H型钢拼接和对接标准及重量(汇编)
H型钢标准重量表
H型钢标准重量表背景H型钢是一种常用的结构钢材料,广泛应用于建筑、桥梁、机械设备等领域。
标准重量表是对不同规格的H型钢进行重量计算的参考工具,能够帮助工程师、设计师等专业人士进行结构设计、材料选择等工作。
目的本文档旨在提供一份全面且易于使用的H型钢标准重量表,为相关专业人士提供准确的数据参考,以便在结构设计和材料选择过程中得到最佳的结果。
内容以下是一份H型钢标准重量表,包含了常用的规格和对应的重量数据:上述表格中的规格为H型钢的横截面尺寸,其中第一个数字代表宽度,第二个数字代表高度,第三个数字代表腰厚(即腰部宽度),第四个数字代表腰厚(即腰部高度)。
重量数据为每米钢材的重量。
此外,还可以根据实际需要在表格中添加更多规格和对应的重量数据,以满足具体的项目要求。
使用方法使用该标准重量表非常简单,只需根据项目需要选择合适的H 型钢规格,然后在表格中查找对应的重量数据即可。
例如,如果需要使用150x150x7x10规格的H型钢,可以直接在表格中找到对应的重量数据为31.9kg/m。
注意事项在使用该标准重量表时,请注意以下几点:1. 标准重量表提供的数据仅为参考值,实际使用中可能存在一定的误差,建议在计算和设计中留出一定的余量。
2. 标准重量表提供的规格和重量数据为常见的H型钢,对于特殊需求或非标准规格的H型钢,需要进行额外的计算和评估。
3. 在使用H型钢时,还需要考虑其他因素,如强度、稳定性、连接方式等,以保证结构的安全性和稳定性。
结论H型钢标准重量表是一份有用的工具,可以为工程师、设计师等提供准确的数据参考,帮助他们进行结构设计和材料选择。
通过合理使用该标准重量表,可以提高工作效率,确保项目的质量和安全性。
以上就是H型钢标准重量表的内容,希望对您有所帮助。
如有任何疑问或建议,请随时与我们联系。
型钢接头标准及理论重量表
技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》J B/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格. A.B.t . 单重(kg).焊缝高度K .L50及小于L50 不采用加强板L56 70 30 6 4L63 80 35 6 4L70 100 40 6 4L75 100 40 6 5L80 100 45 6 5L90 100 50 6 5L100 100 60 6 5L110 100 65 6 5L125 100 70 6 6L140 120 80 8 6L160 120 100 8 6L180 140 120 8 6L200 140 140 8 6第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
型钢接头标准、误差、及理论重量表14页

型钢接头标准、误差、及理论重量表14页技术说明1.1 本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
1.2 本标准适⽤于本公司承制的⼯业与民⽤钢结构及⼀般构筑物钢结构⼯程。
1.3 型钢接头所⽤钢材的材质与被连接型钢相同。
1.4 型钢接头焊接材料:材质为Q235B时,⽤E43系列焊材;材质为Q345B时,⽤E50系列焊材。
特殊情况按设计要求。
1.5 焊缝质量标准按《钢结构⼯程施⼯质量验收规范》GB50205-2001的要求。
1.6 对接焊缝采⽤全焊透的坡⼝形式,⽆加强板的对接焊缝为⼀级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
