8字无碳小车工程管理设计报告
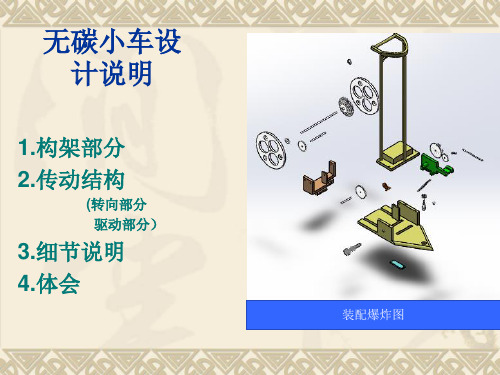
8字无碳小车设计方案

设计一种小车,驱动其行走及转向的能量是根据能量转换原理, 由给定重力势能转换而得到的.该给定重力势能由竞赛时统一使用质量为1Kg 的标准砝码(¢50×65 mm,碳钢制作) 来获得4J 能量,要求砝码的可下降高度为400±2mm.标准砝码始终由小车承载,不允许从小车上掉落。
图1 为小车示意图。
图一要求小车在行走过程中完成所有动作所需的能量均由此给定重力势能转换而得,不可以使用任何其他来源的能量。
要求小车具有转向控制机构,且此转向控制机构具有可调节功能,以适应放有不同间距障碍物的竞赛场地。
要求小车为三轮结构。
在300~500mm 范围内产生一个“8”字型赛道障碍物间距值。
重物块从距小车底板400mm 的高处下落,带动主动轴转动,使小车运动,再通过齿轮传动和转向结构,实现在转动一定周期时,小车进行方向的改变,从而实现8 字的运动轨迹。
通过对命题的分析,我们小组有了一个比较清晰的思路。
我们在网上搜集资料,对每个结构的各种方案进行了比较,再结合我们的实际情况和自己想法,最后确定了以下结构。
对于各种参数的确定,我们只要是对齿轮进行了计算,其他参数是在原有的基础上进行了修改。
在设计过程中,我们主要采用了Auto CAD、Solidworks 软件进行辅助设计。
车架受力小,精度要求低,考虑到铝板密度小,强度对于小车也足够,而且方便加工,故本次制作选择3mm 厚铝板。
由于我们是后轮单轮驱动,前导向轮与驱动轮的横向距离过大会使小车在绕行8 字时轨迹不对称, 即一个圆大一个圆小。
为避免这种情况我们将驱动轮与导向轮的横向距离取消。
原动机构是把重物的重力势能转化为小车动能的装置.要求1。
驱动力适中,不至于小车转弯时速度过大倾翻.2.启动时提供足够的加速度使小车开始行走.3.到达终点时的速度要尽可能小,避免对小车过大的冲击. 同时使重块的动能尽可能的转化到驱动小车前进上,如果重块竖直方向的速度较大,不仅浪费了重物的动能,下落时对车架的冲击还会影响小车的运动。
“8”字循迹无碳小车结构创新设计
“8”字循迹无碳小车结构创新设计1 设计思路根据“8”字形路线小车的运动特点,小车转向轮应在一定角左右周期性摆动,根据这一原理我们采用凸轮的形式来实现这一周期性定角摆动,且选择与之相应后轮传动比来满足要求;车架我们采用方形版结构,考虑到节约加工成本,底板重量等因素,我们和加工中心进行联系,使用铝合金材料,采用较为方便的激光切割进行加工;齿轮齿轮传动平稳,传动比精确,工作可靠、效率高、寿命长,使用的功率、速度和尺寸范围大的优点,因此传动方式我们采用齿轮和动滑轮相结合;考虑到小车在运动过程中后轮会产生一定的差速,对于差速的处理,本设计采用单轮驱动。
由于驱动轮越大,滚阻系数越小,行走距离远,因此选择较大的轮驱动车体。
2 特色创新结构设计说明我们对无碳小车进行结构设计,要保证小车能稳定的进行8字行走,我们要保证各机构设计精确可靠,由于采用凸轮结构实现转向功能,则对凸轮形状的设计必须考虑周全。
另外微调机构在保证平稳前行过程中也起到极为关键的作用。
考虑到加工难度及成本,设计了单轮驱动。
栓线处为梯形原动轮。
起始时,原动轮的转动半径较大,起动转矩大,有利起动。
其次,起动后,原动轮的半径变小,转速提高,转矩变小,和阻力平衡后作匀速运动。
原动轮的半径变小,使总转速比提高。
下面主要对小车凸轮设计以及微调机构设计进行说明。
2.1 凸轮设计首先我们根据小车行走的8字轨迹形状进行凸轮的理论形状设计,如图1所示,考虑到实际加工出来的凸轮有一定的厚度,必将导致用理论形状加工出来的凸轮形状所走出来的轨迹与实际轨迹存在误差,我们通过分析,将加工出来的凸轮形状作为初步大致凸轮,然后采用调试掌握相关规律,将因凸轮厚度引起的误差采用手动磨削的方式减小到最小,反复实验,最后得到滿意的凸轮形状。
2.2 微调机构设计由于前面确定了转向采用凸轮机构换向方案,为了提高准确度,适应性,因此就必须加上微调机构,对误差进行修正。
微调机构可以采用下面两种方式(1)凸轮轴向可移动一微小位移,从而调整凸轮与推杆接触点的位置,来调节八字大小,如图2为本文所设计凸轮微调装置。
“8”字形无碳小车设计
8字形无碳小车设计项目介绍本项目是基于机械设计的课程要求而进行的设计,需要设计出一款8字形无碳小车。
该小车不仅要满足在直线上的移动,还需要具备在转弯时具备稳定性和灵活性的特性,以便在不同场合下进行应用。
设计思路总体设计在进行设计之前,我们首先确定了该小车需要满足的基本要求:8字形的结构和无碳的材质。
在此基础上,我们确定了该小车采用两个轮子,每个轮子由两个电机驱动,采用倒立式机械结构。
图1:8字形无碳小车示意图电机选型在选择电机时,我们考虑到需要一定的扭矩和转速。
我们最终选择了两款表现比较出色的电机,分别为Mabuchi RS-775WC-9517直流电机和小日本FC-280SC-20150直流电机。
这两种电机在理论测试过程中都表现出了良好的性能。
机械结构在进行机械结构方面的设计时,我们首先采用了3D建模软件绘制出了图纸。
为了增加小车的稳定性,轮子的轴距被加长,同时在两个轮子之间加了一根横杆和一个弯曲部件,以便于小车在8字形轨迹的转换时更加平稳。
图2:机械设计图控制系统在控制系统方面,我们采用了基于Arduino的控制器,并通过PID控制算法实现轮子转速的控制。
由于该小车需要进行方向控制,所以我们还加入了一个陀螺仪模块,用于感知小车的方向。
实际制作材料准备在进行实际制作之前,我们需要准备一些材料。
主要包括:电机、电池、轮胎、木板、3D打印件等。
制作过程制作过程分为三个步骤:机械部件制作、电路制作、程序编写。
1.机械部件制作我们首先按照之前的机械设计图进行部件制作,包括:底盘、支架、轮子等。
