硬件封装作业
SOP标准作业程序
SOP百科名片SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
一、SOP:标准作业程序SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP 就是对某一程序中的关键控制点进行细化和量化。
从对SOP的上述基本界定来看,SOP具有以下一些内在的特征:SOP是一种程序。
SOP是对一个过程的描述,不是一个结果的描述。
同时,SOP又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序。
SOP是一种作业程序。
标准作业指导。
SOP是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。
如果结合ISO9000体系的标准,SOP是属于三级文件,即作业性文件。
SOP是一种标准的作业程序。
所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。
说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。
SOP不是单个的,是一个体系,虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的。
余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化。
SOP的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的。
随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工日益明细,品质成本急剧增高,各工序的管理日益困难。
包装作业指导书
包装作业指导书一、任务背景在现代生产和销售过程中,包装作为产品的重要组成部分,起到了保护产品、提升品牌形象和便于运输的作用。
为了确保包装作业的高效和质量,制定一份详细的包装作业指导书是必要的。
二、任务目的本指导书的目的是为包装作业人员提供明确的工作指引,确保包装作业的标准化、规范化和高效率。
通过本指导书,包装作业人员可以了解包装作业的流程、要求和注意事项,提高工作效率和产品质量。
三、任务内容1. 包装作业流程a. 准备工作:包括收集包装材料、检查包装材料质量和数量、准备包装设备等。
b. 包装操作:根据产品特性和包装要求,进行包装操作,包括包装装配、填充物加入、密封和封装等。
c. 包装检验:对包装后的产品进行外观检查、尺寸测量、重量检验等,确保包装质量符合要求。
d. 包装标识:根据产品要求,进行包装标识,包括产品名称、规格、生产日期等信息的标注。
e. 包装清理:包括清理包装材料、设备和工作区域,保持工作环境整洁。
2. 包装作业要求a. 包装材料:选择适合产品特性和运输需求的包装材料,确保包装的安全性和可靠性。
b. 包装设备:保证包装设备的正常运行,定期检查和维护设备,确保其安全性和可靠性。
c. 包装质量:严格按照包装要求进行操作,确保包装质量符合产品标准,避免包装破损和产品受损。
d. 包装效率:合理安排包装作业流程,提高包装作业效率,确保及时完成包装任务。
e. 包装标识:准确标注产品信息,确保包装标识的清晰可读和准确无误。
3. 包装作业注意事项a. 安全注意事项:包装作业人员必须戴好安全帽、手套等个人防护装备,注意设备操作的安全性。
b. 包装材料使用注意事项:根据包装材料的特性和要求,正确使用包装材料,避免错误操作导致包装材料浪费或产品受损。
c. 包装设备操作注意事项:熟悉包装设备的操作流程和安全规范,遵守设备操作规程,确保操作的安全性和有效性。
d. 包装质量控制注意事项:严格按照包装要求进行操作,对包装后的产品进行检查和测试,确保包装质量符合要求。
先进封装工作方案范文

先进封装工作方案范文封装工作方案一、背景描述随着科技的不断进步和发展,封装工作在现代工业生产中起到了越来越重要的作用。
封装工作涉及到物品的包装和保护,有效解决了物品在运输和储存过程中可能遇到的各种问题,提高了工作效率和产品的安全性。
二、工作目标本次封装工作的目标是提高产品的保护性能,确保产品在运输和储存过程中不受损坏。
同时,该方案还着重于提高封装工作的效率,降低成本和能源消耗。
通过优化封装工艺和引入先进设备,达到节约资源的目的。
三、工作内容1. 封装材料的选择:根据物品的特性和需求,选用合适的封装材料。
封装材料需要具有足够的强度和耐磨性,能够有效保护产品不受外界环境影响。
2. 封装工艺的优化:根据不同产品的特点,制定相应的封装工艺。
例如,对于易碎品,可以采用缓冲材料进行包裹,增加其抗震性能;对于易受潮产品,可以采用密封性好的封装材料,防止受潮。
3. 设备的引进:引进先进的封装设备,提高封装工作的效率和自动化程度。
