电液控制系统基础知识培训
液压支架电液控制系统培训资料

1.2.4我国支架电液控制系统发展受阻的主要原因
受基础工业水平的制约,基本元件的可靠性、材料、加工水平存在较 大差距。
管理水平低,成批生产产品保证不了加工质量,达不到样机的指标,因 此在工作面使用故障多,发挥不了应有的作用。
攻关组织不得力,力量和资金投入分散,低水平重复。 煤矿经济困难,机械化发展资金短缺,缺少市场刺激。
工作面向少人自动化、无人化自动化方向发展; 控制器的操作向遥控化方向发展; 电源系统向智能开关型方向发展。 先导阀是实现控制的关键部件。 主控阀将向大流量的方向发展。
3、国内外应用情况
据不完全统计,到2002年已有200多个综采工作面使用电液控制 液压支架
(1) 2002年11月25日中国神东煤炭集团公司的大柳塔矿井(平 硐)创造了“一井一面”年原煤产量1001.04万t的纪录,工作面采 用DBT的PM4支架电液控制系统、WS1 7两柱液压支架、JO Y的6LS-5型采煤机、JOY公司的38mm工作面刮板输送机。
(7)1986年又研制出Panermatic S5支架电控系统。
(8)1987年威斯特伐利亚公司与Marco公司合作研制出PM2电液 控制系统,1990年又研制出更为先进的PM3支架电液控制系统,技术 上已相当可靠,在全世界广泛推广应用。
(9)90年代后期威斯特伐利亚公司甩掉Marco,自行改进推出PM4 系统,而Marco公司改进推出PM31系统。
(3) 既能提供电液控制系统又能提供先导主控阀和辅助阀类,只有 DBT和TBA两家公司,其中TBA—5套,DBT—2套
2.6 其它
还有一些公司也从事支架电液控制系统的开发研制、销售工作, 已经有产品的有:
EEP公司(德国,PRA-matic型系统)、 BOSHA公司(德国,BS100型系统)、
机电液控制系统讲义新1
工作台
F
测速电机 i 伺服阀 uf
ps
p0
u
伺服、放大、校正装置
ur
指令电位器
D
图 1.2 液压速度控制系统
运动方向:由指令电位器改变输入信号 u r 的极性,通过偏差信号 u 改变伺服阀的 输入电流 i 的极性,从而改变运动方向。 运动速度:由指令电位器改变输入信号 u r 的大小,通过偏差信号 u 控制伺服阀的 输入电流 i 的大小,从而改变运动速度。 特点:对温度、负载变化、泄漏等有自动补偿作用,使输出满足系统性能指标,使 误差控制在允许的范围内,或消除系统的输出误差。 系统职能方块图如下
图 2.6
当射流管阀在输入信号作用下,偏离中间位置时一个接受孔中的压力高于另一个 (如图 2.6 所示)。
工作过程:喷嘴和可动挡板构成一个可变节流口,在固定节流口与可变节流口之间 为控制腔,与执行元件相联。 设: Ah 2 Ar ,当 x f x f 0 0 时, p c 当 xf 0时 当 xf 0时
1 p s ,油缸活塞处于平衡位置, 2
1 ps 2 1 pc p s 2 pc
图 2.2 滑阀的不同开口型式
图 2.3 不同开口形式的流量增益
由于零开口阀具有良好的线性特性,因而在伺服系统中得到广泛的应用。 2,喷嘴~挡板阀 喷嘴~挡板阀由喷嘴、可动挡板和固定节流口构成。 喷嘴~挡板阀常用的有单喷嘴和双喷嘴~挡板阀两种,双喷嘴挡板阀更为常用。 1) 单喷嘴挡板阀
8
图 2.4 单喷嘴挡板阀
4
图 1.5 仿形刀架机液伺服控制系统职能图