2.电路制作电路制作主要包括将电池、控制器、电机、陀螺仪等部件进行连接。
连接的过程需要注意电路接线的正确性。
3.程序编写我们编写的程序需要完成小车的运行控制、方向控制、转速控制等功能。
在编写的过程中,我们采用了PID控制算法和蓝牙控制模块,以方便我们在实验过程中及时进行数据的传输和控制。
实验结果我们通过在8字形轨迹上进行测试,将小车的运行时间、速度、稳定性等各项指标进行了测量。
“8”型路线无碳小车的设计
煤炭是大自然给予人类的一笔宝贵财富,可是由于人们对煤炭的巨大需求,煤炭资源日趋减少近于枯竭。
随着人们节能环保意识的提升,无碳理念也越来越被人们提上研究的课题。
更洁净,更环保,更节能,更高效的理念也深入人心。
本小车是对“无碳”理念的探索与开发,对未来“无碳”的憧憬,小车构思巧妙,在完成设计的要求下充分考虑了外观和成本等问题,方便以后的扩展和进一步的开发。
“无碳小车”系第二届全国大学生工程训练综合能力竞赛命题主题,目前实验阶段已经完成。
小车的设计分为三个阶段:方案设计、技术设计、制作调试。
方案设计阶段根据小车功能要求根据机器的构成(原动机构、传动机构、执行机构、控制部分、辅助部分)把小车分为车架、原动机构、传动机构、转向机构、行走机构、微调机构六个模块,进行模块化设计。
技术设计阶段采用了PROE等软件进行辅助设计。
小车大多是零件是标准件、可以购买,同时除部分要求加工精度高的部分需要特殊加工外,大多数都可以通过手工加工出来。
调试过程会通过微调等方式改变小车的参数进行试验,在试验的基础上验证小车的运动规律同时确定小车最优的参数。
关键词:无碳小车;方案设计;模块化设计;8型路线Coal is a valuable wealth of human nature, but because of the huge demand for coal and meager coal resources dwindling. As enhance awareness of energy saving and environmental protection, zero-carbon concept is increasingly being put on the research project. Cleaner, more environmentally friendly, more energy, more efficient idea is taking hold.Issue, later expanded and further developed. "Zero-carbon cars" of the second national students ' comprehensive ability of engineering training race in thesis theme, the current experimental phase has been completed.Car design is divided into three phases: design, technical design, making debugging. Programme design stage based on the car features under the machine's composition (original mechanism, actuator, actuator, control section, Assistant section) original car into the frame, body, transmission, steering agencies, travel agencies, fine-tune the bodies of six modules, modular design. Technical design stage using PROE software for aided design. Car most parts are standard parts, you can purchase, while some require high processing precision parts require special processing, most are available through the manual process. Debugging changes by way of fine tuning parameters of the car testing, experimental validation on the basis of the car in motion at the same time determine the optimal parameters for car.Key words:Carbon-free cares; design; modular design;8-courses目录摘要............................................................................................................ 错误!未定义书签。
八字形无碳小车课程设计

八字形无碳小车课程设计一、教学目标本课程旨在让学生了解八字形无碳小车的基本概念、设计原理和制作方法,通过实践活动提高学生的科学探究能力、动手能力和团队协作能力。
具体目标如下:1.知识目标:(1)了解八字形无碳小车的结构特点和运动原理。
(2)掌握无碳小车制作的材料选择、设计和组装方法。
(3)了解无碳小车在环保领域的应用和意义。
2.技能目标:(1)能够运用科学知识分析和解决无碳小车制作过程中遇到的问题。
(2)具备动手实践能力,独立完成无碳小车的制作。
