HT300灰口铸铁金相检测2014
灰球铸铁铸件检验标准完成版

液压铸铁铸件检验标准范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
灰球铸铁件3.1 灰铸铁件3.1.1 灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
3.1.2 灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
3.1.3 灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
高强度灰铸铁(HT300)研究

高强度灰铸铁(HT300)研究作者:袁执一来源:《现代商贸工业》2010年第13期摘要:虽然人类掌握灰铸铁的熔炼技术已有好几千年的历史,但是在如何提高其强度和力学性能方面,我们仍然有很多工作要做。
在探寻企业在有效控制产品成本的前提下,稳定高效的生产高强度、高使用性能的灰铸铁的方法,提高产品的市场适应力,增强企业的市场竞争力。
关键词:高强度灰铸铁;铸造;熔炼工艺中图分类号:TB文献标识码:A文章编号:1672-3198(2010)13-0369-010 前言随着公司市场开发拓展,越来越多的高技术质量要求的铸造产品纳入公司的生产序列。
在有效控制生产成木的前提下,如何稳定高效的获得高强度灰铸铁,满足顾客的定货要求,是我们一个研究课题,本文叙述了在电炉熔炼的条件下,高强度(HT300)灰铸铁的生产技术。
1 目标在尽量保持原有的熔炼工艺基础上,通过综合运用现有的熔炼技术,达到细化灰铸铁中的石墨,适当增加灰铸铁中珠光体含量,形成碳化物以提高灰铸铁的机械性能,使其抗拉强度达到300N/mm2,并将三角试片白口宽度控制在4mm以下,防止“白口”现象的发生,以保证产品的质量。
2 面临的问题我们厂生产的灰铸铁件主要牌号足HT200和HT250,无法生产抗拉强度达300N/mm2到合格的HT300产品。
主要原因是铸件内部珠光体含量少,石墨多数成片状,从而分割基休,在石墨尖角处且易造成应力集中,形成了许多微小裂纹,使灰铸铁的抗拉强度、塑性和韧性远低于钢,因此降低了铸件的机械性能。
3 分析影响材料性能的因数有:3.1 碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量(CE=C+1/3Si)较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,形成大量片状石墨。
这样的石翠会大大降低灰铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少,铁素体量增加。
灰球铸铁铸件检验标准完成

液压铸铁铸件检验标准范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚 relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理 graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
灰球铸铁件3.1 灰铸铁件3.1.1 灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
3.1.2 灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
3.1.3 灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
灰球铸铁铸件检验标准完成

液压铸铁铸件检验标准范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
