焊接工时定额计算手册
焊接工时

1.00
1.09
1.18
14-16
0.22
0.29
0.40
0.49
0.63
0.72
0.82
0.92
1.10
1.20
1.31
1.41
18-20
0.27
0.35
0.48
0.59
0.76
0.87
0.99
1.11
1.32
1.45
1.58
1.70
22-24
0.32
0.42
0.57
0.70
0.90
1.04
1.86
2.39
2.76
3.13
3.50
4.19
4.59
4.98
5.38
45
0.98
1.29
1.76
2.15
2.78
3.20
3.63
4.06
4.86
5.32
5.78
6.24
50
1.16
1.54
2.10
2.56
3.30
3.81
4.32
4.83
5.78
6.33
6.88
7.43
55-56
1.32
1.74
2.37
2、焊接定额单位为H/米,以焊缝长度计算。
3、双面角焊缝按一面焊缝长度计算,工时取工时定额1.2系数计算。
4、碳弧气刨清根取工时定额的0.1系数.
5、通风状态较差的焊缝焊接取工时定额2-2.5系数计算。
规格(长度)
<250
250-400
400-500
500-600
600-700
焊接工时计算表

2.要保证焊接质量和纯焊接时间的先决条件是铆工在焊接前把焊接接头打磨,组装,保证质量,点固完成.
3.伴随设备工装用具的完善,技术素养和管理水平的提高,每班纯焊接时间可以提高.
编制 人:
年月 日:
技术部
工艺组
备注情况
SAW/2 0.3~ 人 0.5
2
1 1~2 1.5~5
21
45
道数 / 系数
2/1.0
长度 22m
3/1.1 16m
4/1.2 13m
5/1.3 11m
6/1.5 10m
6~16
厚板的焊道 数要增加, 厚度系数也
要增加
SMAW/1 0.3~ 人 0.5
2
1 1~2 2.5~5
4
11
有没有衬垫是不一样的
2~9
打磨的时间比较 多
FCAW/1 0.3~ 人 0.5
2
1
0.5 ~1
2.5~6
10 30.5
有没有衬垫是不一样的
ቤተ መጻሕፍቲ ባይዱ
4~13 清渣时间较少
GTAW/1 0.3~ 人 0.5
2
1
0.5 ~1
2.5~6
2.5
8
一般情况应打底焊,小接管的焊接工作效率较低
1~3
同上
说 明:
1.考虑到公司的生产条件,产品构成,工装用具和技术指标,每班纯焊接时间放在2.5~4小时内.
焊 接 工 时 定 额 计 算 表 (施行)
方法/每 班人
焊接辅助时间
焊材领 用 h
焊前准备 设备吊运
h
其它 h
清根 打磨 自检
每个班纯焊 接时间 /h
单道焊 接速度
m/s
铆焊工时定额方案
工资方案宗旨:为了充分调动员工积极性,提高生产效率,给想多拿工资的员工提供条件,防止出工不出力和平均主义的现象发生,体现员工多劳多得的宗旨,部门决定通过采用工资集体协商的形式,建立多元化工资考核制度,实现员工利益与生产效益挂钩,让员工与公司实现“双赢”。
基本原则:让工资对外具备竞争力,对内具备公平性,对个体具备激励性。