(3)培养团队协作精神,学会与他人共同探讨和解决问题。
3.情感态度价值观目标:(1)培养学生对科学的兴趣和好奇心,提高科学素养。
(2)培养学生关爱环境、珍惜资源的意识。
(3)培养学生勇于创新、克服困难的精神。
二、教学内容本课程的教学内容主要包括八字形无碳小车的概念、设计原理、制作方法和实践操作。
具体安排如下:1.第一课时:八字形无碳小车概述(1)介绍八字形无碳小车的定义和特点。
(2)讲解无碳小车的工作原理和应用领域。
2.第二课时:无碳小车设计原理(1)讲解无碳小车的设计原则和方法。
(2)分析无碳小车的结构组成和功能。
3.第三课时:无碳小车制作方法(1)介绍无碳小车的制作材料和工具。
(2)演示无碳小车的制作过程。
4.第四课时:实践操作(1)学生分组制作无碳小车。
(2)进行无碳小车比赛,检验学习成果。
三、教学方法本课程采用讲授法、实践操作法和小组讨论法相结合的教学方法,以激发学生的学习兴趣和主动性。
1.讲授法:讲解无碳小车的相关概念、原理和制作方法。
2.实践操作法:学生动手制作无碳小车,提高实践能力。
3.小组讨论法:分组讨论制作过程中的问题和解决方案,培养团队协作能力。
四、教学资源1.教材:选用符合课程内容的八字形无碳小车教材。
2.参考书:提供相关领域的参考书籍,丰富学生知识体系。
3.多媒体资料:制作PPT、视频等资料,直观展示无碳小车的制作过程和原理。
4.实验设备:准备无碳小车制作所需的工具和材料,如剪刀、胶带、电机等。
“8”字形无碳小车设计

无碳小车" 8 "字型设计方案成员: 刘潇陆首成胡珈铭指导教师:孔繁征张若达2012年12月9日本届竞赛命题主题本届竞赛命题主题为“无碳小车”。
命题与高校工程训练教学内容相衔接,综合体现大学生机械创新设计能力、制造工艺能力、实际动手能力、工程管理能力和团队合作能力。
竞赛的目的在于激发大学生进行科学研究与探索的兴趣,加强大学生工程实践能力、创新意识和合作精神的培养。
小车功能设计要求给定一重力势能,根据能量转换原理,设计一种可将该重力势能转换为机械能并可用来驱动小车行走的装置。
驱动小车行走及转向的动力载荷只能由给定重力势能(4焦耳)转换得到。
动力载荷按要求(Φ50×65mm,质量≤1kg,材料:普通碳钢)准备,重块落差400±2mm,并随小车一起运动时铅垂下落,不允许从小车上掉落。
竞赛小车在半张乒乓球台(长1525mm,宽1370mm)上,绕相距一定距离的两个障碍物沿8字形轨迹绕行。
绕行时不得撞倒障碍物,不得掉下球台。
要求小车前行过程中完成的所有动作所需的能量均由此能量转换获得,不可使用任何其他的能量形式。
小车要求采用三轮结构(1个转向轮,2个驱动轮),具体结构造型以及材料选用均由参赛者自主设计完成。
要求满足:①小车上面要装载一件外形尺寸为φ60×20 mm的实心圆柱型钢制质量块作为载荷,其质量应不小于750克;在小车行走过程中,载荷不允许掉落。
②转向轮最大外径应不小于φ30mm。
小车整体设计要求小车设计过程中需要完成:结构设计方案、工艺设计方案、成本分析和工程管理方案设计。
命题中的工程管理能力项要求综合考虑材料、加工、制造成本等各方面因素,提出合理的工程规划。
设计能力项要求对参赛作品的设计具有创新性和规范性。
命题中的制造工艺能力项以要求综合运用加工制造工艺知识的能力为主。
结构设计方案1小车底板车架不用承受很大的力,精度要求低。
考虑到重量加工成本等,车架采用3mm的铝板加工制作下图所示的几何形状,上面的孔的位置是小车其它零件的装配位置。
8字形轨迹无碳小车的创新性设计
8字形轨迹无碳小车的创新性设计摘要:针对第三届全国大学生工程训练综合竞赛“无碳小车”主题,设计一种以重力势能驱动具有方向控制功能8字形轨迹自行小车,提出了一种创新设计,设计出一种结构简单,制作容易的无碳小车,该小车特点是:小车为边三轮结构,采用共轭凸轮滚子直动推杆转向机构,采用了动滑轮组、锥形滚筒及约束导轨,提高了能量利用率及行驶稳定性,使得行驶轨迹更精确,行驶路程更远。
本设计为日常生活、工业生产、儿童玩具车中需要“8”字形轨迹控制的小车机构设计提供了借鉴,有较好应用价值。
关键词:无碳小车、8字形轨迹、方向控制、共轭凸轮、机构设计1 引言当今世界,科学技术飞速发展,人们生活水平不断提高,然而环境污染也日益严重,可持续发展已成时代潮流,“低碳生活”观念已成共识。
坚持科学发展观,走可持续发展道路是社会发展必然趋势,现在许多发达国家都把无碳技术运用到工农业及日常生活各领域,我国也在加大无碳生产技术的研究。
鉴于此,设计无碳小车模型具有重要意义。
小车设计要求:全部能量由重力势能提供,能绕一定间距两障碍物走8字形轨迹,能自动转向。
2 运动轨迹分析及设计小车在行驶时能绕一定间距两障碍物沿8字形循环绕行,要求转向机构能周期转向,在速度一定下,必须保证小车运动轨迹曲率是连续的,否则曲率突然改变,小车容易晃动甚至倾覆。
因此,可将小车轨迹设计成由两个相切的圆组成的8字形,使小车在每走完半个8字时转向机构换向一次,即实现8字绕行。
3 驱动及转向原理重物下降过程中,重力势能通过绳轮式原动机构传递给后轮轴,轴带动后轮转动,带轮传动机构将能量传递给共轭凸轮滚子直动推杆转向机构,控制小车前轮自动转向,在行走机构驱动下使小车前行,根据小车行驶8字形轨迹大小来设计带轮传动机构传动比及转向机构凸轮形状,同时在微调机构调节下对前轮摆角进行微调,使前轮在每走完半个8字时转向一次,即实现小车走8字形轨迹。
图4:驱动转向原理图(2. 驱动轴4.滚筒 6.带轮8.定滑轮12.凸轮18.前轮20.边轮23.后轮24.小带轮)4 机构设计根据功能要求把小车分为原动机构、传动机构、转向机构、行走机构四个模块,进行模块化设计。
8字越障无碳小车工程管理

