈而造成,可以采用以下方法处理:A.修改采样程序或算法;B.将驱动器脉冲输出信号的A+和A-(或者B+和B-)对调,以改变相序;C.修改驱动器参数No45,改变其脉冲输出信号的相序。
7.在我们研制的一台检测设备中,发现松下交流伺服系统对我们的检测装置有一些干扰,一般应采取什么方法来消除?由于交流伺服驱动器采用了逆变器原理,所以它在控制、检测系统中是一个较为突出的干扰源,为了减弱或消除伺服驱动器对其它电子设备的干扰,一般可以采用以下办法:A.驱动器和电机的接地端应可靠地接地;B.驱动器的电源输入端加隔离变压器和滤波器;C.所有控制信号和检测信号线使用屏蔽线。
干扰问题在电子技术中是一个很棘手的难题,没有固定的方法可以完全有效地排除它,通常凭经验和试验来寻找抗干扰的措施。
8.伺服电机为什么不会丢步?伺服电机驱动器接收电机编码器的反馈信号,并和指令脉冲进行比较,从而构成了一个位置的半闭环控制。
所以伺服电机不会出现丢步现象,每一个指令脉冲都可以得到可靠响应。
9.如何考虑松下伺服的供电电源问题?目前,几乎所有日本产交流伺服电机都是三相200V供电,国内电源标准不同,所以必须按以下方法解决:A.对于750W以下的交流伺服,一般情况下可直接将单相220V接入驱动器的L1,L3端子;B.对于其它型号电机,建议使用三相变压器将三相380V 变为三相200V,接入驱动器的 L1,L2,L3。
10.对伺服电机进行机械安装时,应特别注意什么?由于每台伺服电机后端部都安装有旋转编码器,它是一个十分易碎的精密光学器件,过大的冲击力肯定会使其损坏。
详情请参阅网站:步进电机和交流伺服电机性能比较步进电机是一种离散运动的装置,它和现代数字控制技术有着本质的联系。
在目前国内的数字控制系统中,步进电机的应用十分广泛。
随着全数字式交流伺服系统的出现,交流伺服电机也越来越多地应用于数字控制系统中。
为了适应数字控制的发展趋势,运动控制系统中大多采用步进电机或全数字式交流伺服电机作为执行电动机。
虽然两者在控制方式上相似(脉冲串和方向信号),但在使用性能和应用场合上存在着较大的差异。
现就二者的使用性能作一比较。
一、控制精度不同两相混合式步进电机步距角一般为3.6°、1.8°,五相混合式步进电机步距角一般为0.72 °、0.36°。
也有一些高性能的步进电机步距角更小。
如四通公司生产的一种用于慢走丝机床的步进电机,其步距角为0.09°;德国百格拉公司(BERGER LAHR)生产的三相混合式步进电机其步距角可通过拨码开关设置为1.8°、0.9°、0.72°、0.36°、0.18°、0.09°、0.072°、0.036°,兼容了两相和五相混合式步进电机的步距角。
交流伺服电机的控制精度由电机轴后端的旋转编码器保证。
以松下全数字式交流伺服电机为例,对于带标准2500线编码器的电机而言,由于驱动器内部采用了四倍频技术,其脉冲当量为360°/10000=0.036°。
对于带17位编码器的电机而言,驱动器每接收217=131072个脉冲电机转一圈,即其脉冲当量为360°/131072=9.89秒。
是步距角为1.8°的步进电机的脉冲当量的1/655。
二、低频特性不同步进电机在低速时易出现低频振动现象。
振动频率与负载情况和驱动器性能有关,一般认为振动频率为电机空载起跳频率的一半。
这种由步进电机的工作原理所决定的低频振动现象对于机器的正常运转非常不利。
当步进电机工作在低速时,一般应采用阻尼技术来克服低频振动现象,比如在电机上加阻尼器,或驱动器上采用细分技术等。
交流伺服电机运转非常平稳,即使在低速时也不会出现振动现象。
交流伺服系统具有共振抑制功能,可涵盖机械的刚性不足,并且系统内部具有频率解析机能(FFT),可检测出机械的共振点,便于系统调整。
三、矩频特性不同步进电机的输出力矩随转速升高而下降,且在较高转速时会急剧下降,所以其最高工作转速一般在300~600RPM。
交流伺服电机为恒力矩输出,即在其额定转速(一般为2000RPM或3000RPM)以内,都能输出额定转矩,在额定转速以上为恒功率输出。
四、过载能力不同步进电机一般不具有过载能力。
交流伺服电机具有较强的过载能力。
以松下交流伺服系统为例,它具有速度过载和转矩过载能力。
其最大转矩为额定转矩的三倍,可用于克服惯性负载在启动瞬间的惯性力矩。
步进电机因为没有这种过载能力,在选型时为了克服这种惯性力矩,往往需要选取较大转矩的电机,而机器在正常工作期间又不需要那么大的转矩,便出现了力矩浪费的现象。
五、运行性能不同步进电机的控制为开环控制,启动频率过高或负载过大易出现丢步或堵转的现象,停止时转速过高易出现过冲的现象,所以为保证其控制精度,应处理好升、降速问题。
交流伺服驱动系统为闭环控制,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,一般不会出现步进电机的丢步或过冲的现象,控制性能更为可靠。