尼龙拉链生产作业指导书
【优质文档】拉链作业指导书-推荐word版 (6页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==拉链作业指导书篇一:上拉链作业指导书篇二:拉链机巡检作业指导书拉链机巡检作业指导书广元高力水泥有限公司质量管理体系作业指导书拉链机巡检作业指导书发布日期: 200 4 年月日实施日期:200 4 年月日本手册版权属广元高力水泥有限公司所有,未经允许不得复制目录1. 总则2. 岗位职责3. 拉链机的结构4. 拉链机的技术要求5. 拉链机运转要求6. 异常情况处理7. 维护与保养8. 安全注意事项1.1 本指导书仅适用于拉链机岗位。
1.2 本指导书规定了拉链机岗位工的职责与权限、技能要求、操作规程、交接班制度、安全注意事项。
1.3 执行重庆拉法基水泥有限公司的《员工守则》。
2 岗位职责2.1 负责设备的维护保养和故障排除,确保设备良好运行 2.2 合理提出常用配件计划。
2.3 严格遵守公司有关的安全规定和安全操作规程。
2.4 负责设备及本岗位所辖区域的卫生。
2.5 完成部门领导、公司领导布置的其它任务,配合其他部门协作完成工作。
3 拉链机的结构拉链机由头轮、尾轮、检查门、导轨、导轨支架、盖板、槽体、链节、张紧装置、传动装置等部件组成4 拉链机的技术要求4.1 总机各安装前零部件应去污,除油污,焊接件应除焊渣。
4.2 拉链机安装时头轮、尾轮及托轮中心应在同一中心线上,偏差不得大于1mm,链轮轴应相互平行,且与中心线相互垂直,其偏差不得大于0.1mm。
4.3 支架顶部托轮应在同一平面上,偏差不得大于3mm,径向中心应在同一直线上,偏差不得大于2mm。
4.4 链条安装应平直,松紧程度应适当。
4.5 导瓦与链环的安装方位必须注意与链条运行方向相适应。
4.6 各盖板与槽体的结合面、接头处需现场加2mm橡胶垫密第 3 页共 6 页4.7 保证槽体的水平和垂直,特别要保证内壁的平直度,各段接缝应平整,底平面接缝处不平度应控制在1mm内。
尼龙制品调湿作业指导书

3.3调湿后零件存放
3.3.1为了保证零件调湿处理的效果,防止尼龙制品的尺寸变化,经过调湿处理的制品需要用塑料包装袋密封存放。
文件编号:
尼龙制品调湿作业指导书
版本号:B
第1页:共2页
版本
修订内容
制/修订者
日期
审核
核准
A
新版发行
B
修改范围“若有必要”改成“所有”
发
放
部
门
质量部
生产部
研发部
文件编号:
尼龙制品调湿作业指导书
版本号:B
第2页:共2页
1.目的:
加快产品吸湿过程,防止产品断裂和消除在贮存时的塑胶膨胀;
2.范围:
所有尼龙制品有过盈装配要求、弹性要求(包括零件在使用过程中有受力或弯曲要求)及高尺寸精度要求的PA6、PA66、PA66/6注塑成型的制品,符合以上条件的零件需在零件图纸上注明需要调湿处理并注明零件的平均壁厚。
4.调湿处理部门
4.1调湿处理一般情况由注塑车间执行,如客户提供需调湿的零部件由装配车间执行。
拟制:审核:核准:
3.内容:
3.1恒温水槽法
3.1.1在加盖的塑料桶加入适量蒸馏水或经过处理的无杂质的纯净水(以加入产品后水不溢出桶为宜)加温到80℃后再加入产品,处理时间如下:
处理方式
零件平均壁厚h(mm)
备注
h≤1
1<h≤2
2<h≤4
恒温水槽法
温度80℃
处理时间:0.5h
温度80℃
处理时间:1h
温度80℃
处理时间:4h
