6厚膜工艺amp;电阻器的调整
厚膜电阻

厚膜电阻、电容的制作及微调技术摘要:本文介绍了厚膜电阻、电容的结构、工艺流程以及微调技术。
厚膜电阻主要是指采用厚膜工艺印刷而成的电阻。
这种电阻有长方形,带型,曲线形或者是其他的形状。
常用在精密电阻,功率电阻的制造中。
常用的厚膜电阻采用金属钌系电阻浆料印刷烧结而成。
关键字:厚膜电阻、电容工艺流程微调技术引言:厚膜电阻是厚膜混合集成电路中发展最早、制造技术最成熟的元件之一。
也是应用最广泛、最重要的元件之一。
早在50年代初期就曾出现了印刷的厚膜有机合成碳电阻,但由于这种电阻的耐温、耐温及其他一些性能较差,因此没有得到很大的发展。
厚膜电容有也是厚膜混合集成电路的重要元件,他不仅在许多实际电路中不可少的,而且是全膜化的关键之一,自从1964年报道了第一个厚膜印刷电容,至今已有二十的历史;但由于稳定性、可靠性问题未能真正解决,因此,厚膜电容仍然是厚膜元件中的薄弱环节。
从缩小体积、减轻重量、提高可靠性以及全膜化的需要来看,厚膜电容具有重要作用。
1.厚膜电阻1.1厚膜电阻概述厚膜电阻主要是指采用厚膜工艺印刷而成的电阻。
这种电阻有长方形,带型,曲线形或者是其他的形状。
常用在精密电阻,功率电阻的制造中。
常用的厚膜电阻采用金属系电阻浆料印刷烧结而成。
电阻浆料包含氧化钌,有机溶剂和玻璃珠,烧结后的电阻由两方面组成:氧化钌本身的电阻和势垒电阻。
1.2厚膜电阻的结构厚膜电阻与分立电阻器一样也是由基体、电阻体、引出端等主要部分组成膜电阻中,基体即绝缘基片,电阻体即电阻膜层,引出端即厚膜端接导体。
在结构上,后膜电阻的主要特点有如下两点:(1)厚膜电阻通常不以单个电阻出现,而是根据混合集成电路的需要,按一定的组合、排列,集成在同一绝缘基片上的电阻网络。
(2)厚膜电阻是一种小型化的平面状电阻,也称模式电阻,共膜厚度,其厚度只有十几至几十微米。
1.3厚膜电阻的生产流程厚膜电阻的生产流程一般需要经历如下几个过程:基板刻槽、电极印刷与烧结、电阻印刷烧结、一次玻璃体形成、调阻、二次玻璃体形成、基板一次切割、端电极形成、基板二次切割、端头制作、丝印与包装。
薄膜电阻 激光修调

激光修调是一种用于调整薄膜电阻精度的高精度技术。
其工作原理是:激光器发射出高能量密度的激光束,打在薄膜电阻上,沿着一定路径切割薄膜电阻,改变其导电的横截面积,从而达到改变电阻阻值的目的。
当阻值达到预设值时,激光器停止出激光,完成激光修调。
这种技术可以根据修调的参考目标分为两类工作方式:有源修调和无源修调。
无源修调是专门对某个电阻进行修调,使其阻值达到设计值;而有源修调则是以整个电路的输出参数作为参考来进行电阻的修调,最终将电路的输出参数调整到合适的值。
激光修调技术具有快速、高精度和稳定性好的优点,因此在国外发达国家已经成为厚、薄膜电阻修调的主要工艺,并被广泛应用在厚膜电路和涉及的相关行业。
在国内,一些较大的厚膜电路生产厂家也开始采用激光修调工艺。
总的来说,激光修调是提高薄膜电阻精度的一种有效方法,对于提高电子设备的性能和稳定性具有重要意义。
有源修调和无源修调的主要区别在于修调的参考目标和方式。
无源修调是专门针对某个电阻进行的修调,其目标是使
该电阻的阻值达到设计值。
这种修调方式主要关注的是电阻本身的性能,不受其他电路元件或电路整体性能的影响。
而有源修调则是以整个电路的输出参数作为参考来进行电阻的修调。
它的最终目标是调整电路的输出参数,使其达到预设的、合适的值。
这种修调方式需要综合考虑电路的整体性能,可能需要同时调整多个电阻或电路元件,以达到最佳的电路输出效果。
因此,有源修调和无源修调的主要区别在于修调的参考目标和方式,以及所关注的电路性能层面。
在实际应用中,应根据具体需求和电路特点选择合适的修调方式。
Amp调整手册
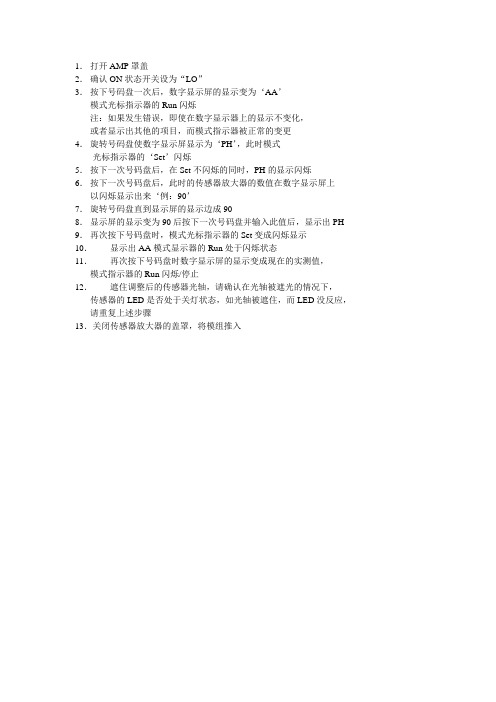
1.打开AMP罩盖
2.确认ON状态开关设为“LO”
3.按下号码盘一次后,数字显示屏的显示变为‘AA’
模式光标指示器的Run闪烁
注:如果发生错误,即使在数字显示器上的显示不变化,
或者显示出其他的项目,而模式指示器被正常的变更
4.旋转号码盘使数字显示屏显示为‘PH’,此时模式
光标指示器的‘Set’闪烁
5.按下一次号码盘后,在Set不闪烁的同时,PH的显示闪烁
6.按下一次号码盘后,此时的传感器放大器的数值在数字显示屏上以闪烁显示出来‘例:90’
7.旋转号码盘直到显示屏的显示边成90
8.显示屏的显示变为90后按下一次号码盘并输入此值后,显示出PH 9.再次按下号码盘时,模式光标指示器的Set变成闪烁显示
10.显示出AA模式显示器的Run处于闪烁状态
11.再次按下号码盘时数字显示屏的显示变成现在的实测值,模式指示器的Run闪烁/停止
12.遮住调整后的传感器光轴,请确认在光轴被遮光的情况下,传感器的LED是否处于关灯状态,如光轴被遮住,而LED没反应,请重复上述步骤
13.关闭传感器放大器的盖罩,将模组推入。
厚膜电阻设计原理

厚膜电阻设计原理厚膜电阻是一种广泛应用在电子元器件中的电阻器件,其设计原理主要基于厚膜电阻材料的特性。
本文将从厚膜电阻的材料特性、制备工艺以及应用领域等方面,介绍厚膜电阻的设计原理。
我们来了解一下厚膜电阻的材料特性。
厚膜电阻材料通常是一种导电性良好的材料,如金属或碳化物。
这些材料具有较低的电阻率,并且能够在电子器件中承受较高的功率。
此外,厚膜电阻材料还具有良好的稳定性和耐腐蚀性,可以满足长期使用的要求。
在制备工艺方面,厚膜电阻的设计原理主要包括材料选择、薄膜制备、电阻值调节等步骤。
首先,根据具体的应用需求,选择合适的厚膜电阻材料。