例如,可以引进自动封罩机、自动贴标机等设备,减少人工操作,提高工作效率。
4. 封装作业培训:对从事封装工作的员工进行专业培训,提升其封装技能和操作水平。
同时,加强安全意识培养,避免因操作不当而导致的人身和物品损伤。
5. 环境保护:采用环保材料和先进设备,减少对环境的影响。
并且,对废旧封装材料进行分类处理和回收利用,达到资源的再利用。
四、工作计划1. 调研阶段:调查研究市场上封装材料的种类和性能,了解同行业的封装工作情况,分析存在的问题和改进空间。
2. 设计方案阶段:根据调研结果,制定封装工作的改进方案,包括封装材料的选择、工艺的优化和设备的引进。
3. 实施阶段:根据设计方案,逐步实施改进工作,先行先试,逐步推广。
4. 培训阶段:对从事封装工作的员工进行培训,提升其封装技能和安全意识。
5. 检查阶段:对改进工作进行定期检查和评估,及时发现问题并进行整改。
五、预期效果通过本次封装工作方案的改进,预期可以达到以下效果:1. 产品的保护性能提升,降低损坏率,提高产品的质量和信誉度。
微电子封装技术作业(一)

第一次作业1 写出下列缩写的英文全称和中文名称DIP: Double In-line Package, 双列直插式组装BGA: ball grid array, 球状矩阵排列QFP: Quad flat Pack, 四方扁平排列WLP: Wafer Level Package, 晶圆级封装CSP: Chip Scale Package, 芯片级封装LGA: Land grid array, 焊盘网格阵列PLCC: Plastic Leaded Chip Carrier, 塑料芯片载体SOP: Standard Operation Procedure, 标准操作程序PGA: pin grid array, 引脚阵列封装MCM: multiple chip module, 多片模块SIP: System in a Package, 系统封装COB: Chip on Board, 板上芯片DCA: Direct Chip Attach, 芯片直接贴装,同COBMEMS: Micro-electromechanical Systems, 微电子机械系统2 简述芯片封装实现的四种主要功能,除此之外LED封装功能。
芯片功能(1)信号分配;(2)电源分配;(3)热耗散:使结温处于控制范围之内;(4)防护:对器件的芯片和互连进行机械、电磁、化学等方面的防护LED器件(2)LED器件:光转化、取光和一次配光。
3 微电子封装技术的划分层次和各层次得到的相应封装产品类别。
微电子封装技术的技术层次第一层次:零级封装-芯片互连级(CLP)第二层次:一级封装SCM 与MCM(Single/Multi Chip Module)第三层次:二级封装组装成SubsystemCOB(Chip on Board)和元器件安装在基板上第三层次:三级微电子封装,电子整机系统构建相对应的产品如图(1)所示:图1 各个封装层次对应的产品4 从芯片和系统角度简述微电子技术发展对封装的要求(1)对于单一的芯片,片上集成的功能比较少时,对封装技术要求不太高,但是在芯片上集成系统时(SOC),随着尺寸的减小,将模拟、射频和数字功能整合到一起的难度随之增大,这样在封装工艺上难度会加大,比如,SOC芯片上包含有MEMS或者其他新型的器件,即使解决了在芯片上制作的工艺兼容问题,还将面临封装的难题。
系统封装--大作业

瘦身,删除以下目录或文件(不带*号的连目录一起删):(小心删除) c:windows\$* (以$号开头的所有目录,补丁的反安装,约70M) c:windows\*.log (虽然不大,但太多,看的不爽,) c:windows\pchealth 帮助支持中心,30M (注意删除前把 helpctr\binaries\msconfig.exe 复制到system32目录) c:windows\ime\chtime 繁体输入 (没有必要,很多输入法都支持繁体) 12M c:windows\ime\imejp 日文输入 12M c:windows\ime\imejp98 日文输入 12M c:windows\ime\imjp8_1 日文输入 12M c:windows\ime\imkj6_1 韩文输入 12M c:windows\system32\ime\CINTLGNT 仓颉码 3M c:windows\system32\ime\TINTLGNT 注音输入 3M c:windows\help* 帮助文件,30M c:windows\emp* 通常没东西 c:windows\prefetch* c:windows\installer*.msi msi程序安装后剩下的一些垃圾(长名目录不能删!) c:windows\Downloaded \Installations* msi程序安装后剩下的一些垃圾 c:windows\esourceshemes* (建议保留Classical是经典主题,Luna.Theme是XP主题 8M,不喜欢的删除吧) c:windows\srchasst 搜索助理(一个小狗),8M c:windows\msagent 微软代理 3M c:windows\softwareDistribution\download* (下载补丁临时存放点) 约60M c:windows\system32\oobe 激活程序(我们用的都是免激活XP,不需要) 8M c:windows\web\wallpaper* 墙纸,留下一个好看的bliss.bmp即可,全删也行。 