灰球铸铁件3.1 灰铸铁件3.1.1 灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
3.1.2 灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
3.1.3 灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
灰铸铁金相检验

灰铸铁金相检验灰铸铁中的石墨是以两种不同形式形成,一是由渗碳体的分解而形成,Fe3C→3Fe2+C石墨。
二是从液体或奥氏体中直接析出,当液体或奥氏体在比较接近于平衡的冷却条件下,则液体(或固溶体)就可比通常结晶温度(或相变点)略高的情况下(如在1130~1135℃和723~738℃)直接形成石墨。
一、金相试样的选取及制备1. 试样的选取一般是取自试块或挠曲棒上或取自铸件的本身或在铸件毛胚加工面上端30mm处切取或筒浇制活塞环可在每筒下端不大于铸件壁厚二倍的位置上切取。
2. 试样的制备将试样观察面在细砂轮上磨平,然后分几道砂纸磨制至抛光,消除试样磨面的划痕。
铸铁石墨不使其污染或拖曳。
3. 试样的抛光选用短毛纤维柔软的平绒、呢或丝绸。
抛光粉最好是具有细致尖利性。
经过细化加工处理的氧化铝,或常用的氧化铬、氧化铁。
在开始抛光时对抛光粉的浓度可以高些,这对防止石墨拖曳有好处。
抛光时用力要适中均衡,随时转动变换试样方向,将至完成时把抛光粉减薄,并用力减轻。
最后清水冲洗试样,再轻微抛光用干净丝绒擦干就可观察石墨,以观察试样无划痕,石墨呈灰暗为标准。
每个试样一般抛光5~6分钟即可。
4. 试样的侵蚀一般采用2~5%硝酸酒精溶液或4%苦味酸酒精溶液。
二、灰铸铁金相检验及评定方法石墨的类型,石墨的长度和数量、共晶石墨的控制,基体组织中的珠光体的分散度,铁素体含量,磷共晶的类型及分布特征和面积大小程度,渗碳体数量等。
可按GB/T 7216-1987,ASTM A247-06,ISO 945-75等标准检验。
三、灰铸铁的组织和性能1. 石墨的形态及识别以两种不同形式形成:由渗碳体的分解而形成,Fe3C→3Fe2+C石墨;由从液体或奥氏体中直接析出。
A型片状石墨无方向性均匀散布;B菊花状石墨中心以小片状与点状石墨向外伸展形呈菊花形分布;D型石墨(共晶石墨)又称树枝状石墨或称过冷石墨以点状与小片状石墨呈方向性枝晶分布;E型石墨以小片状石墨呈方向性枝晶分布;F型石墨呈星射状。
灰铸铁金相分析

四、铸铁的金相检验 铸铁是应用最为广泛的一种铸造合金, 铸铁的产量约占铸造合金总产量的75%以上。 1、铸铁的定义:铸铁是以铸造生铁为主要 原料,经配料、化铁炉熔化,并浇注成形的 高碳系铁碳合金,称为铸铁。 2、铸铁的化学成分范围: 铸铁的成分范围大致为:2.4~4.0%C, 0.6~3.0%Si,0.2~1.2%Mn,0.08~ 0.12%P,0.08~0.15%S。有时还加入各种 合金元素,以获得具有各种性能的合金铸铁。
(1)分布特征 晶间无向性分 布(点状石墨) (2)形成条件 a、亚共晶成分 b、冷速快 (3)对性能的影响 不好(现在观 点:好)
(1)分布特征 晶间有向性分布 (2)形成条件 a、亚共晶成分(比 D低) b、冷速较慢 (3)对性能的影响 不好
(1)分布特征 星状分布 (2)形成条件 a、过共晶成分 b、冷速较快 (3)对性能的影 响 不好
1、各点的温度、含碳量、意义
2、各线的名称、意义
3、各面的名称、意义 1)5个单相区 2)7个两相区 3)、非常大的零件; 2、尺寸:非常短、非常长的零件; 3、结构:非常复杂,无法加工的零件; 4、可以利用某些合金的特性; 5、可以实现小无车削加工。
(3)白口铸铁的金相检验 a、白口层深度 b、白口区的石墨 c、白口组织