运动方向:改变输入信号 x 的方向,则改变输出信号 y 的方向。 位移的大小:改变输入信号 x 的大小,则改变输出信号 y 的大小 特点:对温度、泄漏、负载等的变化,均有自动补偿,调节的作用,它是一个负反 馈控制系统。 (4) 小结 1、 液压控制系统与液压传动系统的主要区别为: 液压控制系统具有负反馈回路,它是一个负反馈控制系统。 2、 液压控制系统的主要构成 包含有控制元件(例如伺服阀、滑阀等) ,执行元件(例如液压钢) 3、 液压动力机构 液压动力机构油液压控制元件、执行元件、负载三者构成,称为液压动力机构。 4、 液压控制概念 包含有液压动力机构的反馈控制系统,称为液压控制系统。 1.3 液压控制系统的组成及分类 1.3.1:系统组成 液压控制系统主要由下面 8 个部分组成: (1) 指令元件 (2) 反馈元件 (3) 比较元件 (4) 伺服放大元件 (5) 控制元件 (6) 执行元件 (7) 被控对象 (8) 校正装置 它们之间的连接关系如图 1.6 所示。
高压抗燃油电液控制系统(EH系统)培训资料
高压抗燃油电液控制系统(EH系统)培训资料1、概述1.1 引进的历史和发展1.2 EH系统的业绩2、高压抗燃油EH液压系统2.1 概述2.2 供油系统2.3 执行机构2.4 危急遮断系统2.5 应用举例3、安装和调试3.1 EH系统各部件的安装就位3.2 油动机及操纵座的安装及调整3.3 油管路的安装3.4 油冲洗规程3.5 EH调试规程3.6 与DEH控制装置联调及快关测试3.7 在冲转、并网、运行中注意的问题—振动和温度测定4、正常运行中日常维护和常见故障及在线检修4.1 巡检及参数4.2 经常性维护项目4.3 常见故障现象和分析4.4 在线抢修方法5、大修和备件5.1 大修内容和要求5.2 大修时必要的备件1.概述1.1 引进的历史和发展20世纪80年代,我国引进汽轮机调节系统DEH技术,并成功引进了国产化设计,从此性能优良的中国品牌DEH系统走向市场。
80年代初,我国引进300、600MW汽轮机制造技术。
于1980年9月,中国机械对外经济技术合作总公司(CMIC)、中国电工设备总公司(CNEC)与美国西屋公司签订了大型汽轮发电机组制造技术转让合同。
但合同中规定只转让DEH系统设计技术,不转让DEH制造技术。
在300、600MW火电机组引进合同生效后,为了尽快地消化吸收引进的300、600MW机组DEH设计技术,制造国产化的DEH控制系统,为引进技术生产的300、600MW汽轮机配套,原机械部对开发优化“300、600MW汽轮机发电机组DEH数字式电液控制的可行性报告”提出的“引进、消化、创新”的技术路线及有关技术问题下达了明确的批示。
为了促进大型汽轮机调节系统国产化,根据西屋公司有关DEH资料及国内1963年开始研制电液并存的AEH电液调节系统及1973年开始研制的采用高压抗燃油的AEH系统投运鉴定的经验,1983年9月,我国将300、600MW汽轮机发电机数字式电液控制系统课题列入国家科技攻关项目:30万、60万千瓦火电考核机组攻关项目分课题合同— 300、600MW汽轮机电液调节系统的研制,分课题负责人李培植先生、朱庆明先生首次以合同形式承担科技技术攻关项目,并于1985年在原机械部电工总局、上海市机电一局的直接领导下,成立了由中国电工设备总公司、中国机械设备进出口总公司、哈尔滨电站设备成套集团公司、上海闵行工业公司组成的新华控制技术联合开发中心(现为新华控制技术集团公司)。
高压抗燃油电液控制系统(EH系统)培训资料