2M c:program files\windows ntpinball 弹球,删了。记得删除开始菜单的连接 5M c:program files\movie maker 全删,10M,垃圾。记得删除开始菜单的连接 c:program files\messenger c:program files\Msn gaming zone 微软的游戏,垃圾 C:Program Files\InstallShield Installation Information* 安装程序留下的垃圾 C:Program Files\WindowsUpdate* XP升级留下的垃圾
标准作业程序
SOPSOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
一、SOP:标准操作程序SOP的精髓SOP(Standard Operational Process)的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。
简介从对SOP的上述基本界定来看,SOP具有以下一些内在的特征:SOP是一种程序。
SOP是对一个过程的描述,不是一个结果的描述。
同时,SOP又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序。
SOP是一种作业程序。
标准作业指导。
SOP是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。
如果结合ISO9000体系的标准,SOP是属于三级文件,即作业性文件。
SOP是一种标准的作业程序。
所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。
说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。
SOP不是单个的,是一个体系,虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的。
余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化。
SOP的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的。
随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工日益明细,品质成本急剧增高,各工序的管理日益困难。
SOP(标准作业程序)

SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
目录[隐藏]一、SOP:标准作业程序二、SOP:开始量产三、SOP:一种元件封装形式四、SOP:支持导向流程五.其他意思SOP案例分析一、SOP:标准作业程序二、SOP:开始量产三、SOP:一种元件封装形式四、SOP:支持导向流程五.其他意思SOP案例分析[编辑本段]一、SOP:标准作业程序SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。
从对SOP的上述基本界定来看,SOP具有以下一些内在的特征:SOP是一种程序。
SOP是对一个过程的描述,不是一个结果的描述。
同时,SO P又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序。
SOP是一种作业程序。
标准作业指导。
SOP是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。
如果结合ISO9000体系的标准,SO P是属于三级文件,即作业性文件。
SOP是一种标准的作业程序。
所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。
说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。
SOP不是单个的,是一个体系,虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的。