基本的安全保障:员工与企业的关系中,员工相对处于弱势,是风险较大的一方,所以员工本身具备不安全感,所以员工希望企业能与其签定合同,能给他买保险,能及时发放工资,这都是源于安全的保障需求,做为企业管理者必须重视这种需求,特别是在营销人员的薪酬设计中,首先得让员工有安全感,员工才会愿意去为企业打拼。
结成利益共同体:很多企业的员工对公司是否挣钱并不在意和关心,因为不管公司赚多少钱员工拿的工资都是一样的。
这就是利益共享出了问题,员工在什么时候最拼命呢?只有在感觉为自己挣钱的时候。
具体实施办法如下:一、所有班组按照生产性质的不同,采用多元化的考核办法,如:“岗位技能工资制、定额工资制、多元结构工资制、年薪制”等,确保同工同酬。
二、设立级别岗位月薪不是一个固定值,而是存一个区间,在这个区间内每岗位又分为五等工资。
一级对应的是“期望”,二级对应“合格”,三级对应“胜任”,四级对应“超胜任”。
设定级差四级的每级级差相距5%-25%,一般可取12%。
三、铆焊工采用铆焊工工时定额工资制,方案如下图所示:工时定额工资制流程图1、集体计件薪资计算方法:(1) 按产量定额计算:计件单价= 集体计件单位定员内全体人员的工资标准之和。
(2) 按工时定额计算:定员内全体人员单位时间内产量定额。
计件单价= 集体计件单位定员内全体人员单位时间的工资标准之和×定员内全体人员单位时间内的产品工时定额。
2、铆焊班工资配置标准:班长人、铆工2人、普工1人、焊工1人。
5人共计____元/班。
3、个人分配比例:根据个人工资在本班组总工资所占比例进行分配,由生产部分配。
(完整)氩弧焊、埋弧焊、焊条电弧焊焊接工时
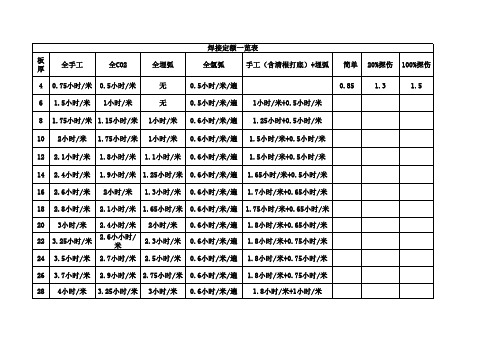
板厚全手工全CO2全埋弧全氩弧手工(含清根打底)+埋弧 简单20%探伤100%探伤40.75小时/米0.5小时/米无0.5小时/米/遍0.85 1.3 1.56 1.5小时/米1小时/米无0.5小时/米/遍1小时/米+0.5小时/米8 1.75小时/米 1.15小时/米1小时/米0.6小时/米/遍 1.25小时+0.5小时/米102小时/米 1.75小时/米1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米12 2.1小时/米 1.8小时/米 1.1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米14 2.4小时/米 1.9小时/米 1.25小时/米0.6小时/米/遍 1.65小时/米+0.5小时/米16 2.6小时/米2小时/米 1.3小时/米0.6小时/米/遍 1.7小时/米+0.65小时/米18 2.8小时/米 2.1小时/米 1.65小时/米0.6小时/米/遍 1.75小时/米+0.65小时/米203小时/米 2.4小时/米2小时/米0.6小时/米/遍 1.8小时/米+0.65小时/米22 3.25小时/米2.6小小时/米2.3小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米24 3.5小时/米 2.7小时/米 