2)麻口铸铁 麻口铸铁具有白口和灰口的混合组织, 断口呈灰、白色交错。其金相组织为珠光体 (P)+铁素体(F)+化合物(Fe3C) +石墨(G)。 这种铸铁由于既不利于机械加工,又无 特殊优异的使用性能,故一般很少使用。
3)灰口铸铁:在铸铁的金相组织中,碳以石 墨的形态存在,这种铸铁称为灰口铸铁。 根据石墨的形态不同又分为: 石墨形态:片状—灰铸铁 蠕虫状—蠕墨铸铁 球状—球墨铸铁 絮状—可锻铸铁
HT300

HT300材料类别:灰铸铁材料牌号:HT300,指的是试棒直径:30mm最低抗拉强度为300MPa的灰铸铁。
材料标准:GB 9439-88为珠光体类型的灰铸铁。
其强度高,耐磨性好,但白口倾向大,铸造性能差,需进行人工时效处理。
用于机械制造中重要铸件,如床身导轨、车床、冲床及受力较大的床身、主轴箱齿轮等;还可用作高压油缸、泵体、阀体等以及镦模、冷冲模和需经表面淬火的零件。
核心成分:(供参考) 碳 C:2.71 硅 Si:1.75 锰 Mn:0.71 硫 S:0.11 磷P:0.055 铬 Cr: 镍 Ni: 铜 Cu: 钛 Ti: 钼 Mo: 钒 V: 镁 Mg: 铼 Re: 铝 Al: 钨 W: 硼 B: 锑 Sb: 铌 Nb: 氮 N: 其它:力学性能试样尺寸:试棒直径:30mm 抗拉强度σb(MPa):300 屈服强度σs(MPa): 条件屈服强度σ0.2(MPa): 伸长率δ(%): 冲击韧性值αkv(J/cm2): 蠕化率VG(%): 挠度f(mm): 布氏硬度(HBS100/3000):(RH=1时)231HB铁素体+片状石墨+珠光体热去应力退火 530~550℃, 4~6h;200℃出炉HT300应使用60#中软黑色炭化硅砂轮。
精磨时采用80#中硬黑色炭化硅砂轮。
适于制造承受高夸曲应力,要求保持高气密性的铸件,如重型机床床身、齿轮、凸轮,大型发动机曲轴j汽缸体、高压油缸、轧钢机座等。
由碳的存在形式和断口状态分类灰口铸铁:大部分或全部以游离态的石墨存在于铸铁中,断口为暗灰色。
白口铸铁:少量碳溶于F中,其余全部以Fe3C的形式存在于铸铁中,断口为银白色,此白口铸铁组织中有共晶莱氏体,质硬而脆,白口铸铁很少用于机械零件。
麻口铸铁:一部分C以石墨的形式存在,另一部分以Fe3C形式存在,断口夹杂白亮与喑灰色夹杂。
按石墨的形态分类灰口铸铁:石墨为片状可锻铸铁:石墨为团絮状球墨铸铁:石墨为球状蠕墨铸铁:石墨为蠕虫状里氏硬度计HT300秉承瑞士Leeb里氏硬度测量原理,是积累20年硬度测量经验,首创第三代便携改变以往里氏硬度计一贯误差大,精度低问题,针对铸钢材料和灰铸铁材料转换表进行修正,参照国标和军工标准修订洛氏C和布氏硬度误差,自动删除粗大误差降低人为操作引起硬度不准确性。
灰球铸铁铸件检验标准 完成版

液压铸铁铸件检验标准1.范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
2.术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚 relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理 graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
3.灰球铸铁件灰铸铁件灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
本标准规定的力学性能指标和金相组织是铸件验收的主要指标。
灰铸铁金相检验
灰铸铁金相检验灰铸铁中的石墨是以两种不同形式形成,一是由渗碳体的分解而形成,Fe3C→3Fe2+C石墨。
二是从液体或奥氏体中直接析出,当液体或奥氏体在比较接近于平衡的冷却条件下,则液体(或固溶体)就可比通常结晶温度(或相变点)略高的情况下(如在1130~1135℃和723~738℃)直接形成石墨。