然后,采用薄膜制备技术,在基底上制备一层均匀的薄膜。
常用的薄膜制备技术包括溅射法、喷涂法、印刷法等。
最后,通过调节制备参数,如薄膜厚度、材料组成等,来实现所需的电阻值。
厚膜电阻的设计原理还涉及到一些重要的参数,如电阻值、精度和温度系数等。
电阻值是指电阻器件所具有的电阻大小,通常以欧姆(Ω)为单位进行表示。
精度则是指电阻器件实际电阻值与标称电阻值之间的偏差大小。
温度系数则是指电阻值随温度变化的程度,通常以ppm/℃为单位进行表示。
这些参数的选择与设计对电阻器件的性能和应用场景具有重要影响。
厚膜电阻的设计原理在实际应用中有着广泛的应用。
首先,厚膜电阻常用于电子电路中的电流限制、电阻匹配和电压分压等功能。
例如,在电源电路中,厚膜电阻可以用来限制电流大小,保护电子元器件不受过流损坏。
其次,厚膜电阻还常用于模拟电路中的信号调节和传感器电路中的测量电路。
例如,在温度传感器中,厚膜电阻可以通过测量电阻值的变化来实现温度的检测和测量。
此外,厚膜电阻还广泛应用于电子设备的可靠性测试和校准等领域。
厚膜电阻的设计原理主要基于厚膜电阻材料的特性和制备工艺。
通过选择合适的材料、制备工艺和参数调节,可以实现所需的电阻值和性能。
厚膜电阻在电子元器件中有着广泛的应用,为电子设备的功能实现和性能优化提供了重要的支持。
厚膜电路人工调阻

厚膜电路人工调阻厚膜电路人工调阻是一种常见的电路调节方法,通过改变电路中的电阻值来改变电流或电压的大小。
本文将介绍厚膜电路人工调阻的原理、应用以及优缺点。
一、厚膜电路人工调阻的原理厚膜电路是一种通过在基板上制作导电材料的方法来实现电路功能的技术。
在厚膜电路中,人们可以根据需要在导电材料上添加陶瓷材料或金属膜,从而改变电路的电阻值。
具体而言,通过改变导电材料的长度、宽度或形状,可以实现不同的电阻值。
厚膜电路人工调阻在电子设备中有广泛的应用。
它可以用于控制电子元件的工作状态,例如调节电子器件的灵敏度、频率或幅度。
此外,在传感器中,人们也常常使用厚膜电路人工调阻来改变传感器的灵敏度。
例如,通过改变传感器的电阻值,可以调节其对光、温度或压力等环境变化的响应程度。
三、厚膜电路人工调阻的优点与其他调节方法相比,厚膜电路人工调阻具有以下几个优点。
1. 精确性:厚膜电路人工调阻可以实现非常精确的电阻值,能够满足各种精密电路的要求。
2. 稳定性:厚膜电路人工调阻的电阻值相对稳定,不受温度、湿度等因素的影响。
3. 可调性:通过改变导电材料的形状或长度,可以实现不同范围的电阻调节。
4. 适应性:厚膜电路人工调阻可以适应不同的工作环境和应用场景。
四、厚膜电路人工调阻的缺点除了优点之外,厚膜电路人工调阻也存在一些缺点。
1. 成本较高:制作厚膜电路需要一定的工艺和设备,成本相对较高。
2. 制作周期长:相比其他电路调节方法,制作厚膜电路的周期较长,无法满足一些紧急需求。
3. 限制性:厚膜电路的制作与设计需要特定的技术和知识,对操作者的要求较高。
五、总结厚膜电路人工调阻是一种常见且实用的电路调节方法。
通过改变导电材料的形状或长度,可以实现不同范围的电阻调节,满足各种精密电路的要求。
虽然厚膜电路人工调阻存在一些缺点,但其精确性、稳定性和可调性等优点使得它在电子设备和传感器中得到广泛应用。
随着科技的不断进步,相信厚膜电路人工调阻将会在更多领域发挥出更大的作用。
厚膜柱状式电阻-概述说明以及解释

厚膜柱状式电阻-概述说明以及解释1.引言1.1 概述厚膜柱状式电阻是一种常见的电子元器件,用于限制电流的流动或提供特定的电阻值。
它是由金属或合金材料制造而成,通常采用柱状的形状。
厚膜柱状式电阻的工作原理基于电阻材料的导电性和电阻性。
当电流通过电阻器时,电阻材料会阻碍电流的流动并产生一定的电阻。
电阻值的大小取决于电阻器的几何形状、长度和电阻材料的导电特性。
厚膜柱状式电阻具有一些重要的特点。
首先,它的电阻值可以很容易地调节,通过改变电阻器的长度或选择不同材料,可以获得不同的电阻值。
其次,它的稳定性和可靠性较高,能够在广泛的温度范围内工作并保持较为准确的电阻值。
此外,厚膜柱状式电阻的制造成本相对较低,易于批量生产。
厚膜柱状式电阻有广泛的应用领域。
它常常用于电子电路中的电流限制、电压分压、温度传感和信号调节等方面。
在许多电子设备和系统中,厚膜柱状式电阻都扮演着重要的角色。
总而言之,厚膜柱状式电阻是一种常见且重要的电子元器件,具有可调节的电阻值、稳定可靠和成本低廉等优点。
它在电子电路中有着广泛的应用,并在许多领域发挥着重要作用。
在接下来的章节中,我们将详细介绍厚膜柱状式电阻的定义和原理,以及它的特点和应用。
1.2 文章结构本文将按照以下结构展开对厚膜柱状式电阻的探讨:1. 引言1.1 概述1.2 文章结构(当前部分)1.3 目的2. 正文2.1 厚膜柱状式电阻的定义和原理2.2 厚膜柱状式电阻的特点和应用3. 结论3.1 总结3.2 展望在引言部分,我们将对厚膜柱状式电阻进行简要的概述,包括其应用领域和重要性,为读者提供一个背景了解。
接下来,我们将深入探讨厚膜柱状式电阻的定义和原理。
我们将介绍其内部结构和工作原理,并解释导致其特性和性能的因素。
在此过程中,我们将涉及相关的物理原理和工程技术。
然后,我们将详细讨论厚膜柱状式电阻的特点和应用。
我们将探索其在电子设备、通信系统和工业领域中的应用案例,介绍其在不同场景下的优势和限制。
厚薄膜混合集成电路课件-4-5-6厚膜工艺
※ 4.1.7 低温共烧陶瓷(LTCC)
表4-3 低温共烧LTCC超过其他厚膜工艺的优点
超过HTCC的优点
较低的烧成温度(850-950℃对12001500℃)