2.5小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米26 3.7小时/米 2.9小时/米 2.75小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米284小时/米 3.25小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米焊接定额一览表30 4.25小时/米 3.5小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米32 4.5小时/米 3.75小时/米 3.25小时/米0.6小时/米/遍2小时/米+1.25小时/米34 4.75小时/米4小时/米 3.5小时/米0.6小时/米/遍2小时/米+1.5小时/米365小时/米 4.25小时/米 3.5小时/米0.6小时/米/遍 2.25小时/米+1.75小时/米38 5.25小时/米 4.5小时/米 3.75小时/米0.6小时/米/遍 2.25小时/米+2小时/米40 5.5小时/米 4.75小时/米 3.75小时/米0.6小时/米/遍 2.3小时/米+2小时/米42 5.75小时/米5小时/米4小时/米0.6小时/米/遍 2.5小时/米+2小时/米456小时/米 5.25小时/米4小时/米0.6小时/米/遍 2.75小时/米+2.25小时/米50 6.5小时/米 5.5小时/米 4.25小时/米0.6小时/米/遍3小时/米+2.25小时/米557小时/米 5.75小时/米 4.3小时/米0.6小时/米/遍 3.25小时/米+2.35小时/米607.25小时/米6小时/米 4.5小时/米0.6小时/米/遍 3.5小时/米+2.5小时/米。
焊接工时定额标准(发布版-焊接)
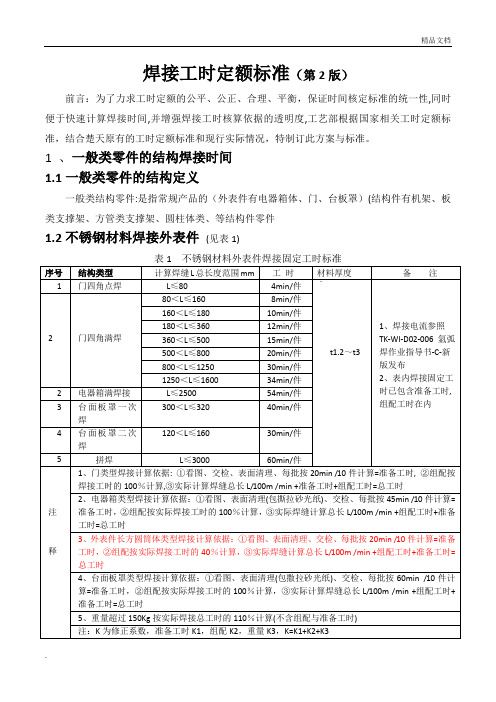
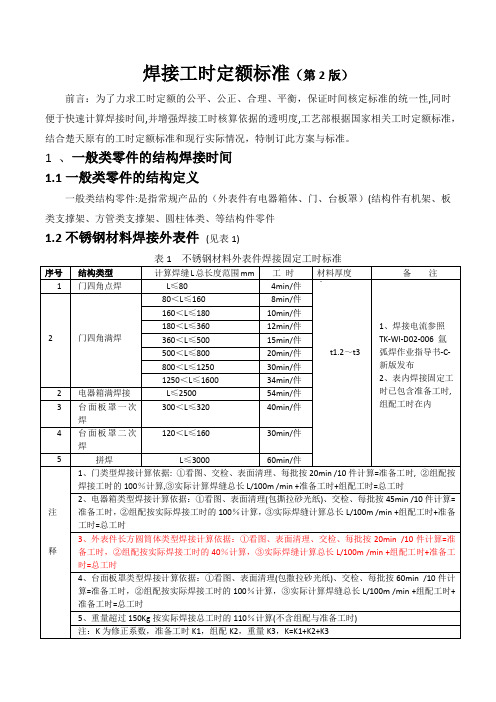
焊接工时定额标准(第2版)
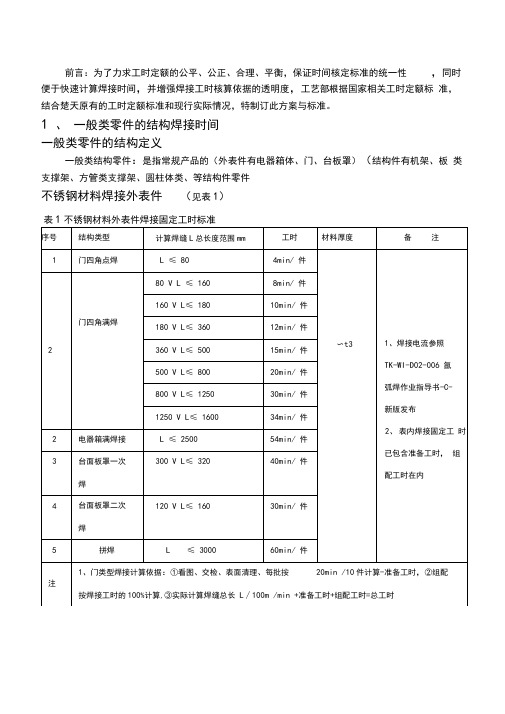
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
电焊焊接工时定额标准
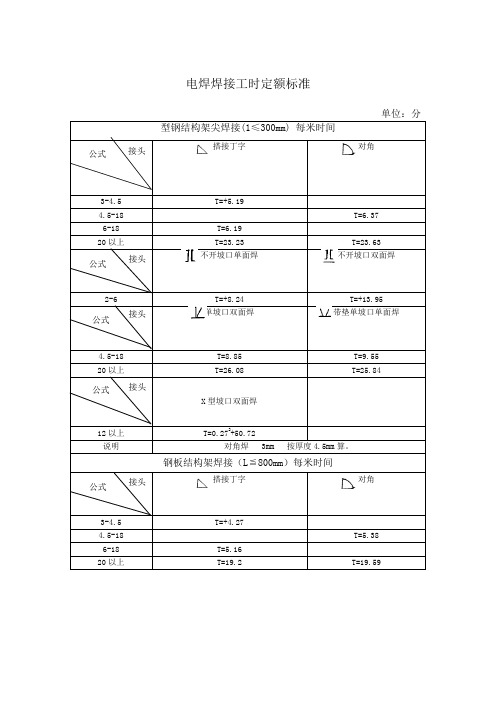
电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。
铆焊工时定额手册
鲁南装备制造有限责任公司铆焊工时定额手册焊接分册工艺研究所2014-01-01一. 适用范围1. 本手册适用于CO2/AMG焊接工时定额;2. 本手册适用于液压支架结构件焊接工时定额;3. 焊工要求:焊工中级;一年以上实际操作经验;持证上岗且证件在有效期内;4. 设备要求:CO2/AMG焊机;设备完好;二. 参考标准1.《GB/T14163-2009 工时消耗分类、代号和标准时间构成》2.《LD/T122-2004 劳动定员定额标准的结构和编写规则》3.《JB/T9169.6-1998 工艺管理导则工艺定额编制》4.