第三届山东省大学生工程训练综合能力竞赛 The 3 Shandong Undergraduate Engineering Training Integration Ability Competitionth工程管理方案Project Management Plan共 2 页 产品名称 零件名称第 1 页 无碳小车编号500 件/年 42 件/月生产纲领 生产批量1、生产过程组织(包括设备配置)为了保证安全及加工的精度,至少两人同时参与设备的使用,根据各零件的特点采用不同的设备。
同时为了保证小车在最后的行驶过程中能够 符合其运动轨迹在进行机械加工过程中要保证零件的加工精度及表面粗糙度还要保证加工余量。
1、为了保证加工精度和节约时间粗、精加工最好 分开进行。
2、合理地选用设备。
粗加工主要是切掉大部分加工余量并不要求有较高的加工精度所以粗加工应在功率较大、精度不太高的机床上进 行,精加工工序则要求用较高精度的机床加工。
3、在机械加工工艺路线中常安排有热处理工序。
为消除内应力如时效处理、调质处理等一般安排 在粗加工之后精加工之前进行。
整个机械加工过程要正确的操作规范来操作机床并且按照机械国家标准进行加工达到要求的精度要求同时还要注 意安全。
4、针对无碳小车的中生产方式,从生产组织既要保持较好的连续性,又要有一定的柔性考虑,空间组织的设施布置选择为成组流水线 。
2、人力资源配置三人一组,共同讨论小车方案,确定方案后合理分配任务:一人负责统计和购买材料,一人负责计算,一人负责画图。
然后大家一起讨论制作 小车,根据实际情况对原定方案进行改造,并再购买一些材料,加工一些新零件;小车大体完成后,两人负责调试,一人画三维图。
所有工作大 致完成后,三人共同完成小车的收尾工作并进行分析、讨论和修正。
3、生产进度计划与控制11 月共四周,每周我们得完成相应的工作! 第一周:完成加工工艺及成本分析方案,确定小车结构,汇报预算数据。
8字无碳小车的设计与制作毕业设计说明书[管理资料]
![8字无碳小车的设计与制作毕业设计说明书[管理资料]](https://img.taocdn.com/s3/m/3e55612380eb6294dc886c32.png)
攀枝花学院本科毕业设计(论文)8字无碳小车的设计与制作学生姓名:学生学号: 200910603046院(系):机械工程年级专业: 2009级机械设计制造及其自动化指导教师:助理指导教师:二〇一三年六月摘要此次毕业设计的课题是“8字无碳小车”。
在设计小车过程中特别注重设计的方法,力求通过对命题的分析得到清晰开阔的设计思路;作品的设计做到有系统性规范性和创新性;设计过程中综合考虑材料、加工、制造成本等给方面因素。
我们借鉴了参数化设计、优化设计、系统设计等现代设计发发明理论方法;采用了MATLAB、PROE等软件辅助设计。
我把小车的设计分为三个阶段:方案设计、技术设计、制作调试。
通过每一阶段的深入分析、层层把关,是我们的设计尽可能向最优设计靠拢。
方案设计阶段根据小车功能要求我们根据机器的构成(原动机构、传动机构、执行机构、控制部分、辅助部分)把小车分为车架、原动机构、传动机构、转向机构、行走机构、微调机构等六个模块,进行模块化设计。
分别针对每一个模块进行多种方案设计,通过综合对比选择出其中的最优的方案组合。
我们的方案为:车架采用三角底板式、原动机构采用了锥形轴、传动机构采用齿轮或没有该机构、转向机构采用曲柄连杆+槽轮机构、行走机构采用单轮驱动实现差速、微调机构选用微调螺母螺钉。
其中转向机构利用了调心轴承、关节轴承。
技术设计阶段我们先对方案建立数学模型进行理论分析,利用MATLAB分别进行了能耗规律分析、运动学分析、动力学分析以及灵敏度分析。
从而得到了小车的具体参数和运动规律。
然后应用PROE软件进行了小车实体建模和小车部分运动仿真。
在实体建模的基础之上对每一个零件进行了详细的设计,综合考虑零件材料性能、加工工艺、成本等各种因素。
小车使用的零件大多是是标准件、可以购买,同时除部分要求加工精度高的部分需要特殊的加工外,大多数零件都可以通过手工加工出来。
对塑料可采用切割。
且因为小车受到的力都不大,因此大量采用胶接,这样可简化零件及零件装配。
8字无碳小车
驱动原理:绳拉力为动力。将物块下落的势能 尽可能多的转换为小车的动能,进而克服阻力 做功。物块在下落的过程中不可避免的要与小 车发生碰撞,碰撞过程必然要有能量损失,所 以要解决的问题:1下降过程中,尽可能的降 低下落的速度;2在将要下降到小车时,改变 转速比,使物块减速下落,进一步减少碰撞损 耗。
解决方案 小车的匀速运动过程
传输功率=转矩X角速度 ,通过一系列的齿 轮,带轮,转轴产生转速比,使作用在后 轮的转矩和阻尼转矩平衡,物块低速匀速 下落。 在整个过程中,重力势能完全转换为小车 运动过程的损耗。使小车行进的更远.
3.细节设计
车身 车轮 轴承 以减小小车重力和阻力为目的
无碳小车设 计说明
1.构架部分 2.传动结构
(转向部分 驱动部分)
3.细节说明 4.体会
装配爆炸图
1.构架部分
小车采用三轮结构(1个转向,2个驱动)
重物落差0.5米物重1kg.
2.传动结构
转向机构与驱动轴相连
小车的转向轮周期性的摆动 计算传动机构,利用后轮转轴上安放多个不
同半径的齿轮以及转向齿轮处的活动结构调节 8字轨迹的大小,实现轨迹间距可调性
4.体会
从这次的大赛中学到许多课本上学不到的东西, 领悟了许多平时不理解的东西,相信大家都对 这次比赛体会很深。最后,我真心希望我们学 院能够更加重视有关创新设计方面的大赛,学 院在管理、督查方面多下功夫,鼓励我们的学 生去思考、去想象、去创新、去设计、去制造、 去参赛。
与此同时也希望我们的学生能够更加努力去学习课 本上的理论知识,尤其是机械原理、机械设计、工 程力学方面的知识,这些知识在设计方面太重,切不可将两者脱离联系。李 老师给我们说过纯理论的东西根本不能用,希望我 们系的学生在学好理论知识的同时能够多去思考, 多去实践,在实践中检验真理、发展真理,真正的 做到学有所长、学有所用,而不是只会简单的应付 考试罢了!