尼龙防水闭口拉链检验作业指导书
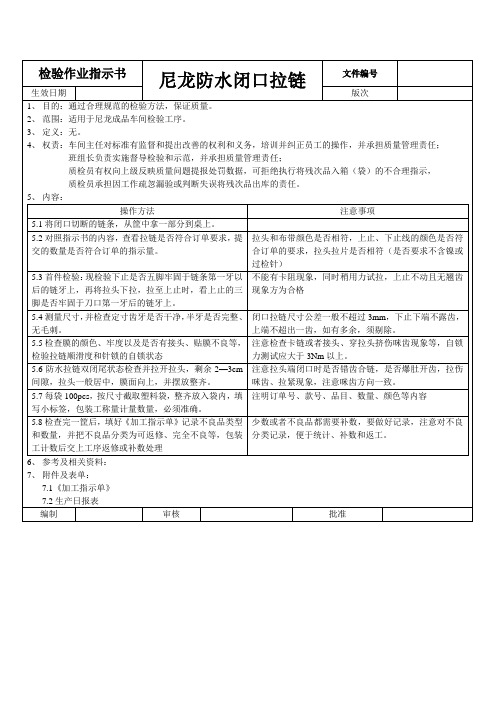
5、内容:
操作方法
注意事项
5.1将闭口切断的链条,从筐中拿一部分到桌上。
5.2对照指示书的内容,查看拉链是否符合订单要求,提交的数量是否符合订单的指示量。
拉头和布带颜色是否相符,上止、下止线的颜色是否符合订单的要求,拉头拉片是否相符(是否要求不含镍或过检针)
6、参考及相关资料:
7、附件及表单:
7.1《加工指示单》
7.2生产日报表
编制
审核
批准
检验作业指示书
尼龙防水闭口拉链
文件编号
生效日期
版次
1、目的:通过合理规范的检验方法,保证质量。
2、范围:适用于尼龙成品车间检验工序。
3、定义:无。
4、权责:车间主任对标准有监督和提出改善的权利和义务,培训并纠正员工的操作,并承担质量管理责任;
班组长负责实施督导检验和示范,并承担质量管理责任;
质检员有权向上级反映质量问题提报处罚数据,可拒绝执行将残次品入箱(袋)的不合理指示,
5.7每袋100pcs,按尺寸截取塑料袋,整齐放入袋内,填写小标签,包装工称量计量数量,必须准确。
注明订单号、款号、品目、数量、颜色等内容
5.8检查完一筐后,填好《加工指示单》记录不良品类型和数量,并把不良品分类为可返修、完全不良等,包装工计数后交上工序返修或补数处理
少数或者不良品都需要补数,要做好记录,注意对不良分类记录,便于统计、补数和返工。
5.3首件检验:现检验下止是否五脚牢固于链条第一牙以后的链牙上,再将拉头下拉,拉至上止时,看上止的三脚是否牢固于刀口第一牙后的链牙上。
不能有卡阻现象,同时稍用力试拉,上止不动且无翘齿现象方为合格
5.4测量尺寸,并检查定寸齿牙是否干净,半牙是否完整、无毛刺。
作业指导书
4.2.2过程检查:
a.随时检查输送带是否正常运转,转速是否符合规定要求;
b.温度保持稳定;
c.检查布带有无花色,阴阳色和污迹:
d.检查烫出布带是否平整。
4.2.3特别注意:
a.如机器出现故障需停机调整时,应立即打开烘箱门散热,以免烧带;
b.烫浅色布带时要事先清洁输送装置,可用漂白废带预过一次。
1.1.3订单100条以内多冲数不得超出20%, 100-1000条多冲数不得超出1. 5%;1000 -10000条多冲数不得超出1%;10000条以上的多冲数不得超出0.5%。超出以上规定的,按《不合格品赔罚办法》赔罚。
1.1.4维修拉链及时维修,如拒绝维修或维修不及时导致发货欠数的,按《文明生产管理规定》和《不合格品赔罚办法》进行赔罚。
3.2.2过程检查
a.时刻注意进出带是否正常,尤其应注意接口处;
b.根据烫出码链的状况调整温度与转速并保持稳定;
c.检查上蜡是否均匀,防止蜡沾在布带上;
d.烫出码链要即时散热,不可重叠堆放,避免码链变形、褶皱或波浪形;
3.2.3码装标准
a.码装数量为100码/个
b.每个误差范围是±5米;
c.出货码装要经常检查,接头要少。
L.8.3标签和包装袋要摆放整齐。标签内容打印准确清晰,不得涂改。
1.8.4及时包好补数或返工拉链。包好拉链按规定位置堆放。
1.8.5下班按值日表清理卫生责任区,清理工作台面,并将废品拉链的拉头卸下。
2.树脂条装车间
2.1冲齿
2.1.1下单一个时内反映原材料准备情况,检查码装是否符合订单要求;
2. 1.3允许冲齿余数为2%,如出货单余数超出规定余数,超出部分按实际成本的100%赔付;