余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化。
芯片封装作业流程

芯片封装作业流程
一、芯片切割
先在芯片背面贴上蓝膜并置于铁环之上,之后再送至芯片切割机上进行切割,目的是用切割机将晶圆上的芯片切割分离成单个晶粒。
二、晶粒黏贴
先将晶粒黏着在导线架上,也叫作晶粒座,预设有延伸IC晶粒电路的延伸脚,用银胶对晶粒进行黏着固定。
三、焊线
将晶粒上之接点为第一个焊点,内部引脚上接点为第二焊点,先把金线之端点烧成小球,再将小球压焊在第一焊点上。
接着依设计好的路径拉金线,把金线压焊在第二点上完成一条金线之焊线动作。
焊线的目的是将晶粒上的接点用金线或者铝线铜线连接到导线架上之内的引脚,从而将ic晶粒之电路讯号传输到外界。
四、封胶
将导线架预热,再将框架置于压铸机上的封装模具上,再以半溶化后的树脂挤入模中,树脂硬化后便可开模取出成品。
封胶的目的是防止湿气等由外部侵入,有效地将内部产生的热量排出外部,提供能够手持的形体。
五、切脚成型
封胶之后,需要先将导线架上多余的残胶去除,经过电镀以增加外引脚的导电性及抗氧化性,而后再进行切脚成型。
将导线架上已封装完成的晶粒,剪切分离并将不需要的连接用材料切除。
切脚成型之后,一个芯片的封装过程基本就完成了,后续还需要一些处理才能让芯片能够稳定高效的工作,包括去胶、去纬、去框等,最后再测试检验,直至所有程序均按要求完成之后即可。
IC封装工序

IC封装工序:一、晶圆检查二、粘片(BD或Bie Attach 固晶过程):*对于MOS产品要确认贴片高度值:28um。
检查方法:进入SETUP菜单/选择(3) Process Setup/ 选择Bonding Process/ 点击第三个选项卡Z Level/检查Bond Offset Level=28um注意事项:1.贴片机是二个点胶头, 且送料爪分前后位置(送片位置在前后二个拨料爪交替位置会有送料位置差异. 故此贴片必须检查整条产品的贴片位置和点胶位置是否一致;2.贴片检查需要确认胶水的扩散状况,避免胶水扩散导致基岛和引脚无法焊线的情况发生;3.检查产品时须使用托板拿到显微镜下进行检查外观品质状况,依DB检验规范标准(MOS产品在芯片四周须有银浆);4.QC除产品外观检查外,还需进行芯片推力测试;5.检查时注意防静电, 戴防静电手套, 手环; 不可以裸手接触产品;6.检查时小心芯片震动,污染, 避免碰触芯片, 贴片胶;7.检查时要注意标记好批次和型号或者机台号,检查后要注意放回本批次,严禁混批.三、焊线过程(WB, wire bonding):注意事项:1.产品须使用托板拿到显微镜下进行检查外观品质状况, 依WB检验规范标准进行检验;2.QC除产品外观检查外,还需进行拉力、推球及弹坑测试;3.检查时注意防静电,不能用裸手拿产品;4.检查时,小心芯片震动、污染,避免碰触芯片及焊线;5.检查时,要做标识,检查后要放回原来的批次,严禁混批;6.盒片槽时,不要和上面或下面一条片重合,切操作用时必须保持料片和片槽高度一致,水平操作,避免压倒\或损坏已经焊线产品;7.对于MOS等敏感器件,在第一焊点(first bond,ball bond)参数进行了调整(主要指增大压力和超声波功率后)要对产品的弹坑、焊点飘移(Ball Swift)进行检查,QC确认后方可生产。
四、塑封及后固化(Mold,Encapsulate Mold塑封)工序:注意事项:1.产品目测时,要放到显微镜下进行检查, 依外观检查标准;2.在进行产品的气孔检查时,SOP8/TSSOP8/SOT23-6产品必须放在显微镜检查;3.产品出模后不可直接放在低温的不锈钢桌面上, 必须放到卸料台上, 防止产品出模时的高温在遇到低温不锈钢桌面后迅速散热而急剧收缩, 导致产品严重离层;4.切废料时,应该保证切完后清理切废胶机器的刀具模面,避免废胶垫压在产品底下造成塑封体破碎或开裂和暗裂;5.塑封体错位,注胶不满, 气孔气泡, 脱模不良导致的塑封体破裂/开裂等, 切废胶后的产品塑封体崩/裂/缺等问题, 首件检查必须检查;6.检查时需戴棉手套,不要裸手接触产品, 以防烫伤;7.检查时要标识, 检查后要注意放回本批次,严禁混批;8.清润模/作业过程中若干出现粘模, 要使用铜针或铜棒去清理,严禁使用非铜质材料的锐物清理模具型腔;9.排片过程中出现不入定位针孔, 使用镊子或铜针拨正, 严防棉纱手套碰触线弧;10.未经验证和允许, 严禁私自更改工艺参数;11.SOT23-6/TSSOP8/SOP8产品切废胶应该等产品冷却后方可操作.五、电镀外发和收货工序六、Marking(印字)工序:注意事项:1.首件检查要检查单个产品的印字和完整性, 条带状态印字的产品也要检查条产品是否每个产品都完整印字. 检查印字的正确性, 清晰度, 方向正确性, 印字面(正面印字或反面印字)的正确性, PIN1记号点的正确性,印字间距, 批号(如果有) 是否符合规定等.2.检查产品印字清晰度时, TSSOP, DIP, SOP产品以在适度的光照条件下, 20cm距离是肉眼能看清产品印字为标准. 字符和线条要清晰可辨. 对于SOP系列小型封装表面印字, 需要在显微镜下,以20X放大倍数进行检查确认;3.其它封装产品目检不易确认时, 须拿到显微镜下进行检查, 依打印检验规范标准;4.因故(机器故障,人为原因)停机及未印字的产品要隔离、标识,不要混入已经打印产品中;5.检查时,注意防静电,戴防静电手套、手环等,不可直接用裸手接触产品;6.检查时,严禁混批,检查要做标识,检查完成后要放回本批次产品。
