高级焊工实操
高级焊工实操考试内容层次结构表
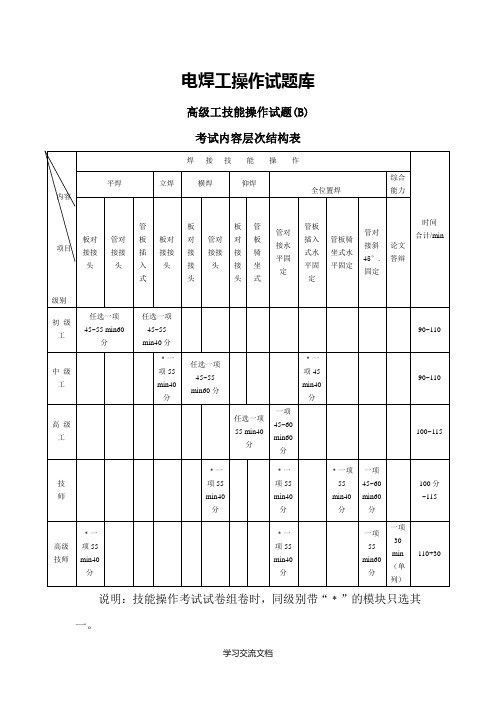
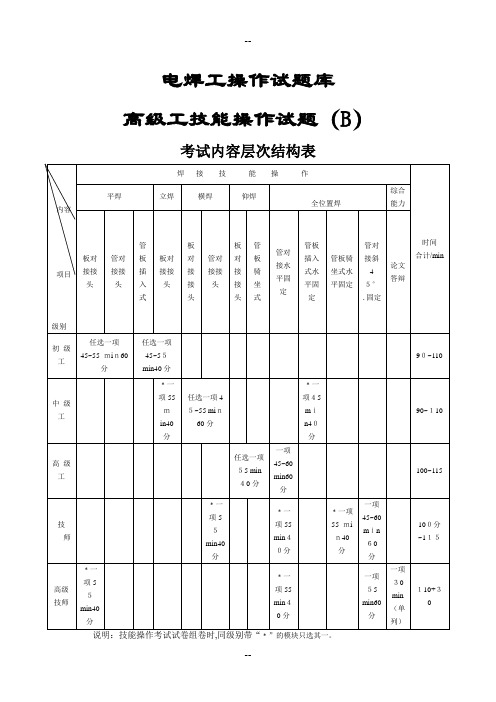
电焊工操作试题库高级工技能操作试题(B)考试内容层次结构表说明:技能操作考试试卷组卷时,同级别带“﹡”的模块只选其一。
鉴定要素细目表工种:电焊工级别:高级工鉴定方式:技能操作X—核心要素;Y—一般要素。
高级工技能操作试题(B)一、管V形坡口对接水平固定非熔化极气体保护焊(AAA)(一)测量模块1.考试要求(1)必须穿戴劳动保护用品。
(2)必备的工具、用具准备齐全。
(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属的光泽,焊丝除锈。
(4)根部焊道不允许有未焊透,单面焊双面成形。
(5)组对时错边应控制在允许范围内。
(6)定位焊不得在6点处。
(7)试件在开始焊接后,焊接位置不得改变。
(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(9)符合安全、文明生产。
2.考试时限(1)准备时间:15min。
(2)操作时间:40min.(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
职业技能鉴定国家题库统一试卷三级电焊操作工技能操作考核评分记录表转换号:姓名:工作单位:考评员签字:年月日4.否定项(1)焊缝出现裂纹、未熔合。
(2)焊接操作时任意更改焊件位置。
(3)焊缝原始表面被破坏。
一、20钢管V形坡口对接水平固定手工钨极氩弧焊1)准备要求(1)材料准备:以下所需材料由鉴定站准备。
试件形状及尺寸如下图所示:(略)(2)设备准备:以下所需设备由鉴定站准备。
(1)工具、量具准备:①以下所需工具、量具由鉴定站准备。
②以下所需工具、量具由考生准备。
2)操作考试规定及说明(1)操作程序说明:①准备工作。
②检查焊机运行是否正常。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
(2)考试规定说明①如操作违章,将停止考试。
②考试采用100分制,然后按鉴定比重进行折算。
③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。
④测量技能说明:本项目主要测试考生对管V形坡口对接水平固定手工钨极氩弧焊的掌握程度。
高级焊工实操(B)
电焊工操作试题库高级工技能操作试题(B)考试内容层次结构表说明:技能操作考试试卷组卷时,同级别带“﹡”的模块只选其一。
鉴定要素细目表X—核心要素;Y—一般要素。
高级工技能操作试题(B)一、管V形坡口对接水平固定非熔化极气体保护焊(AAA)(一)测量模块1.考试要求(1)必须穿戴劳动保护用品。
(2)必备的工具、用具准备齐全。
(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属的光泽,焊丝除锈。
(4)根部焊道不允许有未焊透,单面焊双面成形。
(5)组对时错边应控制在允许范围内。
(6)定位焊不得在6点处。
(7)试件在开始焊接后,焊接位置不得改变。
(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(9)符合安全、文明生产。
2.考试时限(1)准备时间:15min。
(2)操作时间:40min.(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
