塑胶模具维修保养及使用记录表
模具定期保养记录表

模具类别 客户名称 序号 保养项目
保养标准
保养日期 摆放区域
保养记录
一
模具归类摆放
按规定区域摆放整齐并保 持周边环境整洁、干净
二
模具表面清理 无生锈、油污、飞尘等杂
干净
物
三
喷防锈剂
模具内部型腔、零部件必 须适度喷防锈剂防止生锈
四 导柱、导套
导柱、导套间隙≦ 0.015mm
五
弹簧
弹簧无断裂、损伤,使用 次数达40H即更换
六
滑块
无损伤,活动顺畅
无>10mm裂纹,无变形和
七
模板 缺损,配合部分单边磨损
Байду номын сангаас
≦0.015mm
八
型腔
无磨损,要求成型尺寸和 外观符合产品尺寸及要求
九 顶针及顶针板 落料、脱料顺畅
十
其它
保养人:
主管审核:
模具维修保养记录
Department head
QF-009-002 Rev.A
MOLd Maintenance Schedule
模具定期保养记录表
Mold 机种名称
P/N 模具编号
Production tine 生产啤数
NO. 项次
1
2
3
Maintenance ltem 保养项目 模具表面和模腔内油污、脏物、异物 、锈斑及灰尘. 模具灌嘴
模具变更&维修&保养记录
模具编号:______________ 产品编号:____________ 产品名称:____________ 模具所有者:___________
日期
工作编号
变更/维修/保养工作内容概述
□模具变更 □模具维修 □定期保养 工作内容:
作业员 确 认
记录
□模具变更 □模具维修 □定期保养 工作内容时间:__________________
Drawings/Samples 图纸/样板
Reasoms: □damaged man made 人为损坏 Estimaled finishing time: 申请完成时间: ___________________
分模表面及各擦破,靠破面
Maintcnance Metl1od 保养方法
用抹布、模具清洗剂擦拭;气枪吹 扫;油石省模 清除灌嘴内残留塑胶料;用抹布、模 具清洗剂擦拭表面 清洁擦破、靠破锈斑;检查有无拉伤 、撞伤
Standard 合格标准 手感清洁、无拉伤、撞伤
灌嘴内孔无残留物,表面光滑
无锈斑累渍、及拉伤、撞伤之情况
Cheeked by: 检查人: _______________
Reviewed by tooling department 工模部
塑胶模具维修保养纪录表

内容
□保养□维修:
※维修栏请填入更换零件的编号及数量.例:102×5.
改善方法或对策:
模仁防呆标志确认:□□□□□□□□□□□□□□□□
组模人员:
检查工程师:
完成时间:
调机人:
调机时间:
单位主管:
质量单位:品保
IPQC上
模确认
重要尺寸:□OK□NG毛边:□OK□NG
外观:□OK□NG缺料:□OK□NG
塑料模具维修保养纪录表
产品名称
模具编号
申请日期/时间
需求日期/时间
申请单位:射出课
申请
原因ቤተ መጻሕፍቲ ባይዱ
保养:□不定期保养(距离保养时间还差H)□定期保养(超时H)□设计变更
异常:□毛边□黏膜□夹模□不饱模□模具损坏□其它
发生原因说明:
申请人:
停机时间:
单位主管:
改善单位:塑模维修课
标准保养时间: (H)
接收时间:
其它:
判定:□OK□NG,转由QE判定
检查员:日期:
QE判
定结果
□OK,备注:
□NG,建议召开MRB会议.备注:
工程师:日期:
注:该纪录由申请单位→受委托单位→确认单位填写,判定结束后,由改善单位统一保管.
不定期保养:对生产结束后不再生产的模具进行的保养.
定期保养:对已达到标准生产时数的塑料模具进行的保养.
设计变更:工程或塑模对现有产品或模具的更改.
若QE判定需召开MRB会议,则改善方式以会议之结论为主.