高压抗燃油电液控制系统(EH系统)培训资料1、概述1.1 引进的历史和发展1.2 EH系统的业绩2、高压抗燃油EH液压系统2.1 概述2.2 供油系统2.3 执行机构2.4 危急遮断系统2.5 应用举例3、安装和调试3.1 EH系统各部件的安装就位3.2 油动机及操纵座的安装及调整3.3 油管路的安装3.4 油冲洗规程3.5 EH调试规程3.6 与DEH控制装置联调及快关测试3.7 在冲转、并网、运行中注意的问题—振动和温度测定4、正常运行中日常维护和常见故障及在线检修4.1 巡检及参数4.2 经常性维护项目4.3 常见故障现象和分析4.4 在线抢修方法5、大修和备件5.1 大修内容和要求5.2 大修时必要的备件1.概述1.1 引进的历史和发展20世纪80年代,我国引进汽轮机调节系统DEH技术,并成功引进了国产化设计,从此性能优良的中国品牌DEH系统走向市场。
80年代初,我国引进300、600MW汽轮机制造技术。
于1980年9月,中国机械对外经济技术合作总公司(CMIC)、中国电工设备总公司(CNEC)与美国西屋公司签订了大型汽轮发电机组制造技术转让合同。
但合同中规定只转让DEH系统设计技术,不转让DEH制造技术。
在300、600MW火电机组引进合同生效后,为了尽快地消化吸收引进的300、600MW机组DEH设计技术,制造国产化的DEH控制系统,为引进技术生产的300、600MW汽轮机配套,原机械部对开发优化“300、600MW汽轮机发电机组DEH数字式电液控制的可行性报告”提出的“引进、消化、创新”的技术路线及有关技术问题下达了明确的批示。
为了促进大型汽轮机调节系统国产化,根据西屋公司有关DEH资料及国内1963年开始研制电液并存的AEH电液调节系统及1973年开始研制的采用高压抗燃油的AEH系统投运鉴定的经验,1983年9月,我国将300、600MW汽轮机发电机数字式电液控制系统课题列入国家科技攻关项目:30万、60万千瓦火电考核机组攻关项目分课题合同— 300、600MW汽轮机电液调节系统的研制,分课题负责人李培植先生、朱庆明先生首次以合同形式承担科技技术攻关项目,并于1985年在原机械部电工总局、上海市机电一局的直接领导下,成立了由中国电工设备总公司、中国机械设备进出口总公司、哈尔滨电站设备成套集团公司、上海闵行工业公司组成的新华控制技术联合开发中心(现为新华控制技术集团公司)。
EEP电液控制系统小课学习资料-A4版

EEP电液控系统学习资料EEP电液控系统液压部分一、基础知识:1、液压支架的各功能动作的实现由液压系统来完成,其工作介质是乳化液。
2、工作面支架的液压系统是由:主进回液胶管、各功能进回液胶管、电磁先导主控阀、其它辅助阀、立柱、各种千斤顶等组成。
3、本工作面支架是14功能15阀芯主阀组。
4、主控阀阀芯规格有三种:DN19、DN12、DN105、电磁先导阀保护回路包括:先导过滤器滤芯、进液单向阀、回液单向阀、回液安全阀。
6、先导过滤器主要作用是保护先导阀。
先导阀液流通径极小;密封阀口液体流动速度极快,整个先导阀对乳化液清洁度要求非常高,需要特殊保护措施。
7、先导过滤器滤芯的过滤精度是25μm 。
8、主控阀的DN4 单向阀和安全阀用于保护先导阀免受进回液压力的影响以及由此带来的液压支架误动作。
9、主控阀的DN4 单向阀其分别串接在进液和回液回路中。
10、电控系统的操作:操作人员必须处在危险区域之外,通过控制器来操作电液控制阀组。
11、电液控制阀组接口与液压支架油缸的对位连接,必须严格按照设计时的功能顺序连接,不得改动。
12、在对电液控制阀组进行维护或维修等操作之前,首先按下控制器的闭锁按钮,而后关闭进液截止阀,并通过多次卸压操作释放系统内的压力,在确认本支架液压系统内部压力为0时方可进行检修操作!!!13、电磁先导阀芯配有的过滤器是:先导过滤器、14、液压系统过滤器的功能是清除液压系统工作介质中的固体污染物,使工作介质保持清洁、延长阀类元件的使用寿命、保持阀类元件工作性能。
