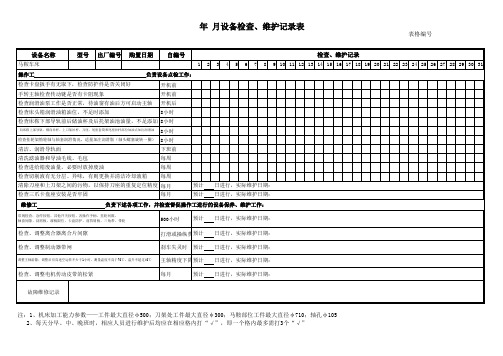
百分表保养点检记录表
设备维护保养点检表大全以及维修记录表
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
深度百分表保养记录表
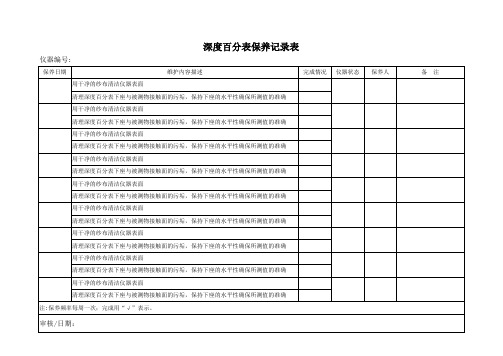
仪器编号:
保养日期 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 注:保养频率每周一次;完成用“√”表示。 维护内容描述 完成情况 仪器状态 保养人 备 注
设备每日点检保养记录表
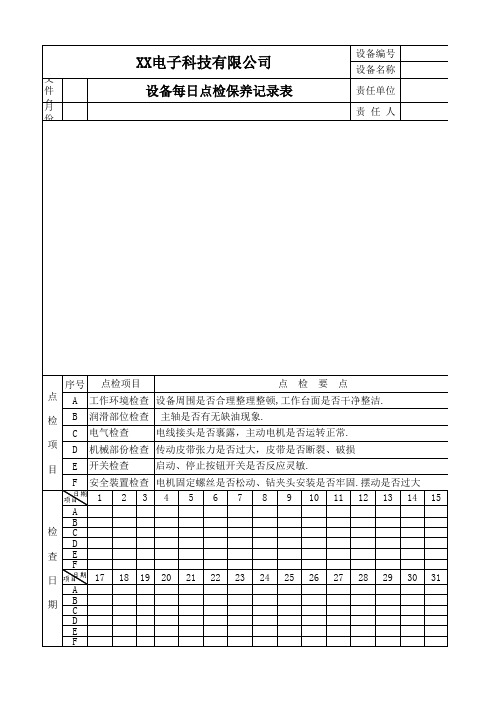
目 E 开关检查
启动、停止按钮开关是否反应灵敏.
F 安全裝置检查 电机固定螺丝是否松动、钻夹头安装是否牢固.摆动是否过大
日期 项目
1
234
5
6
7
8
检C
D
查E F
日 项目日期 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
A
期
B C
D
E
F
过大 16
XX电子科技有限公司
设备编号 设备名称
文
件
设备每日点检保养记录表
责任单位
名月 份
责任人
序号 点检项目
点检要点
点 A 工作环境检查 设备周围是否合理整理整顿,工作台面是否干净整洁.
检 B 润滑部位检查 主轴是否有无缺油现象.
C 电气检查
电线接头是否裹露,主动电机是否运转正常.