职业技能鉴定国家题库统一试卷三级电焊操作工技能操作考核评分记录表转换号:姓名:工作单位:考评员签字:ﻩ年月日4.否定项(1)焊缝出现裂纹、未熔合。
(2)焊接操作时任意更改焊件位置。
(3)焊缝原始表面被破坏。
一、20钢管V形坡口对接水平固定手工钨极氩弧焊1)准备要求(1)材料准备:以下所需材料由鉴定站准备。
试件形状及尺寸如下图所示:(略)(2)设备准备:以下所需设备由鉴定站准备。
(1)工具、量具准备:①以下所需工具、量具由鉴定站准备。
②以下所需工具、量具由考生准备。
2)操作考试规定及说明(1)操作程序说明:①准备工作。
②检查焊机运行是否正常。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
(2)考试规定说明①如操作违章,将停止考试。
②考试采用100分制,然后按鉴定比重进行折算。
③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。
④测量技能说明:本项目主要测试考生对管V形坡口对接水平固定手工钨极氩弧焊的掌握程度。
《焊工》高级工实操考场记录表

□选手恶意调试损坏焊接设备影响下一场比赛的,若查出此类行为,取消该选手全部考试成绩。
板对接
横位
点焊位置:两端坡口内<20毫米
点焊方法:焊条电弧焊
试件高度:焊缝高度不大于1.2米
钢印位置:在夹持端的外侧
管板组合件
管管
点焊位置:坡口内10点.2点, <10mm
点焊方法:氩弧焊
试件高度:焊缝高度不大于1.2米
钢印位置:在夹持端的外侧最高处12点位置
管板
点焊位置:坡口内10点.2点, <10mm
点焊方法:氩弧焊
试件高度:焊缝高度不大于1.2米
钢印位置:在夹持端的外侧最高处12点位置
⊥型角焊
平角
点焊位置:组件两端面和缝背面中间<15mm
点焊方法:的外侧上面
结束时间
违规扣分
□选手在规定的比赛时间内未完成,每超时一分钟,扣10分。
□未按安全规程进行操作的,扣10~20分。
《焊工》高级工实操考场记录表
姓名
场次
钢印号
单位
工位
开始时间
记录项目
记录内容
选手签字
裁判签字
焊前准备
□操作架完好、□电焊机完好、□焊材齐全、□试件齐全、□试件尺寸合格、□供气完好、□钢印号选手证号一致
板对接
仰位
点焊位置:两端坡口内<20毫米
点焊方法:焊条电弧焊
试件高度:焊缝高度不大于1.2米
钢印位置:在夹持端的外侧
电焊工高级技师实操试题
电焊工高级技师实操试题
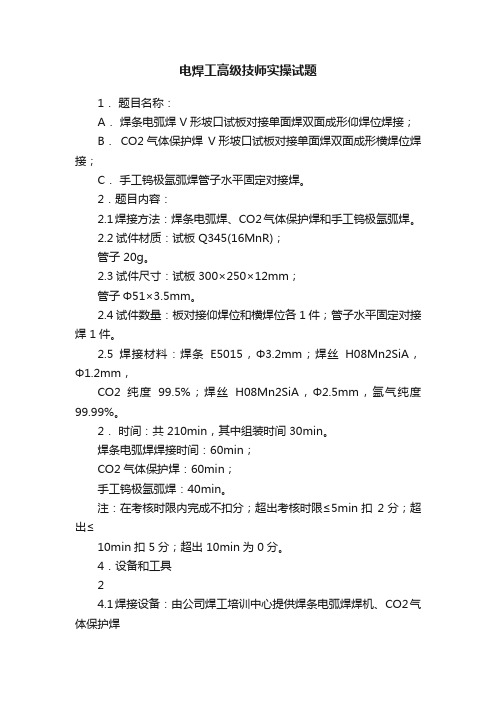
1.题目名称:
A.焊条电弧焊 V形坡口试板对接单面焊双面成形仰焊位焊接;
B.CO2气体保护焊V形坡口试板对接单面焊双面成形横焊位焊接;
C.手工钨极氩弧焊管子水平固定对接焊。
2.题目内容:
2.1焊接方法:焊条电弧焊、CO2气体保护焊和手工钨极氩弧焊。
2.2试件材质:试板 Q345(16MnR);
管子 20g。
2.3试件尺寸:试板300×250×12mm;
管子Φ51×3.5mm。
2.4试件数量:板对接仰焊位和横焊位各 1件;管子水平固定对接焊 1件。
2.5焊接材料:焊条E5015,Φ
3.2mm;焊丝H08Mn2SiA,Φ1.2mm,
CO2纯度99.5%;焊丝H08Mn2SiA,Φ2.5mm,氩气纯度99.99%。
2.时间:共 210min,其中组装时间 30min。
焊条电弧焊焊接时间:60min;
CO2气体保护焊:60min;
手工钨极氩弧焊:40min。
注:在考核时限内完成不扣分;超出考核时限≤5min扣2分;超出≤
10min扣 5分;超出 10min为 0分。
4.设备和工具
2
