胶合板产品知识 PPT
第五章胶合板胶合
第一节 胶合原理
一、胶合理论 两种不同材料相接触时,由于表面分子、原子、离子和官能团的作用形成一种新的连接叫胶合, 这种作用叫胶合作用。 1、机械胶合理论:这种理论认为,从微观上看,材料表面是凸凹不平的,内部也有裂隙和孔隙,胶 粘剂渗透到裂隙和孔隙中,固化后形成一种机械啮合的胶钉。 这种机械胶合理论对于多孔性材料(如木材)来说作用较大,但对于无孔材料来说作用不大。 2、吸附理论: 持这种理论的人认为:胶粘剂将被胶合物胶接在一起,是由于吸附作用的结果,即由范德华力和 氢键作用的结果。 粘合力的大小与分子之间的距离和极性有关。这种理论认为只有极性分子之间或非极性分子之间 才能表现出较高的粘合力,而极性分子与非极性分子之间是不可能有较高的胶合强度的。当两物体的 分子距离很近时,范德华力是很大的(理想表面相距10°A时,它们的引力可达10-100MPa)当距离 为3-4°A时,引力可达100-1000Mpa,这个数值远远超过现代最好胶粘剂所能达到的胶合强度。但 实际上两物体表面不可能接触很好,即使精密抛光,两个平面之间的接触面积不过总面积的1/100, 而液体和固体的接触只要液体对固体表面充分浸润就可以了,但许多事实证明,完全浸润是产生吸附 的必要条件,并不是充分条件,因为有些物体即使被胶粘剂安全浸润,胶合性能也很差,这就说明引 力对胶合强度起一定作用,但不是完全的。 3、扩散理论 这种理论认为,两个物体或胶与被胶物体仅仅相互接触是不够的,必须相互扩散才能形成牢固的 胶接。由于胶粘剂属高分子物质,被胶合物木材也是高分子物质,都具有链状结构的分子,在一定条 件下,分子的布朗运动而相互扩散,分子在界面产生共溶,两种材料的界面就消失了,变成一个过渡 区域,这对胶合是有利的。
第三节 单板施胶
单板施胶:就是将一定数量的胶粘剂均匀地涂施在单板的表面上的一道工序。板坯施胶胶合后, 要求在胶合面形成一个厚度均匀的连续胶层。且胶层的厚度越薄越好,因此,施胶质量的好坏,直接 影响胶合质量。 一、施胶的方法 单板施胶有单面施胶和双面施胶两种。 单面施胶就是在单板的一面上施胶,而另一面靠另一张单板表面施胶来胶合,这种方法在淋胶, 挤胶法施胶应用。除面板不施胶外,其余各层单板均单面施胶。 双面施胶是在一张单板的两个面施胶,而相邻层单板不施胶,因此,在胶合板的偶数层单板上双 面施胶,也就是在芯板(或横纹单板)上施胶,以此类推。这种方法适于辊涂。 另外,按胶的状态可分为干法施胶和液体施胶两种。 1、干法施胶有两种方式 (1)胶膜纸法:是将厚度为20mm特制纸张,浸渍树脂胶(酚醛树脂)后,经干燥、剪裁制成胶膜 底,组坯时夹在单板中间,热压时靠胶膜纸把单板胶合在一起。 优点:使用和运输方便,胶量分布均匀,胶合质量好。 缺点:成本高,目前只用在少数高级的贴面板中或用于航空胶合板生产。 (2)粉状施胶:将粉状的树脂胶直接铺撒在单板表面上,胶合时,在热的作用下,胶熔化后流层, 布满整个胶合面。这种方法一般应用于湿单板。 2、液体施胶:就是将胶液均匀地涂布在单板的表面上。一般胶合板生产都采用液体施胶。 其施胶的方法有四种。 (一)辊筒涂胶法,有双辊筒和辊筒两种, Ⅰ、双辊筒涂胶(图5-12) 工作原理是下辊筒浸在胶槽中,胶液的高度一般浸没下胶辊直径的1/3为宜,太多太少都会影响涂 胶质量和施胶量。
胶合板

胶合板胶合板也称夹板行内俗称细芯板。
由三层或多层一毫米厚的单板或薄板胶贴热压制而成。
是目前手工制作家具最为常用的材料。
夹板一般分为 3 厘板、 5 厘板、9 厘板、12 厘板、15 厘板和18 厘板六种规格( 1 厘即为1mm )。
当然,还有21厘和25厘,很多工厂都在用。
1. 胶合板是由原木旋切成单板或木方刨切成薄木,再用胶粘剂胶合而成的三层或三层以上的薄板材。
通常用奇数层单板,并使相邻层单板的纤维方向互相垂直排列胶合而成。