1.7 对接焊缝全焊透坡⼝形式,当δ﹤16㎜时,采⽤单⾯V⾏坡⼝,当δ≧16㎜时,采⽤双⾯V⾏坡⼝。
1.8 超长构件在分段时的现场拼接接头形式应按图纸设计要求执⾏。
第1页第⼀章⾓钢拼接1,⾓钢接头采⽤加强板进⾏对接的⽅式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺⼨应按图1及表1的规定。
注:1,V⾏坡⼝背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采⽤双⾯V⾏坡⼝。
表1:⾓钢对接加强板规格说明:不等边⾓钢的加强板按等边⾓钢等同肢宽选⽤。
第 2 页第⼆章槽钢拼接1,槽钢接头采⽤腹板加强板进⾏对接的⽅式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到⼀级焊缝标准。
2,对接焊缝及拼接加强板尺⼨应按图2及表2的规定。
注:1,V⾏坡⼝背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采⽤双⾯V⾏坡⼝。
表2:槽钢对接加强版规格说明:轻型槽钢的加强板参本表使⽤。
第3页第三章⼯字钢拼接1,⼯字钢接头采⽤腹板加强板进⾏对接的⽅式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到⼀级焊缝标准。
2,对接焊缝及拼接加强板尺⼨应按图3及表3的规定。
H型钢拼接及对接标准及重量
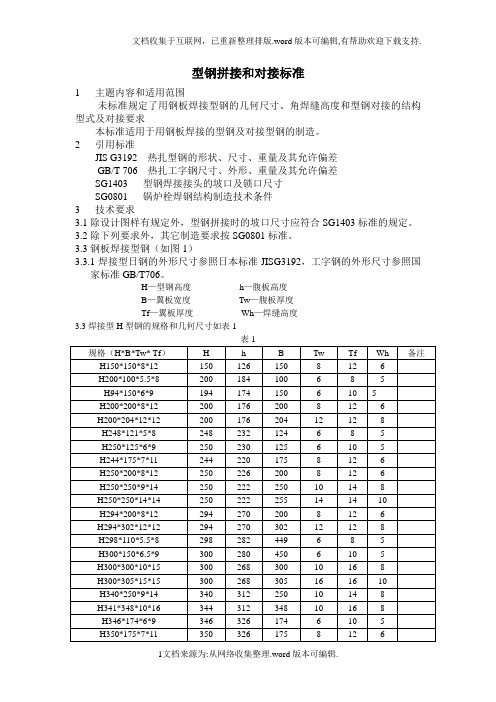
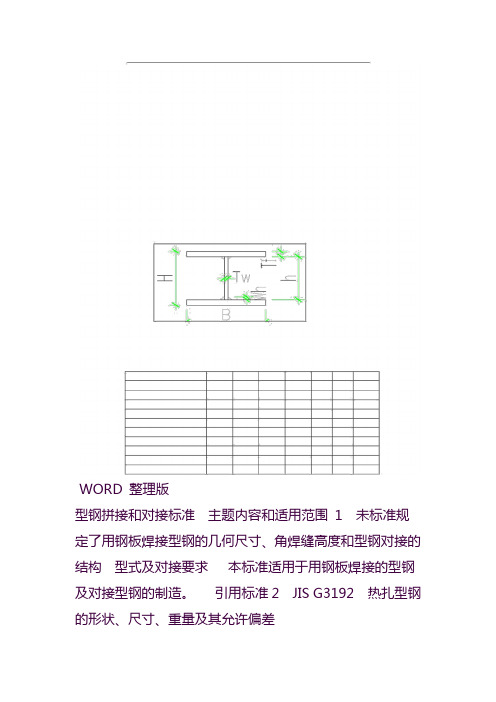
型钢拼接和对接标准1主题内容和适用范围未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求本标准适用于用钢板焊接的型钢及对接型钢的制造。
2引用标准JIS G3192 热扎型钢的形状、尺寸、重量及其允许偏差GB/T 706 热扎工字钢尺寸、外形、重量及其允许偏差SG1403 型钢焊接接头的坡口及锁口尺寸SG0801 锅炉栓焊钢结构制造技术条件3技术要求3.1除设计图样有规定外,型钢拼接时的坡口尺寸应符合SG1403标准的规定。
3.2除下列要求外,其它制造要求按SG0801标准。
3.3钢板焊接型钢(如图1)3.3.1焊接型日钢的外形尺寸参照日本标准JISG3192,工字钢的外形尺寸参照国家标准GB/T706。
H—型钢高度h—腹板高度B—翼板宽度Tw—腹板厚度Tf—翼板厚度Wh—焊缝高度3.3焊接型H型钢的规格和几何尺寸如表13 型钢的对接,当产品因为结构原因而不允许采用加强板时,允许采用插入的对接型式,如图2b所示。
3.4.2翼缘拼接焊缝(与腹板接合处)应磨平后,再与腹板焊接。
,被加强板覆盖的对接焊缝应采用保证能全焊透的坡口形式。
焊后表面磨平后再焊加强板。
,其对极为焊缝应100%UT及100%MT检查合格,在拼接的十字焊缝处除坡口外,还应开圆弧缺口(R=200mm),并修磨至圆滑。
角焊缝高度按表1。
,拼接加强板的尺寸应按图2及表3-6的规定。
,可取消腹板加强板件号2,但柱腹板对接焊缝需X射线或超声波检查合格;H型钢作为钢梁使用时,可取消翼板加强件号1,但梁翼板对接焊缝需X射线或超声波检查合格。
一、中国标准热扎H型钢GB/T 11263-1998宽、中、窄翼缘H型钢截面尺寸、截面面积、理论重量和截面特性冷弯内卷边槽钢(GB6723-86)。
型钢接头标准及理论重量表