项 D 机械部份检查 传动皮带张力是否过大,皮带是否断裂、破损
(精品)铣床日常维护保养点检记录表(精品文档)
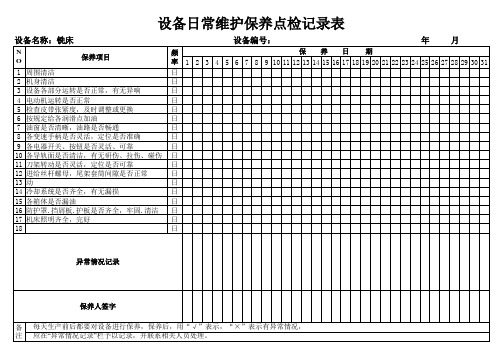
设备名称:铣床
设备编号:
年月
N
保养项目
O
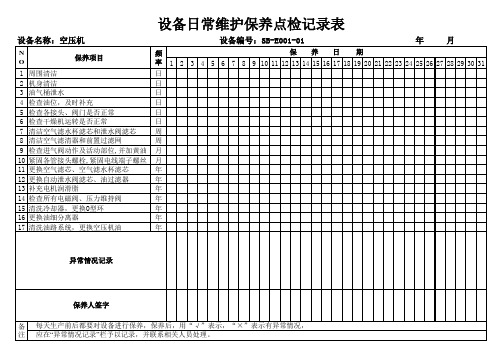
1 周围清洁 2 机身清洁 3 设备各部分运转是否正常,有无异响 4 电动机运转是否正常 5 检查皮带张紧度,及时调整或更换 6 按规定给各润滑点加油 7 油窗是否清晰,油路是否畅通 8 各变速手柄是否灵活,定位是否准确 9 各电器开关、按钮是否灵活、可靠 10 各导轨面是否清洁,有无研伤、拉伤、碰伤 11 刀架转动是否灵活,定位是否可靠 12 进丝给杆丝,光杆杆螺,母开,关尾杆架是套否筒灵间活隙,有是无否跳正动常和窜 13 动 14 冷却系统是否齐全,有无漏损 15 各箱体是否漏油 16 防护罩.挡屑板.护板是否齐全,牢固.清洁 17 机床照明齐全,完好 18
17
18
19
频率 每月 每月 每月 每月 每月 每月 每月 每月 每月
每年 每年 每年 每年 每年 每年
保养日期
年月
保养检查结果 保养人
备 注
注:以上检查内容,每月定期由操作工执行并记录检查结果。如有任何异常,需要告知负责人,及时解决问题。
频
保养日 期
每率 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日
异常情况记录
保保养,保养后,用“√”表示,“×”表示有异常情况, 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
卡尺百分表高度计量具点检保养记录表
点检项目
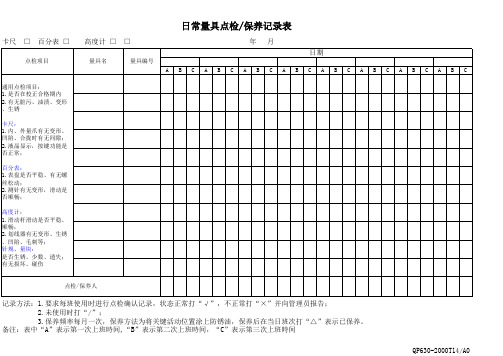
通用点检项目: 1.是否在校正合格期内 2.有无脏污、油渍、变形 、生锈
卡尺: 1.内、外量爪有无变形、 凹陷、合拢时有无间隙; 2.液晶显示,按键功能是 否正常;
百分表: 1.表盘是否平稳、有无螺 丝松动; 2.测针有无变形,滑动是 否顺畅;
高度计: 1.滑动杆滑动是否平稳、 顺畅; 2.划线器有无变形、生锈 、凹陷、毛刺等; 针规、量块: 是否生锈、少数、遗失; 有无损坏、碰伤
备注:表中“A”表示第一次上班時间,“B”表示第二次上班時间,“C”表示第三次上班時间
QP630-2000T14/A0
高度计 □ □
量具名
量编号
日常量具点检/保养记录表
年月
日期
ABCABCABCABCABCABCABCABC
点检/保养人
记录方法:1.要求每班使用时进行点检确认记录,状态正常打“√”,不正常打“×”并向管理员报告; 2.未使用时打“/”; 3.保养频率每月一次,保养方法为将关键活动位置涂上防锈油,保养后在当日班次打“△”表示已保养。
机加、动力设备日常维护保养点检记录表(全)
年月
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。
铣床日常维护保养点检记录表

铣床日常维护保养点检记录表
年
NO 保养项目 1 检查导轨润滑系统的给油间隔时间,一般是间隔1小时,打油1分钟 2 用水平仪查看机床工作台的水平,保证在0.02mm/m以内 3 用百分表检测主轴跳动是否在0.02mm/300mm以内 4 用百分表检测各轴重复定位精度,保证在0.01mm以内 5 用百分表检测各轴反向定位精度,保证在0.02mm以内 6 检查电气箱的过滤网有无堵塞并清洗干净 7 检查电气箱及外部的电线有无变色或者松动 8 用气枪吹静设备各电机风扇上的污垢 9 对设备的死角进行彻底一次清洁 10 11 检查润滑系统,压力表状态,清洗润滑系统过滤网,更换润滑油,疏通油路。 12 检查液压系统,清洁过滤器、清洗油箱,更换或过滤油液。可能的情况下,更换密封件 13 紧固各传动部件,更换不良标准件。油脂润滑部位,按要求,加注润滑脂,清洁、清洗各传动面。 14 清洁控制柜内电气元件,检查、紧固接线端子的紧固状态,确认系统电池电量。 15 检查主轴在额定最高转速下运转时轴承状态、主轴300MM径向跳动、主轴与工作台面的垂直度。 16 X/Y/Z轴相互垂直度检测、重复定位精度检测、累计误差检测以及各滚珠丝杆轴承状态检查。 17 18 19 频率 每月 每月 每月 每月 每月 每月 每月 每月 每月 每年 每年 每年 每年 每年 每年 保养日期