因此有三合、五合、七合等奇数层胶合板。
从结构上看,胶合板的最外层单板称为表板,正面的表板称为面板,它是用质量最好的单板材。
反面的表板称为背板,用质量次之的单板材。
而内层的单板材称为芯板或中板,用质量最差的单板材组成。
制造出来的胶合板,它有如下特点:一、胶合板既有天然木材的一切优点,如容重轻、强度高、纹理美观、绝缘等,又可弥补天然木材自然产生的一些缺陷如节子、幅面小、变形、纵横力学差异性大等。
二、胶合板生产能对原木的合理利用。
因它没有锯屑,每2.2-2.5立方米原木可以生产1立方米胶合板,可代替约5立方米原木锯成板材使用,而每生产1立方米胶合板产品,还可产生剩余物1.2-1.5立方米,这是生产中密度纤维板和刨花板比较好的原料。
由于胶合板有变形小、幅面大、施工方便、不翘曲、横纹抗拉力学性能好等优点。
故该产品主要用在家具制造、室内装修、住宅建筑用的各种板材。
其次是造船、车箱制造、各种军工、轻工产品以及包装等工业部门之用。
胶合板按用途分为普通胶合板(适应广泛用途的胶合板)和特种胶合板(能满足专门用途的胶合板)。
胶合板的质量要求包括外观等级、规格尺寸、物理力学性能三项内容。
外观等级、规格尺寸、物理力学性能三项检验均合格地判断该产品为合格品,否则判断为不合格。
胶合板出厂时应具有生产厂质量检验部门的产品质量鉴定证明书,注明胶合板的类别、规格、等级、胶合强度和含水率等o(1)普通胶合板的规格尺寸胶合板的厚度为2.7mm,3.3mm,4.5mm,5.5mm,6mm......自6mm起,按lmm递增。
3.第三章 人造板制造——胶合板
胶合板生产工艺(4)
干热法胶合板生产工艺: 2.单板制造:方法有旋制、刨制、 锯制三种,旋制最常用。 旋制——旋切机,定轴等速。单板 厚度等于木段旋转一周刀架的进给量。 旋切的单板板面花纹接近于旋切板
胶合板生产工艺(5)
干热法胶合板生产工艺: 3.单板干燥:方法有自热干燥和人 工干燥(机械)两种 人工干燥机——纵向或横向通风辊 式干燥机、网带式干燥机、喷气式网 袋连续干燥机、红外线对流混合式干 燥机等。
胶合板的组成与分类(2)
二、胶合板分类 按用途可以将胶合板分为:特种胶合板和一 般胶合板。一般胶合板可分为四类: Ⅰ类(NQF)——耐气候、耐沸水胶合板。 酚醛树脂胶粘合室外使用 Ⅱ类(NS)——耐水胶合板。脲醛树脂胶 粘合,短期冷水浸泡 Ⅲ类(NC)——耐潮胶合板。血胶粘合, 短期冷水浸泡 Ⅳ类(BNC)——不耐潮胶合板。豆胶粘 合,室内使用
胶合板
定义: 胶合板是原木经过旋切(或刨切)成 单板,再经过纵横交错排列胶压而成的三 层或多层板材。 特点: 胶合板以其幅面宽,厚度小,表面平 整、容重轻、纵横向强度大而均匀等优点 而广泛使用。
胶合板的组成与分类(1)
一、组成原则 组成分为:表板(面板、背板)和芯板 (又叫中板) 1.对称原则——对称平面两边层数相同; 对称层的单板在厚度、树种、含水率、纤维方 向制造方法(旋制、刨制、锯制)等均相同 2.奇数层原则——对称原则决定其必须是 奇数层。 3.厚度原则——相同厚度的胶合板,层数 越多,质量越好。
胶合板生产工艺(12) 干热法胶合板生产工艺: 组坯——将涂了胶的芯板、 面板与背板组成板坯的过程。芯 板不能整张化,需要手工拼接。 注意不能造成错位、歪斜、叠层。 离缝等
胶合板生产工艺(13)
干热法胶合板生产工艺: 热压胶合——把组成的板坯送到热压机中,在 一定温度和压力下处理,是胶层凝固,单板胶合的 过程。 三个作用:压力作用、热力作用、化学作用 工艺要求: 1.压力——10~18KG/cm2 2.温度——105~120度 3.时间——每毫米厚度45~50秒
胶合板制造工艺学 ppt课件

胶合强度是胶合质量的重要标志,所有胶合板产 品都必须测其胶合强度。测定胶合板强度使用胶合强 度试件按以下两种形式锯割.