标准的良好的烧成环境(空气对氢/氮气) 使用低电阻率的导体的能力(金、银和 铜对钨或钼) 不需要电镀
能共烧和集成无源元件(电阻、电容、 电感器)
※ 4.1.1 丝网印刷
丝网印刷所产生 的图形取决于使 用正的或负的原 图和已在丝网上 正的或负的光敏 乳胶
※4.1.1 丝网印刷
影响厚膜电路质量的因素
丝
流厚
网
性膜
本
和浆
身
流料
的
动的
质
性液
量
※4.1.1 丝网印刷
➢丝网是由贴到网框上的拉紧的网布,再加上光敏乳胶。 ➢丝网的目数:每英寸长的丝网布中的开口孔数,它决定了导体和电阻的 尺寸及它们的公差,导线之间的间隔和孔的尺寸。
气保护炉内烧成。 允许使用金、银等高导电率的导体浆料,适用于高速电路,如RF
电路; 无源器件能与陶瓷共烧,埋入单片结构中。 2)通过用LTCC将互连基片、封装和引线一体化的设计方法,能产生非常 扁薄的封装 3) 可产生复杂形状或三维电子线路和封装。
用LTCC工艺生产部件有如下缺点: 由于有高的玻璃含量(50%或更大),所以热传导率非常低(2-3 W/m∙K) 较低的结构强度,原因仍是由于高的玻璃含量; 当烧成时瓷带收缩。
低的介电常数
CTE与硅器件更匹配
更好的尺寸和翘曲度控制
超过顺序烧成厚膜工艺的优点 成批层压和共烧
做多层基片时层数可以做的更多 工艺步骤少,成本低
高密度互联基片能与密封封装集成 能形成空腔和特定形状的基片 能与埋入的无源器件共烧 导体有更大的附着力
厚膜电阻和金属膜电阻

厚膜电阻和金属膜电阻引言电阻是电学中常见的一个基本元件,用于控制电流的流动和调节电路的性能。
厚膜电阻和金属膜电阻是常用的两种电阻类型,它们在电子元器件中具有重要的应用。
本文将深入探讨厚膜电阻和金属膜电阻的特点、制造工艺、性能比较以及应用领域等方面的内容。
一、厚膜电阻1. 厚膜电阻的概念厚膜电阻是指将厚度在几个微米至数十微米之间的电阻膜沉积在非导电材料的基底上制成的电阻元件。
其特点是具有较高的电阻值,广泛应用于各类电子电路中。
厚膜电阻的制作工艺相对简单,成本较低,能够满足大批量生产的需求。
2. 厚膜电阻的制作工艺厚膜电阻的制作主要包括以下几个步骤: - 基底制备:选择非导电材料作为基底,如陶瓷、玻璃等。
基底的表面需要进行特殊处理,以提高膜层的附着力。
- 电阻膜的沉积:利用溶液或气相传送的方法,在基底表面沉积电阻膜,如采用丝网印刷、喷涂、蒸镀等技术。
沉积的膜层的厚度可以通过控制沉积时间和溶液浓度来实现。
- 烧结和热处理:将沉积的膜层进行烧结或热处理,使其结合更牢固,提高耐久性和稳定性。
- 电阻值调整:通过控制电阻膜的厚度和尺寸,以及选择适当的电阻材料,可以实现不同的电阻值。
3. 厚膜电阻的特点厚膜电阻相比其他类型的电阻具有如下特点: - 较高的电阻值:厚膜电阻的电阻值范围广泛,可以达到几欧姆至几兆欧姆,适用于不同的电路应用。
- 较好的稳定性:经过烧结和热处理后的厚膜电阻具有较好的耐久性和稳定性,在长期使用中电阻值变化较小。
- 较低的温度系数:厚膜电阻的温度系数一般较低,可以在一定范围内适应温度变化的要求。
- 较低的成本:相比于金属膜电阻等其他类型的电阻,厚膜电阻的制作成本较低。
二、金属膜电阻1. 金属膜电阻的概念金属膜电阻是将金属薄膜沉积在基底上制成的电阻元件。
金属膜电阻具有较高的精度和稳定性,广泛应用于高精度电子设备中。
2. 金属膜电阻的制作工艺金属膜电阻的制作工艺相对较为复杂,包括以下步骤: - 基底制备:选择适当的基底材料,如硅、玻璃等,并进行表面处理以提高金属薄膜的附着力。
厚膜电阻失效模式

厚膜电阻失效模式
厚膜电阻失效模式主要包括参数漂移和参数不稳定。
其失效机理及原因可能有以下几种:
- 化学成分变化:Pd-Ag电阻器在湿热环境下,由于Pd、Ag元素被氧化或Ag被还原,导致其阻值不稳定。
- 封装材料影响:在工艺过程中,封装材料环氧树脂、黏合剂、焊剂可能释放氢气,若厚膜电阻表面保护层玻璃釉不良,则会触及氢气,导致参数发生变化。
- 界面应力作用:厚膜电阻在界面应力作用下导致开裂,这种应力可能来源于电阻膜与其保护玻璃釉膜界面之间的应力失配或灌封电路树脂固封时热胀冷缩对电阻膜产生的机械应力。
- 激光调阻引入缺陷:激光调阻可能会引入缺陷,造成阻值不稳定。
- 高压脉冲影响:厚膜电阻在高压脉冲作用下,会产生很大的阻值变化。
这可能是由于厚膜中导体金属与玻璃之间、导体金属颗粒之间存在不完全浸润,或者高压脉冲击穿局部膜层中的玻璃相引起电阻等效网络的阻值变化。
在使用厚膜电阻时,需要注意其工作环境和操作方式,以避免出现失效问题。
如果出现了失效情况,需要根据具体情况进行分析和处理。
厚膜热敏电阻技术

厚膜热敏电阻技术
厚膜热敏电阻技术是一种利用丝网印刷或其他涂覆工艺将含有热敏材料的浆料沉积在绝缘基板上,经过干燥和高温烧结形成具有一定厚度(通常为几微米到几十微米)的电阻层的技术。
这种电阻层对温度变化具有高度敏感性,可以用来测量、控制或补偿电路中的温度变化。
具体制造过程包括:
1.制备浆料:选择合适的负温度系数(NTC)或正温度系数(PTC)热敏电阻材料作为功能相,并将其与有机载体、溶剂和其他添加剂混合制成浆料。
2.丝网印刷:使用精密的丝网模板将浆料均匀地印刷在陶瓷、玻璃或金属等基板表面。
3.干燥:将印刷好的浆料在一定条件下进行预干燥,去除有机载体和溶剂,留下固体颗粒紧密排列的膜层。
4.烧结:在较高的温度下进行烧结处理,使得功能相材料颗粒之间相互结合并形成连续的导电网络结构,从而获得具有稳定热敏性能的厚膜。
5.切割与引线:将烧结后的厚膜按照需要尺寸切割,并通过焊接等方式连接外部引线,使其能够接入电路系统中工作。
厚膜电阻工艺流程

厚膜电阻工艺流程接着就是印刷啦。