技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B 时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064 L63803564说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图2及表2的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
表2:槽钢对接加强版规格槽钢规格 .A.B.t .单重(kg) .焊缝高度K .小于[14不采用加强板[14a [14b14010065 [16a [16b16012065 [18a [18b18012065 [20a [20b20014065 [22a [22b22015085 [25a [25b25016085 [28a [28b [28c 28018085[32a [32b [32c32022085[36a [36b [36c36024086[40a [40b [40c400280108说明:轻型槽钢的加强板参本表使用。
H型钢拼接及对接标准及重量
WORD 整理版型钢拼接和对接标准主题内容和适用范围1未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求本标准适用于用钢板焊接的型钢及对接型钢的制造。
引用标准2 JIS G3192 热扎型钢的形状、尺寸、重量及其允许偏差GB/T 706 热扎工字钢尺寸、外形、重量及其允许偏差SG1403 型钢焊接接头的坡口及锁口尺寸SG0801 锅炉栓焊钢结构制造技术条件3技术要求3.1 标准的规定。
SG1403 除设计图样有规定外,型钢拼接时的坡口尺寸应符合3.2 SG0801 标准。
除下列要求外,其它制造要求按 3.3 )钢板焊接型钢(如图 1 焊接型日钢的外形尺寸参照日本标准JISG3192,工字钢的外形尺寸参照国3.3.1家标准GB/T706。
3.3.2H 型钢与工字钢拼接时所采用的材质应和原设计材料具有相同的等级。
H—型钢高度h—腹板高度B—翼板宽度Tw—腹板厚度Tf —翼板厚度Wh —焊缝高度 3.3 焊接型H 型钢的规格和几何尺寸如表11 表H*B*Tw* 规格(备Wh H B h Tw Tf Tf 注)H150*150*8*12150 8 126150 12 658 6 200 H200*100*5.5*8 1001845 10 194H94*150*6*9 174150 66200H200*200*8*12 176 200 812176 204 12 12 200 H200*204*12*12 8 232 124H248*121*5*8 2486 85H250*125*6*9 250 230 12556 1012 6 H244*175*7*11 244 220 1758 68 12 200250 H250*200*8*12 226 14H250*250*9*14250 222250108优质参考资料.WORD 整理版H250*250*14*1255 14 14 250 222 4106 8294 200270 H294*200*8*12 12H294*302*12*1 294270 12 2302 12 8H298*110*5.5* 5 6449 2988282 8H300*150*6.5* 645095 300280 10H300*300*10*1 83005300268 10 16H300*305*15*110 530026816 16 3058312H340*250*9*14 14 10 250 