拉
l
伸
方
L
向
b 图2-5 拉伸剪切强度试件的形状及尺寸
第一种A型:试件的表板厚度(压板前单板厚度)大于1mm的胶 合板采用A型试件尺寸两个槽间距为20mm;
(2)节约木材,提高利用率 1m3胶合板可代替4m3板材使用,锯材最小厚度12mm才能用,
把木材制成胶合板只要3mm就可使用,即使用厚度4:1。 (3)强重比高 强重比是强度与密度的比值,一般硬木的密度是钢材的1/8。
软材约是钢材的1/15,所以在同样强度下,木材比钢材的轻。
第一章 胶合板及其物理力学性质 §1-1 胶合板及其分类
见GB18580.4.12条款。
表 胶合板甲醛释放限量值
产品名称 试验方法
限量值 ≤0.5mg/L
使用范围
限量 标志
E0 可直接用于室内
可直接用于室内
胶合板 干燥器法 ≤1.5mg/L
E1
必须饰面处理后 ≤5.0mg/L 可允许用于室内 E2
§1-4 胶合板的生产过程
一、胶合板的生产方法 胶合板的生产方法可以分为干冷法和干热法。干和湿指胶合时
将处理好的试件两端夹紧于试验机的一对活动夹具中以等速度对试件加载至破坏读至最大破坏载荷重然后根据试件类型分别利用公式求出胶合强21单个试件的胶合强度mpa椴木杨木拟赤杨070070水曲柳荷木枫香榆木柞木080桦木100马尾松云南松落叶松云杉080表11胶合强度指标值类别胶合板树种22首先称试件初重m试件在1032的温度下干燥至恒定重量待试件在干燥器中冷却后称重为m
第五章胶合板胶合
第三节 单板施胶
其优点是节省胶料,胶液损失不超过5%,不过使用时应防止堵塞胶孔 (四)喷胶法: 1、普通喷胶法:是使胶液在空气的压力下,在喷头雾化,然后喷出。这种方法胶料损失大,胶合板生 产中应用较少,只适于家具表面喷漆或人造板表面装饰时喷涂。 2、压力喷胶法:给胶液施加一定的压力,使其从喷头喷出,喷出的胶应是旋转前进的,这样分散性 好,为了施胶均匀,喷嘴应尽量小些(0.3-0.5mm),但易堵塞,因此要求胶液尽可能清洁,也要注 意胶的粘度。 优点:效率高,胶的损失比普通喷胶法小 缺点:胶量难以控制 淋胶和挤胶较好,但国内仍使用辊筒涂胶。 二、涂胶后单板干燥 胶合板生产中一般涂胶单板不需干燥,只有用酚醛树脂生产船舶板,或生产3mm以下的航空胶 合板需要干燥,干燥目的是蒸发胶粘剂带入单板的大量水分,防止热压时产生透胶,鼓泡和开胶等缺 陷。干燥涂胶单板时应在胶中的水分渗入单板前快速排出,因此,涂胶后应立即干燥。 干燥主要用干燥室进行干燥,温度70-80℃,终含水率8-12%,胶固化率小于2-3%。 三、单板涂胶量及其影响因素 1、单板涂胶量,胶合板生产对涂胶量有一定的要求,涂胶量过大,胶层必然厚,应力增大,胶层 脆,降低胶合强度,同时增加成本。胶量太小,形不成连续的胶层而造成缺胶,使胶不能从一个表面 向另一个表面转移,因此胶合强度也低。涂胶量应适当。 涂胶量的大小取决于胶种、树种和单板厚度,蛋白胶涂胶量大,树脂胶涂胶量小。
第三节 单板施胶