一、金相试样的选取及制备1. 试样的选取一般是取自试块或挠曲棒上或取自铸件的本身或在铸件毛胚加工面上端30mm处切取或筒浇制活塞环可在每筒下端不大于铸件壁厚二倍的位置上切取。
2. 试样的制备将试样观察面在细砂轮上磨平,然后分几道砂纸磨制至抛光,消除试样磨面的划痕。
铸铁石墨不使其污染或拖曳。
3. 试样的抛光选用短毛纤维柔软的平绒、呢或丝绸。
抛光粉最好是具有细致尖利性。
经过细化加工处理的氧化铝,或常用的氧化铬、氧化铁。
在开始抛光时对抛光粉的浓度可以高些,这对防止石墨拖曳有好处。
抛光时用力要适中均衡,随时转动变换试样方向,将至完成时把抛光粉减薄,并用力减轻。
最后清水冲洗试样,再轻微抛光用干净丝绒擦干就可观察石墨,以观察试样无划痕,石墨呈灰暗为标准。
每个试样一般抛光5~6分钟即可。
4. 试样的侵蚀一般采用2~5%硝酸酒精溶液或4%苦味酸酒精溶液。
二、灰铸铁金相检验及评定方法石墨的类型,石墨的长度和数量、共晶石墨的控制,基体组织中的珠光体的分散度,铁素体含量,磷共晶的类型及分布特征和面积大小程度,渗碳体数量等。
可按GB/T 7216-1987,ASTM A247-06,ISO 945-75等标准检验。
三、灰铸铁的组织和性能1. 石墨的形态及识别以两种不同形式形成:由渗碳体的分解而形成,Fe3C→3Fe2+C石墨;由从液体或奥氏体中直接析出。
A型片状石墨无方向性均匀散布;B菊花状石墨中心以小片状与点状石墨向外伸展形呈菊花形分布;D型石墨(共晶石墨)又称树枝状石墨或称过冷石墨以点状与小片状石墨呈方向性枝晶分布;E型石墨以小片状石墨呈方向性枝晶分布;F型石墨呈星射状。
铸铁的金相检验
铸铁的金相检验
㈠灰铸铁的牌号和基体组织 GB/T9439-1988《灰铸铁件》根据的单铸 试棒的抗拉强度分级,规定了HT100,HT150, HT200,HT250,HT300,HT350六级灰铸铁的 牌号。牌号中的数字为其单铸试棒具有的抗 拉强度(MPa)。按Fe-C状态图,灰铸铁的 平衡组织为铁素体+石墨。受化学成分和冷却 速度等的影响,则可能出现碳化物和磷共晶。 因此铸铁的基体可能是P+F或全部是P。
铸铁的金相检验
⒉白口铸铁的淬火与回火 主要应用于Mn-Mo,Mn-Si,Mn-Cr,Cr-Mo, Ni-Cr-Mo等合金白口铸铁,奥氏体化后在风 冷甚至空冷时就可以获得马氏体+碳化物+残 留奥氏体或获得贝氏体+碳化物+残留奥氏体 的基体组织。再通过低温回火来提高综合力 学性能。
高铬合金铸铁,1050℃x1h后空冷, 4%硝酸酒精溶液浸蚀. 白色针状短条状及块状为共晶碳化物,黑色基体为淬火马 氏体及残余奥氏体.
铸铁的金相检验
①片状(A型)石墨: 特 征是片状石墨均匀 分布。这种石墨一 般是共晶或接近共 晶成分的铁水在不 大的过冷度下均匀 形核和长大而成。
铸铁的金相检验
②菊花状(B型)石墨:特 征是片状与点状石墨 聚集成菊花状。其心 部为少量点状石墨, 外围为卷曲片状石墨。 这种石墨一般是接近 共晶成分的铁水经孕 育处理后在较大的过 冷度下形成。
铸铁的金相检验
⑤枝晶片状(E型)石墨: 特征是短小片状枝晶 间石墨呈有方向分布。 这种石墨是亚共晶成 分的铁水在比形成D 型石墨为小的过冷度 下形成。
灰铸铁金相分析要点

灰铸铁金相检验要点灰铸铁中的石墨是以两种不无异情势形成,一是由渗碳体的分化而形成,Fe3C→3Fe2+C石墨。
二是从液体或奥氏体中直接析出,当液体或奥氏体在比较接近于均衡的冷却前提下,则液体(或固溶体)就可比通常结晶温度(或相变点)略高的情况下(如在1130~1135℃和723~738℃)直接形成石墨。
一、金相试样的选取及制备1. 试样的选取通常是取自试块或挠曲棒上或取自铸件的自我或在铸件毛胚加工面上端30mm处切取或筒浇制活塞环可在每筒下端不大于铸件壁厚二倍的位置上切取。