340H341*348*10*1 344816 10 312 348610 174 346 326H346*174*6*9 65 12 6 3268175H350*175*7*11 350H350*350*12*1 20350 9350310 12 8H388*402*15*110 16 516 356 388402H394*398*11*18 839118 398 12 35812 199 8 372 H396*199*7*11396 6 14 8H400*200*8*13 400 3726 200H390*300*10*1 3586 39010 8 16 300H400*400*13*210 1360 400 14 20 400H100*408*21*212 20 360 40020 1408H414*105*18*210 18 28 358 8414405H428*407*20*312 428203585354072 表备hWh Tw Tf BH 规格注17612 6 2001008120a176 812 200 120b 10210222 250 125a 6 8 11614222 61410118 250125b130a 300 268 126 10 16 816 810 328136a 360 13618 8136b 12 328 138 360 400 18 364 12 140a 142 810 18 144 400140b 14 36418 150 414 812 450 145a10 14 414 450 18 145b 15210 22 560 14 156a 16651610 16156b516 560168 223型钢的对接 3.4.1 型钢的对接优先采用有加强板的对接型式,当产品因为结构原因而不允许采用加强板时,允许采用插入的对接型式,如图2b 所示。
H型钢拼接和对接标准及重量(汇编)

H型钢拼接和对接标准及重量(汇编)型钢拼接和对接标准1 主题内容和适⽤范围未标准规定了⽤钢板焊接型钢的⼏何尺⼨、⾓焊缝⾼度和型钢对接的结构型式及对接要求本标准适⽤于⽤钢板焊接的型钢及对接型钢的制造。
2 引⽤标准JIS G3192 热扎型钢的形状、尺⼨、重量及其允许偏差 GB/T 706 热扎⼯字钢尺⼨、外形、重量及其允许偏差 SG1403 型钢焊接接头的坡⼝及锁⼝尺⼨ SG0801 锅炉栓焊钢结构制造技术条件 3 技术要求3.1 除设计图样有规定外,型钢拼接时的坡⼝尺⼨应符合 SG1403标准的规定。
3.2 除下列要求外,其它制造要求按 SG0801标准。
3.3 钢板焊接型钢(如图 1)3.3.1 焊接型⽇钢的外形尺⼨参照⽇本标准 JISG3192,⼯字钢的外形尺⼨参照国家标准 GB/T706。
3.3.2H 型钢与⼯字钢拼接时所采⽤的材质应和原设计材料具有相同的等级。
3.3焊接型 H 型钢的规格和⼏何尺⼨如表 11规格( H*B*Tw* Tf )H h B Tw Tf Wh备注H150*150*8*12 150 126 150 8 12 6H200*100*5.5*8 200 184 100 6 8 5H94*150*6*9 194 174 150 6 10 5H200*200*8*12 200 176 200 8 12 6H200*204*12*12 200 176 204 12 12 8H248*121*5*8 248 232 124 6 8 5H250*125*6*9250 230 125 6 10 5H244*175*7*11 2442201758126H —型钢⾼度 B —翼板宽度Tf —翼板厚度h —腹板⾼度 Tw —腹板厚度 Wh —焊缝⾼度3 型钢的对接3.4.1 型钢的对接优先采⽤有加强板的对接型式,当产品因为结构原因⽽不允许采⽤加强板时,允许采⽤插⼊的对接型式,如图2b 所⽰。