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
异常情况记录
保养人签字 备 注 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。 深圳市宝安区大浪三马五金模具厂
仪器设备定期点检维护保养记录表-模版(可修改)

类别
点检项目
点检方法
判定标准
结果确认(正常√;异常×)
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
点检人签名
班组长确认
异常处理
异常描述
登记时间
处理方法
责任人
异常描述
登记时间
处理方法
责任人
点检要求
1.点检正常打"√",异常打"×",若有异常请登记于异常记录中;
2.此点检表必须放于现场设备显眼位置,不许用铅笔记录;
3.点检完后,由专业点检人将此表交设备组长保留;
4.保留的点检表必须有设备管理员签名(或盖章)
设备管理员签名
每月设备日常保养点检记录表
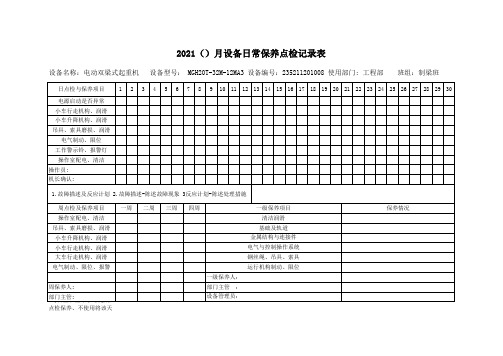
设备名称:电动双梁式起重机 设备型号: MGH20T-32M-12MA3 设备编号:235211201008 使用部门: 工程部 班组:制梁班
日点检与保养项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
电源启动是否异常 小车行走机构、润滑 小车升降机构、润滑 吊具、索具磨损、润滑
电气制动、限位 工作警示铃、报警灯
操作室配电、清洁 操作员: 机长确认:
1.故障描述及反应计划 2.故障描述-陈述故障现象 3反应计划-陈述处理措施
周点检及保养项目 操作室配电、清洁 吊具、索具磨损、润滑 小车升降机构、润滑 小车行走机构、润滑 大车行走机构、润滑 电气制动、限位、报警
一周
周保养人;
部*每门日主上管班;前半小时完成ቤተ መጻሕፍቲ ባይዱ点检保养、不使用将该天
二周
三周
四周
一级保养人: 部门主管 : 设备管理员:
一级保养项目 清洁润滑
基础及轨道 金属结构与连接件 电气与控制操作系统 钢丝绳、吊具、索具 运行机构制动、限位
保养情况
百分表仪器点检表

处理方式:
处理结果:
说明 1、量具领用人员领用 后,在使用前必须按点检项目
2、品管主管每月对量具 点检情况进行复查,并记录。
3、品管计量员每月检查 量具点检情况,并进行结果评
第二周
第Hale Waihona Puke 周第四周量具
序 号
点检项目
判定标准
1
量具外观
量具读数刻度清晰,没有明显撞击损 坏,表面干净无污渍、无破损
2
外校标签
没有破损,校验日期清晰可见
3
百分表上下活动杆 上下滑动杆滑动顺畅,指针旋钮可以自 、指针旋钮 由旋转
4
量具刻度线 能够正常显示读数
5
刻度线对零 主尺0刻度线要能够与副尺0刻度线对齐
6
有效期日期 外校标签上的有效日期无过期
7
百分表测针 测针无变形、凹陷和毛刺
8
百分表指针 无变形、生锈
9
使用者确认:(每周)
班长确认
异常处理途径:
点检方法
目视 目视 手动操作 目视 目视 目视外校标签 目视 目视
有限公司
量具保养点检表
第一周
异常情况记录:
领 用 人
报告 指示
班 长
计 量 员
报告 指示
科 长
记 录 1、点检记录符号:√表示正常;×表示异常;◎维修中。 符 2、评价符号:★优秀;■良好;▲合格;×不合格。 号
仪表保养记录

仪表保养记录
1. 引言
本文档旨在记录仪表保养的相关信息,以确保仪表的正常运行和延长其使用寿命。
仪表保养是维护仪表设备功能和准确性的关键步骤,对于保证生产过程的安全性和有效性至关重要。
2. 保养记录表
为了清晰记录每次的保养细节和情况,我们制定了以下保养记录表格:
3. 保养内容
仪表保养包括但不限于以下内容:
- 清洁仪表表面,避免灰尘和污垢积累。
- 校准仪表的传感器或探头,确保测量的准确性。
- 更换电池,以保证仪表正常运行。