单板施胶:就是将一定数量的胶粘剂均匀地涂施在单板的表面上的一道工序。板坯施胶胶合后, 要求在胶合面形成一个厚度均匀的连续胶层。且胶层的厚度越薄越好,因此,施胶质量的好坏,直接 影响胶合质量。 一、施胶的方法 单板施胶有单面施胶和双面施胶两种。 单面施胶就是在单板的一面上施胶,而另一面靠另一张单板表面施胶来胶合,这种方法在淋胶, 挤胶法施胶应用。除面板不施胶外,其余各层单板均单面施胶。 双面施胶是在一张单板的两个面施胶,而相邻层单板不施胶,因此,在胶合板的偶数层单板上双 面施胶,也就是在芯板(或横纹单板)上施胶,以此类推。这种方法适于辊涂。 另外,按胶的状态可分为干法施胶和液体施胶两种。 1、干法施胶有两种方式 (1)胶膜纸法:是将厚度为20mm特制纸张,浸渍树脂胶(酚醛树脂)后,经干燥、剪裁制成胶膜 底,组坯时夹在单板中间,热压时靠胶膜纸把单板胶合在一起。 优点:使用和运输方便,胶量分布均匀,胶合质量好。 缺点:成本高,目前只用在少数高级的贴面板中或用于航空胶合板生产。 (2)粉状施胶:将粉状的树脂胶直接铺撒在单板表面上,胶合时,在热的作用下,胶熔化后流层, 布满整个胶合面。这种方法一般应用于湿单板。 2、液体施胶:就是将胶液均匀地涂布在单板的表面上。一般胶合板生产都采用液体施胶。 其施胶的方法有四种。 (一)辊筒涂胶法,有双辊筒和辊筒两种, Ⅰ、双辊筒涂胶(图5-12) 工作原理是下辊筒浸在胶槽中,胶液的高度一般浸没下胶辊直径的1/3为宜,太多太少都会影响涂 胶质量和施胶量。
家具材料之——胶合板(plydoow)
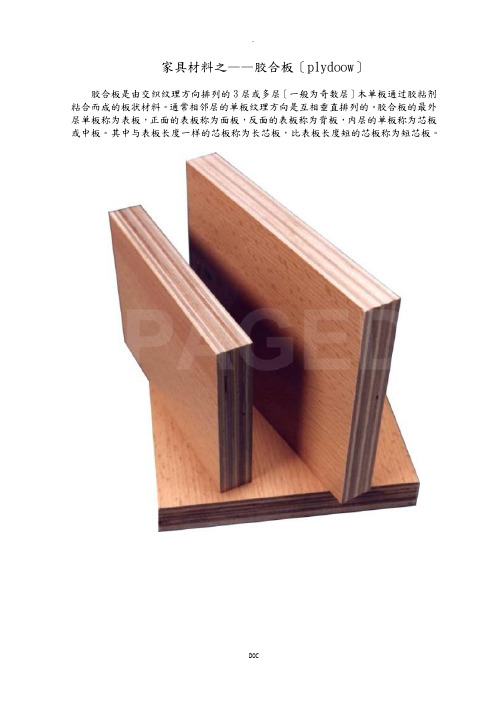
家具材料之——胶合板〔plydoow〕胶合板是由交织纹理方向排列的3层或多层〔一般为奇数层〕木单板通过胶粘剂粘合而成的板状材料。
通常相邻层的单板纹理方向是互相垂直排列的。
胶合板的最外层单板称为表板,正面的表板称为面板,反面的表板称为背板,内层的单板称为芯板或中板。
其中与表板长度一样的芯板称为长芯板,比表板长度短的芯板称为短芯板。
胶合板的分类方法很多,通常根据胶合板的结构和加工方法可以分为普通胶合板和特种胶合板两大类。
普通胶合板仅由奇数层单板根据对称原那么组坯胶合而成,是产量最多、用途最广、结构最为典型的胶板产品。
胶合板开展历史最悠入,在家具工业中应用也最早。
它以其幅面大、厚度小、外表平整、容重轻、纵横向的强度较大、力学性质均匀等优点,被广泛应用于家具制造。
1.分类普通胶合板,按胶种的耐水性可分为以下4类。
⑴Ⅰ类胶合板耐气候、耐沸水胶合板,具有耐久、耐煮沸或蒸汽处理和抗菌等性能,能在室外使用。
这类胶合板是以酚醛树脂胶或其它性能相当的胶粘剂胶合制成。
⑵Ⅱ类胶合板也称耐水胶合板,能在冷水中浸渍,能经受短时间热水浸渍,并具有一定的抗菌性能,但不耐煮沸。
这类胶合板是以脲醛树脂胶或其它性能相当的胶粘剂胶合制成。
⑶Ⅲ类胶合板也称耐潮胶合板,能耐短期冷水浸渍,适于室内常态下使用。
这类胶合板是以低树脂含量的脲醛树脂胶、血胶或其它性能相当的胶粘剂胶合制成。
⑷ Ⅳ类胶合板也称不耐潮胶合板,在室内常态下使用,具有一定的胶粘强度。
这类胶合板是以豆胶或其它性能相当的胶粘剂胶合制成。
2.尺寸规格用厚度、幅面尺寸与公差来标定。
⑴厚度胶合板的厚度为2.7,3,3.5,4,5,5.5,6…mm。
自6mm起,按1mm递增。
其中3,3.5,4 mm厚度的胶合板为常用规格。
其它厚度的胶合板应经供需双方协议后生产。
⑵幅面尺寸胶合板的幅面尺寸一般为2440×1220mm。
⑶公差对于符合表规定幅面尺寸的胶合板,其长度和宽度公差为+5mm,负偏差不许有。
胶合板知识详解