15、液压系统过滤器的过滤能力也叫通液能力,指在一定压差下允许通过过滤器的最大流量。
16、本工作面选用的高压过滤站是1700L/min流量的高压过滤站,其过滤精度为25μm。
17、工作压力是指过滤器所能承受的最高工作压力,其受过滤器的结构形式决定的。
18、德国EEP公司提供的手动反冲洗过滤器和自动高压反冲洗过滤站的工作压力为350bar,即35Mpa。
液压支架电液控制系统培训课件(综采工区)

个电源箱只能带4-6个支架控制单元,
隔 而一个工作面一般都有好几十个支
离 架控制单元,因此,在工作面上应
耦 有多个电源箱,分别给所在区域的
合 器
支架控制单元供电。为了防止控制 信号的干扰,必须使用隔离耦合器
对电信号进行隔离。
(三)压力传感器
压力传感器是电液控制系统中
用于反馈支架压力工作状态的元部
压 件。其安装在煤矿井下采煤工作面
液压支架电液 控制系统培训
主讲人:时永康
一、支架电液控制技术的定义
支架电液控制技术是将电子技
术、计算机控制技术和液压技术结
定 合为一体的新技术。 核心是通过计算机程序控制的
义
电子信号来驱动电磁阀动作,将手 动操作变为计算机控制的电子信号
操作。
二、支架电液控制技术的目的
通过改变支架的传统操作控 目 制模式,实现对支架的智能化操
置 传 感
采煤机机身上,红外线接收器安装 在液压支架上。
器
(五)采煤机红外位置发射器
红
外
位
置
发
射
器
固定在采煤机上
6301现场实物图
(五)采煤机红外位置接收器
红 外 位 置 接 收 器
一个支架连接一个,一般固定在支架的立柱上, 和发射器处在同一水平高度。
(五)采煤机红外位置传感器
3、工作原理:红外线发送器不
(二)隔离耦合器
1、用途:用来实现支架控制器
的电源组隔离和信号耦合。
隔
离
2、工作原理:利用光电隔离技
耦 合 器
术,使数字信号得到传输而对电气 信号进行隔离,从而能够实现信号
在整个系统中传输。
(二)隔离耦合器 隔 离 耦 合 器
数字电液控制系统知识点
汽轮机数字电液控制系统
Digital Electro-Hydraulic Control System
1.2 中间再热机组的调节 一、中间再热机组的调节特点
1. 2. 3. 中低压缸功率滞后 负荷变化时,由于中低压缸功率的滞后,降低了一次 调频能力,但可以采用高压汽门动态过开来补偿。 甩负荷时超速 甩负荷时,为防止再热器蓄汽量使汽轮机超速,应同时关 闭高、中压汽门。 机炉协调控制 单元制、机炉动态特性差异。单元制机组负荷适应性的提高主要取决于对 锅炉蓄存能量的利用程度,而汽轮机、锅炉的控制方式关系到锅炉蓄存能 量的利用,目前采用的机组控制方式有以下几种: 汽轮机跟随控制方式 当汽轮机定压运行时(图a),外界负荷改变的讯号选送给锅炉,待锅炉出力改 变使新汽压力改变后,汽轮机根据新汽压力的改变再相应改变负荷。这种方 式可维持新汽压力不变,当新汽压力有微小改变时,压力调节器即改变调 节阀的开度,使流量(功率)改变。当汽轮机滑压运行时,调节阀全开,功 率(流量)将随新汽压力的增减而变化,如图(b)所示。这种控制方式因锅炉 燃烧过程的迟滞将使机组功率的响应延滞。
汽轮机数字电液控制系统
Digital Electro-Hydraulic Control System
三、汽轮机自动控制的基本原理
1、汽轮机调节系统静态特性
① 转速不等率( δ,速度变动率)
速度变动率δ(也称转速不等率)代表 汽轮机的静态调速特性,是汽轮机调节 过程中一个重要参数,它是指汽轮机空 负荷时所对应的最大转速和额定负荷时 所对应的最小转速之差,与汽轮机额定转速之比,即
4.