007 尼龙拉链缝合机操作、保养作业指导书

文件编号: LC-WI-007 版 本: A 页 数: 第 1 页 共1页 生效日期: 2009年3月28日
文件名称
尼龙拉链缝合机操作、保养作业指导书
丽昌ISO9001:2008质量管理体系文件 未经丽昌许可 严禁复印外借
广州丽昌服装配料有限公司
尼龙拉链缝合机操作、保养作业指导书
1.0尼龙拉链缝合机操作前准备:
1.1开机前接通电源。
1.2检查机器有无异常。
1.3给传动部位加润滑油。
1.4准备缝合线、尼龙带和尼龙牙,检查三种配料型号是不是生产同一型号的拉链。
2.0缝合作业:
2.1检查《生产单》与缝合机缝合的产品是否一致。
2.2 按操作程序开机。
2.3定时(每小时一次)给成缝合运动部位加润滑油。
2.4要经常检查缝合出的拉链产品是否达到要求。
2.5对缝合的拉链进行标识并记录。
3.0缝合注意事项:
3.1缝合前布带是否有经过柔软剂柔软处理。
3.2常检查是否有跳针现象,线距是否均匀。
3.3缝合好的拉链是否好拉、顺畅。
3.4如有断针的,要用磁铁找出断针特别处理,千万别掉在布带里或地上伤人。
4.0保养:
4.1擦掉机器表老化油渍、灰尘。
4.2更换已损坏和已磨损的零部件。
4.3给运动部位件加注润滑油或黄油。
5.0保养注意事项:
5.1保养时要仔细、认真。
5.2要轻折、轻装、不得损坏原有零配件。
批
准
审 核 编 制。
尼龙拉链生产流程

English Answer:The production process of nylon zippers typically involves several key steps:1.Material Preparation:The raw materials, mainly nylon resin, are prepared and mixed withappropriate additives to achieve desired properties.2.Extrusion:The mixed nylon material is extruded through a die to form the desired shape forthe teeth and other components of the zipper.3.Shaping and Cooling:The extruded material is then shaped into the desired form and cooledto solidify.4.Cutting and Finishing:The cooled material is then cut into individual teeth or componentsand any necessary finishing operations are performed.5.Assembly:The teeth and other components are assembled together to form the completezipper.6.Quality Control:The assembled zippers undergo quality checks to ensure they meet therequired standards.7.Packaging:The zippers that pass quality control are then packaged and ready for shipment. Chinese Answer:尼龙拉链的生产流程通常包括以下几个关键步骤:1.材料准备:准备原材料,主要是尼龙树脂,并与适当的添加剂混合,以获得所需的性能。