把那电阻浆料通过丝网印刷的方式印到陶瓷基板上。
这一步就像画画一样,要印得均匀,不能这儿厚那儿薄的。
印刷的时候,工人师傅可得小心着呢,就像对待自己心爱的宝贝一样。
如果印得不好,电阻的阻值就会不稳定,那这个电阻可就成了个调皮捣蛋的家伙,不好好工作啦。
印好之后,那就要烘干啦。
这烘干的温度和时间可都是有讲究的哦。
温度不能太高,时间也不能太长或者太短。
太高了,可能把浆料烤糊了,就像烤面包烤过头了一样,黑乎乎的可就没法用了。
时间太短呢,水分没烘干,后面烧结的时候就容易出问题。
这烘干就像是给刚画好的画吹干颜料,要恰到好处才行。
烘干完了就是烧结啦。
这一步就像是给电阻来个大变身。
把烘干后的陶瓷基板放到高温炉里去烧,让电阻浆料和陶瓷基板更好地结合在一起。
这个时候,里面的各种成分就像小伙伴们手拉手一样,紧紧地团结起来。
烧结的温度那可是相当高的,就像进入了一个大火炉的世界。
不过可不能害怕,这是让电阻变得更强壮的必经之路呢。
烧结完了之后,还得进行阻值调整。
因为即使前面的工序都做得很好,电阻的阻值可能还是会有一点点偏差。
这时候就需要用激光来微调阻值啦。
这激光就像一把神奇的小剪刀,把多余的部分剪掉,让阻值达到我们想要的数值。
这一步可需要非常精准,就像给小姑娘扎辫子一样,每一根头发都要梳理得整整齐齐。
再然后就是电极制作啦。
要在电阻的两端制作电极,这样才能把电阻连接到电路当中去。
这电极就像电阻的小耳朵一样,通过它才能和外面的电路世界沟通交流呢。
制作电极的材料也要精心挑选,要保证导电性好,和电阻的连接也要牢固,不然在电路里就容易掉链子啦。
厚膜电阻的工艺流程就是这样一个充满趣味又需要精心操作的过程。
每一个步骤都像是一个小挑战,但是只要认真对待,就能做出质量超棒的厚膜电阻啦。
这厚膜电阻在我们的生活中可发挥着大作用呢,像在我们的手机、电脑这些电子产品里,都有它的身影。
它虽然小小的,但是却像一个默默奉献的小英雄,在电路里稳定地工作着。
厚膜电阻工艺

厚膜电阻工艺是一种常见的电子制造工艺,用于制造电路板上的电阻器。
它的主要特点是在电路板表面涂上一层厚度较大的电阻材料,然后通过刻蚀或者钝化等方法去除不需要的电阻材料,最终形成所需的电阻器。
具体的工艺流程如下:
选择合适的基板材料和电阻材料,通常使用的基板材料为玻璃纤维、陶瓷或者铝氧化物等,而电阻材料则可以是铬、钨、铂、镍等。
在基板表面涂上一层电阻材料,通常采用丝网印刷或者喷涂的方式进行。
通过烘干和固化等工艺使电阻材料牢固地附着在基板表面上。
使用刻蚀或者钝化等方法去除不需要的电阻材料,形成所需的电阻器。
最后进行测试和质量检验,确保电阻器符合要求。
厚膜电阻工艺具有制造成本低、生产效率高、可靠性好等优点,因此被广泛应用于电子制造行业中。
薄膜电阻和厚膜电阻

薄膜电阻和厚膜电阻
薄膜电阻和厚膜电阻是两种不同类型的电阻器,它们的区别主要表现在制造工艺、膜厚、精度和温度系数等方面。
1. 制造工艺:薄膜电阻采用的是真空蒸发、磁控溅射等工艺方法将具有一定电阻率的材料蒸镀于绝缘材料表面制成电阻器。
而厚膜电阻则通常采用丝网印刷工艺制作而成。
2. 膜厚:薄膜电阻的膜厚通常小于10μm,且大多处于小于1μm的范围,而厚膜电阻的膜厚则通常大于10μm,是薄膜电阻的千倍以上。
3. 精度:薄膜电阻的精度较高,可以达到%、%等,而厚膜电阻的精度相对较低,常见的是10%、5%、1%等。
4. 温度系数:薄膜电阻的温度系数可以做到非常低,如5PPM/℃、
10PPM/℃等,这意味着其电阻值随温度的变化非常小,阻值更加稳定可靠。
相比之下,厚膜电阻的温度系数较大,难以控制。
总的来说,薄膜电阻和厚膜电阻各有其特点和优势,选择哪种类型主要取决于具体的应用需求。
厚膜集成电路丝网印刷工艺技术
薄厚膜集成电路工艺作者:韩鑫摘要重点介绍了厚膜集成电路中的丝印技术及厚膜混合电路、薄膜中的物理气相淀积技术关键词厚膜丝印厚膜混合电路薄膜物理气相淀积引言厚膜技术与薄膜技术是电子封装中重要的工艺技术,厚膜技术使用网印与烧结方法,薄膜技术使用镀膜光刻、物理淀积等方法。
薄膜电路的主要特点是:制造精度比较高,可实现小孔金属化,可方便的采用介质制造多层电路,厚膜电路是应电子小型产品化发展起来的应用比较广泛且体积小具有很大的发展潜力。
随着技术的发展,厚膜混合集成电路使用范围日益扩大,逐渐在各个领域渗透。
1、薄厚集成电路概述薄厚集成电路大体上可分为两大类:半导体集成电路和混合集成电路,而混合集成电路又可分为两种,一种是薄膜混合集成电路,它是应用真空喷射法的薄膜技术制造。
另一种是厚膜集成电路,是应用丝网印刷厚膜技术制造。
所谓薄膜是指1μm左右的膜层厚度,厚膜是指10~25μm的膜层厚度,无论是薄膜还是厚膜都有各自的优点。
2、厚膜集成电路丝网印刷工艺2.1陶瓷板使用90%~96%的氧化铝陶瓷基板,是一种以氧化铝(Al2O3)为主体的材料,有较好的传导性、机械强度和耐高温性。
制作厚膜时应注意陶瓷板的材质、尺寸、粗糙度、翘曲以及表面的缺陷与污染等,并在净化间进行超声波清洗。
2.2浆料有导体浆料、电阻浆料和绝缘浆料3种,浆料一般由贵金属和低熔点玻璃组成。
制作浆料时要注意浆料的材质、粘度和膨胀系数等。
印刷厚膜电路所使用的浆料,其成分有金、银、铂、钯等。
上述金属粉末分散在有机树脂粘合剂中调成糊状,然后通过丝网印版印在陶瓷基板上。
经高温烧制,有机树脂粘合剂被燃烧掉,剩下的几乎都是纯粹的贵金属,由于玻璃质的作用而密合在基板上。
这层膜可作为厚膜线路、厚膜电阻、厚膜电容及半导体集成电路用的底层金属片。
(1)用银做导电材料其电阻是很低的,因此有时也使用银—钯、银的混合物做导电材料。