8字形无碳小车的设计

8字形无碳小车的设计摘要:针对2015年第四届全国大学生工程训练综合能力竞赛主题为“无碳小车”,驱动其行走及转向的能量是根据能量转换原理,由给定重力势能转换而得到的。
设计一种小车,该小车特点是:为了小车的综合运行能力,将小车的重心尽量的降低,使小车运行更加平稳。
在小车转向部分增加指针,方便观察转角,准确地对小车进行调整。
采用不完全齿轮实现间歇。
利用滑块顶丝使曲柄长度连续可调,从而改变转角。
本设计在实际生活中也会用到,有很好的应用前景。
关键词:8字形;不完全齿轮;单级齿轮驱动;摆动导杆1.总体分析采用尼龙线连接重物和原动轴,重物的下降会拉动尼龙线然后带动原动轴旋转,从而实现小车的驱动。
当重物落到车板上的时候会对车板产生撞击,造成能量损失。
①通过理论分析让重物的能量尽可能的转化小车的行进的动能。
为了达到这一目的我们需要实现重物下落时的运动规律:由静止开始加速下落,然后开始匀速下落,最后进入减速阶段,以接近速度为零的速度落到车板上。
本作品采用锥形轴原动轴,锥形轴可以很好的做到以上运动规律,达到减小能量损失的目的。
②根据本大赛的要求,小车需要自动控制其转弯,为了实现小车的自动转弯,首先后轮的运动应该传给转向机构,然后设计以一种机构实现前轮的间歇行工作。
③为了保证小车行驶的距离最远,必须将不必要的损失降到最小。
可以设计出一种机构让小车在需要转弯的地方是走弧线,在不需要转弯的地方走直线。
还可以在保证小车正常行驶的情况下将小车打孔,减轻小车的质量。
本作品利用重物的重力势能做能量,通过单级齿轮驱动后轮进行前进;利用不完全齿轮实现间歇;利用摆动导杆实现转向,从而实现无碳小车的8字形运动。
2.运动轨迹分析AB、CD阶段间歇(细实线),AD、BC阶段转向(粗实线)。
小车从D点起车,起车时小车间歇机构处于间歇状态,小车前轮以一定的摆角行驶,并保持这一状态由D点运动到C点(细实线),到C点后开始转向,到B点转向结束(粗实线),从B点到A点(细实线)小车间歇机构再次进入间歇状态,小车前轮以一定摆角运动到A点结束,A点到D点(粗实线)小车前轮转向,到D点后和开始起车一样,即到此完成一个8字周期。
“8”字循迹无碳小车创新设计

1任务分析根据浙江省首届大学生工程训练综合能力竞赛要求:小车为三轮结构,驱动小车行走及转向的能量是根据能量转换原理,全部由给定重力势能转换而来的。
给定重力势能为4焦耳,竞赛时统一用质量为1Kg 的重块(¢50×65mm,普通碳钢)铅垂下降来获得,落差400±2mm(如图1),重块落下后,须被小车承载并同小车一起运动,不允许从小车上掉落。
要求小车具有转向控制机构,且此转向控制机构具有可调节功能,以适应放有不同间距障碍物的竞赛场地。
对应要求制作目标小车,使得其在半张标准乒乓球台(长1525mm、宽1370mm)上,绕相距一定距离的两个障碍沿8字形轨迹绕行,绕行时不撞倒障碍物,并且不掉下球台。
障碍物为直径20mm、长200mm 的2个圆棒,相距一定距离放置在半张标准乒乓球台的中线上,并且要求本小车可以随着障碍物相对位置改变而改变运动轨迹并且能实现小车在相应最优化路线上使小车走尽可能多的8字。
2设计思路小车通过齿轮传动实现重物重力势能与小车动能的转换以及减速功能。
重物通过合理的方式为连接到小车的驱动机构以及转向机构,提供恒定或者周期性变换的能量;转向机构应满足轨迹可调,即转向角度、时间等影响因素的可调。
最后,通过对三轮小车进行运动分析,获得最优机构设计。
设计方案见图2。
2.1关键机构的设计本小车的关键机构包括涵盖重力势能的转化及合理分配的驱动机构和涉及前轮转向角度以及前后轮行程分配的转向机构,两者都是关系到小车运动轨迹是否正确的决定因素。
2.1.1传动机构设计驱动机构主要由重物、钢丝绳、齿轮、定滑轮和绕线盘等组成。
其中齿轮设计比较复杂,不同的传动比直接影响转向机构的设计。
本小车设计过程中是基于理论推理确定传动比的大概范围,然后经过实验来确定最终传动比,设计过程中主要产生了以下两个代表性方案:方案一:二级齿轮传动。
通过定滑轮,利用重物下落带动阶梯轴(两级)上固定的主动齿轮再带动安装在后轮轴上的齿轮再带动第二级从动齿轮作为转向机构的基本动力来源,如图3。
8字无碳小车结构设计报告

②转向机构设计参数:齿轮模数m=1,Z=20,凸轮半径R=36mm,滚子半径r=2.5mm,前轮中心到前轴距离d=60mm。
4、总结和体会
在无碳小车的设计、加工、装配、调试等环节中,我们在设计、论证、实验验证的过程当中反复探索、不断前进。这个过程,增强了我们对专业知识的理解,同时锻炼了我们的动手能力。在无碳小车不断完善的过程中遇到了很多问题,通过发现问题、分析问题、解决问题,使我们学会了如何从工程设计的角度去看待问题,这是我们参加全国大学生工程训练综合能力竞赛最大的收获!