加工厂尼龙拉链安全生产操作规程
加工厂尼龙拉链安全生产操作规程全自动定寸机(定寸)1.必须在电源关闭情况下,才可把码带穿入固定模具内。
2.开启电源,定寸开始,到铣齿时,应把铣刀电源关闭,方可穿入铣刀,后把铣刀开启。
3.下班以后或较长时间离岗,必须切断电源。
全自动贴胶机(超音波贴胶)1.必须在电源关闭情况下,方可把码带穿过焊头。
2.在操作过程中,无论出现什么问题,手不得伸入焊头之下,以免烫伤。
3.超音波焊接时,时间不能过长,否则可能烧毁超音波发生上的功率管。
4.下班以后或较长时间离岗,必须切断电源。
打孔机(打孔)1.必须在电源关闭情况下,才可把码带穿过模具。
2.在操作过程中,切不可把手伸入模具内。
3.电源开启,开始打孔,到一定位置,才可踏下脚板。
4.下班以后或较长时间离岗,必须切断电源。
单分开打插件机、双分开打插件机(打插管,打插座)1.开始工作,电源开启,才可把码带放过模具。
2.在操作过程中,切不可把手伸入模具内。
3.电源开启,开始打插管、插座,到一定位置,才可踏下脚板。
4.下班以后或较长时间离岗,必须切断电源。
半自动切断机、双分开十字切断机(断带)1.开始工作,电源开启,才可把码带穿过模具。
2.在操作过程中,切不可把手伸入模具内。
3.电源开启,开始断带,到一定位置,才可踏下脚板。
5.下班以后或较长时间离岗,必须切断电源。
半自动后码机、全自动后码机(打后码)1.须在关闭电源情况下,才可将码带穿过模具。
2.操作过程中,不论出现何种情况,手不得伸入模具内。
3.电源开启,开始打后码,到一定位置,才可踏下脚板。
4.下班以后或较长时间离岗,必须切断电源。
前码机(打前码)1.开始工作,电源开启,把码带放到位,才可踏下脚板。
2.在操作过程中,手不得放入模具范围内。
3.下班以后或较长时间离岗,必须切断电源。
尼龙拉链标准

--------------------------- ------表4拉链的平直
拉链xx(L)≤180>180~315
≤5>315~630
≤7>630~1000
≤9
平直度(C形弯高度)≤3
4.2.3整条拉链零部件齐全,链牙排列整齐,不得有缺牙、坏牙。
4.2.4拉链的下止无明显歪斜,拉开拉合时不得有拉头卡住上止、下止的现象。
5试验方法
5.1拉链平拉强力测试方法
5.1.1测试设备及夹具
5.1.
1.1测试设备材料试验机
5.1.
1.2测试范围2000N
5.1.
1.3测试速度300±10mm/min。
5.1.
1.4测试设备精度±
0.5%FS
5.1.
1.5夹具主要尺寸宽25mm,夹紧面齿形夹角60°,节距
1.5mm,齿顶宽
0.2mm。两片啮合夹紧口到内齿3mm处加工低于齿面
4.2.9色牢度:
4.2.
9.1耐摩擦色牢度:
链带耐摩擦试验后色牢度符合GB251规定3-4级。
4.2.
9.2耐洗色牢度:
链带经洗涤后色牢度符合GB250规定的3-4级。
4.2.10码装链带每百米长度内接头不得超过3个。
4.2.11对拉链或其他组件不含禁用偶氮、不含镍及过检针等特殊要求由供需双方商定。
5.13.