H型钢理论重量表
H型钢理论重量表H型钢是一种常见的结构钢材,具有良好的刚性和强度特性,广泛应用于建筑、桥梁、机械制造等领域。
在设计和计算H型钢结构时,了解其理论重量是非常重要的。
本文将介绍H型钢理论重量表,并对其中的相关概念进行解释。
首先,我们需要明确H型钢的基本构造。
H型钢由热轧或焊接而成,具有“H”字形的横截面。
它通常由两个平行的翼板和一个连接这两个翼板的腹板组成。
根据不同的规格和尺寸,H型钢的重量也会有所不同。
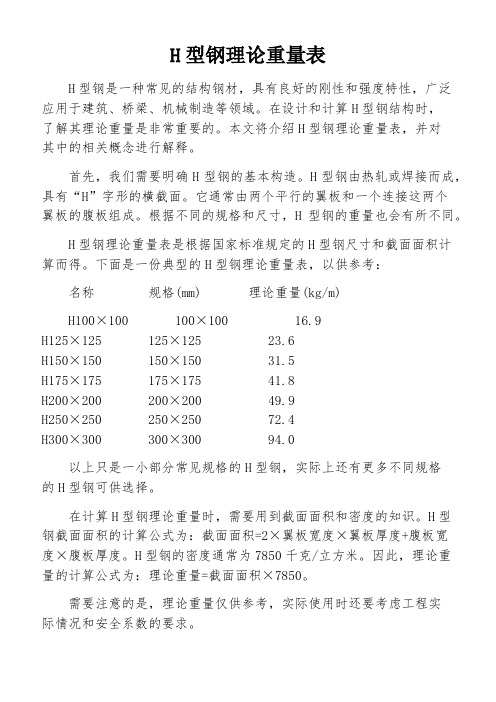
H型钢理论重量表是根据国家标准规定的H型钢尺寸和截面面积计算而得。
下面是一份典型的H型钢理论重量表,以供参考:名称规格(mm) 理论重量(kg/m)H100×100 100×100 16.9H125×125 125×125 23.6H150×150 150×150 31.5H175×175 175×175 41.8H200×200 200×200 49.9H250×250 250×250 72.4H300×300 300×300 94.0以上只是一小部分常见规格的H型钢,实际上还有更多不同规格的H型钢可供选择。
在计算H型钢理论重量时,需要用到截面面积和密度的知识。
H型钢截面面积的计算公式为:截面面积=2×翼板宽度×翼板厚度+腹板宽度×腹板厚度。
H型钢的密度通常为7850千克/立方米。
因此,理论重量的计算公式为:理论重量=截面面积×7850。
需要注意的是,理论重量仅供参考,实际使用时还要考虑工程实际情况和安全系数的要求。
除了理论重量,H型钢还有其他重要的性能参数,如惯性矩、抗弯矩等。
这些参数对于结构设计和计算也非常重要。
因此,在实际应用中,除了了解H型钢的理论重量,还需要深入了解其它性能参数,并参考相应的规范和标准进行设计。
H型钢设计重量表
H型钢设计重量表
---
简介
H型钢是一种常用于建筑结构的钢材,其结构形状与字母"H"类似,因此得名。
本文旨在提供一份H型钢设计重量表,方便工程师和设计师在设计过程中选择合适的H型钢材料。
---
设计重量表
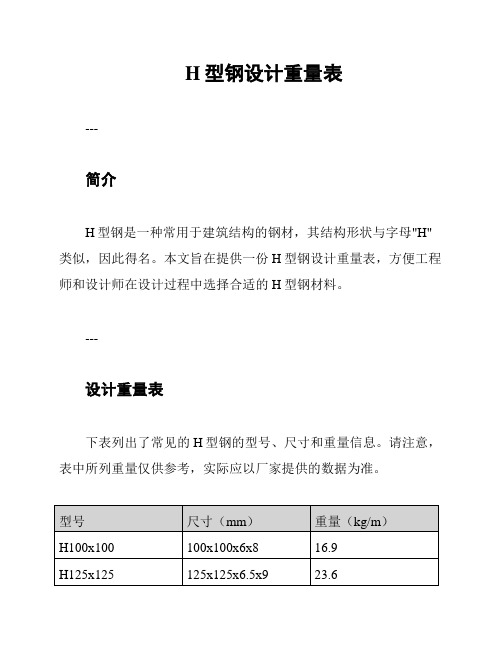
下表列出了常见的H型钢的型号、尺寸和重量信息。
请注意,表中所列重量仅供参考,实际应以厂家提供的数据为准。
---
使用指南
在设计过程中,需根据具体需求选择合适的H型钢材料,因此需要考虑以下因素:
1. 跨度和荷载要求:根据项目的跨度和所承受的荷载要求来选择合适的H型钢。
2. 强度需求:根据建筑结构的设计要求和强度标准来选择适当的H型钢。
3. 节约材料成本:在满足结构需求的前提下,选择适当尺寸的H型钢,以减少材料成本。
4. 耐腐蚀性:在一些特殊环境下,需要选择具有良好耐腐蚀性能的H型钢。
---
总结
H型钢设计重量表为工程师和设计师在选择适当的H型钢材料提供了方便。
通过考虑各种因素,如跨度和荷载要求、强度和耐腐蚀性等,可以根据具体需求选择合适的H型钢,从而确保建筑结构的稳定性和安全性。
> 注意:在使用本重量表时,请务必参考厂家提供的详细数据并结合实际情况进行决策。
---
以上为H型钢设计重量表的文档,希望对您有所帮助!如有任何疑问,请随时联系。
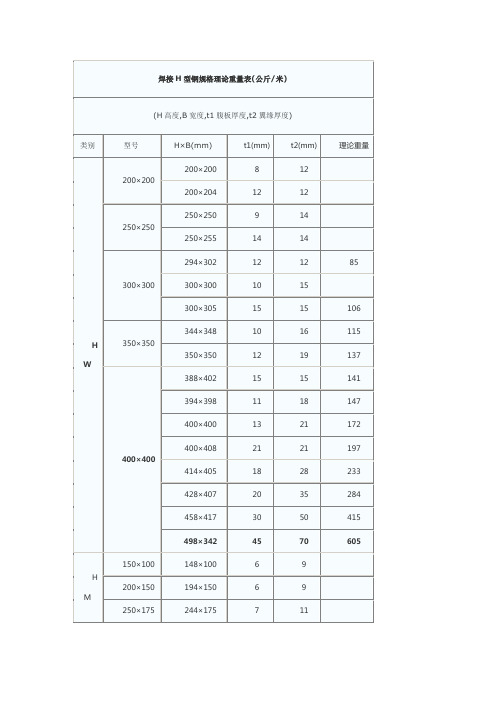
焊接h型钢规格理论重量表(
250×125
248×124
5
8
250×125
6
9