电子封装专业课程设计
电子封装专业课程设计一、课程目标知识目标:1. 学生能理解电子封装的基本概念,掌握封装材料、封装工艺及封装设计的基本原理。
2. 学生能掌握电子封装过程中的热管理、电磁兼容性、可靠性等关键性能参数的分析方法。
3. 学生了解电子封装领域的发展趋势和前沿技术。
技能目标:1. 学生具备运用CAD等软件进行电子封装设计与模拟的能力。
2. 学生能够根据电子元器件的特点和需求,选择合适的封装材料及工艺。
3. 学生能够对电子封装过程中的问题进行故障分析,并提出相应的解决措施。
情感态度价值观目标:1. 培养学生热爱专业,对电子封装技术产生浓厚兴趣,树立正确的专业观念。
2. 培养学生的团队协作精神,提高沟通与表达能力,为将来从事相关工作打下基础。
3. 增强学生的环保意识,关注封装过程中的节能、减排和可持续发展。
本课程针对电子封装专业学生,结合学科特点、学生年级及教学要求,旨在通过理论教学与实践操作相结合,使学生在掌握基本知识、技能的基础上,培养解决实际问题的能力。
课程目标具体、可衡量,为后续教学设计和评估提供明确方向。
二、教学内容本课程教学内容主要包括以下几部分:1. 电子封装概述:介绍电子封装的定义、分类、发展历程及应用领域,使学生了解封装技术的基本概念。
2. 封装材料:讲解常用封装材料(如塑料、陶瓷、金属等)的性质、特点及应用,为学生选择合适封装材料提供依据。
3. 封装工艺:分析各种封装工艺(如引线键合、倒装芯片、封装测试等)的原理、流程及优缺点,提高学生对封装工艺的理解。
4. 封装设计:阐述封装设计的基本原则、方法和步骤,指导学生运用CAD等软件进行封装设计与模拟。
5. 热管理与电磁兼容性:介绍电子封装过程中的热管理、电磁兼容性原理,分析影响封装性能的因素,提高学生解决实际问题的能力。
6. 可靠性分析:讲解电子封装可靠性的基本概念、评价方法和提高措施,培养学生对封装过程进行故障分析和解决问题的能力。
7. 电子封装新技术与发展趋势:介绍当前电子封装领域的前沿技术和研究动态,激发学生的创新意识。
PLCC芯片封装-DAM绑定作业指导书
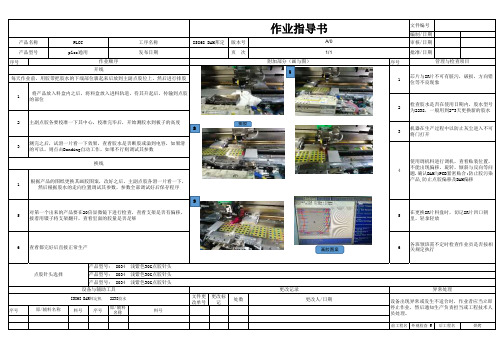
编制/日期版本号审核/日期页 次批准/日期序号序号155文件更改单号更改标记处数更改人/日期序号料号序号原/辅料名称料号前工程名外观检查 @后工程名烘烤文件编号设备出现异常或发生不适合时,作业者应当立即停止作业,然后通知生产负责担当或工程技术人员处理。
测完之后,试滑一片看一下效果,查看胶水是否断胶或溢到电容,如果滑的可以,则点击Bonding自动工作,如果不行则调试其参数查看都完好后直接正常生产使用调机料进行调机,查看贴装位置,不能出现偏移,旋转,倾斜与反向等问题.确认DAM与PCB紧密贴合;防止胶污染产品,防止点胶偏移及DAM偏移各班领班需不定时检查作业员是否按相关规定执行点胶针头选择作业指导书主副点胶各要校准一下其中心,校准完毕后,开始测胶水到板子的高度将产品放入料盒内之后,将料盒放入进料轨道,待其升起后,传输到点胶的部位芯片与IR片不可有脏污,破损,方向错位等不良现象检查胶水是否在使用日期内,胶水型号为2238,一般用到2-3天更换新的胶水机器在生产过程中以防止灰尘进入不可将门打开123612346IS868 DAM邦定机 2238胶水原/辅料名称产品型号: 8034 浅紫色30G点胶针头产品型号: 8034 浅紫色30G点胶针头设备与辅助工具更改记录异常处理换线根据产品的图纸更换其画胶图案,改好之后,主副点胶各滑一片看一下,然后根据胶水的走向位置调试其参数,参数全部调试好后保存程序对第一个出来的产品要在20倍显微镜下进行检查,查看支架是否有偏移,接着用镊子将支架翻开,查看里面的胶量是否足够在更换IR片料盘时,切记IR片凹口朝里,轻拿轻放产品型号: 8034 浅紫色30G点胶针头作业顺序附加部分(画与图)管理与检查项目开线每天作业前,用胶带把胶水的下端部位裹起来后放到主副点胶位上,然后进行排胶产品型号plcc通用发布日期1/1产品名称PLCC 工序名称IS868 DAM邦定A/0123画胶图案排胶。
集成电路与微封装技术课后作业