E.为了便于调试小车轨迹,凸轮采用“插条式”结构;
F.为了保证小车运动的平稳性,故在驱动轴上安装飞轮;
G.为了稳定小车的重心,故采用三杆结构。
3、设计结果
无碳小车的整体结构详见结构设计总图
结构设计参数如下:
①驱动机构的设计参数:传动比i=7,绕线长度L=2000mm,绕线轴启动直径d3=6mm,驱动直径d4=6mm,,后轮直径d5=134mm,前轮直径d6=40mm。
结构设计总图
比例
第2 页
第二届全国大学生工程训练综合能力竞赛-设计图
1:6
共2页
2、设计方案
A.小车以钢板做的底板为主体,下面安装轴承座以支承轴、上面安装吊挂重物的立杆;
B.使用滑轮机构将重块的能量通过细绳以转矩的形式传递到输入轴;
C.输入轴通过一级齿轮传动将能量传到驱动轴,带动驱动轮并驱使小车向前运动;
D.输入轴通过两级齿轮传动驱动前轴,由前轴凸轮驱动齿轮齿条机构控制小车的转向;
第二届全国大学生工程训练综合能力竞赛
“8字形”无碳小车结构设计
a u x i l i a p y f u n o n o f A d a ms s o f t wa r e . t h e t mj e c t o r y s i mu l a t i o n o f he t n o
c a o n ar c i s s i mu l a t e d . a n d t h e d e s i g n p a r a me t e r s a e r o p t i mi z e d . A t t h e s a me t i me , Ma t l a b s o f t wa e r i S u s e d t o a n a l y z e t h e s i mu l a t i o n d a t a a n d o b t a i n he t b e s t s t r u c t u r e d e s i g n . C o mp e t i t i o n p r a c t i c e s h o ws t h a t 廿 1 e d e s i g n o f he t c a r s  ̄c t u r ei S r e a on s a b l e . he t r u n n i n gt ac r kme et s he t
工业技术与实践 f 学术平 台
字形 ’ ’ 无碳小车结构设计
S TRUCT URAL DE SI GN OF” 8 SH APE” CARBON F REE TROL L E Y 晋中学院机械学院 陈冬冬 梅杰 王沛栋 智惠 ( 通讯作者 )
正弦机构 ( 曲柄移动导杆机构 ) 、 R S S R 空 间四杆机构等 。 要 :针对 2 0 1 7 年 第五届 全国大 学生工 程训l 练 综合能 力的命 题 齿条 、
无碳小车8型设计方案
无碳小车8型设计方案无碳小车基本上有以下几个部分构成:驱动、转向机构、车身和载物架部分。
以下是小编整理的无碳小车8型设计方案,欢迎阅读。
一、小车设计:1.工作原理给定1kg的重块在400mm的高度落下来,由重力势能转化成小车前进的动能,同时利用转向装置实现小车按8字形曲线(近似看作)绕桩前进,桩距400mm。
当重物下落时,其所带的绳子带动绕线轴转动,带动与绕线轴同轴的主动齿轮Z1与Z3转动,Z1又带动前面的与前轮同轴的从动齿轮Z2转动,驱动小车前进。
主动齿轮Z3带动后面的齿轮曲柄转动,而曲柄带动摇杆推动后轮左右摆动!2.动力装置传动的选择及其原理:重物下落采取连线方式,在杆顶部装一个定滑轮,因为这样可以改变力的方向,当重块下落时连线使所绕的绕线轴转动,从而带动主动齿轮转动,进而实现小车前进和转弯.3.转向装置(1)转向装置的选择:选择采用空间曲柄摇杆机构来实现转向,其原理是利用曲柄摇杆机构曲柄转一圈,摇杆带动连杆做前后运动,使车轮偏转一定角度,从而实现车轮的转向,完成指定路线的运动。
(2)车**能的选择:因考虑小车走8字形需要更高的稳定*,本方案采用前轮驱动、后轮转向!前轮驱动比后轮驱动更加稳定,驱动力更加平衡。
本小车采用后轮转向,这样可以避免两后轮同轴,实现两轮差速,所以在转8字形大弯的时候可以避免后轮打滑导致能量损失和轨迹变形。
综合考虑之后我们确定前轮驱动后轮转向。
(3)工作原理:绕线轴与转向装置之间用齿轮联动,在从动齿轮上钻孔,安装曲柄。
从动齿轮转一圈,曲柄转动,摇杆带动连杆杆做前后运动,小车现实转向前进,通过计算,完全可以实现“8”字形绕桩前进。
4.基本尺寸由以上得出:齿轮标准得表格R前轮50mm,R后轮=20mm,r线=10mm;车长230mm车宽150mm二、设计工艺:(1)小车的底板采用的是镂空硬质铝板,可以增强小车的强度,同时减轻小车的总质量。
(2)在每一个轴上都加油滚动轴承,可以减小摩擦,同时可以保*运动的精确*。
8字无碳小车设计方案

1. 引言在当前日益严重的环境污染问题和能源短缺的背景下,设计一种无碳排放的小型运输工具是非常重要的。
本文将详细介绍一种名为8字无碳小车的设计方案。
该小车结构简洁、性能稳定,并且完全不产生二氧化碳等有害物质的排放。
2. 设计目标2.1 性能目标•最大速度:20km/h•续航里程:80km•最大载重能力:100kg2.2 安全目标•驾驶员与乘客安全性保障•刹车系统可靠性•碰撞安全性2.3 环保目标•零碳排放•降低噪音污染3. 设计方案3.1 车身结构8字无碳小车采用轻质铝合金材料来构建车身,以确保强度和稳定性。
车身结构为开放式双龙骨设计,具有良好的承载能力和抗变形能力。
车身底部设计了防护板以保护车辆底部设备。
3.2 电动系统该小车采用电动系统驱动,电机采用无刷电机技术,可以提供高效的动力输出。
电动系统集成了锂电池组作为能源存储装置,以确保足够的续航里程。
通过智能管控系统对电池组进行管理和维护,以延长电池寿命。
3.3 刹车系统为了确保安全性能,8字无碳小车设计了可靠的刹车系统。
采用液压刹车系统,以提供高效的制动力和稳定的制动效果。
同时,还配置了刹车能量回收系统,将制动能量转化为电能储存回电池组中,提高能源利用效率。
3.4 转向系统转向系统采用电动助力转向系统,以提供灵活的转向操作。
通过集成转向传感器和电动助力系统,驾驶员可以更方便地操控车辆,并提高安全性。
3.5 控制系统为了确保车辆的稳定性和安全性,8字无碳小车配备了先进的控制系统。
控制系统包括车辆动力控制、转向控制、制动控制等。
通过传感器和反馈控制,系统能够实时调整车辆的状态,提供优化的操控性能。
4. 性能测试及优化4.1 速度与续航测试对已制造出的8字无碳小车进行速度和续航测试。
通过在不同车速下的路试和充电电量测试,获得车辆的最大速度和续航里程数据。
根据测试结果进行加速和续航优化,以满足设计目标。
4.2 载重与稳定性测试进行负载试验,通过逐渐增加载重,测试车辆的稳定性和最大载重能力。
凸轮8字无碳小车设计报告

