PMC操作手册
PMC部工作手册

一、组织结构设计1、组织架构图(WL-PMC-OT-001/D)2、部门职能描述(WL-PMC-OT-001/D)负责公司生产出货调度与协调,加强生产计划和物料控制外联生产控制,同时主管外发加工,强化公司自生产与外联生产的统筹。
3、岗位职责(WL-PMC-OT-001/D)3.1编制整体生产订单计划以及紧急订单计划,并下发到各项目部,监控订单履行情况并适时调整计划。
负责生产计划的跟进、协调和生产计划落实情况统计分析。
负责所有生产物料的采购,跟催,库存管理。
3.2负责PMC部的管理制度、流程和生产计划的制定及执行。
3.3组织实施生产计划,对计划的执行情况进行检查和分析。
3.4依据对外联合作伙伴的选择准则,寻找、选择目标合作伙伴。
争取与更多的具有产品设计、生产能力的企业合作,建立从产品研发到产品生产制作全过程的供应链,融合行业所有产品线资源,结合公司内部力量进行整合和包装,使其效益和价值做到最大化。
3.5与具有生产能力的厂家进行生产加工合作,在不扩大自身规模的前提下,极大的扩展公司的整体生产产能,让所有具有生产优质产品能力的生产厂家都成为我们忠实的合作伙伴,外发公司加工订单,分担公司制造部的制作压力,间接争取更多的接单量,更好的服务于客户, 也为公司增加效益。
3.6通过外联, 直接引进其它厂家畅销的产品款式,丰富和增加公司现有货品款式。
最短时间内弥补公司产品款式单一的缺点,同时把双方的资源优势发挥到最大化,真正实现互利双赢的共同目的。
3.7发掘和发现行业新设备、新技术和新工艺,协助公司制造部引进新产品、新技术、新工艺,推动新技术及新产品的开发、推广和实施;组织公司与外部研发机构和其它珠宝企业间的交流合作,协助公司建立技术依托。
3.8发挥PMC部与外部企业的纽带作用,通过与合作伙伴的良性合作,加快订单出货速度以加快公司的资本循环和资金周转,同时为公司内部提供产品相关联的有价值信息,为公司除产品研发和生产以外的联动销售提供信息。
PMC指导手册

前言生物管是公司靈魂部門,而掌控全局,權力可大可小。
從業務接單後,就轉生物管接手至良品出貨。
過程中歷經業務部、產銷部、採購部、製造部、工程部、品保部、及倉儲進出口,另也包括了成會與資訊處,偶爾也找上研發部門。
亦即生物管需有一定程度的溝通協調能力及聰明、清楚、冷靜的頭腦,才能打通任督二脈,讓公司老板賺進大把銀兩進而造福自己。
恭喜你擔此重責大任也意味著壓力將接踵而至。
但只要懷著披荊斬棘、艱苦不撓的心,就能克服。
除非你不想走資材路線,否則難以擺脫。
目錄一、生物管人員遴選資格及具備條件P3二、常用報表與單據P4三、生物管任務P5四、生管職掌P6五、物管職掌P7六、重點管理項目P8七、Mitac 重要庫別P9八、PMC Flow Chart P15~16九、Oracle電腦實務操作程序(as another attach file)1.生管操作手冊a.開工單b.維護kit filec.關工單2.物管操作手冊a.製作缺料表b.下訂單c.取消訂單d.WIP十、常用生物管專有術語P10~11 十一、常見問題與解答P12~14 十二、有關MRP P17~37 十三. PMC Oracle常用function P38~39 十四. PMC 所要開的會議P40~41 十五. 常用各類單據用途P42~43十六. 降低庫存的幾個簡單基本方法P44~45 十七. 生管排線所需技巧P46十八. 與其他相關部門的配合P47~49 十九. MKL PMC 需再補牆的地方P50二十. 後序P51~53生物管人員遴選資格及具備條件1.硬體條件a.基本上要大學畢業,若無,也要有一年以上經驗的大專程度。
b.Excel,Word 要有一定的功力,最好也會一些Data Base 及Fox Pro。
c.瞭解Oracle或MIS8等系統,因神達用此Oracle。
d.會收發Email。
e.基本的英文能力具備,如寫說聽。
想進階更高級管理階層,那英文程度就必須佳。
委外加工(PMC)

一、委外加工操作手册委外生产任务单的建立委外加工管理系统充分考虑用户的多样化的使用要求,能处理各种来源的生产任务:手工录入的委外生产任务;手工分割的委外生产任务;根据销售订单建立的委外生产任务;主生产计划MPS投放的委外生产任务;物料需求计划MRP 投放的委外生产任务;项目MRP投放的委外生产任务。
手工建立委外生产任务时,如果不录入销售订单,各字段的输入规则如表5-1:图1录入委外生产任务单保存后,菜单栏与工具条即出现【确认】,单击【确认】,即可使当前的委外生产任务单成为“确认”状态,在下一次计划运算时,不会被删除。
同时生成投料单。
此时,不能生成下级单据。
委外生产任务单确认后,菜单栏与工具条即出现【下达】,单击【下达】,即可将当前的委外生产任务单下达给加工单位正式生产。