胶合板知识详解胶合板(plywood)由三层或多层薄木胶合而成,现在生产的薄木绝大多数是旋制的薄木,常称为单板(veneer),通常用奇数层单板,相邻层单板的纤维方向互相垂直,常见三合、五合、七合等奇数层胶合板,其最外层单板称为表板,正面的表板称为面板,反面的表板称为背板,内层的单板称为芯板或中板。
胶合板面板的树种为该胶合板的树种,在中国,常用的阔叶树材有椴木、水曲柳、桦木、杨木、榆木、槭木、色木、黄波罗、枫杨、楠木、木荷、杞木等,常用的针叶树材有马尾松、云南松、落叶松、云杉等。
胶合板的分类方法很多,可以按树种进行分类,如分为阔叶树材胶合板(桦木胶合板、热带阔叶树材胶合板等)、针叶树材胶合板;按用途分,可分为普通胶合板和特种胶合板,普通胶合板即适应广泛用途的胶合板,特种胶合板是为了满足专门用途的胶合板;可以按胶层的耐水性和耐久性分,在中国把普通胶合板分为耐气候胶合板(Ⅰ类胶合板,具有耐久、耐煮沸或蒸汽处理等性能,能在室外使用)、耐水胶合板(Ⅱ类胶合板,能在冷水中浸渍,或经常短时间热水浸渍,但不耐煮沸)、耐潮胶合板(Ⅲ类胶合板,能耐短期冷水浸渍,适于室内使用)和不耐潮胶合板(Ⅳ类胶合板,在室内常态下使用,具有一定的胶合强度)。
按照胶合板的结构分,可分为胶合板、夹芯胶合板和复合胶合板,夹芯胶合板为具有板芯的胶合板,复合胶合板为板芯(或某些层)由除了实体木材或单板之外的材料组成,板芯的两侧通常至少应有两层木纹互相垂直排列的单板。
按表面加工分,可分为砂光胶合板、刮光胶合板、贴面胶合板、预饰面胶合板,砂光胶合板为板面经砂光机砂光的胶合板,刮光胶合板为板面经过刮光机刮光的胶合板,贴面胶合板为胶合板表面已经复贴了装饰单板、木纹纸、浸渍纸、塑料、树脂胶膜或金属薄片等贴面材料,预饰面胶合板为制造时已经对胶合板进行了专门的表面处理,使用时无需再修饰的胶合板。
按胶合板的形状分,可分为平面胶合板和成型胶合板,成型胶合板即已经根据制品的要求,在模具内将板坯直接压制成曲面形状的胶合板,以供特殊需要,如护壁板、天花板的波纹胶合板和椅子的靠背、后腿等。
胶合板知识
PLYWOOD1、普通胶合板(Ordinary plywood)定义:胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。
An ‘A’ face on ply means it has a high quality clean face basically clears grade suitable for clear/stain finishing.A ‘B’ face will have a permitted quantity of small knots, high quality suitable for a paint, whitewash or stain finish.‘C’ Grade, is grade will likely have knots and splits with filler and sanded, medium grade.‘D’ Grade, is will likely have open knots and splits and may be unsanded, rough appearance.产品描述:BINTANGOR VENEERED PLYWOOD, POPLAR CORE,BB/CC GRADE,WBP GLUE,E1.冰糖果面底,杨木芯,BB/CC级,面底和芯板都用三聚氰胺防水胶,E1标准2、建筑覆膜板(film faced plywood )定义:建筑模板是一种临时性结构,使混凝土结构、构件按规定的位置、几何尺寸成形,保持其正确位置,并承受建筑模板自重及作用在其上的荷载。