目录一、设计要求 (4)1.1功能分析阶段............................... . (4)1.2参数分析与个性化设计阶段 (4)1.3制造阶段 (4)1.4调试阶段 (4)二、正式设计 (5)2.1机械总功能分解及功能元解 (6)2.2机构选型与方案对比 (6)2.2.1机构选型的基本原则 (6)2.3势能转化机构分析 (7)2.3.1重物锥台轮机构功能元解的优缺点 (7)2.3.2重物飞轮机构功能元解的优缺点 (7)2.3.3发条弹簧机构功能元解的优缺点 (8)2.3.4橡皮筋结构功能元解的优缺点 (8)2.6直线行走位移机构分析 (8)2.6.1后双轮差速驱动功能元解的优缺点 (8)2.7前轮摆动机构分析 (9)2.7.1凸轮推杆机构功能元解的优缺点 (9)2.7.2曲柄摇杆机构功能元解的优缺点 (9)2.7.3圆轮导杆机构功能元解的优缺点 (10)2.8中间传动机构分析 (10)2.8.1齿轮传动机构功能元解的优缺点 (10)2.8.2皮带轮传动机构功能元解的优缺点 (11)2.9组合方案择优并确定辅助、控制机构 (11)2.9.1辅助机构之车架分析 (11)2.9.2控制机构之微调机构分析 (11)三、技术设计 (12)3.1建立8字轨迹理想模型 (12)3.2、solidworks toolbox凸轮设计及其相关参数的确定: (12)3.3建立小车数学模型 (13)3.3.1小车转弯状态分析 (15)3.4动力学分析模型 (18)3.5参数确定 (21)四、小车装配图 (22)五、小车运动仿真轨迹及m文件 (23)一、设计要求本届竞赛命题为“以重力势能驱动的具有方向控制功能的自行小车”。
设计一种小车,驱动其行走及转向的能量是根据能量转换原理,由给定重力势能转换而得到的。
该给定重力势能由竞赛时统一使用质量为1Kg的标准砝码(¢50×65 mm,碳钢制作)来获得,要求砝码的可下降高度为400±2mm。
“8”型路线无碳小车的设计(全套图纸)

摘要煤炭是大自然给予人类的一笔宝贵财富,可是由于人们对煤炭的巨大需求,煤炭资源日趋减少近于枯竭。
随着人们节能环保意识的提升,无碳理念也越来越被人们提上研究的课题。
更洁净,更环保,更节能,更高效的理念也深入人心。
本小车是对“无碳”理念的探索与开发,对未来“无碳”的憧憬,小车构思巧妙,在完成设计的要求下充分考虑了外观和成本等问题,方便以后的扩展和进一步的开发。
“无碳小车”系第二届全国大学生工程训练综合能力竞赛命题主题,目前实验阶段已经完成。
小车的设计分为三个阶段:方案设计、技术设计、制作调试。
方案设计阶段根据小车功能要求根据机器的构成(原动机构、传动机构、执行机构、控制部分、辅助部分)把小车分为车架、原动机构、传动机构、转向机构、行走机构、微调机构六个模块,进行模块化设计。
技术设计阶段采用了PROE等软件进行辅助设计。
小车大多是零件是标准件、可以购买,同时除部分要求加工精度高的部分需要特殊加工外,大多数都可以通过手工加工出来。
调试过程会通过微调等方式改变小车的参数进行试验,在试验的基础上验证小车的运动规律同时确定小车最优的参数。
关键词:无碳小车;方案设计;模块化设计;8型路线AbstractCoal is a valuable wealth of human nature, but because of the huge demand for coal and meager coal resources dwindling. As enhance awareness of energy saving and environmental protection, zero-carbon concept is increasingly being put on the research project. Cleaner, more environmentally friendly, more energy, more efficient idea is taking hold.Issue, later expanded and further developed. "Zero-carbon cars" of the second national students ' comprehensive ability of engineering training race in thesis theme, the current experimental phase has been completed.Car design is divided into three phases: design, technical design, making debugging. Programme design stage based on the car features under the machine's composition (original mechanism, actuator, actuator, control section, Assistant section) original car into the frame, body, transmission, steering agencies, travel agencies, fine-tune the bodies of six modules, modular design. Technical design stage using PROE software for aided design. Car most parts are standard parts, you can purchase, while some require high processing precision parts require special processing, most are available through the manual process. Debugging changes by way of fine tuning parameters of the car testing, experimental validation on the basis of the car in motion at the same time determine the optimal parameters for car.Key words:Carbon-free cares; design; modular design;8-courses目录摘要............................................................................................................... 错误!未定义书签。
凸轮8字无碳小车设计报告(精编文档).doc