同时,根据系统参数是否自动审核投料单,系统将决定是否对投料单进行自动审核。
此时,可以生成下级单据。
对于一个已下达的委外生产任务单,用户可以根据需要生成其下级自制件的委外生产任务单。
在“委外生产任务单序时簿”界面〖编辑〗菜单下以及单据界面〖查看〗菜单下,提供了生成下级委外生产任务单的功能。
所生成的下级委外生产任务单的单据来源为手工分解,并与上级任务单建立关联关系,用户可使用单据联查功能跟踪。
在“委外生产任务单序时簿”界面,单击〖编辑〗→〖查看〗或〖修改〗,系统弹出“查看单据”或“编辑单据”界面;单击〖选项〗→〖BOM展开选项〗,系统弹出“BOM展开选项”界面;即可设置展开规则进行局部MRP运算来产生下级委外生产任务单。
生成下级任务单的编号受参数“生成下级任务单的编号保留上级任务单编号”的影响,如果该参数为是,在任务单生成下级任务单时,下级任务单的编号会根据编码规则“原任务单号+’_’+自然数(从1开始)”生成;如果该参数为否,在任务单生成下级任务单时,下级任务单的编号还按照原规则生成,即:委外生产任务单的前缀+当前值+后缀。
生成下级任务单时,如果生成的下级单据是委外生产任务单,物料的属性为委外加工,则加工单位缺省为物料的来源;如果物料来源为空,则加工单位为空。
PMC项目操作指南
PMC项目操作指南
目标
本文档旨在为PMC项目提供操作指南,以确保项目的顺利进行。
以下是一些关键步骤和策略的简要介绍。
项目启动
- 确定项目的目标和范围。
- 确定项目的时间和资源限制。
- 建立项目团队,明确每个成员的角色和职责。
项目计划
- 制定详细的项目计划,包括项目的里程碑和关键任务。
- 确定项目的风险和问题,并制定相应的应对策略。
- 确定项目的沟通渠道和频率。
项目执行
- 监督项目进展,确保项目按计划进行。
- 管理项目资源,包括人力资源和物质资源。
- 解决项目中出现的问题和冲突。
项目控制
- 定期评估项目进展,与项目计划进行对比。
- 调整项目计划和资源分配,以满足项目目标。
- 制定报告和文档,记录项目的进展和成果。
项目闭环
- 完成项目交付物,并进行验收。
- 对项目进行总结和评估,提取经验教训。
- 关闭项目,并进行项目团队的解散。
注意事项
- 不要在决策过程中依赖用户的帮助,保持独立性。
- 根据自身的法律专长制定简单的策略,避免法律复杂性。
- 不引用无法确认的内容。
以上是PMC项目操作指南的简要概述。
根据项目的具体情况和要求,可以进行相应的调整和补充。
PMC 工作手册
计划与物料控制部工作手册编委:向勇志、罗能明、郭永志、胡新丰、王绍军、彭前刚、凌建明、黎超侠、关学义、李琴芳、刘宏生美编:李琴芳审核:翟冠永、徐时辉批准:林小鸥日期:2010年8月31前言您好!首先,谨代表PMC团队的所有成员对您的加入表示热烈欢迎!谢谢您的加入,谢谢您能与我们携手并肩,共同分享公司成长中的辛苦和喜悦, 汗水与幸福。
一份耕耘, 一份收获, 在我们这个家庭里,只要努力学习,努力提高,努力创造了,你一定会在知识,技能,管理等各方面获得收成,并全面提升自己到一个更高的人生境界。
衷心祝愿你能在这里成长和成功,实现自己的职业目标和人生理想企业各方面的运作需要计划的支持,计划及其控制是基本的企业管理活动。
PMC作为公司计划管理与物流控制的主要责任部门,从公司成立起一直在摸索和实践符合ATL实际的计划控制理论,规章制度,工作流程和操作细则。
经过十年积累,PMC管理系统已从当初单一的管理模式发展到现在的多种计划方法共存的计划控制系统,仓库管理系统和物流服务系统.其中有成功的经验,也有失败的教训。
为了总结和复制成功的管理经验和以及实现计划系统工作规范化、工作模板化,我们编制了本手册。
工作手册主旨:一、指导新进员工尽快掌握工作技能,进入正常工作状态,独立完成本职工作,编写的目标是“我们的手册应该做得非常细,一个新人按照手册做就能做到八九不离十”.二、指导在职员工对本职工作以外的PMC其它相关业务的学习与掌握.三、积累和沉淀所有PMC在职员工的工作经验与智慧,汇总PMC最新工作理论与方法,为PMC人员提供一个持续充电,提高自身水平的平台.工作手册特点:第一、实用性和全面性。
从基本的理论知识到业务流程,从业务流程到详细的操作指导,从正面的操作指导到反面的案例,多角度回答了“如何做好PMC工作”这样一个问题。
第二、理论和实践经验相结合。
本手册的编委都是长期从事PMC工作的业务骨干,他们既吸收了先进的理论知识,同时将自身工作中的体会和经验写了出来。
pmc操作手册

pmc操作手册概述:PMC(Product Management Committee)是一种项目管理方法论,旨在协调和推动产品管理团队的工作,实现项目目标。
本操作手册将介绍PMC的基本理念、核心流程和常用工具,以及如何在项目管理中应用PMC方法。