4.1焊接设备:由公司焊工培训中心提供焊条电弧焊焊机、CO2气体保护焊
焊机和手工钨极氩弧焊焊机。
4.2工具:自备劳保用品(面罩、手套、劳保皮鞋、工作服、帽等)和工具(角
向磨光机、手锤、焊钳、电缆、锉刀、錾子、刨锤、钢丝刷等)。
5.考核和检验标准:按《锅炉压力容器焊工考试规则》要求。
接图纸操作。
焊工实操教学教案设计模板

一、教学目标1. 知识目标:使学生掌握焊工的基本操作技能,了解焊接原理和安全知识。
2. 技能目标:培养学生焊接操作能力,提高焊接质量,使学生在实际操作中能够熟练掌握焊接技术。
3. 素质目标:培养学生的团队协作精神、创新意识和安全意识,提高学生的职业道德。
二、教学内容1. 焊接原理及安全知识2. 焊接设备的使用与维护3. 焊接工艺参数的确定4. 焊接操作技能训练5. 焊接质量检验与评定三、教学过程1. 导入新课(1)简要介绍焊接技术在我国的发展历程及焊接技术在工业生产中的应用。
(2)明确本节课的学习目标。
2. 理论学习(1)讲解焊接原理及安全知识,使学生了解焊接的基本概念、焊接方法、焊接设备、焊接材料等。
(2)讲解焊接工艺参数的确定方法,使学生掌握焊接参数对焊接质量的影响。
3. 实操训练(1)焊接设备的使用与维护:指导学生正确使用焊接设备,并讲解设备的维护保养方法。
(2)焊接操作技能训练:讲解焊接操作的基本步骤,让学生进行焊接操作训练,如焊接接头、焊接坡口等。
(3)焊接质量检验与评定:讲解焊接质量检验的方法,让学生进行焊接质量检验,并对焊接质量进行评定。
4. 总结与反思(1)总结本节课的学习内容,强调焊接技术的重要性。
(2)引导学生反思自己在焊接操作过程中的不足,提出改进措施。
四、教学评价1. 课堂表现:观察学生在课堂上的学习态度、参与度等。
2. 实操考核:对学生的焊接操作技能进行考核,包括焊接质量、焊接速度、安全操作等方面。
3. 课后作业:布置课后作业,要求学生巩固所学知识,提高焊接技能。
五、教学资源1. 教材:选用适合焊接技术的教材,如《焊接工艺学》、《焊接技术》等。
2. 实验室:配备焊接设备、焊接材料、焊接工具等。
3. 辅导资料:提供焊接技术相关书籍、视频、网络资源等。
4. 教师资源:具备丰富焊接经验的教师,为学生提供实践指导和答疑解惑。
焊工高级工实操考试题B卷
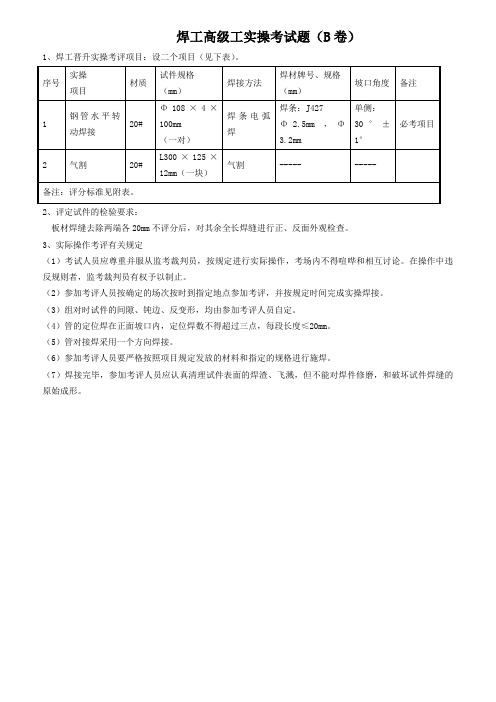
焊工高级工实操考试题(B卷)
1、焊工晋升实操考评项目:设二个项目(见下表)。
2、评定试件的检验要求:
板材焊缝去除两端各20mm不评分后,对其余全长焊缝进行正、反面外观检查。
3、实际操作考评有关规定
(1)考试人员应尊重并服从监考裁判员,按规定进行实际操作,考场内不得喧哗和相互讨论。
在操作中违反规则者,监考裁判员有权予以制止。
(2)参加考评人员按确定的场次按时到指定地点参加考评,并按规定时间完成实操焊接。
(3)组对时试件的间隙、钝边、反变形,均由参加考评人员自定。
(4)管的定位焊在正面坡口内,定位焊数不得超过三点,每段长度≤20mm。
(5)管对接焊采用一个方向焊接。
(6)参加考评人员要严格按照项目规定发放的材料和指定的规格进行施焊。
(7)焊接完毕,参加考评人员应认真清理试件表面的焊渣、飞溅,但不能对焊件修磨,和破坏试件焊缝的原始成形。
焊工高级工实操考试评分表(B卷)。
焊工考试焊接实操
焊工考试焊接实操
焊工考试中的实操部分,就像是让你真刀真枪地秀一手,看你的手艺到不到位,安全意识强不强。
这里头几个重点环节,我给你掰扯掰扯:
开干前的预备动作:得先把要焊的东西拾掇干净,切好、摆正、夹紧了,保证焊接的地方利索,这样焊出来的活儿才漂亮。