300×150
298×149
8
300×150
9
350×175
346×174
6
9
350×175
7
11
50
400×150
400×150
8
13
400×200
396×199
7
11
400×200
8
13
66
450×150
450×150
9
14
450×200
446×199
槽钢32#C320*92*12
槽钢36#A360*96*
槽钢36#B360*98*11
槽钢36#C360*100*13
槽钢40#A400*100*
槽钢40#B400*102*
工字钢规格表及工字钢理论重量表
品名
型号
明细规格
理论重量
工字钢
10#
100*63*
工字钢
12#
120*74*
工字钢
14#
140*80*
槽钢22#B220*79*
槽钢25#A250*78*
槽钢25#B250*80*
槽钢25#C250*82*11
槽钢28#A280*82*
槽钢28#B280*84*
槽钢28#C280*86*
槽钢30#A300*85*
槽钢30#B300*87*
槽钢30#C300*89*
槽钢32#A320*88*
槽钢32#B320*90*10
工字钢
16#
160*88*
工字钢
18#
型钢接头标准及理论重量表
型钢接头标准及理论重量表Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B 时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064 L63803564 L701004064L751004065L801004565L901005065L1001006065L1101006565L1251007066L1401208086L16012010086L180********L20014014086说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
H型钢理论重量全表
H型钢理论重量全表H型钢是一种成形钢材,具有优异的机械性能和技术性能,被广泛应用于建筑、机械、汽车、航空航天、轨道交通等领域。
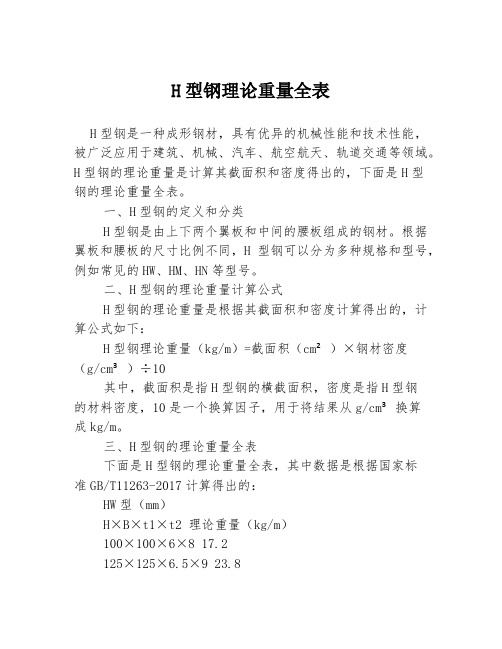
H型钢的理论重量是计算其截面积和密度得出的,下面是H型钢的理论重量全表。
一、H型钢的定义和分类H型钢是由上下两个翼板和中间的腰板组成的钢材。
根据翼板和腰板的尺寸比例不同,H型钢可以分为多种规格和型号,例如常见的HW、HM、HN等型号。
二、H型钢的理论重量计算公式H型钢的理论重量是根据其截面积和密度计算得出的,计算公式如下:H型钢理论重量(kg/m)=截面积(cm²)×钢材密度(g/cm³)÷10其中,截面积是指H型钢的横截面积,密度是指H型钢的材料密度,10是一个换算因子,用于将结果从g/cm³换算成kg/m。
三、H型钢的理论重量全表下面是H型钢的理论重量全表,其中数据是根据国家标准GB/T11263-2017计算得出的:HW型(mm)H×B×t1×t2 理论重量(kg/m)100×100×6×8 17.2125×125×6.5×9 23.8150×150×7×10 31.9175×175×7.5×11 40.4200×200×8×12 50.5250×250×9×14 72.4300×300×10×15 94.6350×350×12×19 137.4400×400×13×21 172.4450×450×14×23 206.0500×500×15×24 240.0600×600×15×28 287.0700×700×20×30 390.0800×800×20×30 460.0900×900×20×36 529.01000×1000×20×40 648.0HM型(mm)H×B×t1×t2 理论重量(kg/m)100×100×6×8 21.2125×125×6.5×9 29.7150×150×7×10 40.6175×175×7.5×11 51.2200×200×8×12 63.5250×250×9×14 89.9300×300×10×15 118. 