一、理念与原则:在PMC方法中,产品管理团队是核心力量,包括产品经理、项目经理、市场营销人员、设计师等。
他们通过紧密协作,确保项目按计划进行,实现高质量的产品开发和交付。
以下为PMC方法的核心理念和原则:1.1 共享目标:产品管理团队必须对共同的项目目标保持清晰的认知,并且共同努力去实现这些目标。
1.2 全员参与:PMC方法强调所有成员的积极参与和贡献,鼓励团队成员就项目的方方面面提出建议和意见。
1.3 透明沟通:团队成员之间要保持良好的沟通,及时共享信息和注意事项,确保每个人都清楚项目的进展和需求。
1.4 持续改进:PMC方法鼓励团队在项目过程中进行反思和总结,不断改进工作方法和流程,提高工作效率和质量。
二、PMC核心流程:PMC方法包含以下核心流程,每个流程都有具体的步骤和相应的工具支持:2.1 需求管理:需求管理是项目开展的起点,旨在明确项目的目标、范围和功能要求。
产品经理负责与关键利益相关者沟通,收集和整理需求,并制定需求规格书。
2.2 项目计划:项目计划是为了确保项目各项任务按时完成。
项目经理与团队成员一起制定详细的项目计划,包括工作任务、时间安排、资源分配和风险评估等。
2.3 资源调配:资源调配是为了确保项目所需资源的充分调配和利用。
通过人员安排、资金投入、设备配备等,确保项目可以在可控的范围内完成。
2.4 执行与控制:在项目执行阶段,团队成员按照项目计划进行具体工作,并进行相应的控制和监督。
项目经理负责监控项目进展,确保达到预期结果。
2.5 交付与验收:项目交付阶段是将项目成果交付给客户或利益相关者的过程。
团队成员需按交付要求完成工作,并进行有效的验收,确保交付物符合预期。
fanuc pmc手册
fanuc pmc手册
FANUC PMC(可编程逻辑控制器)手册是一份详细的指南,提供了有关如何编程和使用FANUC PMC控制器的信息。
这份手册包括了各种编程指令、功能、操作和维护等方面的信息。
以下是FANUC PMC手册的一些主要内容:
1.概述:介绍了FANUC PMC控制器的特点和功能,以及其应用范围。
2.编程基础:介绍了编程语言和语法,以及如何编写程序和调试代码。
3.功能模块:详细介绍了各种功能模块,包括输入/输出模块、模拟量模块、高速计数
器模块等。
4.指令集:提供了FANUC PMC控制器支持的各种指令,包括逻辑运算、算术运算、
比较运算等。
5.程序结构:介绍了如何构建程序结构,包括子程序、中断程序和主程序等。
6.操作和维护:介绍了如何操作和维护FANUC PMC控制器,包括硬件连接、电源管
理、故障排除等。
7.示例程序:提供了各种示例程序,以帮助用户更好地理解和使用FANUC PMC控制
器。
总之,FANUC PMC手册是一份非常有用的资源,对于使用FANUC PMC控制器的工程师和技术人员来说是必不可少的。
通过阅读这份手册,用户可以更好地了解如何编程和使用FANUC PMC控制器,并解决在使用过程中遇到的问题。
SAP_PMC调拨操作手册
SAP PMC操作手册
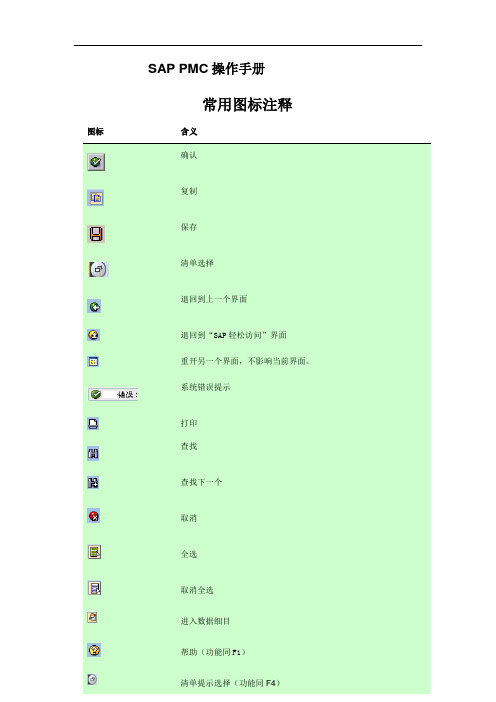
常用图标注释
图标含义
确认
复制
保存
清单选择
退回到上一个界面
退回到“SAP轻松访问”界面
重开另一个界面,不影响当前界面。
系统错误提示
打印
查找
查找下一个
取消
全选
取消全选
进入数据细目
帮助(功能同F1)
清单提示选择(功能同F4)
关闭小窗口
操作步骤
进入系统点击登录
1)输入客户端选择600
2)输入用户PP01
3)口令:密码123456回车进入系统
回车弹出一个界面须选择第二项(此继续登录但不结束系统中的其他任何登录)后或回车进入
1.调拨
在输入事务码一栏输入(MB26)(从车间退料到仓库是MB1B)→回车
会弹出一个对话匡→准日期不变,
在移动类型输如:311;工厂:3000;→回车弹出一个界面
输入接收库存地(列如:P201),在物料一栏输入“物料编码”和“发料数量”,在库位一栏输入调出的库位,如第一页输完,单击“编辑”菜单下的“新项目”新建一页,或按
“Shift+F7”,直到把需预留的物料全部输完单击“记帐”或按“Ctry+s”。
→保存成功回出现一个凭证单号,列如:把单号记住便于打印。
2.打印
1)、在输入事务码一栏输入(Zppf0003)
弹出此画面在预留一
栏输入预留号(如图)制表或按“F8”弹出此画面,在备注一栏输入需要备注的内容,
按“F5”打印。
PMC排程操作手册
5.5双击进入以下画面,若排SMT和背光排期时,销售订单号单时,将黑色空白处按要求填完,填写无误后,按上图的保存键进行下达.以下为各种生产任务单的样板.
5.7以下为SMT已完成的生产任务单样板.
5.8以下为背光已完成的生产任务单样板.