《GB/T14002-2008 劳动定额术语》三.时间构成1.焊接定额时间T定额包括的时间与因素系数:基本时间T基本、辅助时间T辅助、宽放系数K宽放、焊接位置系数K位置、钢板类型系数K类型、布置工作场地时间T布置、休息与生理需要时间T休息、准备与结束时间T准结;T定额=(T基本+T辅助)*(K宽放+1)*K位置K类型+T布置+T休息+T准结(h)2. 时间构成及系数描述(h):(1)基本时间T基本=T点固+T作业T点固:焊角高6-8◣,焊缝长30~50mm,间隔200~500mm,不足200mm点固两点;每三处0.1h;点固焊电流比正常焊接电流大15%T作业=L(单层单道焊6-8◣);L:焊缝长度mm;V:焊接速度mm/min;单层单道焊适用于打底焊的情形V(多层多道焊≥10◣);A:焊缝横截面积mm2;L:焊缝长度m;ρ:焊缝密度0.0079㎏/m;K:飞溅系数0.99;ω:熔敷效率;T作业=A∗L∗ρKω(焊接速度见表1;A*L*Ρ值见表2;熔敷效率ω见表3)(2)辅助时间T辅助=T基本×0.25 辅助时间内容:清理焊接部位;参数调整;试焊;微调;更换焊丝;清理和更换导电咀;工件翻转;其它(3)宽放系数K宽放=0.28 根据根据国际劳工组织ILO颁布宽放时间表整理(4)焊接位置系数K位置(见表4)(5)钢板类型系数K类型(见表5)(6)布置工作场地时间T布置:每工作日(8小时)占30min;(折算系数K布置=1/16)(7)生理需要休息时间T休息:每小时内(60min)占10min(每工作50min休息10min);(折算系数K休息=1/6)(8)准备与结束时间T准结:每工作日(8小时)占25min;(折算系数K准结=5/96)表1 焊接速度明细表(mm/min)表2 A*L*ρ值(焊缝每米重量值重量值㎏/m)表3熔敷效率ω(㎏/h)焊丝消耗计算理论依据:以Ø1.2焊丝为例:每次焊角高7◣,焊接速度(400-450)mm/min,则焊丝消耗效率:(7*7/2)*7.9*(400-450)*60/1000/1000=(4.6452-5.22582)㎏/h焊工实际焊丝消耗(每天(2-2.5)盘*18㎏/8h)=(4.5-5.625)㎏/h两者吻合。
焊接工时定额标准
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
不锈钢材料焊接外表件(见表1)
表1不锈钢材料外表件焊接固定工时标准
圆柱体焊接件(见表2)
表2 (圆柱体焊接加工材料:不锈钢,碳钢)焊接工时标准
机架焊接结构件(见表3)
表3 (机架焊接加工材料:不锈钢,碳钢)焊接工时标准
机架断焊焊接结构件(见表4)
表4 (机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
方管框架焊焊接结构件(见表5)
表5 (方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018
年1 月31 日
编制: 会审: 批准:。
工时定额计算手册[1]
![工时定额计算手册[1]](https://img.taocdn.com/s3/m/1d52ce3ecc7931b765ce155f.png)