1350×350×12×19 171.6400×400×13×21 215.6450×450×14×23 259.8500×500×15×24 304.0600×600×15×28 356.3700×700×20×30 470.0800×800×20×30 550.0900×900×20×36 641.01000×1000×20×40 785.0HN型(mm)H×B×t1×t2 理论重量(kg/m)100×100×6×8 25.8125×125×6.5×9 35.6150×150×7×10 48.1175×175×7.5×11 60.8200×200×8×12 75.3250×250×9×14 106.0300×300×10×15 139.0350×350×12×19 202.4400×400×13×21 255.9450×450×14×23 309.6500×500×15×24 363.0600×600×15×28 423.5700×700×20×30 556.0800×800×20×30 643.0900×900×20×36 747.01000×1000×20×40 916.0四、H型钢的特点和应用H型钢具有许多优异的特点,例如重量轻、强度高、稳定性好、耐热、耐腐蚀等。
型钢接头标准及理论重量表
技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B 时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064 L63803564说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图2及表2的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
表2:槽钢对接加强版规格槽钢规格 .A.B.t .单重(kg) .焊缝高度K .小于[14不采用加强板[14a [14b14010065 [16a [16b16012065 [18a [18b18012065 [20a [20b20014065 [22a [22b22015085 [25a [25b25016085 [28a [28b [28c 28018085[32a [32b [32c32022085[36a [36b [36c36024086[40a [40b [40c400280108说明:轻型槽钢的加强板参本表使用。
常用h型钢理论重量表

常用h型钢理论重量表
H型钢是一种重要的结构部件,它广泛应用于工业结构建筑物中。
H型
钢重量表根据不同截面计算出来,从而可以评估工程建设要求的H型
钢材料使用量。
H型钢理论重量表是基于H型钢横截面尺寸结合比重来确定其理论重量的一个表格。
根据此H型钢理论重量表,我们可以确定在建筑安装时,H型钢所需的重量。
它也可以帮助我们精确的计算安装费用和损耗。
H型钢理论重量表包括截面尺寸(mm2),比重(kg/m3),理论重量
(kg/m)三个方面的指标。
H型钢的截面尺寸是表示水平与竖直截面的