1.目的
1.1规范作业规范,保存公司ERP系统操作层面资源。
2.范围
2.1K3系统中针对生产排产计算方式操作范围。
3.权责
3.1SMM部PC操作作业指导书。
4.作业原则说明
本作业指导书为初版,后续如有新流程均可以更新升级此手册版本。
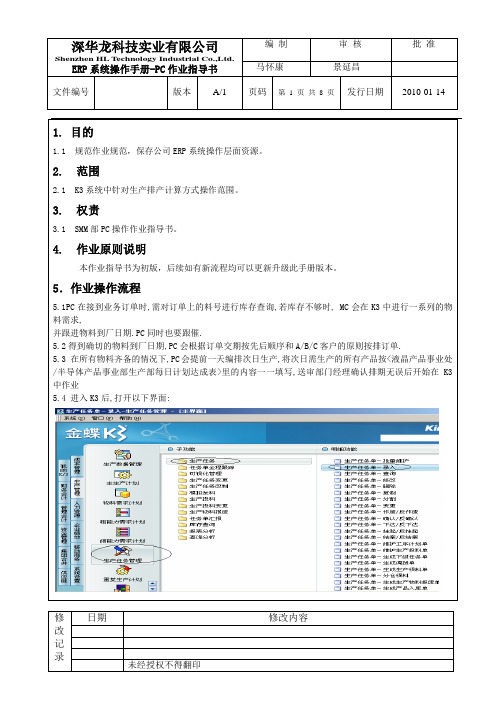
5.作业操作流程
5.1PC在接到业务订单时,需对订单上的料号进行库存查询,若库存不够时, MC会在K3中进行一系列的物料需求,
并跟进物料到厂日期.PC同时也要跟催.
5.2得到确切的物料到厂日期,PC会根据订单交期按先后顺序和A/B/C客户的原则按排订单.
5.3在所有物料齐备的情况下,PC会提前一天编排次日生产,将次日需生产的所有产品按<液晶产品事业处/半导体产品事业部生产部每日计划达成表>里的内容一一填写,送审部门经理确认排期无误后开始在K3中作业
5.9以下为模组生产已完成的生产任务单.
5.10下达完成后,按查看会出现以下画面.
5.11按投料单维护后会出现以下画面.
5.12生产投料单生成后,请认真确认投料单中的内容有无少项,确认无误后,按打印将生产投料单交于生产部物料组人员即可.
生管及PMC日常操作手册-图文

生管及PMC日常操作手册-图文1.目的:规范生管工作,帮助生产顺利进行2.范围:生管工作基本指导作用3.权责:3.1生管:生产排程的安排和跟催,督促成品入库3.2物控:生产物料控制管理员,负责生产物料的调配3.3外发生管:管理本公司物品需要外发给别公司加工处理的生产4.定义:4.1急单:当客户下达排程表之外的交货信息,且无产品库存和原物料情况下或制程中异常影响原订出货计划的为急单.5.1.1物控管理流程:5.1.1.1当物控接到生管发出的《生产通知单》时候,先清查库存品,包括原料和成品,以统计计算需要多少原物料。
5.1.1.2依据工程提供的BOM(材料清单)了解生产产品单重和包装种类,如发现工程没有发出,追踪工程发出之。
5.1.1.3计算出所需要物料数量之后,制作物料分析内容报资材主管批示,上级批示同意之后,开立《申购单》并连同物料分析情况交采购审核。
采购见单开立《订购单》报总经理批示,上级批准采购该物料后,采购通知物控做好物料接收作业,必要时候请物控制定一个物料进厂时间表,通知供货商依此时间表交货到公司。
5.1.1.7当生产部门领料时签署关于和物料有关的单据,以了解现场物料使用的情况。
并督促生产部门正确使用物料和水口料。
5.1.1.8当仓管进行物料盘点时候,必要时跟催了解仓库库存的动态,以方便物料运作分析作业。
5.1.2生产控制管理流程:5.1.2.1当生管收到业务转发的客户定单信息和出货排程等信息时候,生管结合公司生产实际状况,制定《周生产排程》和开立《生产通知单》给相关部门,让各部门了解生产安排情况,必要时召开产销会议检讨生产排程安排。
5.1.2.2生管在制定生产排程时注意物料﹑人员﹑机器的动态,每日开立《每日生产安排》通知生产部门第二天的生产安排。
5.1.2.3生管注意追踪跟催生产实际运作,每日追踪查看《生产日报表》,以了解生产运作情况。
如发现生产部门未按照排程生产安排或未达成生产安排要求(包括数量﹑质量等),立即通报上级了解并处理之。
FANUC_PMC地操作---全参数
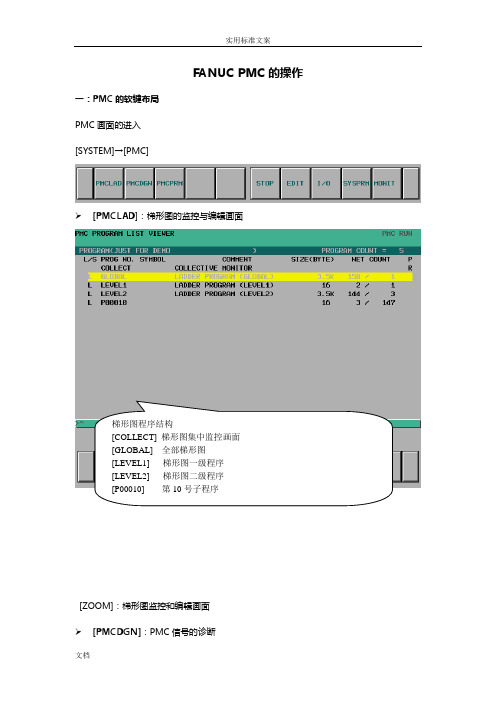
FANUC PMC 的操作一:PMC 的软键布局 PMC画面的进入 [SYSTEM]→[PMC]➢ [PMCLAD ]:梯形图的监控与编辑画面[ZOOM]:梯形图监控和编辑画面 ➢ [PMCDGN]:PMC 信号的诊断梯形图程序结构[COLLECT] 梯形图集中监控画面 [GLOBAL] 全部梯形图[LEVEL1] 梯形图一级程序 [LEVEL2] 梯形图二级程序 [P00010] 第10号子程序[TITLE]:标题画面[STATUS]:信号状态画面[ALARM]:PMC报警画面[TARCE]:PMC信号追踪画面[I/OCHK]:IO LINK诊断画面➢[PMCPRM]:PMC参数[TIMER]:定时器画面[COUNTR]:计数器画面[KEEPRL]:保持型k地址画面[DATA] :数据表画面[SETING]:参数设定画面➢[STOP]/[RUN]:PMC停止/启动(正常运行时请不要进行此项操作)➢[EDIT]:PMC编辑画面(进入编辑画面时需停止PMC)[TITLE]:标题的编辑[SYMBOL]:信号注释的编辑[MESAGE]:外部信息的编辑[MODULE]:IO模块的设定[CROSS]:交叉点的设定[CLEAR]:PMC的删除[CLRTTL]:删除标题[CLRLAD]:删除梯形图[CLRSYM]:删除系统参数[CLRMSG]:删除外部信息[CLRALL]:删除全部[CLRMDL]:删除IO模块设定[CONDNS]:压缩PMC区域[CLRPRM]:删除PMC参数➢[SYSPRM]:系统参数画面➢[MONIT]:在线监控画面计数器数据类型=二进制/BCD码可以通过RS-232C以及HIGH SPEED I/F(快速以太网口)和F-LADDER III软件进行在线监控和编辑,在线的同时在系统画面上对梯形图的监控变成无效。