JENG-4-0019-A4(保存期限:一年以上)
模具维修保养申请单编号:
模具保养项目表及日常保养记录表

要求每12H小时清扫一次。
① 排气槽,排气孔是否堵塞,及时清扫;
3
排气槽确认
要求每12H小时清扫一次。
① 每天定期检查导柱是否有磨伤,加黄油;
4
导柱润滑状况
每12H作一次润滑保养。
① 确认顶针,斜顶是否有卡死,断裂,变形现象;
5
顶针,斜顶的 是否顺畅
运动
② 顶出是否顺畅,回退是否到位;
每12H作一次润滑保养。
模具保养项目表
NO
确认项目
确认内容
① 模胚外侧是否有喷油漆,是否有大面积锈斑;
② 模具停止生产时,型腔应及时喷上防锈油;
1
模具外观保养
③ 模具保存时将模具锁紧,防止灰尘进行型腔;
④ 顶针板底部是否有异物。
① 分型面是否有胶粒,油污,严重锈斑;
2 分型面(PL面) 清洁 ② 模具生产时每天定时用模具清洗剂打扫PL面;
按注塑机的大小进行定期全面保养:
① 30~160T 每生产6万模保养一次;
② 160T~
每生产4万模保养一次。
12
定期全面保养 项目
FM/TD-001 (保存三年)
停止生产,将模具分解进行保养: 模具 ① 检查导柱,顶针,斜顶,滑块,镶件,弹簧等是否有
磨损,老化,变形,断裂情况,及时换新或修正; ② 清理水路; ③ 清除模具锈斑; ④ 对所有活动部件打润滑油; ⑤ 清扫PL面,顶针板下以及排气槽上的异物。
① 滑块磨擦面油槽是否正常;
6
滑块的运动 顺畅
是否 ② 滑块的动作是否顺畅,回退是否到位;
每12H作一次润滑保养。
① 确认弹簧是否老化,断裂
(包括返还弹簧,滑块弹簧等);
7
弹簧确认
注塑模具三级保养记录表

表单编号 Q** GQM.006-11
注塑模具三级保养记录表
模具名称
模具编号
已完成合模次数
模具完成日期
调模日期
年
检查内容
1.模具外表面是否生锈重新喷防锈漆或电镀、,活动部件是否润滑活动自如
外 2.模具外观要保持清Biblioteka ,模具上计数器要完好观 检
3.模具冷却水接头是否破损,模具密封圈老化更换,模仁内部水路孔清理疏通。
16.滑块弹簧及定位夹检查及更换
□
以上内容均作为模具状态的凭证,请仔细检测.(此表主要用于已量产超过30万模次以上在产模具的深度保养)
模具点检员
日期
模具检查人
日期
□
7.顶针、斜顶、滑块动作是否顺畅,胶位是否能够脱出 。斜顶的导向块/滑块的压板/限位块/锁紧块是否紧固 ,顶针,
斜顶滑块是否有间隙.