数字电液控制系统 (DEH--Digital Electronic Hydraulic Control ) 早期的DEH系统多以小型计算机为核心 构成。当微机为基础的DCS分散控制系 统出现后,DEH就逐渐转向由DCS组成。
电液控培训

BIDISPRAY《 》 成组机道喷雾的操作,按一下双箭 头下方的按键,使该方向从本架开 始连续若干架同时起动机道喷雾。 BSPRAY C 3 设定一共连续多少架同时进行机道 喷雾。 BSPRAY T 20s 设定机道喷雾的持续时间 chin184 1.2 本应用程序的代号和版本号。
3.1.3、测量值
3.1.1、辅助功能菜单列
升柱 降柱 侧护板收、伸 抬底座 喷雾 第二护帮板收、伸 伸缩梁收、伸 调底千斤顶收、伸(仅对端头架) 调架千斤顶(或端侧护板)收、伸(仅 对端头架) TAILSHIELD DN UP 尾梁 SHUTTER IN OUT 插板 SET-LEG LOWER-LEG SIDESEAL IN OUT LIFTING ON SH-SPRAY ON FLIPPER2 IN OUT SLIDEB IN OUT PUSHER IN OUT BALANCE IN OUT
2.7、修改参数
操作步骤: 1、选择所要修改参数所在的菜单咧 2、向下翻直到“PASSWD*”,按“R”键输入密码,输 入密码####,再按“R”键确认密码。要修改的参数 4、按“R”键进入修改状态; 5、修改参数: 1)菜单显示带有*符号的参数项:直接输入理想的 数字修改参数。 2)菜单显示不带*符号的参数项(占大多数):用 “K” 键(递减)或“M”键(递增)的方法修改参数。 6、按R键确认
.PROP >> .CONVEYOR .EXTSENS .IR SNS 0 .PITCH --.ROLL --W*-19 H*-19 H OFFS *-19 H CORR * 500 立柱压力值(B) 推移千斤顶行程值(mm) 外接压力值显示 数值表示控制器接收到红外接收器的信号电压 (单位0.01V)
• 在技术上,marco 公司致力于通过系统 的方法来解决工作面上的具体问题,从 2000 年开始,公司进入到数字化综采工 作面领域。数字化综采工作面包含电液 控和集控两大系统,2010 年开始marco 的数字化综采工作面系统进入到国内。 综采工作面上所有设备的当前状态显示 在集控上,可以做到远程控制,顺序控 制,通过对数据分析,确定故障点,保 障开机率,实现智能化开采。数字化综
电液技术基础知识
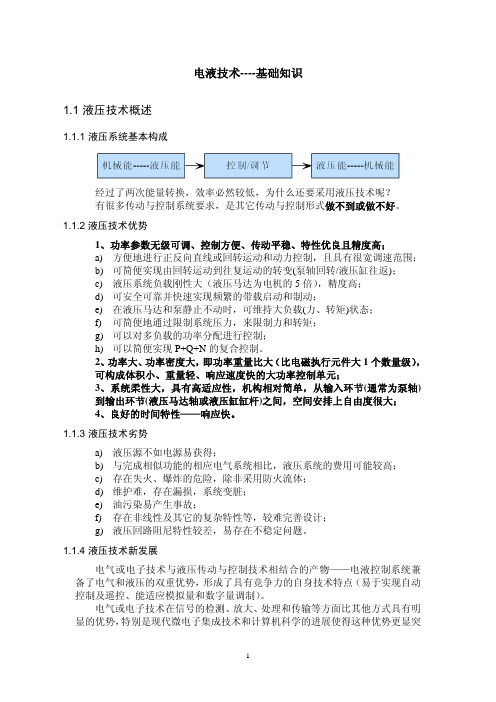
电液技术----基础知识1.1 液压技术概述1.1.1 液压系统基本构成经过了两次能量转换,效率必然较低,为什么还要采用液压技术呢?有很多传动与控制系统要求,是其它传动与控制形式做不到或做不好。
1.1.2 液压技术优势1、功率参数无级可调、控制方便、传动平稳、特性优良且精度高;a)方便地进行正反向直线或回转运动和动力控制,且具有很宽调速范围;b)可简便实现由回转运动到往复运动的转变(泵轴回转/液压缸往返);c)液压系统负载刚性大(液压马达为电机的5倍),精度高;d)可安全可靠并快速实现频繁的带载启动和制动;e)在液压马达和泵静止不动时,可维持大负载(力、转矩)状态;f)可简便地通过限制系统压力,来限制力和转矩;g)可以对多负载的功率分配进行控制;h)可以简便实现P+Q+N的复合控制。