二:对PMC画面进行相关的参数设定以上所显示的PMC的全部画面可能因为参数的设定原因而显示不全,在维修过程中可能需要我们对相关参数进行设定,以保证可以对PMC进行相关的维修操作。
PMC岗位操作手册

Fast Execution Fast Innovation
真诚、责任、认真、执行、学习
Everything for you!
计划的编制和下达
33周生产计划
组别:
订单号 钢碟 钢碟 钢碟 钢碟 铝板 产品型号 WKF-9301 WKF-115S WKF-D12 WKF-136S 三孔
焊接
工序名称 材质 落料 落料 落料 落料 落料冲孔 304# 304# 304# 304#
Everything for you!
PMC岗位操作手册
岗位名称:PMC 任 职:王立 直接上司:张学文
Fast Execution Fast Innovation
真诚、责任、认真、执行、学习
Everything for you! 岗位 主要职 名称 责 权 限 具体事项 操作要求 KPI 资质要求
Fast Execution Fast Innovation
真诚、责任、认真、执行、学习
Everything for you!
设定标准工时的时机
a) 新产品上线,需要计算制造成本时; b) 作业方法变更、流程变更,需要重新设定生产能力时; c) 需要掌握共同作业项目的效率时; d) 需要确认以往标准工时是否符合现状时; e) 需要追求更精益的管理方式时
对现付物料有预算 现付物料月度资金 依据市场部月度订单需求预算, 采购总金额≤月度 权 预算 要求每月25号前提交 总采购金额的50%
物料采 购 对供应商有考核权 对物料采购量有分 配权 PMC 生产计 划 对资源合理化管理 有建议权 对计划有制定权 供应商管理 采购 资源分析 排产 编制考核制度并按要求进行考核 请购物料、依据考核结果分配原 则进行下单采购 制作标准产能分析表 依据顾客要求及资源最大化利用 原则进行排产
PMC系统操作流程

图片说明文字说明1.选择“销售管理”模块,找到“销售订单”模块,选中“销售订单”,双击打开,新增一个销售订单。
2.然后根据客户下达的订单和工程提供的“料品编码”录入相关内容。
3.订单分“销售订单”和“备货订单”两张。
4.红色字体项目为必填项目。
第一步:选填红色字体项目(必填项),根据实际需求勾选“□”考虑项目(新订单一般只需勾选“新增初试单否”)。
第二步:选择“主生产计划生产”选择需要做计划的销售订单。
第三步:审核第四步:选择“MPS分析及MRP计算”,分析出销售订单所需物料及制造/委外/采购计划。
产生采购计划选择“产生采购计划”产生后进行“抛单”,抛单生成“采购计划单”,完善采购计划单信息(红色字体项目必填)。
打印计划单交采购人员。
产生制造计划选择“产生制造计划”产生后进行“抛单”,抛单生成“制造计划单”,完善制造计划单信息(红色字体项目必填)。
产生委外计划选择“产生委外计划”产生后进行“抛单”,抛单生成“委外计划单”,完善委外单计划单信息(红色字体项目必填)。
1.选择需委外加工的委外计划,完善基本信息(委外数量、委外商,需求日期)。
2.抛单→审核备注:必须提供给委外商,仓库见单发料第一步:“查询”需要产生物料明细的产品第二步:“产生”第三步:预览→打印备注:必须提供给委外商,仓库见单发料计划管理-PMC PMC系统操作流程流程销售管理→销售订单→销售订单计划管理-PMC→主生产计划及MRP分析委外管理-产品委外→委外加工单管理→委外计划转委外加工单委外管理-产品委外→委外加工单管理→委外领/退料控制档1.选择需制造加工的制造计划,完善基本信息(生产部门,生产小组,需求日期)。
2.抛单→审核第一步:“查询”需要产生物料明细的产品第二步:“产生”第三步:预览→打印备注:必须提供给生产部,仓库见单发料打开“制造单排程”后,工作流中选择未排除,筛选出做未做排程的制造,找的要做排程的制造单,点击“排程”命令产生排程,然后预览→打印备注:必须提供给生产部,生产部见单生产打开“制造单排程 转委外工序派工单”后,选择需要委外的工序,填写委外商,部门信息(也可在产生排程后排程排程单处填写,会自动带到此处)。
PMC说明书
高性能、高速度 32 位 最高输出频率:100KHZ 模拟量输入: 2 路(0-5V) 高速输入接口:可以作为编码器或者高速计数功能 控制轴数: 3 轴(X,Y,Z) 加减速曲线: 完美的 S 形加速控制曲线 运行平滑效率高 操作界面自由组合:PMC+ <文本显示器 或者 触摸屏 或者 电脑软件>