工时定额计算手册绩效管理2008-02-25 09:36:18 阅读4195 评论13 字号:大中小订阅工时定额管理规定一、工时定额制定的目的为了提高公司计划管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,体现按劳分配的原则,特制定本规定。
二、工时定额制定的原则1、制定工时定额必须走群众路线,使其具有坚实的群众路线。
2、制定工时定额应有科学依据,力求做到先进合理。
3、制定工时定额要考虑各车间、各工序、各班组之间的平衡。
4、制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
5、制定工时定额必须要“快、准、全”。
6、同一工序,同一产品只有一个定额,称为定额的统一性。
三、工时定额制定的方法1、经验估工法。
工时定额员和老工人根据经验对产品工时定额进行估算的一种方法,主要应用于新产品试制。
2、统计分析法。
对多人生产同一种产品测出数据进行统计,计算出最优数、平均达到数、平均先进数,以平均先进数为工时定额的一种方法,主要应用于大批、重复生产的产品工时定额的修订。
3、类比法。
主要应用于有可比性的系列产品。
4、技术定额法。
分测时法和计算法两种是目前最常用的方法。
四、工时定额制定的具体措施1、工时定额具有严肃性,工时定额的制定和修订由工时主管部门来执行。
其他部门无权更改。
2、工时定额具体采用技术定额法,同时参考其他方法。
先制订出《车间工时定额标准》和《工时核算方法》,以这两个文件为基础对车间生产产品进行核算,并填写《产品工时明细表》。
3、新产品工时制定流程研发部门确定新产品图纸→技术工艺部制定工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执4、老产品工时修定流程技术工艺部修订工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行5、生产车间对制定的产品工时有异议时,应及时向技术工艺部和工时审核小组提出,并填写《产品工时修改表》,技术工艺部和工时审核小组每三个月或半年复核一次,报经理办公会批准生效后,生产车间方可执行。
装焊工时定额
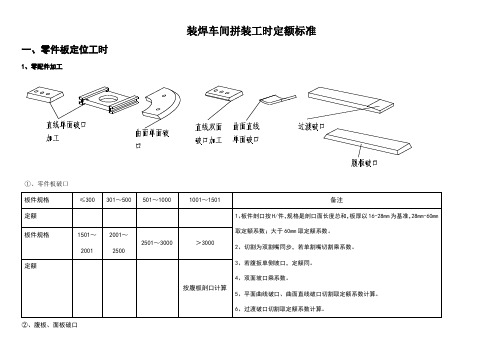
装焊车间拼装工时定额标准一、零件板定位工时1、零配件加工①、零件板破口②、腹板、面板破口2、零件板定位①.主体为H钢板件定位④、主体为十字板件定位二、部件定位工时1、部件定位工时主要针对牛腿定位,部件的组立、下料详见构件主体工时定额,部件定位工时主要是主体为H钢、箱型、圆管的牛腿定位,十字的牛腿定位参照H钢、桁架的牛腿定位工时根据桁架主体的类型进行分类定额。