□
内
部 8.检查上下模仁定位虎口是否磨损,模仁是否开裂,是否需要新做模仁
□
检
查 9.镶件上是否磨损变形,检查产品对应尺寸符合图纸,更换新镶件
□
10.滑块耐磨块检查磨损情况尺寸,更换
3.检查模具定位运动部件,导柱导套间隙,模架定位是否磨损,是否需要更换
□
4.模具分型面是否塌陷变形磨损圆角等目视可见的模具缺陷,或检查产品夹口毛边段差,确定分型面重新加工
5.检查产品分模线毛边,段差情况是否符合图纸要求,确定模具分型面和定位是否重新加工或更换
□
6.定模镶件型腔是否腐蚀,皮纹是否腐蚀,是否需要重新清洗补纹
□
11.顶出部分有无磨损,产品毛边,更换新顶针,若孔磨损,线割加大,斜顶处磨损情况更换
□
12.司筒/司筒针的模具,检查司筒是否磨损,对应产品是否毛刺尺寸是否合格,并更换
模具维护保养检修记录
模具维护保养检修记录一、模具的维护保养重要性模具作为生产中不可或缺的重要工具,其正常运行对于企业的产品质量和生产效率具有重要影响。
因此,对模具进行定期的维护保养和检修工作,可以有效地延长其使用寿命,提高生产效率,降低生产成本。
下面是模具维护、保养、检修记录的详细内容。
二、模具的维护保养项目1.清洁工作为了保证模具的正常使用,每天上班前,需要对模具进行清洁工作。
主要包括清洁模具表面的油渍、灰尘等污物,并用干净的布擦拭干净。
2.润滑工作模具的润滑是保证模具正常运行的重要工作之一、每周定期进行润滑工作,采用专用的润滑油对模具滑动部位进行润滑和防锈处理。
在润滑油上添加防锈剂,以保证模具表面不生锈。
3.定期清理模具内部在模具加工过程中,有时会产生金属屑、异物等杂质进入模具内部。
为了防止这些杂质对模具造成损害,每月定期对模具内部进行清理工作,清除其中的杂质。
4.检查模具的工作条件定期对模具的工作条件进行检查,包括模具螺丝的紧固情况、模具水孔的通畅情况等。
如果发现有松动或堵塞的情况,要及时处理,以保证模具的正常运行。
5.模具的防腐处理对于长时间不使用的模具,需要进行防腐处理。
将模具表面喷涂一层防锈油,以保护模具表面不生锈和腐蚀。
三、模具的定期检修项目1.外部检查定期对模具的外部情况进行检查,包括模具表面的磨损情况、裂纹、变形等。
如果发现有磨损严重或者有裂纹变形等情况,需要及时修复或更换模具。
2.内部清洁对模具内部进行彻底的清洁工作,清除模具内部的杂质和积碳。
使用专用的清洁剂和工具,将模具内部的杂质清理干净。
3.复位对于需要复位的模具,要进行复位操作。
复位是调整模具在使用过程中可能产生的松动或位移,确保模具正常运行。
4.换隔片如果发现模具的隔片已经磨损严重,不再适合使用,需要进行更换。
更换隔片时要注意选择与原隔片相同规格的新隔片,并进行精确安装。
5.其他维修工作对于模具使用过程中出现的其他问题,例如齿轮松动、弹簧变形等,需要及时进行维修处理,确保模具的正常运行。
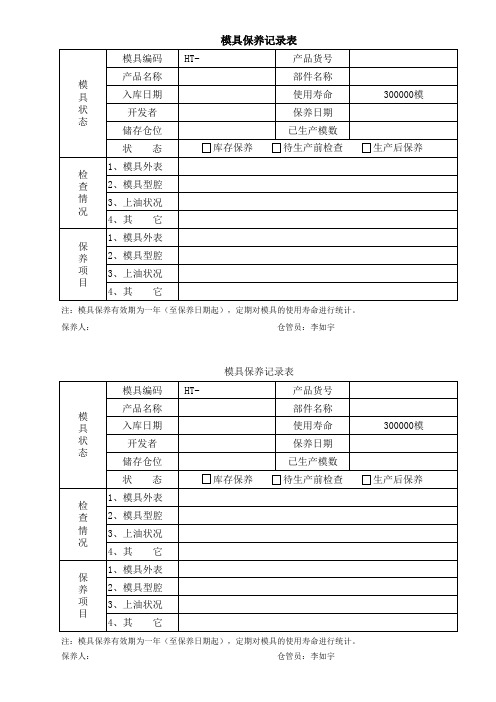