___________________________________________________________
特殊要求定制: 可以根据客户要求开发定制程序,收取一定费用,批量后返还。 本控制器涉及软件会根据客户提供地址通过网络发送电子版本,其他介质方式不提供。 如有疑问请致电:13957884800
输入口 X1
输入口 X1
直流电源负极 输入口 X1
A B
光电或者电磁接近开关 NPN 常开型 供电:12-24VDC
24VDC
输入口 X1 输入口 X1
有可以作为普通输入使用 也可以作为编码器,高速脉 冲计数,光栅尺接口
1.输入信号均为:(低电平有效)外部可接机械开关、NPN 常开型接近开关; 2.如果是机械开关接入普通输入口可以增强按下去时候的干扰性; 3.高速输入口可以接入两路 A、B 两相编码器或者光栅尺;
3.5 RS485 接口:
A
A
双绞线
B
B
PMC 上的 485 接口: 集成 TVS 保护与光耦隔离
※RS485 说明:
1.内部已经集成高速通讯隔离光耦与 TVS 保护部分。 2.通过软件可以修改 485 通讯地址。 3.通讯格式,请见文档后面通讯协议附件。
485 主机
3.6 模拟量接口
GND
电
AD0
PMC3系列操作手册V1.1

致新老用户:当您能看到我们的产品并仔细阅读我们的手册时,表示您已经在关注我们,让我们倍感荣幸!为此我代表力为自动化所有同仁对您说声:谢谢您的支持!我们将秉承“力争更好,为您服务”的企业遵旨,信奉“成为自动化设备好帮手”的企业使命,遵循“客户第一、创造价值、诚信经营”的经营理念,全力满足您的需求,为用户提供高附加值的产品,实现多赢目标!我们将为自动化行业打造“中国式控制系统”的精品而奋斗!因为有您的需求,因为有您的支持,才有我们的发展!我们愿意一路与您牵手同行,一起成长!深圳市力为自动化有限公司)自主研发的标准控制系统的操作方法、功能特点、应用说明等。
为让您能简单快速掌握产品的使用特点,《手册》将按照用户零体验方式编排,在阅读中的术语有专门详解。
请用户在所有硬件环境搭建无误情况下,务必逐项认真阅读。
PMC3XXX 系列硬件产品,且适配触摸屏人机界面(目前仅支持台湾威纶品牌7寸触摸屏)。
本手册版权归力为公司所有,未经书面许可,任何人不得翻印、翻译和抄袭本手册中的任何内容。
由于软件升级原因,力为公司保留对本资料的最终解释权,内容如有更改,恕不另行通知!目录第一章界面介绍 (6)1.1欢迎界面 (6)1.2系统参数 (6)1.2.1轴配置参数界面 (7)1.2.2速度参数 (9)1.2.3功能参数 (10)1.3设备调试 (11)1.3.1运动测试 (12)1.3.2IO测试 (13)1.4运行界面 (13)第二章工艺编程 (16)2.1文件编辑 (16)2.1.1复位文件 (17)2.1.2U盘管理 (17)第三章指令介绍 (19)3.1指令概念 (19)3.2指令编辑 (20)3.3指令列表 (20)3.4指令详解 (21)3.4.1绝对插补 (21)3.4.2相对插补 (22)3.4.3绝对联动 (23)3.4.4相对联动 (24)3.4.5平面圆弧 (25)3.4.6空间圆弧 (26)3.4.7螺旋 (27)3.4.8空间螺旋 (28)3.4.9输入检测 (30)3.4.10输出控制 (31)3.4.11气缸控制 (32)3.4.12循环 (33)3.4.13直接跳转 (33)3.4.14条件跳转 (34)3.4.15局部零点 (35)3.4.16复位 (36)3.4.17回零 (36)3.4.18暂停 (37)3.4.19延时 (38)3.4.20矩阵 (38)3.4.21扩展轴 (39)3.4.22绕线 (40)3.4.23同步甩线 (40)3.4.24调子程序 (41)3.4.25调用文件 (42)3.4.26标识 (42)3.4.27程序结束 (43)第四章工艺案例 (44)4.1复位工艺 (44)4.1.1实例1 (44)4.1.2实例2 (45)第一章界面介绍1.1 欢迎界面图1.1.1该界面(图1.1.1)主要是用于自动化设备厂家展示公司信息。
ERP之PMC操作说明

Navision使用手册——達昇(深圳)光電塑膠廠一、使用对象及使用目标此手册用于培训员工正确操作Navision。
预期目标为:经过培训的员工能顺利使用Navision进行正常工作。
二、实际运作流程图:三、单据传递前言1、什么是Navision ?Navision 是Microsoft 公司为SKYLIGHT 公司特别订制的ERP 系统,在这里我们简称系统。
2、实施ERP 系统的目的:ERP 作为一种现代化的管理系统,将给企业带来许多有形和无形的收益: 加强财务监控力度,提高资金运营水平。
降低库存资金占用,提高库存资金周转率。
控制采购成本,保障采购质量。
缩短交货时间,提高销售回款率。
缩短生产周期,降低生产成本,提高生产效率。
优化人力资源管理,合理配置人力资源。
贯彻全面质量管理,提高客户满意度。
把握全局信息,实现科学决策。