进行模板工程的目的,是保证混凝土工程质量与施工安全、加快施工进度和降低工程成本。
现浇混凝土结构工程施工用的建筑模板结构,主要由面板、支撑结构和连接件三部分组成。
面板是直接接触新浇混凝土的承力板;支撑结构则是支承面板、混凝土和施工荷载的临时结构,保证建筑模板结构牢固地组合,做到不变形、不破坏;连接件是将面板与支撑结构连接成整体的配件。
2.胶合板简介讲解材料

本章内容
2.1 中国胶合板概况 2.2 定义与特点 2.3 分类 2.4 生产方法 2.5 胶合板产品主要质量问题
2020/5/26
2.1 中国胶合板概况 2.1.1 产量
中国胶合板增长迅速,现已成 为世界胶合板生产第一大国,从依 赖进口迅速转型为出口大国。
2020/5/26
2.1.2 中国胶合板的产业集群 2.1.3 中国胶合板进出口情况
2020/5/26
2.3.6 普通胶合板按胶种的耐水性分
(1)Ⅰ类胶合板(typeⅠplywood) 即耐气候胶合板,供室外条件下使用,能
通过煮沸试验。 (2)Ⅱ类胶合板(type Ⅱ plywood)
即耐水胶合板,供潮湿条件下使用,能通 过63±3℃的热水浸渍试验。 (3)Ⅲ类胶合板(type Ⅲ plywood)
缺陷。
2020/5/26
2.3 分类 2.3.1 按用途分
(1)普通胶合板 (2)特种胶合板
2020/5/26
2.3.2 按总体外观分
(1)按构成分:单板胶合板、木芯 胶合板和复合胶合板,而木芯胶合板又分 为细木工板和层积板。
(2)按外形和形状分:平面胶合板 和成型胶020/5/26
2.2 定义与特点 2.2.1 定义
胶合板(plywood)由三层或三层以上的 单板按对称原则、相邻层木纹方向互相垂直组 坯胶合而成的板材。通常其表板和内层板对称 地配置在中心层或板芯的两侧。
2020/5/26
2.2.2 特点﹙与木板相比﹚
(1)强重比高 (2)幅面大; (3)外表美观; (4)各向异性减少; (5)保留了天然材的优点,隐蔽了一部分
(1)按耐久性分三类:干燥条件下合使用 、潮湿条件下和室外条件下使用的胶合板。
胶 合 板 介 绍
胶合板培训主讲人:李大海时间:2010年4月6日一、介绍1、胶合板的基本概念胶合板——用原木旋切成单板或用木方刨切成薄木,再用胶(动物蛋白胶、植物蛋白胶合成树脂胶)等做粘合剂经过压制而成的三层或三层以上的厚板材。
2、胶合板的优点–☆节约木材直径17cm以上的原木,每2.2~2.5m3原木可以生产1m3的胶合板,可以代替5m3原木锯材使用。
直径8~16cm的原木,可以经过无卡旋切机旋切成单板生产成实木复合地板基材、LVL等产品代替天然大木材严重不足现象–☆克服木材天然具有的缺陷木材本身结构造成的材性,如质量不均匀,方向不同的各向异性,力学强度的绝对值低,湿胀干缩等性质。
而胶合板经过人工的方法,改变了这些缺陷,达到了特殊使用性能要求,用途广泛等目的。
因此,胶合板被广泛应用在造船、航空、建筑、包装、家具等方面。
3、胶合板的分类分类方法较多,现在也未统一。