2.2用直尺逐渐向链牙脚靠拢,然后用另一直尺量取链牙脚与直尺之间的最大距离。此距离即为最大弯度值。
5.14拉链xx的测量方法
5.14.1量具xx一把
5.14.2测量方法及步骤
取拉链成品一条,平放在平整的台板上,使其处于拉合自然状态,按图1所示进行测量,L则为拉链长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的:为了生产高质量的合格产品,以适应市场经济的要求,面向WTO,树立属于我们自己的企业品牌和形象。
本车间员工应严格遵守。
范围:本管理规定主要针对尼龙车间各岗位每道工序生产作业指导而定。
流程:烫码装——喷漆——定寸——修齿——贴胶打孔——截带——拉带——验收包装——打包出库
一、烫码装:
1.开机之前,穿好颜色带及接头,确保被烫码装顺畅无阻;
2.打开总电源及电热开关,当达到所需温度时,方可进行烫码装;
3.烫过后的码装需垂直且平整,以确保以后流程顺利进行;
4.检验烫过后的码装,不能有打皱和弯曲,如有此现象应做出正确处理。
二、喷漆:
1.喷漆之前,看准订单颜色,调好配方,把要喷拉头浸泡;
2.喷漆温度达60℃时,进行喷漆;
3.产品在机器里时要达到亮度好、油漆均匀、色光准确、不露底色,方可出缸。
三、定寸:
1.根据生产单上的要求,核对拉链生产工艺流程单,确认是否与正要上机定寸的码装一致;
2.机器在正常运作中,检查气压必须达到五个气压以上,定寸长度与生产单上一致,不能偏长或偏短;
3.机器在正常运作中,控制因机器而造成的压齿和刮齿现象,出现不合格品及时停止机器并通知机修;
4.根据生产单定寸,产品流入一道工序须填好拉链生产工艺流程单上的内容;
四、修齿:
1.修齿人员收到拉链生产工艺流程单后,应耐心且细致的检查已定寸的码装;
2.若出现不符合产品要求的高低齿或断齿等现象,应认真的处理好;
3.若出现过多的产品问题,应及时的反馈给上一道工序,以便快速的找到解决问题的关键所在;
4.当产品流入下一道工序时,同样的填写拉链生产工艺流程单的相关内容;
五、贴胶打孔:
1.在贴胶之前,检查气压必须达到4个气压以上方可开机,对照生产单上要求和拉链生产工艺流程单,检查布胶与布带颜色必须匹配;
2.贴胶人员要掌握一定的机台技能,不能出现歪斜,要做到颜色与布带保持一致,整体美观、协调;
3.贴胶要粘贴牢固,不准有撕裂现象,确保打插口顺利进行;
4.贴胶打孔的产品不能有飞边或毛刺现象,是机器模具造成应及时通知机修进行维修;
六、 截带:
1.对照生产单和拉链生产工艺流程单上要求,审核并区分双开与单开;
2.确保截下来的带子长短要符合不同型号的拉链规定要求,如比实际偏长,应立刻进行
返修;
3.确保带子两边要平整、对齐,不能影响打插口操作;
4.确保在截闭口拉链时两边刀口长度相一致,两边不能有长短、歪斜现象;
七、 拉带:
1.根据拉链生产工艺流程单的各项要求,在拉带前明确自己工作内容,明确所要套拉头
型号、颜色、检针等其它要求;
2.在拉带前要修干净插口上的飞边、毛刺,抽查不合格品并及时分理出来,放入指定的
区域;
3.在拉带过程中,根据生产要求,拉头要试锁,检验拉头与牙齿间隙搭配程度,自锁能
力,拉头拉合是否顺滑,自锁针长短是否合适,注意拉头喷漆、喷塑、电泳、电镀的颜色;
4.在套闭口拉链时,注意高低码要对称,后码与牙齿色调相配,不能敲歪、敲斜,后码
不能有裂开现象;
5.完成拉带工作后,拉头或半成品拉链要分类汇总,多余拉头及时办理返仓。
半成品拉
链放入待检区。
八、 冲大小叉:
1
.冲大小叉应保证其牢固性,不能出现脱卸、轻松现象;
2.冲大小叉时不能冲歪,仔细检查大小叉有没有放到位,若没有到位,应返回到指定区
域。
若出现的问题是机器造成,应及时通知机修检查维修。
九、 验收包装:
1.对照生产单和拉链生产工艺流程单上要求,审核所验收产品的规格、颜色、数量等;
2.确保每一条拉链都符合产品质量要求,不能将不同规格的拉链混淆在一起;
3.认真填写合格证,同验收合格的产品一同放入包内。
十、 打包出库:
1.根据客户订单要求进行分款打包;
2.检查每包成品拉链的合格证是否正确,是否与出库单保持一致;
3.根据出库清单及时正确进行打包,一定要确保与清单数量保持一致。