2. 试样的制备将试样观察面在细砂轮上磨平,然后分几道砂纸磨制至抛光,清除试样磨面的划痕。
铸铁石墨不使其污染或拖曳。
3. 试样的抛光选用短毛纤维柔嫩的平绒、呢或丝绸。
抛光粉最好是具有细致尖利性。
经过细化加工处理的氧化铝,或常用的氧化铬、氧化铁。
在起始抛光时对抛光粉的浓度可以高些,这对防止石墨拖曳有好处。
抛光时用力要适中均衡,随时转动变换试样目标,将至完成时把抛光粉减薄,并用力减轻。
最后净水冲刷试样,再轻微抛光用干净丝绒擦干就可观察石墨,以观察试样无划痕,石墨呈灰暗为标准。
每个试样通常抛光5~6分钟即可。
4. 试样的腐蚀通常采用2~5%硝酸酒精溶液或4%苦味酸酒精溶液。
二、灰铸铁金相查验及评定方法石墨的类型,石墨的长度和数量、共晶石墨的节制,基体组织中的珠光体的分散度,铁素体含量,磷共晶的类型及分布特性和面积大小能力,渗碳体数量等。
可按GB/T 7216-1987,ASTM A247-06,ISO 945-75等标准查验。
三、灰铸铁的组织和机能1. 石墨的形态及辨认以两种不无异情势形成:由渗碳体的分化而形成,Fe3C→3Fe2+C石墨;由从液体或奥氏体中直接析出。
A型片状石墨无目标性均匀散布;B菊花状石墨中央以小片状与点状石墨向外伸展形呈菊花形分布;D型石墨(共晶石墨)又称树枝状石墨或称过冷石墨以点状与小片状石墨呈目标性枝晶分布;E型石墨以小片状石墨呈目标性枝晶分布;F型石墨呈星射状。
高强度灰铸铁(HT300)研究

高强度灰铸铁(HT300)研究虽然人类掌握灰铸铁的熔炼技术已有好几千年的历史,但是在如何提高其强度和力学性能方面,我们仍然有很多工作要做。
在探寻企业在有效控制产品成本的前提下,稳定高效的生产高强度、高使用性能的灰铸铁的方法,提高产品的市场适应力,增强企业的市场竞争力。
标签:高强度灰铸铁;铸造;熔炼工艺0 前言随着公司市场开发拓展,越来越多的高技术质量要求的铸造产品纳入公司的生产序列。
在有效控制生产成木的前提下,如何稳定高效的获得高强度灰铸铁,满足顾客的定货要求,是我们一个研究课题,本文叙述了在电炉熔炼的条件下,高强度(HT300)灰铸铁的生产技术。
1 目标在尽量保持原有的熔炼工艺基础上,通过综合运用现有的熔炼技术,达到细化灰铸铁中的石墨,适当增加灰铸铁中珠光体含量,形成碳化物以提高灰铸铁的机械性能,使其抗拉强度达到300N/mm2,并将三角试片白口宽度控制在4mm以下,防止“白口”现象的发生,以保证产品的质量。
2 面临的问题我们厂生产的灰铸铁件主要牌号足HT200和HT250,无法生产抗拉强度达300N/mm2到合格的HT300产品。
主要原因是铸件内部珠光体含量少,石墨多数成片状,从而分割基休,在石墨尖角处且易造成应力集中,形成了许多微小裂纹,使灰铸铁的抗拉强度、塑性和韧性远低于钢,因此降低了铸件的机械性能。
3 分析影响材料性能的因数有:3.1 碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量(CE=C+1/3Si)较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,形成大量片状石墨。
这样的石翠会大大降低灰铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少,铁素体量增加。
因此,碳当量的提高将在石墨形状和基体组织两方面影响铸铁铸件的抗拉强度和铸件实体的硬度。
在熔炼过程控制小,碳当量的控制是解决材料性能的一个很重要的因素。
灰铸铁化学成份及金相组织参考表
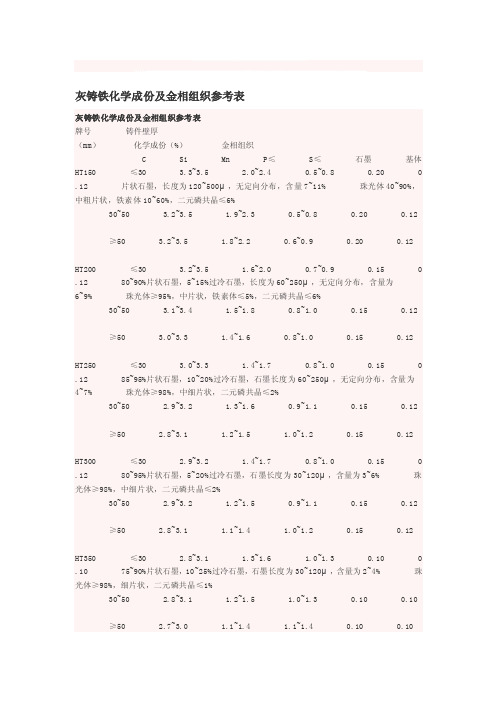