2、各构件类型的部件定位工时①主体为H钢的牛腿定位工时②、主体为箱型的牛腿定位工时③、基础以圆管的牛腿定位三、主体制作工时1.主体下料①H钢类型下料工时标准②、箱型类型下料工时标准③.十字类型下料标准④.圆管类型下料工时标准:2、主体组立①.H钢类型组立工时上组按2.2倍计算斜梁按1.2倍计算下组按1.5倍计算折梁按2.5倍计算翼缘板圆弧按2倍计算腹板圆弧(拱度50以上)按2.5倍计算、(49以下按常规钢)下组按1.2倍计算上组按2.2倍计算③、十字类型组立工时标准3、主体对接钢类型对接工时②.箱型类型对接工时③、圆管类型对接④、其他常见多类型类型对接工时:四、小件制作工时:2、角钢1、工字钢、方管、高频钢、成品管3、槽钢直楼梯制作旋转楼梯制作工序梯梁踏步板件扶手放样、立胎米(楼梯长度)下料拼接2定位注:1.连接板包含圆钢、加劲板等,单件H/件计。
扶手按H/件计算2.拼接包含焊接,按接缝长度计算3.梯梁手工组立焊接按米工序梯梁踏步板件扶手放样米(楼梯长度)下料定位15注:1.连接板包含圆钢、加劲板等,单位H/件。
扶手以小圆管单件计算。
3.梯梁H钢手工组立按米,箱型手工组立按米。
焊接工时定额标准(发布版-焊接)(第2版)
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
焊接工时定额标准(发布版-焊接)(第版)

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
CAPP中焊接工时及焊料定额计算

CAPP中焊接工时及焊料定额计算利用工艺编制软件CAPP,经二次开发编制容器焊接工艺的意义在于:根据标准化的容器焊接工艺,开发出焊接工艺资源库及典型工艺库,重复利用典型工艺的计算功能,实现容器焊接工艺的工时及焊料定额的自动计算功能。
减少了容器焊接工艺人员工作量,缩短了容器焊接工艺的编制时间,提高了容器焊接工艺编制的工作效率。
CAPP是总厂信息化的一部分,CAPP能够在编制焊接工艺过程中,利用典型工艺自动计算工时及焊料定额。
利用CAPP软件编制工艺流程见图1.图1 软件编制工艺流程实现容器焊接工艺人员要求的工时及焊料定额自动计算功能,就需要建立典型工艺。
经过我们焊接所领导及焊接工艺人员多年努力及研究,已经把容器的焊接工艺标准化、参数化。
在此基础上CAPP软件建立焊接工艺资源库,从而生成典型工艺库,实现容器焊接工艺工时及焊料定额的自动计算。
1 焊接工艺资源库焊接工艺资源库包含很多子库,它是把以前标准化总结出来的可用资源保存到CAPP资源库中,是可以多次利用的资源库,是生成典型工艺的支持库。
1.1 "焊接类型"资源库在实际的焊接生产过程中,有很多种焊接方法,不同的焊接方法有不同的焊接工艺,不同焊接方法的焊接工艺统一定义为焊接类型。
不同种类的焊接类型组成了"焊接类型"资源库,包含了堆焊、组焊等。
它是生成典型工艺的基础。
1.2 "焊接工艺计算公式"资源库在焊接工艺标准化过程中,整理不同焊接类型中焊接工艺数据,提取出计算的参数,形成一种焊接类型多个计算公式,输人不同参数,计算出此焊接类型的焊接工艺工时及材料定额。
所有的焊接类型计算公式就形成了"焊接工艺计算公式"资源库。
按照公式代码为唯一标示排列。
它是生成能够自动计算的典型工艺的根本。
2 典型工艺库典型工艺库就是多个典型工艺按照产品类型、母材、焊接型式、焊接材料树型结构组成。
一个典型工艺,包含了唯一的标识码及典型工艺特征说明及文档。