模具保养记录表
产品名称 模
具
入库日期
状
开发者
态
储存仓位
部件名称 使用寿命 保养日期 已生产模数
状态
库存保养
待生产前检查
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保养有效期为一年(至保养日期起),定期对模具的使用寿命进行统计。
保养人:
仓管员:李如宇
300000模 生产后保养
模具保养记录表
模具编码 HT-
产品货号
产品名称
模
具
入库日期
状
开发者
态
储存仓位
部件名称 使用寿命 保养日期 已生产模数
状态
库存保养
待生产前检查
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保养有效期为一年(至保养日期起),定期对模具的使用寿命进行统计。
保养人:
仓管员:李如宇
300000模 生产后保养
注塑模具的维修与保养记录表3

注塑模具的维修与保养记录表3注塑问题分析与解决对策相关技术工种的作业要求温州捷诚塑机有限公司目录一,缩水,缩孔,气泡二,不饱模,毛边三,烧焦,熔接线四,喷痕,银丝五,破裂,龟裂六,表面光泽不良,透明度不足七,流痕,波纹,气纹八,色差,黑条,料花九,剥离,分层十,喷嘴流料,堵塞十一,螺杆打滑,塑化噪音十二,下料不良,水口拉丝十三,鱼眼斑,强度减小缩水,缩孔,气泡制品表面产生凹陷现象,由塑胶体积收缩产生,常见于局部肉厚区域,如加强劲或柱位与面交接的区域俗称缩水(缩痕) 制品局部肉厚处在冷却过程中由于体积s收缩所产生的真空炮,叫缩孔塑胶局部熔体含有空气,水分及挥发性气体时,在注塑成型过程中空气,水分及挥发性气体进入制品内部而残留的空洞叫气泡(蓝针,红针) 由于注塑件各部的拉应力大小不一致,凝固层的厚度,充填过程的冷却不一致所产生; 增加水路,特别是缩水,融接线的地方,关键区域要有独立的运水(水路)故障原因处理方法 1:模内进胶不足熔胶量不足加熔胶量 . 2: 射胶压力太低增加射压 . 2:背压压力不够增加背压力 . 3:射胶时间太短增加射胶时间 . 4:射胶速度太慢加快射速 . 5: 溢口(冷料井)不平衡模具溢口太小或位置不均; 射嘴孔太细,塑料在浇道衬套内凝固,减低背压效果; 整模具或更换射嘴 . 6: 料温过高或低料温, 模温不当 ,适当增加温度 . 7: 冷却时间不够延冷却时间. 8: 产品本身或其肋骨及柱位过厚检讨成品设计. 9:注塑机的炮筒射胶量过大 ,更换炮筒较细射较量小的注塑机. 10: 浇口太小,塑料凝固快失去背压作用, 加大浇口尺寸 . 局部肉太厚,局部减胶:(劲的厚度控制在0.5--.07cm,离浇口远的位置,尽量减小加强劲的肉厚,另外为减小与周边的热收缩比,由周边向加强劲的根部渐渐的增加肉厚.)