灰铸铁化学成份及金相组织参考表灰铸铁化学成份及金相组织参考表牌号铸件壁厚(mm)化学成份(%)金相组织C Si Mn P≤S≤石墨基体HT150 ≤30 3.3~3.5 2.0~2.4 0.5~0.8 0.20 0 .12 片状石墨,长度为120~500μ,无定向分布,含量7~11% 珠光体40~90%,中粗片状,铁素体10~60%,二元磷共晶≤6%30~50 3.2~3.5 1.9~2.3 0.5~0.8 0.20 0.12≥50 3.2~3.5 1.8~2.2 0.6~0.9 0.20 0.12HT200 ≤30 3.2~3.5 1.6~2.0 0.7~0.9 0.15 0 .12 80~90%片状石墨,5~15%过冷石墨,长度为60~250μ,无定向分布,含量为6~9% 珠光体≥95%,中片状,铁素体≤5%,二元磷共晶≤6%30~50 3.1~3.4 1.5~1.8 0.8~1.0 0.15 0.12 ≥50 3.0~3.3 1.4~1.6 0.8~1.0 0.15 0.12HT250 ≤30 3.0~3.3 1.4~1.7 0.8~1.0 0.15 0 .12 85~95%片状石墨,10~20%过冷石墨,石墨长度为60~250μ,无定向分布,含量为4~7% 珠光体≥98%,中细片状,二元磷共晶≤2%30~50 2.9~3.2 1.3~1.6 0.9~1.1 0.15 0.12 ≥50 2.8~3.1 1.2~1.5 1.0~1.2 0.15 0.12HT300 ≤30 2.9~3.2 1.4~1.7 0.8~1.0 0.15 0 .12 80~95%片状石墨,5~20%过冷石墨,石墨长度为30~120μ,含量为3~6% 珠光体≥98%,中细片状,二元磷共晶≤2%30~50 2.9~3.2 1.2~1.5 0.9~1.1 0.15 0.12 ≥50 2.8~3.1 1.1~1.4 1.0~1.2 0.15 0.12HT350 ≤30 2.8~3.1 1.3~1.6 1.0~1.3 0.10 0 .10 75~90%片状石墨,10~25%过冷石墨,石墨长度为30~120μ,含量为2~4% 珠光体≥98%,细片状,二元磷共晶≤1%30~50 2.8~3.1 1.2~1.5 1.0~1.3 0.10 0.10 ≥50 2.7~3.0 1.1~1.4 1.1~1.4 0.10 0.10注:1.壁厚碳量可小些,壁薄碳量则可大些,而锰量则相反。
灰铸铁金相能力验证

灰铸铁金相能力验证
灰铸铁金相能力验证是指对灰铸铁材料进行金相分析,验证其组织结
构和性能是否符合相关标准和要求的过程。
灰铸铁是一种广泛应用于
机械制造、汽车制造、建筑等领域的铸造材料,其性能与组织结构密
切相关,因此金相能力验证对于保证产品质量和生产效率具有重要意义。
灰铸铁金相能力验证的主要步骤包括样品制备、金相显微镜观察、图
像分析和性能测试等。
首先,需要从生产中取得代表性的灰铸铁样品,并进行样品制备,包括去除表面氧化层、研磨和抛光等步骤,以保证
样品表面光洁度和组织结构的清晰度。
其次,将样品放置在金相显微
镜下进行观察,通过调节显微镜的放大倍数和对比度等参数,可以清
晰地观察到样品的组织结构和缺陷情况。
然后,需要对观察到的图像
进行分析,包括颗粒形态、尺寸、分布、相对含量等方面的分析,以
评估样品的组织结构和性能是否符合标准和要求。
最后,可以进行一
些性能测试,如硬度测试、拉伸测试等,以进一步验证样品的性能。
在进行灰铸铁金相能力验证时,需要注意以下几点。
首先,样品制备
和观察过程中需要保持环境干净和安静,以避免灰尘和噪声等因素对
观察结果的影响。
其次,需要选择合适的金相显微镜和图像分析软件,以保证观察和分析的准确性和可靠性。
此外,还需要了解相关标准和
要求,以便进行正确的分析和评估。
总之,灰铸铁金相能力验证是保证产品质量和生产效率的重要手段,通过对样品的组织结构和性能进行分析和评估,可以及时发现和解决问题,提高生产效率和产品质量。
灰铸铁件的硬度测试方法