2、功率大、功率密度大,即功率重量比大(比电磁执行元件大1个数量级),可构成体积小、重量轻、响应速度快的大功率控制单元;3、系统柔性大,具有高适应性,机构相对简单,从输入环节(通常为泵轴)到输出环节(液压马达轴或液压缸缸杆)之间,空间安排上自由度很大;4、良好的时间特性——响应快。
1.1.3 液压技术劣势a)液压源不如电源易获得;b)与完成相似功能的相应电气系统相比,液压系统的费用可能较高;c)存在失火、爆炸的危险,除非采用防火流体;d)维护难,存在漏损,系统变脏;e)油污染易产生事故;f)存在非线性及其它的复杂特性等,较难完善设计;g)液压回路阻尼特性较差,易存在不稳定问题。
1.1.4 液压技术新发展电气或电子技术与液压传动与控制技术相结合的产物——电液控制系统兼备了电气和液压的双重优势,形成了具有竞争力的自身技术特点(易于实现自动控制及遥控、能适应模拟量和数字量调制)。
电气或电子技术在信号的检测、放大、处理和传输等方面比其他方式具有明显的优势,特别是现代微电子集成技术和计算机科学的进展使得这种优势更显突出。
因此,工程控制系统的指令及信号处理单元和检测反馈单元几乎无一例外地采用了电子器件;而在功率转换放大单元和执行部件方面,液压元件则有更多的优越性。
第三章 电液控制基础
电液控制 基础
3.2 液压控制阀
一、液压控制阀的结构及分类
2. 喷嘴挡板阀
喷嘴挡板阀有单喷嘴挡板阀和双喷嘴挡板阀两 种结构形式,主要由固定节流孔、喷嘴和挡板组 成。 挡板与喷嘴之间形成一个可变节流口,挡板一 般由扭轴或弹簧支承,挡板的位置由输入信号控 制。
电液控制 基础
3.2 液压控制阀
一、液压控制阀的结构及分类
(3)根据滑阀在零位时的开口型式,圆柱滑阀可 分为负开口(正重叠,t > h)阀,零开口(零重 叠t=h)阀和正开口(负重叠,t < h)阀
t t t
h
h t=h
h
t<h
t>h
电液控制 基础
3.2 液压控制阀
一、液压控制阀的结构及分类
滑阀的优点是功率放大系数大,特性易于计算和 控制,因此功率级均采用滑阀。 滑阀的缺点是要求严格的配合公差、制造成本高, 作用于阀芯上的力较多且较大、又是变化的,因此 灵敏度和动态响应较低,要求控制力大。
3.1 电液控制技术简介
--电液控制系统组成
电液控制 基础
3.1 电液控制技术简介
--电液控制系统组成
液压缸/液压马达 是液压系统的执行元件,根据液压 控制阀输出液流的流量和压力使活塞 或轴动作。它的运动部分与负载连接 在一起,有时内部装有位移传感器、 压力传感器等检测元件。
电液控制 基础
3.1 电液控制技术简介
电液控制 基础
3.1 电液控制技术简介
电液控制系统分类 按液压控制元件分 阀控系统
由液压控制阀利用节流原理控制流 入液压缸的流量或压力;这种控制系 统应用比较普遍。它的动态响应较快, 但系统的效率较低。
电液控制 基础
自动化支架电液控培训教案

收伸缩范围:xx
伸缩控制:xx
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