(2)为了在基板上形成电阻膜,所用的电阻材料主要是银、金、钯、属粉末。
厚膜片式电阻器开路失效分析

厚膜片式电阻器开路失效分析鸿康电子(珠海)有限公司雷云燕随着电子设备的轻、薄、小型化、表面组装技术的迅速发展,厚膜片式电阻器需求日益增加。
如果选用材料和工艺失当,则产品在波峰焊时会开路而失效。
我公司在扩大生产量的一段时期,由于电阻器失效遭受了多批次退货,生产、效益大受困挠。
我根据有关实验和现象,经过深入分析探讨,找出了开路失效原因,并提出了一套可行的改进方法和补救措施,从而杜绝了厚膜片式电阻器开路失效问题。
一、厚膜片式电阻器开路失效现象电阻器于240~250℃温度下3~5秒波峰焊后开路失效,将开路失效电阻器放在40×放大镜下观察,可见电阻器端头电极附近新锡饱满,二次保护玻璃(OG2)与表面电极接合处的一侧,露出一条只见陶瓷基片的细缝通道,即电阻器开路,而另一侧接合良好,见图1。
图1 电阻器波峰焊后开路失效二、典型对比实验1.实验一按印烧内电极→印烧电阻→印烧一次保护玻璃(OG1)→端银→烧银→折粒→电镀镍→电镀锡生产工艺流程生产电阻器,电阻器表面的一次保护玻璃在镀锡前尚完好,但镀锡后却由于不耐酸而被腐蚀掉,所生产电阻器耐焊试验(250℃,10秒)时电阻器两侧均沿电阻体边缘开路,电阻体独立于基片中心,见图2。
图2 未电镀产品耐焊试验后开路失效2.实验二按实验一工艺流程,将印烧一次保护玻璃(OG1)改为印烧二次保护玻璃(OG2),所生产之电阻器外观正常,耐焊试验合格,没有开路失效现象。
3.实验三取没有电镀过的电阻器做耐焊试验,电阻器端头电极完全被“吃掉”,表明电阻器内电极不耐焊。
三、厚膜片式电阻器开路失效原因仔细检查生产电阻器的每一个环节,发现有二次保护玻璃因偏位而没有完全覆盖一次保护玻璃现象,在电极的一端露出一小边一次保护玻璃,见图3。
综合所观察到的现象和对比实验可知,电阻器在中性镀镍时由于玻璃阻隔,露在二次保护玻璃外被一次保护玻璃覆盖下的一小边内电极没有镀上镍,但在酸性镀锡时却由于一次保护玻璃被酸腐蚀掉,从而镀上了一层薄薄的锡,在耐焊试验或波峰焊时该小边镀陶瓷基片内电极OG1OG2了锡的电极因没镀上镍不耐焊而被“吃掉”,形成开路通道,导致了电阻器开路失效。
厚膜成膜工艺与电阻稳定性关系的研究

0 引言上个世纪八十年代末期,电子管等相应元器件已经得到广泛发展,使得混合集成电路逐渐成为家电行业、汽车行业、通讯行业以及其他行业的宠儿[1,2]。
其制造工艺包括电路设计及平面转换、网版制备、丝网印刷工艺、高温烧结工艺、激光调阻工艺、贴装工艺、包封工艺等相关重要的工艺。
其性能安全可靠、微型化、设计灵活、功率大、成本低和性价比高等优势在混合电路产业中占80%的市场份额[3]。
厚膜混合集成电路中最重要的基础材料是元件与材料。
将电阻浆料在陶瓷基板用丝网印刷的方式得到图形,在烧结炉干燥、烧制就得到最终固化的厚膜电阻。
通过调阻等工序,将阻值稳定在所要求的范围内,提高成品率,达到电阻值的精度要求。
使厚膜电阻达到较高的稳定性。
厚膜电路里的元件常用厚膜丝网印刷工艺制作。
丝网印刷原理类似于一般的蜡纸誊印法[4,5]。
丝网印刷完成后要进行烘干,去除浆料中的有机溶剂,对印刷图案进行定形。
厚膜印刷图形的烧结一般在链式烧结炉中进行,按设定的厚膜烧结曲线加温[6]。
激光调阻技术的主要优点是能将厚膜混合电路的电阻体微调到精确的电阻值。
激光调阻精度高、速度快、效率高,无污染等优点,已经成为厚膜电路最精密的阻值调整方法[7]。
本文借助于某公司的厚膜成膜设备、厚膜电阻浆料、相关实验器材,分析了在成膜过程中影响电阻稳定性的多种因素。
1 实验1.1 印刷工艺中影响厚膜电阻稳定性的因素1.1.1 浆料对电阻稳定性的影响实验1:使用A、B、C、D 四个浆料厂商生产的电阻浆料印刷试验片,经激光调阻后,用酒精擦片,在室温23.9℃中,湿度20%RH 的环境中,用四线表笔记录初值R 1。
经过两次回流焊炉,超声清洗后,测试电阻值R 2。
△R 代表阻值的稳定性。
用以下公式得出结论。
计算稳定性,实验数据见表1所示。
sintering process, and laser trimming process. In the printing process, it was found that the resistance resistance of the resistance paste produced by different manufacturers was different, and for the resistance paste printing test piece produced by the same manufacturer, the thicker the resistance, the better the resistance stability. During the sintering process, the temperature drop rate of the sintered test piece under the normal curve is slow, and the resistance stability is better. At the same time, in the case of stable flow rate of the sintering gas, the resistive slurry fully participates in the redox reaction, and the resistance stability is good. In the laser