1. 什么是 HTCC 和 LTCC?并简述 LTCC 的基本工艺流程和在封装中的优劣。 HTCC: 高温共烧陶瓷,即将钨、钼、钼/锰等高熔点金属发热电阻浆料按照发热 电路设计的要求印刷于 92-96%的氧化铝流延陶瓷生坯上,4-8%的烧结助剂, 然后多层叠合,在 1500-1600℃下高温下共烧成一体。 LTCC: 低温共烧陶瓷,即将低温烧结陶瓷粉制成厚度精确而且致密的生瓷带, 在生瓷带上利用激光打孔、微孔注浆、精密导体浆料印刷等工艺制出所需要 的电路图形,并将多个被动组件(如低容值电容、电阻、滤波器、阻抗转换 器、耦合器等)埋入多层陶瓷基板中,然后叠压在一起,内外电极可分别使 用银、铜、金等金属,在 900℃下烧结,制成三维空间互不干扰的高密度电 路。 基本工艺流程: 流延->裁片->冲孔->填孔及印刷->叠片->静压->切割->烧结 优势: 1. 具有优良的高频、高速传输以及宽通带的特性; 2. 适应大电流及耐高温特性要求,并具备比普通 PCB 电路基板更优 良的热传导性;
2. 简述超声引线键合的基本工艺流程。 1. 利用超声振动提供的能量使金属丝在金属焊区表面迅速摩擦; 2. 使金属丝和金属膜表面产生塑性形变; 3. 破坏金属层界面的氧化层,使两个纯净金属面紧密接触,达到原子间 “键合”,形成牢固的焊接。
3. 简述芯片互连的几种常用方法和各自的基本流程与特点。 常用方法: 引线键合技术、载带自动键合技术、倒装芯片键合技术。 基本流程与特点: 1. 引线键合技术 流程: 1. 提供能量破坏被焊表面的氧化层和污染物; 2. 使焊区金属产生塑性变形,从而让引线与被焊面紧密接触; 3. 达到原子间引力范围并导致界面间原子扩散而形成焊合点。 特点: 引线过长引起短路,压焊过重使引线损伤、芯片断裂,压焊过 轻或芯片表面脏,导致虚焊等。 2. 载带自动键合技术 流程: 1. 引脚及载带制作; 2. 载带与 IC 晶片进行内引脚接合; 3. 封胶保护; 4. 电性测试; 5. 外引脚接合; 6. 测试完成。 特点: 1. 结构轻、薄、短、小,封装高度低于 1mm 2. 电极尺寸、电极与焊区的间距比 WB 大为减少 3. 引脚数更高:10mm 的芯片,WB300 个,TAB500 个 4. 引线电阻、电容、电感均比 WB 小,高速、高频性能好 5. 采用 TAB 互连可对 IC 芯片进行电老化、筛选和测试 6. TAB 采用 Cu 箔引线,导热、导电好、机械强度高 7. 键合力比 WB 高 3-10 倍 8. 可实现标准化(载带的尺寸)和自动化,同时多个焊接
SOP:标准作业程序

一、SOP:标准作业程序SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。
从对SOP的上述基本界定来看,SOP具有以下一些内在的特征:SOP是一种程序.SOP是对一个过程的描述,不是一个结果的描述.同时,SOP又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序.。
SOP是一种作业程序.SOP首是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西.如果结合ISO9000体系的标准,SOP是属于三阶文件,即作业性文件.SOP是一种标准的作业程序.所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计.说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生歧义.SOP不是单个的,是一个体系,虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的.余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化.SOP的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的.随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工日益明细,品质成本急剧增高,各工序的管理日益困难.如果只是依靠口头传授操作方法,已无法控制制程品质.采用学徒形式培训已不能适应规模化的生产要求.因此,必须以作业指导书形式统一各工序的操作步骤及方法.SOP的作用1. 将企业积累下来的技术﹑经验,记录在标准文件中,以免因技术人员的流动而使技术流失;2. 使操作人员经过短期培训,快速掌握较为先进合理的操作技术;3. 根据作业标准,易于追查不良品产生之原因;4. 树立良好的生产形象,取得客户信赖与满意。
芯片、PCB烘烤作业指导书

芯片、PCB烘烤作业指导书一目的湿度敏感器件暴露在大气中的过程中,大气中的水分会通过扩散渗透到湿度敏感器件的封装材料内部。
在回流焊接过程中,器件在183°C以上30-90s 左右,最高温度可能达到235°C(有铅)或者245°C(无铅)。