柱位火山口减缩水,缩孔,气泡注塑机的止逆环磨损或止逆阀动作不顺畅时过胶圈,熔胶螺杆磨损拆除检修 (检查止逆环磨损或止逆阀动作不顺畅时过胶圈,熔胶螺杆磨损的方法,当一模产品成型后,在开模前,冷却后的那一时间按手动,然后按射胶,如果螺杆向前的射胶量大于所作产品设定的胶量的1/2,就证明此止逆环已磨损.)对于壁厚薄由拉引力产生的缩水或缩痕,可在所处位置的上方加胶,增加凝固层的厚度,减小拉引力;对于网状部位的劲位缩水,粘模,可加排气顶针,可提高顶针的位置减胶;对网状孔的劲位改成球头状.缺胶,不饱模不饱模一定出现在充填的末端,而不一定是塑件的末端.故障原因处理方法塑料温度太低提高炮筒温度射胶压力太低提高射胶压力射胶量不够增加射胶量浇口衬套与射嘴配合不正,塑料溢漏重新调整其配合射前时间太短增加射胶时间射胶速度太慢加快射胶速度模具温度太低提高模具温度模具温度不匀重调模具水管模具排气不良恰当位置加适度排气孔射嘴温度太低提高射嘴温度进胶不平均重开模具进胶口位置浇道或溢口太小加大浇道或溢口塑料内润滑剂不够增加润滑剂(尼龙加纤pa+20-30-33-25%,压克力pmma,pc) 背压不足稍增加背压止逆环,熔胶螺杆磨损拆除检查修理射胶量不足更换较大规格注塑机制品太薄使用氮气射胶(一般为精密机器)毛边,批锋飞边又称溢边,批锋,毛刺等,大多发生在模具的分合位置上,如动模(公模,前模)和静模(母模,后模)的分型面,滑块的滑配部位,镶件的绝隙,顶杆孔隙等处,飞边在很大程度上是由于模具或机台锁模力失效造成.故障原因处理方法1.机器方面机台的最高锁模力不够应选用锁模力够的机台.锁模机铰磨损或锁模油缸密封元件磨损出现滴油或回流而造成锁模力下降.加温系统失控造成实际温度过高应检查热电偶,加热圈等是否有问题.2.模具方面 (1)模具型腔分布不衡或平行度不够造成受力不平衡而造成局部飞边,局部不满,应在不影响制件完整性前提下流道应尽量安置在质量对称中心. ( 2)模具中活动构件,滑动型芯受力不平衡时会造成飞边. ( 3)模具排气不良时受压的空气会使模的分型面胀开而出现飞边,应开设良好的排气系统,或在分型面上挖排气沟.3.原料方面塑料的流动性过大,或加太多的润滑剂,应适当降低压力,速度,温度等,减小润滑剂的使用量,必要时要选用流动性低的塑料.4.加工,调整方面:(1)设置的温度,压力,速度过高,应采用分段注射.注射时间,保压时间,加料量过多都会造成飞边.(2)调节时,锁模机铰未伸直,或开,锁模时调模螺母经常会动而造成锁模力不足出现飞边.(我司机器有调模限位开关) (3)调节头与二极的平行度不够或调节的系统压力过大.5.飞边和制件不满反复出现的原因: (1)塑料原料粒度大小悬殊不均时会使加料份量不定. (2)螺杆的过胶头,过胶圈及过胶垫圈的磨损过大(止逆环部位),使熔料可能在螺杆处经与料筒内之间滑行及回流造成飞边或不满.即缓冲垫过小会使射料时多时少而出现飞边或制件不满.(3)入流口的冷却系统失效,调整进胶的速度.烧焦_ 造成注塑制品变色焦化出现黑点的主要原因是塑料或添加的紫外线吸收剂,防静电剂等在料筒内过热分解,或在料筒内停留时间过长而分解,焦化,再随同熔料注入型腔形成.