跟机参数
移架控制:xx
推溜控制:xx
不动作大号:xx
不动作小号:xx
喷雾动作:禁止/允许
喷雾时间:xx
喷雾控制:上/下/无
上前喷雾:禁止/允许
上前喷距离xx
上前喷范围xx
上后喷雾:禁止/允许
上后喷距离xx
上后喷范围xx
下前喷雾:禁止/允许
错误信息
•
9
•
9(续1)
•
9(续2)
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
跟机参数
跟机:停止
跟机类型:xx
跟机首架:xxx
跟机末架:xxx
煤机身长:xx
移架距离:xx
推溜距离:xx
收伸缩梁:xx
伸伸缩梁:xx
煤机限制:xx
移架动作:禁止/允许
推溜动作:禁止/允许
伸缩动作:伸/缩/无
移架范围:xx
推溜范围:xx
综采二区
SAC型液压支架电液控制系统基础知识培训
综采二区
2019年04月13日
课题
SAC型液压支架电液控制系统基础知识培训
授课
教师
职称
授课
对象
课型
课时
教学
内容
SAC型液压支架电液控制系统主要特点、自动化使用基础知识、维护、维修的系统讲解。
第六章 电液控制系统

6.2. 电液位置伺服系统的分析
电液位置伺服系统是最基本和最常用的伺服系统 广泛用于机床工作台位置、轧机板厚、带材跑偏、飞机和轮 船的舵机控制,雷达和火炮控制系统及振动试验台等 6.2.1 系统组成及其传递函数 自整角机作为角差检测装置 的位置伺服系统。 系统传递函数是各环节传递函数的组合 自整角机传递函数:U c K e sin( r c ) 角误差 很小时 sin( r c ) r c 自整角机增益为:
6.3. 电液伺服系统的校正
6.3.3 压力反馈和动压反馈校正 (2)动压压力反馈校正 动压力反馈可以提高系统的阻尼,而又不降低系统的静刚度 将压力传感器的放大器换成微分放大器就可构成动压反馈 动压反馈校正在前面已经讨论过了,这里不再重复
6.4. 电液速度控制系统
实际工程中常需速度控制。例如:发动机调速,机床进给装置 速度控制,雷达天线、炮塔、 转台等装备中的速度控制 电液位置伺服系统中常有速度反馈回路提高系统刚度和精度 阀控马达速度控制系统原理方块图、系统方块图和开环传递函数
6.3. 电液伺服系统的校正
6.3.1 滞后校正 滞后校正通过提高低频段增益,减小系统稳态误差 在保证系统稳态精度的条件下,降低高频段增益保证系统稳定 性 滞后校正由电阻电容组成的无源网络实现 串接在前向通路的相敏放大器和功率放大器之间的直流部分中 s 传递函数为: 1
Gc (s) uo (s) u i(s)
vc rc 2 h 2 rc h h
6.3. 电液伺服系统的校正
设计滞后网络确定参数步骤: 1)根据稳态误差要求确定速度增益Kvc 2)利用确定的Kvc画出伯德图(曲线2)检 查相位和增益余量是否满足要求 3)不满足则确定新的增益穿越频率ωrc使 φc(ωc)=-180o+[γ+(5o~ 12o)] γ是要求的相位余量,增加5o~ 12o是为了 补偿滞后网络在ωc引起的相位滞后 4)选择转折频率ωrc:ωrc=(1/4~1/5) ωc 5)由Kvc=αKv= αωc确定α.通常α=10 图中曲线1为校正后幅频特性