trimming process, the laser power, laser frequency and spot repetition rate all have a certain influence on the resistance stability. In short, in the production process to ensure that the printing, sintering, laser adjustment process parameters are refined, so that the thick film resistance to achieve higher stability, in order to improve product qualification.Key words :Thick film resistors ;stability ;Influencing factors表1数据可得知,厂商D 生产的电阻浆料印刷烧制成的厚膜电阻稳定性变化率较大,电阻稳定性一般。
厚膜电阻的大范围连续可调设计

厚膜电阻的大范围连续可调设计夏俊生(华东光电集成器件研究所,安徽蚌埠233042 )摘要:介绍了厚膜电阻微调系数和大范围连续可调的基本概念,指出常规厚膜电阻微调系数不超过2,采用帽状电阻可以在一定程度上提高微调系数,但由于受到电阻尺寸的限制,仍不能满足10 倍以上的大范围连续可调要求。
文中探讨了利用串并联微调来设计大范围连续可调电阻的可行性及基本方法。
与单个电阻相比,电阻的串并联微调结构对微调系数具有明显的放大作用,从而使大范围连续可调的实现成为可能。
当微调系数超过10 时,可通过两个帽状电阻的串并联来实现大范围连续可调,三个矩形电阻的串并联结构可使阻值连续可调范围达30 倍以上。
关键词:大范围连续可调;微调系数;矩形电阻;帽状电阻;串并联微调中图分类号:TN302 文献标识码:A 文章编号:1681-1070(2009)02-0027-05The Design of Continuous Adjustment in a Large Scale for Thick-Film ResistorsXIA Jun-sheng(East C hina Institute of Photo-electronic, Bengbu 233042, China)Abstract: In this paper, the concept of adjustment coefficient and continuous adjustment for thick-film resis- tors in a large scale is introduced. The adjustment coefficient of conventional thick-film resistors is not more than 2. Cap resistors can be used to improve adjustment coefficient to some extent, but still can not satisfy the requirement t hat t he a djustment c oefficient i s o ver 10 because o f the r esistance s ize c onstraints. T he Feasibility and basic design method of thick-film resistors which can be continuously adjusted in a large scale by cap resistors and series-parallel are discussed. Compared with a single resistor, the series-parallel adjustment structure can obviously amplify the adjustment coefficient, so that the large-scale continuous adjustment can be achieved. When the adjustment coefficient is over 10, two series-Parallel cap resistors can be used to achieve this large-scale continuous adjustment. The series-parallel structure of three rectangular resistors can obain the adjustable range of more than 30 times.Key words: continuous adjustment in a large scale; adjustment coefficient; rectangular resistor; cap resistor; series-parallel a djustment1 问题的提出激光微调是对厚膜电阻精度进行精密调整的成熟而有效的方法,但一般厚膜电阻的微调范围却普遍较小,难以满足一些特定场合下的应用需求。
薄膜电阻和厚膜电阻阻值范围
薄膜电阻和厚膜电阻阻值范围
薄膜电阻和厚膜电阻是电子元件中常见的两种电阻器类型,它
们的阻值范围可以根据不同的制造工艺和材料有所不同。
首先,我们来看薄膜电阻。
薄膜电阻的阻值范围通常较广,一