___ 1.机台方面:___ (1)由于加热控制系统失控,导致料筒过热造成分解变黑.___ (2)由于螺杆或料筒的缺陷使熔料卡入而囤积,经受长时间固定加热造成分解.应检查过胶头套件是否磨损或里面是否有金属异物.___ (3)某些塑料如abs,pvc在料筒内受到高热而交联焦化,在几乎维持原来颗粒形状情形下,难以熔融,被螺杆压破碎后夹带进入制件.___ 2.模具方面:___ (1)模具排气不顺,易烧焦,或浇注系统的尺寸过小,剪切过于厉害造成焦化.___ (2)模内有不适当的油类润滑剂,脱模剂.___ 3.塑料方面:___ 塑料挥发物过多,湿度过大,杂质过多,再生料过多,受污染.___ 4.加工方面:___ (1)压力过大,速度过高,背压过大,转速过快都会使料温分解.___ (2)应定期清洁料筒,清除比塑料耐性还差的添加剂.__ 排气槽的深度 pom-h 0.01-0.02 pom-k m 0.04 pmma 0.05-0.07 pc 0.03-0.06 abs 0.025-0.05 pa冷胶.下料不良下料口冻结下料口堵塞,如杂物,碎布,随口料大等.螺杆打滑,塑化噪音温度过高料头下料口冻结或堵塞(在检查,处理下料口堵塞是一定要注意由于螺杆长时间的空转,螺杆内积压一定的气体,喷发伤人;在处理下料口堵塞的料块时一律不准用非紫铜棒以外的任何物件处理,同是必须机器是在手动状态.)温度不够高 (噪音),如pc,pmma pa加纤 ( 我司的在生产时注意温度的同时,也要加一定量的滑剂)水口拉丝料温高,适当的拉一点松退(5---6mm)或降温.充分干燥原料(pa66加纤,pa66)添加色母后注塑成型常见问题在阳光照射下,制品中有条纹状的颜料带这个问题需从塑料物理机械性能和塑料成型工艺两个方面考虑: 1.注塑设备的温度没有控制好,色母进入混炼腔后不能与树脂充分混合.2.注塑机没有加一定的背压,螺杆的混炼效果不好.3.色母的分散性不好或树脂塑化不好. 工艺方面可作如下调试: 1.将混炼腔靠落料口部分的...。
塑胶模具维修保养及使用记录表

日
孔 压 面 面 面 板 板 模 、 系 模 及 是 是 螺 孔 是 是 是 套 板 G 槽 弹 道道 系 清 是 膜 清 氧 密 密 组 长 导 统 仁 滑 否 否 丝 、 否 否 否 管 封 立 拉 套 是 是 动 漏 顺 是 顶 良 变 磨 清 顶 、无 、 温统 检 ﹐
畅确
确 圈 圈 确 杆 是 否 否 件 水 畅 否 针 好 形 损 除 针 遮 顶 线清 查 上
任
期 通认
认确确认检否顺歪间更并断孔
认认
查松畅斜模换清裂是
﹐﹐
动
变垢 O 除滑否
定 裂 模 清 R 盖 出 、洁 处 油
位 痕 垢 除 P 保 板 加检 理
不
模 是护 是 热查
人
更更
磨
形清型异牙磨
良
垢否
否 线处
换换
损
理环物
损
上顺
断 检理
备
1.模具维修用A标示.
注