【最新整理,下载后即可编辑】目录一、设计要求 (4)1.1功能分析阶段............................... . (4)1.2参数分析与个性化设计阶段 (4)1.3制造阶段 (4)1.4调试阶段 (4)二、正式设计 (5)2.1机械总功能分解及功能元解 (6)2.2机构选型与方案对比 (6)2.2.1机构选型的基本原则 (6)2.3势能转化机构分析 (7)2.3.1重物锥台轮机构功能元解的优缺点 (7)2.3.2重物飞轮机构功能元解的优缺点 (7)2.3.3发条弹簧机构功能元解的优缺点 (8)2.3.4橡皮筋结构功能元解的优缺点 (8)2.6直线行走位移机构分析 (8)2.6.1后双轮差速驱动功能元解的优缺点 (8)2.7前轮摆动机构分析 (9)2.7.1凸轮推杆机构功能元解的优缺点 (9)2.7.2曲柄摇杆机构功能元解的优缺点 (9)2.7.3圆轮导杆机构功能元解的优缺点 (10)2.8中间传动机构分析 (10)2.8.1齿轮传动机构功能元解的优缺点 (10)2.8.2皮带轮传动机构功能元解的优缺点.............................................1 1 2.9组合方案择优并确定辅助、控制机构. (11)2.9.1辅助机构之车架分析 (11)2.9.2控制机构之微调机构分析 (11)三、技术设计……………………………………………………………………………1 23.1建立8字轨迹理想模型 (12)3.2、s o l i d w o r k s t o o l b o x凸轮设计及其相关参数的确定:.......................................1 2 3.3建立小车数学模型. (13)3.3.1小车转弯状态分析 (15)3.4动力学分析模型 (18)3.5参数确定......................................................................................2 1 四、小车装配图.......................................................................................2 2 五、小车运动仿真轨迹及m文件.. (23)一、设计要求本届竞赛命题为“以重力势能驱动的具有方向控制功能的自行小车”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三届全国大学生无碳小车越障竞赛
工程管理设计报告
总 3 页 产品名称 零件名称
第 1 页 无碳小车
编号: 生产纲领 生产批量
500 台/年 42 台/月
1、工程管理方案概述
为实现安全、文明生产,保证按期供货,降低总成本,提高经济效益,对无碳小车的生产进行了工程管理设计。
装 年生产 500 台无碳小车,属中批量生产。
无碳小车的大部分零件属于中高精度,必须保证每个零件的加工精度。
通过相应的工程管理,使同种 零件应具有互换性、可靠性。
例如:前轮支撑架等零件的生产工艺主要包括:车削、铣削和钳工修整。
生产过程中需要的一些标准件,如:轴承、螺钉、齿轮等外购。
金属模铸造和热处理等工艺外协加工,其它工序及总装自主完成。
2、生产过程组织
①生产过程空间组织设计: 学校名称:扬州大学 针对无碳小车按每月 42 台的生产方式,综合考虑生产组织柔性,按工艺原则布置设施。
无碳小车的生产工艺主要包括车、铣、线切割、钳。
②生产过程时间组织设计: 订 根据无碳小车的主要零件的工艺特点,结合生产空间的布置原则,生产过程的时间组织选择顺序移动的方式。
3、主要设备资源配置
①确定生产节拍:无碳小车月产 42 台,按照一个月工作 22 天,每天一班工作 8 小时,时间利用率设为 90%,计算该零件的生产节拍为: r=Fe/N=(F0×g)/N=22×8×90%×60/42=226min/台 其中,r—节拍,Fe—计划期有效工作时间,N—计划期制品产量,F0—制度工作时间,g—时间有效利用系数。
②确定流水线生产设备数量:针对无碳小车的主要加工件,由中批量生产工艺过程卡片得知,CD6140 车削加工工时 T1 为 59min,铣削加工工 线 时 T2 为 76min,钻床加工工时 T3 为 32min。
生产的设备数为: H 普车 =T1/r=59/226=0.26; H 铣 =T2/r=51/226=0.23; H 钻=T3/r=32/226=0.14 因此,无碳小车零件加工成组流水生产线需要 CD6140 普通车床、普通铣床、台钻各 1 台。
-1-
第二届全国大学生无碳小车越障竞赛
工程管理设计报告
总 3 页 产品名称 零件名称
第 2 页 无碳小车
编号: 生产纲领 生产批量
500 台/年 42 台/月
4、人力资源配置
由于无碳小车结构简单,生产过程方便,产量为中批量生产,所以人员安排应按照工艺专业化形式原则进行配置,发挥每个工种的加工优势以 减少加工成本,每个工种安排一个操作人员完成,根据生产工序及生产批量按照每天 8 个小时的工时安排车工 1 人、铣工 1 人、钳工、装配及调 试工 2 人、工程项目管理人员 1 人、采购人员 1 人。
5、生产进度计划与控制
5.1 无碳小车零件生产加工环节 学校名称:扬州大学 无碳小车生产主要包括标准件和毛坯的采购,及零件的加工。
在生产过程中,主要采用工序进度控制,工艺工序详见机械加工工艺卡片。
1、根据机械加工工艺过程卡片采购零件毛坯。
2、明确生产过程的关键工序,利用非关键工序的时差,通过调整工序加工时间,合理调配各工序用时,编制各工序生产时间进度表。
3、应用网络图指导生产加工,随时可根据生产加工的需要对网络图和进度表进行修改。
4、根据零件的机械加工工艺过程卡片以及标准产能(42 个/月)制定零件的生产加工计划,同时建立生产信息反馈报表,以便及时反 馈生产情况。
小车零件的主要工序为车削、铣削、线切割和钳工,生产加工计划的安排依据工序集中的原则,安排车削、铣削和线切割的集中加 工计划。
同时计划与控制外购件采购和零件加工的同步进行和完成。
按照平行顺序移动方式,将加工完成的零件送至装配车间进行装配。
5.2 无碳小车装配环节 该环节分为两个子环节:小车部件装配,小车总装配及调试。
无碳小车分为车身构架、后轮驱动装置、前轮转向机构三个部件。
在部件装配环节,安排该三个部件的装配计划,便于控制三个部件的 装陪有序进行和按时完成;在总装调试环节,主要是依据无碳小车总体装配设计要求,对小车进行组装和调试,校验其运转状态是否满足设计要 求,这个阶段是对小车进行反复调试——校正——调试,直至小车实现设计要求并达到产品功能要求。
-2-
6、质量管理
无碳小车中批量生产的质量管理是以全面质量管理思想为核心、以 ISO9000 标准为依据,集中于制造过程中对产品质量进行监控及管理。
以严格把关、反馈数据信息、预防故障、监督和保证产品质量为目标对产品进行质量管理。
支座制造的整个过程中,质检工作按照进货检验、工 序检验和成品检验等步骤进行。
1、 进货检验:投产前,对外购原材料 45 钢进行质检,防止不符合质量要求的原材料进入生产过程,确保稳定的生产秩序和产成品的质量。
2 、工序检验:在每一道工序加工结束时进行质检,预防不合格品进入下道工序。
3 、成品检验:对完工后的产品进行质检,质量合格并包装后才能入库登记。
在质量检验过程中,认真记录所测得的数据,并加以整理、分类、及时向生产科报告。
-3-
第二届全国大学生无碳小车越障竞赛
工程管理设计报告
总 3 页 产品名称 零件名称
第 3 页 无碳小车
编号: 生产纲领 生产批量
500 台/年 42 台/月
装
学校名称:扬州大学
订
线
-4-
。