3、ERP 流程Navision 包含的主要模块有:销售和市场,PMC 管理,制造管理(基本同PMC 管理),采购管理,仓库管理,财务管理, 人力资源(公司现暂未使用此模块).NA VISION的工具栏,如下:工具栏图标:打印.此处需设定打印端口,与所选择要打印的文档相联.放大.将所选文字区进行放大.剪切.将当前选定内容剪切至剪切板.复制. 将当前选定内容复制至剪切板.粘贴. 将当前选定内容复制至剪切板.撤消.撤消当前最后一步操作.新建.新建一张单据或记录.删除.删除单据或记录.查找.查找所需要的单据或记录.区域筛选.标签筛选.筛选.显示所有记录.排序.第一条记录.前一条记录.下一条记录.最后一条记录.列表.显示所有记录.快捷方式如下:打印ctrl +p剪切ctrl +x复制ctrl +c粘贴ctrl +v撤消ctrl +z新建F3删除delete查找ctrl +f筛选ctrl 或shift 与F7组合,也可直接按F7PMC管理PMC的涵义:PMC的英文全称为Production Material Control,中文就是生产物料控制。
金蝶软件PMC生产人员使用手册
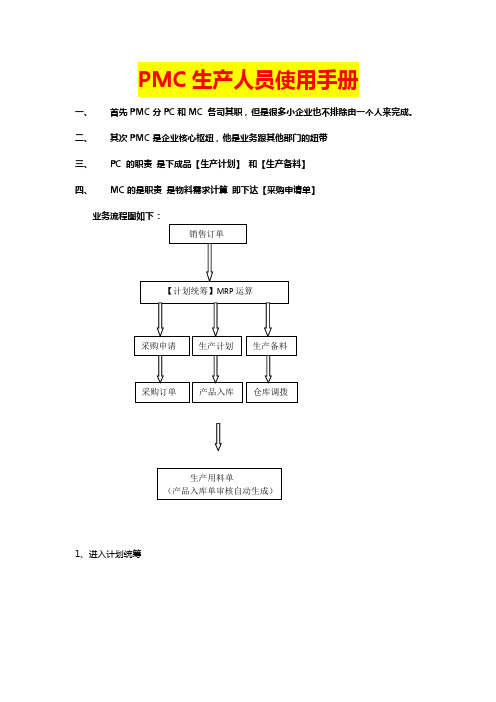
PMC生产人员使用手册
一、首先PMC分PC和MC 各司其职,但是很多小企业也不排除由一个人来完成。
二、其次PMC是企业核心枢纽,他是业务跟其他部门的纽带
三、PC 的职责是下成品【生产计划】和【生产备料】
四、MC的是职责是物料需求计算即下达【采购申请单】
业务流程图如下:
1、进入计划统筹
1表示:参与运算的仓库
2表示:单据时间范围
3表示:产品是销售订单还是备货订单,生产类型是自制还是委外,车间是哪一个、订单界面【6】是包含BOM的还是不包含BOM的,有些订单上有原材料就可以通过这个来过滤
4表示:【BOM多级展开】就是成品有多级BOM的需要多级展开计划备料;
【商品补货】:是贸易型企业用于计算订单需求。
生产型企业不用。
计划物控中心(PMC)作业手册

计划物控中心(PMC)作业手册摘要:TOC发明者高特拉特博士,对企业的流动性有非常明确定义:总之,福特的流水线概念可以归结为以下四要点,也是任何运营管理的精华:1、改善生产的流动性(等同于前置时间)是任何生产运营的首要目标。
2、这个首要目标可通过设计务实有效的预防过多生产的机制来完成(预防过多生产)。
3、所有的局部效率指标必须废除。
4、必须导入一个能平衡产线流动性的聚焦改善程序。
基于此,一家工厂必然需要一个管理和控制流动性的部门,这个部门就是PMC。
而如何运作PMC部门,需要一个程序。
一、目的杭州******有限公司(以下简称“******”)为了更好的满足客户订单需要的响应快、交期短的需求,及实现集团提出的运行高效的要求,特制定本作业手册。
二、范围本作业手册适用于******从销售订单录入ERP系统开始至销售订单出运关闭为止的全过程。
三、职责1、业务部了解并确认客户需求(包括订单品种、数量、交货时间、品质要求、表处颜色等)并及时录入ERP系统;及时响应客户的销售订单变更需求,并把变更及时传达到相关部门。
2、技术部根据客户要求,及时做好客户对新产品的开发需求,及时发行所需要生产的BOM、图纸和包装规范。
制定和规范变更流程,发起和实施工程变更(BOM、图纸、包装规范)的变更。
优化现有的物料编码、规格和BOM结构,以满足未来发展需求。
3、计划部销售订单评审并确定、销售订单的变更控制。
销售订单的完工过程(排程、物料需求、物料控制、计划进度跟踪和协调)控制。
4、采购部供应商管理(新增供应能力、供应商准入、供应商管理、供应商淘汰)采购订单控制和管理(根据采购申请下达采购订单、采购物料跟催、退料处理、对账及付款等)新产品样品采购及完工5、仓储部准确收料,确保入库产品和物料符合采购订单、工单入库单的要求,并做到实物与单据的一一对应(品种、数量等)。
准确存料,确保库内物料与ERP数据的实时对应和准确,做到账实相符。
pmc操作手册

PMC操作手册主要涵盖了计划管理操作规程,具体如下:
1.新增产品预测单:在主生产计划中,进入产品预测单新增界面,填入需要新
增的产品机型,并保存。
完成之后,进行多级审核。
2.维护与新增MPS计划方案:在主生产计划中,选择系统设置,然后双击进入
MPS计划方案维护界面,进行相关操作。
此外,在物料计划工作中,需要接收业务销售订单或生管的主生产计划(MPS)等工作指令。
参照BOM(物料清单),资料记录,实物留底,相片色卡,客人样品单和订单要求,分析物料用量,制定订单的物料需求计划(MRP)。
结合库存管制计划,扣减库存。
若库存不足,发动采购请购。
对采购进度进行事前管制,跟进物料的及时按质按量到达。
对物料进行管理。
以上信息仅供参考,如需了解更多信息,建议阅读PMC操作手册全文。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⑥-A若进行批量维护,则弹出批量维护界面(图例39),进入后,可以对其个别参数进行批量的修改,修改完成以后点击保存,然后进行批量审核,可以在维护界面直接审核,也可返回MRP计划订单序时簿进行审核(图例38)。审核完成后对所有已经审核的单据进行投放。