灰铸铁件的硬度测试方法嘿,朋友们!今天咱来唠唠灰铸铁件的硬度测试方法。
你说这灰铸铁件啊,就像是个硬骨头,咱得想法子知道它到底有多硬,对吧?咱先说说常见的布氏硬度测试法。
这就好比是给灰铸铁件来个“大力按压”!把一个硬家伙压在它上面,看看能压出多大个坑。
通过测量这个坑的大小,就能大致知道它的硬度啦。
你想想,这不就跟咱平时按面团似的,按下去的深浅就能看出面团软不软,一个道理嘛!还有洛氏硬度测试法呢,这就像是给灰铸铁件来一场“小较量”。
用不同的力量去压它,然后看看它的反应。
这多有意思啊,就像咱跟朋友掰手腕,能感觉出对方的力气大小。
维氏硬度测试法也不能落下呀!这就像是在灰铸铁件上小心翼翼地做个标记,然后仔细观察这个标记有多深。
这得细心着点儿,就跟咱绣花似的,得慢慢来才能绣出好看的花样。
在进行这些测试的时候,可得注意好多细节呢!比如说测试的位置,你总不能随便找个地方就测吧,那多不准确呀!得找个有代表性的地方,就像挑水果得挑个长得好的地方捏一捏一样。
还有啊,测试的仪器得校准好,不然测出来的结果那能靠谱吗?这就跟你拿个不准的秤去称东西,那能对吗?咱再说说测试的环境,温度、湿度啥的也都有影响呢!总不能在大冬天和大夏天测出来的结果一样吧,那可就怪啦!就好像人在不同的天气里心情还不一样呢。
那为啥要这么重视灰铸铁件的硬度测试呀?这还用问吗?要是不知道它到底有多硬,咱怎么能放心用它呢?万一不结实,用着用着出问题了咋办?这可不是闹着玩的呀!所以啊,朋友们,可别小瞧了这灰铸铁件的硬度测试。
这就跟咱了解一个人的脾气性格似的,了解透了才能更好地跟他相处呀!咱得认真对待,才能得出准确可靠的结果。
咱得让这些灰铸铁件在该硬的时候硬得起来,该发挥作用的时候不含糊!这才是咱想要的,对吧?总之,灰铸铁件的硬度测试可是个重要的事儿,咱得重视起来,用对方法,注意细节,这样才能让这些灰铸铁件更好地为我们服务呀!。
灰球铸铁铸件检验标准完成版
液压铸铁铸件检验标准范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
灰球铸铁件3.1 灰铸铁件3.1.1 灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
3.1.2 灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
3.1.3 灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
灰铸铁金相分析

因为3.2% < 3.59%,所以该铸铁是亚共晶
例2:C 3.4, Si 2.5 Mn 0.8 P 0.15 S 0.12
Cc’%=4.26%-1/3(Si+P)%=Cc’%=4.26%1/3(2.5+0.15)%= 4.26%-0.88%=3.38%
精选可编辑ppt
27
精选可编辑ppt
28
精选可编辑ppt
29
孕育铸铁作用的机理说法很多,下面介绍一 些主要论点。
(1)核心学说
孕育剂加入铁液后,能在较短的时间内 促使大量的石墨非自发形核。如SiFe、SiCa 等孕育剂加入铁液后,大量迅速地形成大量 的弥散性很强的质点,其中很多质点符合石 墨成核条件,从而形成石墨核心。
例2:C 3.4, Si 2.5 Mn 0.8 P 0.15 S 0.12 CE = C+1/3(Si+P)%=3.4%+1/3(2.5+0.12)% = 3.4%+0.88%=4.28% 因为4.28% > 4.26%,所以该铸铁是过共晶。
精选可编辑ppt
12
3)共晶度
比较方法:
>
过共晶
Sc = 1 共晶
精选可编辑ppt
2
1、各点的温度、含碳量、意义
精选可编辑ppt
3
2、各线的名称、意义
精选可编辑ppt
4
3、各面的名称、意义 1)5个单相区 2)7个两相区 3)3个三相区