- 检查仪表的连接和线缆,确保其牢固和正常工作。
- 校准仪表的指示器和刻度,以保证其准确反映测量结果。
4. 保养人员
为了确保保养的专业性和可靠性,应该指定专门的人员负责仪表的保养工作。
这些人员应具备以下能力:
- 熟悉仪表的结构和组成。
- 熟悉仪表的使用和保养方法。
- 具备相关的技术知识和技能,可以进行仪表的校准和维护工作。
- 具备良好的记录和沟通能力。
5. 备注
在保养记录表中,可以填写一些额外的备注,包括但不限于以
下内容:
- 保养过程中遇到的问题和解决方法。
- 仪表保养后的性能改善情况。
- 其他需要记录的相关信息。
6. 结论
通过详细记录仪表的保养情况,我们可以及时发现和解决潜在
问题,保证仪表的正常运行和准确性。
保养记录也为我们提供了对
仪表运行情况的历史追溯,有助于对仪表性能进行评估和改进。
重
要的是要确保保养记录的准确性和可靠性,以便日后的参考和分析。
设备日常保养、点检记录表

设备名称:**机 保养周期 保养点检项目 日周月
保持设备干净、整洁、四周无杂物 检查电源开关、按键是否正常 设备支架、支柱是否过紧、过松 设备是否松动、歪斜 设备各部位是否有异物(如不明油 液、金属块) 设备各固定连接件是否松动、变形 设备各部分运行时是否有异常杂音 各按键、传动轴\轮是否灵活、可 靠 钢丝绳有无磨损、是否过紧、过松
使用部门:
**
车间 点检日期
日期: 201
年
月பைடு நூலகம்
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
点检人员: 计入方式: √………正常使用 ×………不正常 ○………修理完毕 △………汇报修理 备注
审核:
31
点检员点检技能综合评价表与设备日常保养记录表
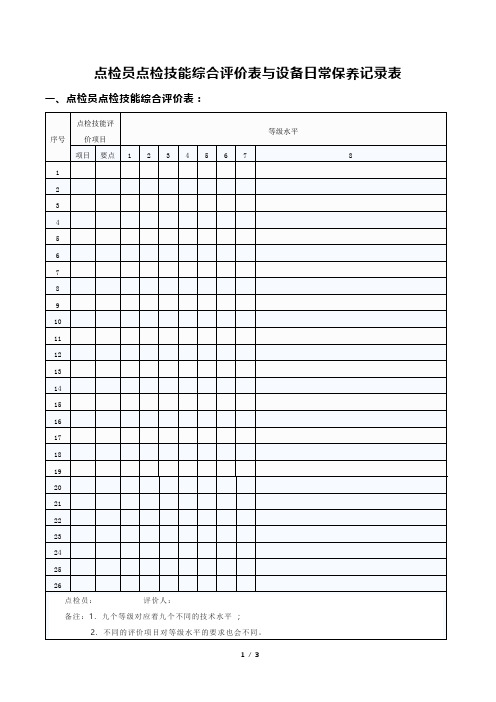
一、点检员点检技能综合评价表:
序号
点检技能评价项目
等级水平
项目
要点
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
点检员:评价人:
备注:1.九个等级对应着九个不同的技术水平;
2.不同的评价项目对等级水平的要求也会不同。
飞轮、全运转是否正常,停止位置是否正常。
冲床周围有无异物,机体是否清洁,有无灰尘。
异常情况记录
备注
二、设备日常保养记录表:
(一)设备名称:冲床 设备编号: 使用场所: 保养人: 月度:01。
日期
保养项目
1
2
3
4
5
6
7
8
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1.运动部位给油是否充分,油管有无破裂。
2.电磁阀运作是否正常,安全光电是否有效。
3.按钮、脚踏开关及急停按钮是否有效。
设备维护保养点检表大全以及维修记录表
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
内径百分表点检保养标准

使用部门编制自检项目要求频次
检验方法异常处理1.内径百分表尺表面干净、整尺无缺件无污物、无弯曲、无缺件
1次/日目测、手
动检查上报2.检查表蒙是否透明,不
允许有破裂和脱落现象,
后封盖要封的严 密,测量杆、测头、装夹套筒等活动部位不得有锈迹,表
圈转动应平稳,静止要要
可靠。
无破裂、锈蚀1次/日目测、手动检查上报3.推动测量杆,测量杆的
上下移动应平稳,灵活,无卡住现象,指 针与表盘不得有摩擦现象,字盘
无晃动现象。
无卡阻、晃动1次/日目测、手动检查上报
内径百分表的保养方法如下:1. 远离液体,不使冷却液、切削液、水或油与内径表接触。
禁止在零件有溶液的时候进行测量;2.使用时轻拿轻放动作轻缓,不能过分用力让其受到打击和碰撞;3.在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自
由状态; 4. 成套保存于盒内,避免丢失与混用。
量具名称内径百分表
4.检查稳定性 :推动侧杆2~3次,观察指针是否回到原位,其允许误差不大于± 0.003mm。
误差不大
于±0.003mm。
1次/日目测、手动检查上报
内径百分表点检保养标准
审核批准日期受控状态图片说明。