般可以从几欧姆到几兆欧姆不等。
具体的阻值范围取决于薄膜电阻
的尺寸、材料以及制造工艺。
一般来说,薄膜电阻的阻值较为稳定,温度系数较低,因此在精密电路中得到广泛应用。
接下来是厚膜电阻。
厚膜电阻的阻值范围也比较广泛,一般可
以从几欧姆到几兆欧姆不等。
与薄膜电阻相比,厚膜电阻的制造工
艺相对简单,成本较低,但是其温度系数一般较高,阻值的稳定性
也稍逊色于薄膜电阻。
需要注意的是,不同厂家生产的薄膜电阻和厚膜电阻的阻值范
围可能会有所不同,因此在选择电阻器时,需要根据具体的电路设
计要求和性能指标来进行选择。
总的来说,薄膜电阻和厚膜电阻的阻值范围都比较广泛,可以
满足不同电路的需求。
在实际应用中,需要根据具体的电路设计和性能要求来选择合适的电阻器类型和阻值范围。
厚膜片阻的温漂
厚膜片阻的温漂
厚膜电阻的温度系数可以定义为电阻值随温度变化的百分比。
在实际应用中,厚膜电阻的温度系数通常在-50ppm至50ppm之间,具体取决于电阻器的类型、材料和制造工艺等因素。
厚膜电阻的温度系数主要取决于以下几个因素:
1.电阻材料:不同的电阻材料具有不同的温度系数。
一些
材料具有正温度系数,即电阻值随温度升高而增加,而另一些材料具有负温度系数,即电阻值随温度升高而降低。
2.制造工艺:制造过程中使用的工艺和材料会影响电阻的
温度系数。
例如,厚膜电阻的基板材料、导体材料和保护层材料的选择都会影响温度系数。
3.环境条件:环境温度、湿度和气氛等条件也会影响厚膜
电阻的温度系数。
例如,高温和高湿度的环境可能会导致电阻值的变化。
为了减小厚膜电阻的温度系数,可以采取以下措施:
1.选择具有较低温度系数的电阻材料。
2.采用先进的制造工艺和材料,以减小温度系数的影响。
3.对电阻进行温度补偿,例如使用PTC(正温度系数)
电阻器与NTC(负温度系数)电阻器相结合,以实现温度补偿。
4.在电路设计中考虑温度效应,例如通过合理分配电路的
电流和电压,以减小温度变化对整个电路性能的影响。
总之,厚膜电阻的温度系数是影响电路性能的重要因素之一。
在实际应用中,需要根据具体情况选择具有适当温度系数的电阻器,并采取措施减小温度效应的影响,以确保电路的稳定性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厚膜铜导体的典型烧成曲线
※ 4.4.2 铜厚膜导体的性能
铜导体在150℃下储存1000h的电阻率
铜导体在40℃和相对湿度90%下储 存1000h的电阻率
多次温循对附着力的作用
在150下老化1000h铜导体的附着力
※ 4.4.2 铜厚膜导体的性能
★铜厚膜浆料的问题
★铜是易发生化学反应的。若被氯化物或其他无机盐类沾污,很 容易被腐蚀,因此,铜导体要求特殊的清洗、操作或储存在氮气 中。若用铜导体的电路没有气密封装,则应当用有机材料对其进 行保形涂覆以便保护。 ★铜也有金属迁移发生,可以采用高纯度的硅酮作为保形涂覆层, 提供防止潮气凝聚在有源器件和电路元件上。 ★铜浆料必须在氮气中烧成,需要采用在氮气中烧成的介质浆料 和电阻浆料。
为什么用非贵金属厚膜导体?
成本优势(主要优势);
更高的电导率(Cu);
对氧化铝基片改进了附着力(Cu) ;
更好的焊锡湿润性和抗焊锡熔蚀能力(Cu) 。
• 非贵金属厚膜浆料
–铜
用无引线载片锡焊到厚 铜膜导体焊盘上的大面
积陶瓷印刷电路板
–镍
–铝
• 铜厚膜导体已广泛应用在制造大面积的陶瓷印刷电路板上 ,可将很多元件和无引线的载片器件焊接在它的上面。
※ 4.3.5 厚膜电容器
典型的介质浆料是由钛酸钡与
常用的有机结合剂,溶剂和玻璃
料混合而成的。钛酸钡的介电常
数在室温时约1600,但在居里温
度120℃时突然增加到6000如图所
示。改变浆料的微结构和化学组
分,能得到不同的居里温度和介
电常数。
钛酸钡陶瓷的介电常数与温度的函数
使用多次的丝网印刷、干燥和烧成步骤制造电容时,必须权衡一
§5.1 激光调阻
★ 激光系统基于一种掺钕的钇铝石榴石(YAG)晶体 ★ YAG激光系统优点:
较短的红外波长(1.6um),以较小、较窄的切口而对周围 电阻材料及底面的介质产生最小的损伤,优于CO2激光系统
激光切割剖面:
激光束通过一系列的透镜和 反射镜整形聚焦直到最终撞 击电阻材料,于是材料吸收 能量被加热。多数材料被气 化后,一些被熔化后再凝固, 而其余的作为颗粒被弹出, 如图5-1所示
激光微调术语: ● 吃进尺寸——受每个激光脉冲 攻击材料的数量 ● 刀口宽度——切割的外宽 ● Q速率——每秒发出激光脉冲 的数量
● 工作台的速度、光束的速度、 切割的速度——每秒去掉材料 的速率 ● 孔的尺寸、光斑的尺寸——去 掉材料的直径(孔的直径与光 斑的尺寸有关,但不相等。它 随切掉的材料和激光脉冲的功 率变化而变化)
电阻器的调整:印烧厚膜电阻有±20%的公差, 淀积的薄膜电阻器有±10%的公差,可以通过有 选择性和有控制性地去掉部分电阻材料,获得预 定阻值。
类型
– 向上调整(预先设计值小于标称值) – 向下调整(短路焊盘实现跳线) – 静态调整(调整时不加电) – 动态调整(调整时加电)
薄膜电阻可调整到标称值的±0.01%,厚膜电阻 可调整到标称值的±0.1%。
4.4 非贵金属厚膜 4.5 聚合物厚膜
§4.5 聚合物厚膜
聚合物厚膜(PTF):像金属陶瓷厚膜浆料一样,是一种能形成
导体、电阻和介质的电路功能的可印浆料。与金属陶瓷厚膜浆料不同, PTF包含聚合物的树脂,在工艺加工完成以后,成为最后厚膜组分的集 成部分。
PTF的主要优点包括: ➢能在相当低的温度(即固化 树脂要求的温度)120-165℃下 加工。 ➢材料和工艺成本低,在诸如 柔性膜片开关、触摸键盘、汽 车部件和远距离通信类商用产 品中得到了广泛的应用。