设备调校:得会摆弄那些焊接机器,像电流、电压啊,还有气体流量这些,调得恰到好处,让机器听你的话,焊接过程才能顺顺当当。
安全第一:这可是大事儿,你得全副武装,戴好防护面具、手套、工作服,安全帽也别落下,还有防火防爆防电击的知识得烂熟于心。
手法活儿:焊接的时候,站姿、拿焊枪的姿势,还有焊的速度,这些都有讲究。
焊缝开始和结束怎么处理,也得拿捏得准,这样才能焊得既好看又结实。
焊缝质量:考官得看看你焊出来的缝儿平不平滑,有没有裂痕、气泡、杂质这些瑕疵。
你得知道怎么控制,让焊缝既美观又结实。
特殊技能:有时候,考试还会考你一些特别的手艺,比如用不同的焊接方法,每一种都有它的独门秘诀。
眼观六路耳听八方:焊接的时候,你还得时刻注意周围的安全,飞溅的火花、有害气体这些都得妥善处理,别让自己或者别人受伤。
总的来说,实操考试就是要看你动真格的本事,不仅要手艺好,还得安全意识强,多练多琢磨,上了考场才能游刃有余。
高级焊工培训的实操练习和注意事项
高级焊工培训的实操练习和注意事项2023年,随着全球制造业的快速发展,焊工行业也呈现出了快速发展趋势。
特别是在新能源汽车、智能家居等领域,对焊接技术的精确度和可靠性要求越来越高,这就对焊工的技能和水平提出了更高的要求。
为了让焊工掌握更高级的焊接技术和适应未来发展的需求,高级焊工培训的实操练习也变得十分重要。
在实操培训中,需要焊工遵守以下注意事项。
1. 操作前进行全面的安全检查焊接属于高温作业,一旦操作不当,极易引发安全事故。
在操作前必须对工作场所、设备、工具和防护措施进行全面检查。
确保所有设备的运行正常和稳定,管理好焊接过程中产生的高温溅射、毒气等危险物品,保证人身安全和设备完好。
2. 多样化的焊接方法选型随着技术的进步,焊接的方法也越来越多样化,如电弧焊、TIG 焊、MIG/MAG焊、激光焊等。
在实操练习中,焊工需要掌握多种焊接方式的选用,以便在不同场合下使用到合适的焊接方式,保证产品质量。
3. 选择适合的焊材钢材、铝材、铜材、不锈钢等焊接材料及其不同牌号、质量也会对焊接效果产生很大的影响。
在焊接实操中,焊工需要了解各种焊接材料的特性和差异,并能正确选择相应的焊接材料。
4. 掌握操作技巧焊接操作时涉及到高温、高压和强电等危险因素,操作要求极为复杂,需要熟练掌握相关的操作技巧。
在实操培训中,焊工应注重细节,熟练掌握提高焊接质量和效率的技巧,同时也要严格遵循操作规程,如手脚放置位置、电弧对准角度和等离子切割距离等,避免出现不必要的错误。
5. 强化质量意识高级焊工培训中的实操练习,不仅是平时的训练,更是直接关系到产品质量的生产实践。
焊工应强化质量意识,把质量放在第一位。
对焊接产品进行全面检查,确保产品的可靠性和完整性,最终输出满足客户要求的优质产品。
未来,焊工行业将是一个越来越重要的职业领域。
高级焊工培训的实操练习和注意事项,将是关系到焊工未来职业道路发展的关键所在。
焊工要不断提高自己的技能水平,抓住机遇,迎接未来的挑战。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊工操作试题库
高级工技能操作试题(B)
考试内容层次结构表
﹡”得模块只选其一。
鉴定要素细目表
工种:电焊工级别:高级工鉴定方式:技能操作
X—核心要素;Y—一般要素。
高级工技能操作试题(B)
一、管V形坡口对接水平固定非熔化极气体保护焊(AAA)
(一)测量模块
1、考试要求
(1)必须穿戴劳动保护用品。
(2)必备得工具、用具准备齐全。
(3)焊前将试件坡口处得油污、氧化膜清理干净,露出金属得光泽,焊丝除锈。
(4)根部焊道不允许有未焊透,单面焊双面成形。
(5)组对时错边应控制在允许范围内。