2.计划性保养(40K------50K模次)用B标示.
机种 顶出方式
产品名称 保
进胶方 式
养
模具维修保养及使用记录表
模 号
模穴数
料号
模具结构:
标准
与
维
修
内
客户料号 三板模 容
其它
吸 树 P 母 P 母 压 公 导 顶 较 入 模 水 固 斜 斜 顶 镶 顶 油 顶滑 检 送 裂 顶查 热 热 浇 外
气 脂 L 模 L 模 膜 母 柱 出 薄 子 仁 路 定 梢 梢 针 件 出 出 查膜 出 浇浇 道 观
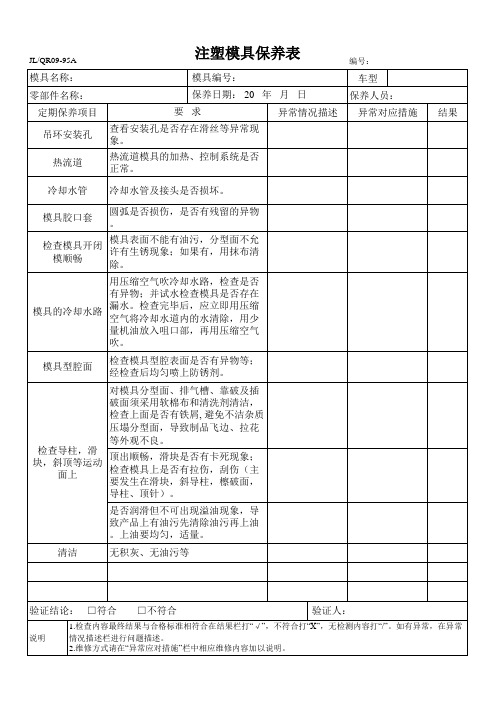
注塑模具保养表
清洁
无积灰、无油污等
结果
验证结论: □符合 □不符合
验证人:
说明
1.检查内容最终结果与合格标准相符合在结果栏打“√”,不符合打“Χ”,无检测内容打“/”。如有异常,在异常 情况描述栏进行问题描述。 2.维修方式请在“异常应对措施”栏中相应维修内容加以说明。
检查模具开闭 模顺畅
模具表面不能有油污,分型面不允 许有生锈现象;如果有,用抹布清 除。
用压缩空气吹冷却水路,检查是否
有异物;并试水检查模具是否存在
模具的冷却水路
漏水。检查完毕后,应立即用压缩 空气将冷却水道内的水清除,用少
量机油放入咀口部,再用压缩空气
吹。
模具型腔面
检查模具型腔表面是否有异物等; 经检查后均匀喷上防锈剂。
对模具分型面、排气槽、靠破及插
破面须采用软棉布和清洗剂清洁,
检查上面是否有铁屑, 避免不洁杂质
压塌分型面,导致制品飞边、拉花
等外观不良。
检查导柱,滑 块,斜顶等运动
面上
顶出顺畅,滑块是否有卡死现象; 检查模具上是否有拉伤,刮伤(主 要发生在滑块,斜导柱,檫破面,
导柱、顶针)。
是否润滑但不可出现溢油现象,导 致产品上有油污先清除油污再上油 。上油要均匀,适量。
JL/QR09-95A
模具名称: 零部件名称:
定期保养项目 吊环安装孔
热流道
注塑模具保养表
模具编号:
保养日期: 20 年 月 日
要求
异常情况描述
查看安装孔是否存在滑丝等异常现 象。
热流道模具的加热、控制系统是否 正常。Biblioteka 编号:车型 保养人员:
异常对应措施
冷却水管 冷却水管及接头是否损坏。
模具普通维护保养记录表

审核:Βιβλιοθήκη 批准:模具普通维护保养记录表
模具品名 保养类别: ■ 普通保养 有 有 有 异常 模号 保养员 无 保养原因 保养现场 更换易损耗配件 无 无 有 无 有 无 无 更换 更换 订单完成 3000模 其它 保养时间
模具配件检查 保养项目 模具表面清洁维护 型腔光洁度检查: 保养异常记录: 正常
检查顶针系统 水路检查 处理对策: 有
审核:
批准:
模具普通维护保养记录表
模具品名 保养类别: ■ 普通保养 模具配件检查 保养项目 模具表面清洁维护 型腔光洁度检查: 保养异常记录: 正常 异常 有 有 有 无 模号 保养员 无 保养原因 保养现场 更换易损耗配件 无 有 无 有 有 无 无 更换 更换 订单完成 3000模 其它