在回流区的高温作用下,器件内部的水分会快速膨胀,器件的不同材料之间的配合会失去调节,各种连接则会产生不良变化,从而导致器件剥离分层或者爆裂,于是器件的电气性能受到影响或者破坏。
破坏程度严重者,器件外观变形、出现裂缝等(通常称作“爆米花”)。
像ESD破坏一样,大多数情况下,肉眼是看不出来这些变化的,而且在测试过程中,器件也不会表现为完全失效。
所以,器件焊接之前要进行烘焙处理。
二适用范围适用于表面组装车间的芯片、PCB烘烤。
三要求为了防止潮湿引起的器件性能退化,器件必须按照以下步骤操作。
1)储存条件真空包装的产品:温度为室温,相对湿度<60%,建议放置于除湿柜中保存;打开真空包装后的产品:必须保存在相对湿度<30%的环境下,温度20~24℃,建议放置于除湿柜或氮气柜中保存。
2)防潮袋开启的情况器件暴露在室温、相对湿度≤60%的环境下,无论暴露时间长短,用于焊接装配前,必须经过再次烘焙。
原本干燥的器件,如果仅仅暴露在室温≤30℃、相对湿度≤60%环境下,可用加干燥剂干燥包装进行有效的去湿。
如果原有干燥剂暴露的时间不长于30分钟,可用原有干燥剂。
如果仅使用同一包装中部分器件,应在开袋后一小时内将剩余器件密封起来妥善储存。
3)防潮袋未开启的情况在室温<40℃、相对湿度<80%的环境下,器件在真空密封干燥袋中保存期限为12个月(从封装日期算起)。
超过这个保存期限,应对器件进行24小时100℃的烘焙后重新干燥包装。
四模具、设备、耗材、工具序号名称规格型号数量备注1烘烤箱12防高温手套13耐高温卡板14料盘15防静电手套1五PCB板烘烤PCB板烘烤烘烤流程1.PCB装入卡板,根据板的大小相间隔开,便于水分蒸发。
硬件技能作业

第1章计算机概述一、单选题1.计算机中最基础、最重要的部件是()B.主板C.内存D.显卡2.操作系统和各种应用程序通常存储在()中A.内存B.软盘C.光盘D.硬盘3.以下属于操作系统的软件是()CAD XP D.超级解霸4.下列事件中,计算机不能实现的是()A.科学计算B.工业控制C.电子办公D.抽象思维5.下列设备中,属于输入设备的是()A.显示器B.硬盘C.打印机D.键盘二、填空题1.现代计算机是一个构造巧妙,功能强大的系统。
它是由和两大部分组成的。
2.计算机硬件系统由、、、和等五大主要部件组成。
3.数学家冯·诺依曼所归结的“存储程序式计算机”结构的计算机在程序运行之前,必须先将指令和数据存放在存储器中,然后机器自动到存储器中取指令和数据执行,完成一个个复杂的运算。
4.字长是指微机能一次直接处理的二进制信息的位数。
5.显示器的一个重要技术指标是分辨率,一般用模向点数*纵向点数。
第二章 CPU一、单选题1.在电脑的核心部件中,人们通常以()来判断电脑的档次.B.主板C.内存D.显示器2.SLOT结构是Intel公司从()开始使用的CPU接口类型.MMX II 3.现在的Pentium4处理器采用了()接口类型4234.Socket423和Pentium4处理器需要搭配()内存进行工作RAM RAM5.下列指令集中,属于AMD的有()!二、填空题1.CPU的职能是执行逻辑、算术运算和控制整个电脑自动地、协调地完成操作,是整个系统的核心,也是整个系统最高的执行与控制单位。
2.CPU的实际运行频率和外频与倍频有关,它门之间的关系是主频=处频*倍频。
3.CPU根据其引脚的物理结构和电气结构,可分为Socket和Slot.两大类。
4.CPU处理的数据都是由内存提供的,由于内存和CPU之间的运行速度存在较大差异,因此便出现了高速缓存来协调两者之间的速度差异。
5.内存总线速度是指CPU二级缓存和内存间的通信速度。
集成电路芯片系统封装与测试

2020/11/24
21
•测试仪
测试仪是测试集成电路的仪器。它负责按 照测试向量对集成电路加入激励,同时观 测响应。目前,测试仪一般都是同步的, 按照时钟节拍从存储器中调入测试向量。
2020/11/24
22
• 测试的分类:
– 鉴定测试 – 生产测试 – 用户测试 – 可靠性测试 – 电学性能测试
正确工作。
(2)确定电路失效的原因和所发生的具体部位,以便改 进设计和修正错误。
2020/11/24
16
•测试介绍
• 测试:就是检测出生产过程中的缺陷,并挑 出废品的过程。
• 测试的基本情况:封装前后都需要进行测试。 • 测试与验证的区别:目的、方法和条件。 • 测试的难点:复杂度和约束。 • 可测性设计:有利于测试的设计。
2020/11/24
28
• 完全测试的含义
例如:N个输入端的逻辑,它有2N个状态。 组合逻辑:在静态状态下,需要2N个顺序测试矢量。动
态测试应考虑状态转换时的延迟配合问题,仅仅顺序 测试是不够的。
时序电路:由于记忆单元的存在,电路的状态不但与当 前的输入有关,还与上一时刻的信号有关。它的测试 矢量不仅仅是枚举问题,而是一个排列问题。最坏情 况下它是2N个状态的全排列,它的测试矢量数目是一 个天文数字。