直线切割:速度快,调整对通过电阻的电流引起的扰动最大,
并且在微调切口的顶点处形成一过热点。(典型用于一方或 小于一方的电阻和帽形电阻的微调)
双线切割(阴影切割):允许一次粗调后接着在第一次切割 的阴影内进行微调;激光损伤小于L形切割;比直线切割引 起更大的热点。
切
L形切割:比直线切割提供更高的精度;角形切割和J形切割
※ 4.4.1 铜厚膜工艺
主要流程:用325目丝网印刷浆料,然后在120℃下干燥10min。干燥 可以在空气中进行,但为避免氧化,温度不能超过120℃。干燥以后, 虽然在850-950℃之间的温度已成功使用,但铜厚膜最好在峰值温度 900℃,保温6-10min的条件下烧成。
工艺特点: 铜厚膜浆料在高温烧成必须在 惰(氮)性气体中进行。 为了氧化并去掉浆料中的有机 结合剂,必须有一定含量的氧气。 不同烧结区域氧气浓度不同。
R探针1 R接触1
R端头
R端头
R电阻
四探针系统
R接触2
R探针
※5.3.3 四探针
四探针测试仪
§5.4 电阻微调的类型
直线切割
双线切割
帽顶直线切割
L形切割
角形切割
J形切割
扫描切割
箱形切割
电阻微调激光切割的类型
蛇形切割
其中最常用类型:直线切割、L形切割、扫描切割、蛇形切割
§5.4 电阻微调的类型
6.计算机定位激光器并指导它微调 第5步中计算出的长度
7.进行另一次测量并重复第3步到7 步骤
读出值
与要求 值比较
在公差范围内
停止
计算微 调长度
微调到 计算长度
如图5-5 快速微调流程图
微调时间是限制产出量的因素
§5.1 激光调阻
4210型自动激光调阻系统
商业用 激光系统
激光微调工作台,960型
激光微调工作台,W429 型
Teradyne W429型激光机光学系统
§5.2 喷砂调阻
定义:细粒的砂在高压下通过小的喷嘴,砂子摩擦 并移去不需要的电阻材料直到达到所需要的阻值
➢优点: 可产生较稳定的电阻器 材料中没有应力或机械微裂产生 ➢缺点: 慢于激光调阻 产生电阻碎屑会成为混合电路里潜在的玷污源 ➢喷砂微调增加阻值方法: 去掉材料形成切口(同激光调阻) 减少电阻器膜的厚度
与要求 值比较
高 废弃
低 激光 脉冲
图5-4 标准激光微调系统流程图
对宽公差电阻器可短到0.002s 对窄公差电阻器可长达2s
§5.1 激光调阻
缩短微调加工步骤:
1.探针探测电阻器
2.数字电压表读出电阻器的阻值
3.比较器比较要求值与测量值
4.以前存于计算机中的调整长度与 可增加百分数的关系的信息
5.在第4步基础上,计算机算出调 到与所希望阻值相差的百分之 几范围以内的电阻器调整长度
聚合物厚膜介质可以作为多层电路的绝缘层或作为电阻和 导体的包封。丝网印刷时可印出的通孔直径为15-20mil。对 于介质浆料,工艺步骤和条件非常类似于导体和电阻器。
※第五章 电阻器的调整
5.1 激光调阻 5.2 喷砂调阻 5.3 电阻器的探针测量技术 5.4 电阻微调的类型 5.5 特殊要求
概述
工艺特征:
➢聚合物导体一般在空气中固化。250℃以上温度长时间固化会使聚合 物分解,需要氮气环境。PTF导体浆料一般通过200~250目丝网印刷, 实现的线宽和间隔约7~10mil,固化厚度为25~30mil。
※4.5.2 PTF电阻器 & 介质
✓聚合物厚膜电阻:功能材料用电阻性材料代替金属材料 外,类似于导体的配方。电阻填料包括碳或石墨。 ✓电阻器的阻值可以通过控制颗粒尺寸和填料的浓度、所 用聚合物结合剂的类型和固化时间表来改变和控制。 ✓面电阻率范围为10-1000M的电阻器浆料有商品可用;然 而,使用低面电阻率浆料的电阻器的稳定性要好得多。
熔化并再凝固
蒸发的电阻材料
基片
图5-1 激光切割剖面示意图
§5.1 激光调阻
★ 激光切口:由一系列的重叠光斑产生,如图5-2所示。 ★ 典型光斑尺寸:直径0.001in
吃进尺寸
刀口 宽度
时间
激光 脉冲
对于一固定孔的尺寸,基吃进尺寸太大,结果刀口粗糙不平
粗糙刀口
吃进尺寸
激光 脉冲
图5-2 激光调阻切口俯视图
电阻上测量 • 适合大多数电阻器测量 ➢ 缺点: • 误差会被探针电阻、探针接触电阻和端头导体电阻引入
(电阻误差可高达0.2 ,不适合低值电阻或高精度电阻) • 误差会因探针接触压力或清洁度的变化而发生变化
R探针1
R端头
R端头
R探针2
R接触1
R电阻
R接触2
两探针系统
※5.3.3 四探针
➢ 优点: • 适用于低值电阻或高精度电阻微调 • 误差项仅仅是焊盘的电阻,小于0.01 ➢ 缺点: • 使用两倍数量的探针,限制了每块探针卡能调整的电阻数 • 混合电路设计时,必须为额外探针留有足够空间
第四章 厚膜工艺
4.1 制造工艺 4.2 直接描入 4.3 各种浆料
4.3.5 厚膜电容器
4.4 非贵金属厚膜 4.5 聚合物厚膜
第四章 厚膜工艺
• 4.1 制造工艺
– 单步工艺
• 丝网印刷
• 4.3 各种浆料
• 成分 • 导体浆料
• 干燥
• 附着力
• 烧结
• 金属迁移
– 多层厚膜工艺
• 逐层印刷烧结 • 多层共烧陶瓷带
精确测量需满足标准: • 电阻器必须精确地放好探针 • 必须用精确的方法测量
常用探针卡
桨叶型卡
环氧唤醒卡
电阻微调探针卡的类型
探针卡典型尺寸:4in×5in,包含30~40根探针
C-2200圆形卡和 插入适配器件
※5.3.2 两探针
➢ 优点: • 传统而且最简单的测量电阻值的方法,仅包含两根探针放在待测
§5.1 激光调阻
微机 双软盘单元
CRI终端 激光
控制和测量电子部件
操作控制
打印机 TV摄像机
光束定位器 显微镜
部件操作台