(6)定位焊不得在6点处。
(7)试件在开始焊接后,焊接位置不得改变。
(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(9)符合安全、文明生产。
2、考试时限
(1)准备时间:15min。
(2)操作时间:40min、
(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
职业技能鉴定国家题库统一试卷三级电焊操作工技能操作考核评分记录表转换号: 姓名: 工作单位:
考评员签字: 年月日4、否定项
(1)焊缝出现裂纹、未熔合。
(2)焊接操作时任意更改焊件位置。
(3)焊缝原始表面被破坏。
一、20钢管V形坡口对接水平固定手工钨极氩弧焊
1)准备要求
(1)材料准备:以下所需材料由鉴定站准备。
试件形状及尺寸如下图所示:(略)
(2)设备准备:以下所需设备由鉴定站准备。
(1)工具、量具准备:
①以下所需工具、量具由鉴定站准备。
②以下所需工具、量具由考生准备。
2)操作考试规定及说明
(1)操作程序说明:
①准备工作。
②检查焊机运行就是否正常。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
(2)考试规定说明
①如操作违章,将停止考试。
②考试采用100分制,然后按鉴定比重进行折算。
③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。
④测量技能说明:本项目主要测试考生对管V形坡口对接水平固定手工钨极氩弧焊得掌握程度。
3)考试时限
同测量模块。
4)配分、评分标准
同测量模块。
二、板V形坡口对接仰位焊条电弧焊
(一)测量模块
1、考试要求
(1)必须穿戴劳动保护用品。
(2)必备得工具、用具准备齐全。
(3)焊前将试件坡口处得油污、氧化膜清理干净,露出金属得光泽。
(4)单面焊双面成形
(5)定位焊在试件背面两端20mm范围内。
(6)预留反变形。
(7)严格按规定位置进行焊接,不得随意变更。
(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(9)符合安全、文明生产。
2、考试时限
(1)准备时间:15min。
(2)操作时间:40min、
(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
职业技能鉴定国家题库统一试卷三级电焊操作工技能操作考核评分记录表
考评员签字: 年月日4、否定项
(1)焊缝出现裂纹、未熔合缺陷。
(2)焊接操作时任意更改焊件位置。
(3)焊缝原始表面被破坏。
二、Q235-A钢板V形坡口对接仰位焊条电弧焊
1)准备要求
(1)材料准备:以下所需材料由鉴定站准备。
试件形状及尺寸如下图所示:(略)
(2)设备准备:以下所需设备由鉴定站准备。
(3)工具、量具准备:
①以下所需工具、量具由鉴定站准备。
②以下所需工具、量具由考生准备。
2)操作考试规定及说明
(1)操作程序说明:
①准备工作
②检查焊机运行就是否正常。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
(2)考试规定说明
①如操作违章,将停止考试。
②考试采用100分制,然后按鉴定比重进行折算。
③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。
④测量技能说明:本项目主要测试考生对板V形坡口对接仰位焊条电弧焊单面焊双面成形技术得掌握程度。
3)考试时限
同测量模块。
4)配分、评分标准
同测量模块。