技术创新,变革未来
§1 系统封装
半导体器件复杂性和密度的急剧增加推动了更 加先进的VLSI封装和互连方式的开发。 • 印刷电路板(printed Circuit Board-PCB) • 多芯片模块(Multi-Chip Modules-MCM) • 片上系统(System on a Chip-SOC)
2020/11/24
Hale Waihona Puke 17•简单的测试例子A Z
LED封装作业指导书文档
LED作业指导书目录1.排支架--------------第2页2. 扩晶---------------第3页3.点银胶--------------第4页4.固晶----------------第5页5.焊线----------------第6页6.配胶----------------第7页7.粘胶----------------第8页8.灌胶----------------第9页9.短烤----------------第10页10.离膜---------------第11页11.长烤---------------第12页12.前切---------------第13页13.测试---------------第14页14.后切---------------第14页15.包装---------------第15页1.排支架一、目的:排料工序严格受控、保证产品品质二、使用范围:排支架工序三、使用设备:工具——一手套、支架座、铝盘、颜色笔四、作业规范:4.1作业前先戴手套。
4.2根据当天需生产的品名规格,选用所需的支架与晶片.4.3依规定在支架底部画上颜色,以便于后段作业区分.五、注意事项 :5.1排料要整齐,每一支架座最多排50支,不够支请标明数量.5.2固双色支架直角排向右边,单色支架碗形排向左边.六、品质标准:6.1排料过程中,如发现变黄、变黑不正常颜色的支架,应将其挑出.6.2支架有变形的,挑出作不良品处理,如发现数量较多的支架变形时,请将此情况向品管人员反映.2.扩晶一、目的:使扩晶工序受控,保证产品品质二、使用范围:扩晶工序三、使用设备:工具------扩晶机、子母环四、相关文件:<<生产工作单>>五、作业规范:5.1晶片扩张.1、打开扩晶机电源开关.2、热板清温度调整至50-60℃,热机十分钟,扩晶片时温度设定65-75℃.3、打开扩晶机上压架,在热板上放置子母环内圈,圆角的一在朝上.4、将要扩晶之晶粒胶片放置热板上,使晶粒位于热板中央,预热30秒之后,扣紧上压架.晶粒在上,胶片在下.5、拨动下顶开关,顶板顶上,晶粒胶片开始扩张至定位.6、套上子母环,外环圆角的一面朝下.按上压开关将外圈压紧(可重复2-3次,使子母环套紧为止),再按上压开关,使上压座回到原位置.7、用小刀割除子母环外多余胶片,并按下顶开关,使顶板回位.8、取出已扩好晶粒的子母环.3.点银胶一、目的:使点银胶工序严格受控、保证产品品质.二、使用范围:备胶、点银胶工序.三、使用设备:工具------显微镜、点银胶、夹具、固晶笔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
按要求做出元器件的封装一.原理图库
1.元件名HEADER4X2(8P插头)如下图所示
:
要求:
1.标识:JP?
2.注释:HEADER4X2
3.封装
:2SIP8H
原理图显示:
2.元件名TLC549(AD转换)如下图所示:
要求:
1.标识:U?
2.注释:TLC549
3.封装:DIP8
原理图显示:3.元件名
TLC5615(AD转换)如下图所示:
要求:
1.标识:U?
2.注释:TLC5615
3.封装:DIP8或
SO-8可选
原理图显示:
4.元件名HX711(AD转换)如下图所示
:
要求:
1.标识:U?
2.注释:HX711
3.封装:SO-16
原理图显示:5.元件名
MAX6675如下图所示:
要求:
1.标识:U?
2.注释:MAX6675
3.封装:SO-8或
DIP8可选
原理图显示:
6.元件名2、3、5下载针如下图所示:
要求:
1.标识:J?
2.注释:下载针
3.封装:SIP3
原理图显示:
二.PCB封装库
1.SIP4P绿色端子接口如下图所示:
要求:1.封装名:SIP4P
2.焊盘大小:X-SIZE:140mil
Y-SIZE:180mil
3.通孔尺寸:ɸ60mil
4.其余按照尺寸做
注意:图中红色线所标为此元件的封装尺寸,不要求画在封装图中,仅供参考。
其余没标尺寸的,可按照大致比例画出即可。
下图为此封装的3D模型
2.led5-red封装如下图所示:
下图为LED5圆弧尺寸以及他的3D封装模型,孔径大小28mil
3.数码管3.46/4封装尺寸如下图所示
尺寸要求如上图所示:
焊盘大小:X-SIZE:70mil Y-SIZE:120mil 通孔尺寸:30mil
3D封装如下图所示:仅供参考!!!。