可以按树种分,也可以按胶种分,还可以按结构和用途分。
按胶种和耐水性能分类:耐气候、耐沸水胶合板;耐水胶合板;耐潮胶合板,不耐潮胶合板。
按照用途分:建筑膜(红板)、清水膜(黑板)、实木复合地板基材、单板层积材。
4、胶合板的构成原则木材具有各向异性,为了消除木材固有的缺点,单板在组成胶合板时,应准守以下原则:(1)对称原则——对称中心平面两侧的单板,无论树种、单板厚度、层数、制造方法、纤维方向、单板的含水率等都应该相互对应的。
如果不对称使胶合板产生变形,开裂等缺陷,因此这是个最基本的原则。
(2)奇数层原则——由于胶合板的结构是相邻层单板的纤维方向相处垂直,而且又必须符合对称原则,因此它的总层数必定是奇数。
奇数层的胶合板,其对称中心平面与中间层芯板对称平面相重合。
(3)层的厚度原则——同一厚度的胶合板,可以用较厚的、层数较少的单板构成,也可以用较薄的、层数较多的单板构成。
当胶合板厚度一定时,与层数的多少有关。
在实际生产中,虽然单板厚度越薄,胶合板质量越高,但加工难度大,而且生产中增大成本,所以厚度原则必须根据产品的用途作出适当的选择。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我司现有的胶合板全部要求达到Ⅱ类或以上标准。
物理力学性能检验项目
1.含水率 2.胶合强度(试件预处理) Ⅰ类胶合板:将试件放在沸水中煮4h,然后将试件 分开平放在(63±3)℃的空气对流干燥箱中干 燥20h ,再在沸水中煮4h, 取出后在室温下冷却 10min; Ⅱ类胶合板:试件放在(63±3)℃的热水中浸渍 3h,取出后在室温下冷却10min; Ⅲ类胶合板:将含水率符合要求的试件作干状试验。 3.甲醛释放量
胶合板的甲醛释放限量
单位:mg/L
级别标志
E0 E1限量值Leabharlann ≤0.5 ≤1.5备注
可直接用于室内 可直接用于室内
E2
≤5.0
必须饰面处理后 可允许用于室内
第二部分:胶合板的 生产工艺流程
原木截断、蒸煮、剥皮等工序
1、原木 2、裁断
①单板制造阶段:
单板旋切、干燥、修补、胶拼和剪切
1、旋
切
胶合板产品知识
第一部分:成型胶合板 的产品知识
胶合板的分类(按构成分类)
单板胶合板 细木工板(大芯板)
胶合板的结构特性
通常相邻两层单板木纹应相互垂直,所以胶合板最终成型后的层数为 奇数。 中心层两侧对称层的单板应为同一厚度,同一树种或物理性能相似的 树种,同一生产方法(即都是旋切或是刨切的),而且木纹配置方向 也应相同。
胶合板的种类
最外层的正面单板称为面板,反面的称为背板, 内层板称为芯板,面板的树种为该胶合板的树种。
胶合板分类(耐久性分)
干燥条件下使用(Ⅲ类胶合板) 不耐潮胶合板,能通过干状试验 潮湿条件下使用(Ⅱ类胶合板) 耐水胶合板,能通过63℃±3℃热水浸渍试验 例 如:合兴、祥兴、旺林等 室外条件下使用(Ⅰ类胶合板) 耐气候胶合板,能通过煮沸试验 例如:康隆
鼓泡
鼓泡
含水率不均导致压贴纸板分层
单板
2.干燥
3.修补与整理
②胶合板制造阶段:单板涂胶、组坯、
预压、热压及冷却 1.预压
2.热压
3.砂光
4.分等
5、仓 储
胶合板板面常见的质量问题
面板分层
芯板分层
压伤
死节 脱落
芯板分层
胶合板三胺压贴不良
板面砂光不平导致压贴板面胶斑
含水率偏高或涂胶不均导致面皮与芯板分层或芯 板分层(鼓泡)