尺寸,其中常用的类型包括50*25,75*40,100*50,125*65,150*75,200*100,250*125,300* 150等。
比重是每立方米H型钢所含重量,
通常情况下比重计算公式为H2O/Fe,其中H2O为钢中所含水分,Fe为
含铁量,在H型钢理论重量表中比重大小是依据H2O和Fe的含量而定的。
最后,根据H型钢截面尺寸和比重计算得出H型钢的理论重量,
这是影响H型钢实际重量的主要因素,也是使用H型钢时必须考虑的
因素之一。
要使用H型钢,必须根据H型钢理论重量表,确定对应H型钢材料的
具体尺寸和比重,以计算出精确的重量值,以便工程建设使用。
在H
型钢使用过程中,还必须定期进行检查,确保H型钢的质量达标,避
免出现质量问题。
型钢接头标准及理论重量表
型钢接头标准及理论重量表(总15页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》J B/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064L63803564L701004064L751004065L801004565L901005065L1001006065L1101006565L1251007066L1401208086L16012010086L180********L20014014086第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
型钢拼接和对接标准
1主题内容和适用范围
未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求
本标准适用于用钢板焊接的型钢及对接型钢的制造。
2引用标准
JIS G3192 热扎型钢的形状、尺寸、重量及其允许偏差
GB/T 706 热扎工字钢尺寸、外形、重量及其允许偏差
SG1403 型钢焊接接头的坡口及锁口尺寸
SG0801 锅炉栓焊钢结构制造技术条件
3技术要求
3.1除设计图样有规定外,型钢拼接时的坡口尺寸应符合SG1403标准的规定。
3.2除下列要求外,其它制造要求按SG0801标准。
3.3钢板焊接型钢(如图1)
3.3.1焊接型日钢的外形尺寸参照日本标准JISG3192,工字钢的外形尺寸参照国
家标准GB/T706。
3.3.2H型钢与工字钢拼接时所采用的材质应和原设计材料具有相同的等级。
B—翼板宽度Tw—腹板厚度
Tf—翼板厚度Wh—焊缝高度
3.3焊接型H型钢的规格和几何尺寸如表1
表1
3 型钢的对接
3.4.1型钢的对接优先采用有加强板的对接型式,当产品因为结构原因而不允许采用加强板时,允许采用插入的对接型式,如图2b所示。
3.4.2翼缘拼接焊缝(与腹板接合处)应磨平后,再与腹板焊接。
3.4.3所有型钢拼接时,被加强板覆盖的对接焊缝应采用保证能全焊透的坡口形式。
焊后表面磨平后再焊加强板。
3.4.4插入的对接型钢,其对极为焊缝应100%UT及100%MT检查合格,在拼接的十字焊缝处除坡口外,还应开圆弧缺口(R=200mm),并修磨至圆滑。
角焊缝高度按表1。
3.4.5除设计图样有规定外,拼接加强板的尺寸应按图2及表3-6的规定。
3.4.6H型钢作为立柱使用时,可取消腹板加强板件号2,但柱腹板对接焊缝需X射线或超声波检查合格;H型钢作为钢梁使用时,可取消翼板加强件号1,但梁翼板对接焊缝需X射线或超声波检查合格。
3.4.7所有的对接焊缝均应进行100%UT检查合格。
对接焊缝后需热处理的厚度按SG0801的规定。
表3
表4
一、中国标准热扎H型钢
GB/T 11263-1998
冷弯内卷边槽钢(GB6723-86)。