精选可编辑ppt
5
三、铸造的优点 1、重量:非常小、非常大的零件; 2、尺寸:非常短、非常长的零件; 3、结构:非常复杂,无法加工的零件; 4、可以利用某些合金的特性; 5、可以实现小无车削加工。
灰铸铁金相分析
精选可编辑ppt
25
5、灰铸铁的化学成分一般为: 2.8%~3.9%C,1.2%~3.0%Si, 0.4%~1.2%Mn,P≦0.3%,S≦0.15%。 该铸铁大量地应用于各种机械零件,是应
用最广泛的铸造材料。
精选可编辑ppt
26
6、孕育铸铁 1)孕育铸铁的熔制原理:就是在低碳硅的铁 液中,若不进行孕育处理,铸铁中就会出现晶 间石墨或麻口、白口组织;若在炉前加入少量 孕育剂进行孕育处理,孕育剂熔入铁液中,促 进石墨核心形成,使铸铁中的石墨少而细小, 弯曲并均匀分布,同时基体组织中基本都是细 珠光体,从而使铸铁的强度进一步提高 。 孕育处理:已成为生产重要灰铸铁件不可缺少 的手段。
精选可编辑ppt
27
精选可编辑ppt
28
精选可编辑ppt
29
孕育铸铁作用的机理说法很多,下面介绍一 些主要论点。
(1)核心学说
孕育剂加入铁液后,能在较短的时间内 促使大量的石墨非自发形核。如SiFe、SiCa 等孕育剂加入铁液后,大量迅速地形成大量 的弥散性很强的质点,其中很多质点符合石 墨成核条件,从而形成石墨核心。
< 亚共晶 精选可编辑ppt
13
例1: C 3.2, Si 1.9 Mn 0.8 P 0.12 S 0.12 Sc= C/4.26-1/3(Si+P)%=3.2%/ 4.26-1/3(1.9+0.12)% = 3.2%/4.26-0.67%= 3.2%/3.59%= 0.89 因为0.89< 1,所以该铸铁是亚共晶
硅铁加入铁液后,形成石墨核心的过程如图 3.20所示。
精选可编辑ppt
30
精选可编辑ppt
灰球铸铁铸件检验标准完成

液压铸铁铸件检验标准范围本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规范。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
术语和定义GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚relevant wall thickness铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理graphite spheroidizing treatment在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
灰球铸铁件灰铸铁件灰铸铁牌号本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。
附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。
本体试样为取自铸件本体材料制成的标准拉伸试样。
标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。
本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
灰铸铁件的化学成分若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。
但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
灰铸铁的力学性能在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。
铸件的力学性能验收指标应在订货协议中明确规定。
本标准规定的力学性能指标和金相组织是铸件验收的主要指标。