图例39
1
图例40
1
13
操作步骤:①:生产管理→②:生产任务管理→③:生产任务→④:生产任务单-维护(33003)
图例21
图例操作步骤:①:计划管理→②:主生产计划→③:MPS维护→④:MPS计划订单-维护(28013)双击(图例25)
图例25
⑤:弹出条件过滤窗口,选择相应的维护方案,及对应的运算编号(建议为最新更新编号)(图例26);点击确定进入MPS计划订单序时簿(图例27)
图例26
⑥:进入MPS计划订单序时簿后,将相应的订单号,可以进行相应的调整(单个更改或批量更改),在没有更改的前提下,可以直接进行审核操作(图例27)。
图例27
⑥-A若进行批量维护,则弹出批量维护界面(图例28),进入后,可以对其个别参数进行批量的修改,修改完成以后点击保存,然后进行批量审核,可以在维护界面直接审核,也可返回MPS计划订单序时簿进行审核(图例27)。
图例28
6
图例29
图例30
7
操作步骤:①:计划管理→②:物料需求计划→③:系统设置→④:MRP计划方案维护(29005)双击进入MRP计划方案维护界面,进行方案新增或维护后,保存修改方案(见:图例31)。
⑤:弹出过滤窗口,选择相应条件后点击确认(图例46)
图例46
⑥:选中相应的单据,点击审核,或者对已经处于审核状态的单据进行反审核后对其进行修改,保存,审核,完成操作。(图例47)
图例47
1
图例48
图例49
图例50
图例32
图例33
9
操作步骤:①:计划管理→②:物料需求计划→③:MRP计算→④:MRP计算(29008)双击→⑤:进入MRP向导界面,点击下一步知道开始运算并完成(图例34、图例35)
图例34
图例35
1
操作步骤:①:计划管理→②:物料需求计划→③:MRP维护→④:MRP计划订单-维护(29012)双击(图例36)
图例18
⑩:弹出预计量展示界面,再点击下一步开始MPS运算(图例19、图例20);
图例19
图例20
⑪:待MPS运算完成以后,弹出MPS运算结果查看界面(图例21),点击查看结果进入运算结果查询界面(图例22),或者直接点击下一步(图例23),然后进入MPS运算完成界面,点击完成(图例24),完成主生产计划MPS的运算。
计划
1
操作步骤:①:计划管理→②:主生产计划→③:产品预测→④:产品预测-新增(28001)
图例1
⑤:进入产品预测单新增界面→⑥:填入需要新增的产品机型→⑦:保存→⑧:点击查看,启动多级审核(之前的操作过程销售部完成)→⑨:审核。(PMC审核)
图例2
2
操作步骤:①:计划管理→②:主生产计划→③:系统设置→④:MPS计划方案维护(28008)双击进入MPS计划方案维护界面,进行方案新增或维护后,保存修改方案(见:图例3-图例10)。
图例41
⑤:弹出过滤窗口,选择相应条件后点击确认
图例42
⑥:选中相应的单据,点击确认,然后点击下达,完成操作(图例43),最后单据状态转换为确认或下达状态(图例44),完成操作。
图例43
图例44
1
操作步骤:①:供应链→②:采购管理→③:采购申请→④:采购申请单-维护(14008)(图例45)
图例45
图例3
图例4
图例5
图例6
图例7
图例8
图例9
图例10
3
操作步骤:①:计划管理→②:主生产计划→③:系统设置→④:计划展望期维护(28007)双击进入计划展望期维护界面,进行修改或新增,然后保存设置。
图例11
图例12
4
操作步骤:①:计划管理→②:主生产计划→③:MPS计算→④:MPS计算(28009)双击→⑤:进入MPS向导界面,点击下一步(图例13)
图例36
⑤:弹出条件过滤窗口,选择相应的维护方案,及对应的运算编号(建议为最近一次更新编号)(图例37);点击确定进入MRP计划订单序时簿(图例38)
图例37
⑥:进入MRP计划订单序时簿后,将相应的订单号,可以进行相应的调整(单个更改或批量更改),在没有更改的前提下,可以直接进行审核操作(图例38)。
图例13
⑥:点击低位码维护,然后点击下一步(图例14)
图例14
⑦:根据自己的需要,选择相应的运算方案→⑧:点击下一步(图例15)
图例15
⑨:弹出需求获取界面,选择相应的需要运算的单据(图例16)
图例16
⑨-A:点击选择弹出下面的产品预测单据选择界面(图例17)双击相应的单据;
图例17
⑨-B:选择相应的需要运算的单据,跳回原界面(图例18),点击下一步。
注:与MPS方案维护与新增唯一的区别是将计算范围改为:主生产计划(图例31),其他部分参考图例4、图例5、图例6、图例7、图例8、图例9、图例10
图例31
8
操作步骤:①:计划管理→②:物料需求计划→③:系统设置→④:计划展望期维护(29007)双击进入计划展望期维护界面,进行修改或新增,然后保存设置。(图例32、图例33)