保养时间
检查顶针系统 水路检查 处理对策:
注塑模具维护保养记录表
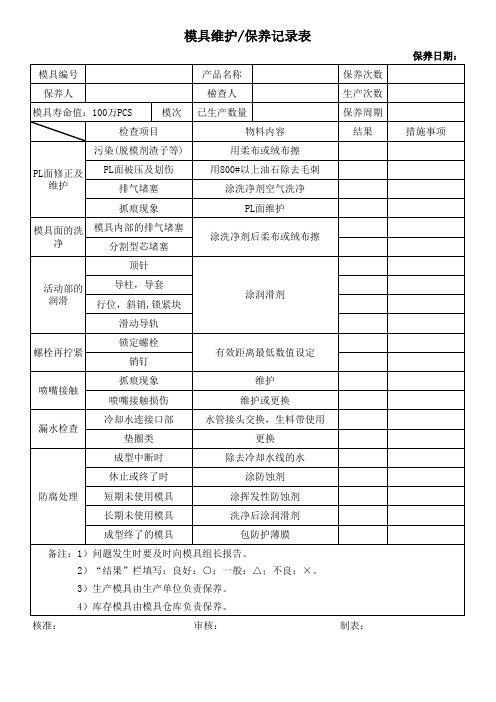
顶针
活动部的
ቤተ መጻሕፍቲ ባይዱ
导柱,导套
润滑
行位,斜销,锁紧块
涂润滑剂
滑动导轨
螺栓再拧紧
锁定螺栓 销钉
有效距离最低数值设定
喷嘴接触
抓痕现象 喷嘴接触损伤
维护 维护或更换
漏水检查
冷却水连接口部 垫圈类
水管接头交换,生料带使用 更换
成型中断时
除去冷却水线的水
休止或终了时
涂防蚀剂
防腐处理
短期未使用模具
涂挥发性防蚀剂
长期未使用模具
洗净后涂润滑剂
成型终了的模具
包防护薄膜
备注:1)问题发生时要及时向模具组长报告。
2)“结果”栏填写:良好:○;一般:△;不良:×。
3)生产模具由生产单位负责保养。
4)库存模具由模具仓库负责保养。
核准:
审核:
保养次数 生产次数 保养周期
结果
制表:
保养日期: 措施事项
模具维护/保养记录表
模具编号
产品名称
保养人
檢查人
模具寿命值:100万PCS
模次 已生产数量
检查项目
物料内容
污染(脱模剂渣子等)
模具维护保养记录一览表
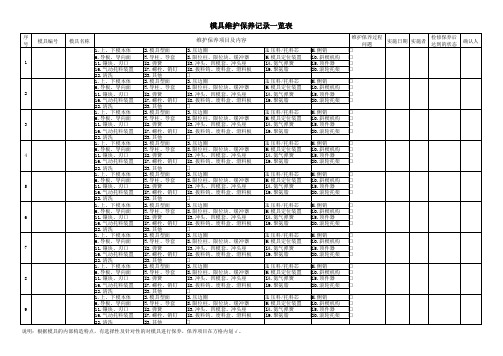
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机种模号
吸气孔是否畅通树
脂
压
膜
条
确
认
P
L
面
清
洗
母
模
面
氧
化
确
认
P
L
面
密
封
圈
确
认
﹐
更
换
母
模
板
密
封
圈
确
认
﹐
更
换
压
膜
板
组
立
确
认
公
母
模
长
拉
杆
检
查
导
柱
、
导
套
是
否
松
动
磨
损
顶
出
系
统
是
否
顺
畅
较
薄
模
仁
是
否
歪
斜
变
形
入
子
及
滑
动
件
间
模
垢
清
理
模
仁
是
否
漏
水
更
换
O
型
环
水
路
是
否
顺
畅
并
清
除
异
物
固
定
螺
丝
是
否
断
裂
滑
牙
斜
梢
孔
、
顶
针
孔
是
否
磨
损
斜
梢
是
否
良
好
顶
针
是
否
变
形
定
位
不
良
镶
件
是
否
磨
损
裂
痕
顶
出
套
管
清
除
模
垢
顶
出
板
及
顶
针
清
除
模
垢
上
油
检
查
G
P
、
R
P
是
否
顺
滑
送
膜
槽
有
无
遮
盖
保
护
顶
出
弹
簧
、
顶
出
板
是
否
断
裂
热
浇
道
感
温
线
、
加
热
线
检
查
热
浇
道
系
统
清
洁
检
查
处
理
浇
道
系
统
检
查
处
理
外
观
清
洁
﹐
上
油
客户料号
模具结构: 标准 三板模 其它
模具维修保养及使用记录表
产品名称模穴数料号
保 养 与 维 修 内 容
日期
备注
责
任
人
1.模具维修用A标示.
2.计划性保养(40K------50K模次)用B标示.
顶出方式 进胶方式。