百格测试作业指导书
百格测试检验规范

百格测试检验规范
康群力百格测试检验规范
1.目的:为确保产品附着力的测试实验,并确保产品品质之优良,特制定此指导书
2.范围:适用于本工厂之所有印刷成品之检验
3.名词定义:
3.1百格(D3359标准):用锋利刀片(刀锋角度为15°~30°)在测试样本表面划10*10个1mm*1mm
的小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用粘附力350~400g/cm2的胶带(3M61胶带或其他等同)牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同测试
3.2ASTM等级:漆层剥离多少的定义,分为5B,4B,3B,2B,1B,0B 等6个等级
4.权责:
4.1 QC人员:负责执行百格检验工作
4.2生产人员:负责相关异常的改善动作
5.作业内容
5.1检验标准:
5.2检验方法:
5.2.1 量测百格时,印刷产品需先辨别结构水准方向,切割角度与结构为45°cross (交叉),清洁切割刀槽后,使用3M610胶带与结构平行,将胶带仅仅黏贴与结构面上,并将胶带撕起,观察有无结构脱落。
印刷品百格检验方式百格检验工具
百格测试手法(一)百格测试手法(二)
5.2.2 产品正式生产时每印刷一次颜色烘烤之后需进行百格测试,并对相关测试记录与报表之中
5.2.3 产品生产完毕后先进行外观检验,待检验完成后自行取样做末检百格检验
6.参考资料
无
7.表单
7.1康群力首件承认表。
百格测试作业指导书
附着力测试作业指导书生效日期2016.05.7
页码第 1 頁共 2頁
1.0目的
规范本公司附着力测试基准,防止因测试方法不当而影响到产品的品质。
2.0 范围
适用于公司的所有硬化半成品及成品使用层防刮面附着力检验。
3.0检测环境
3.1 明亮的光照条件下。
3.2 温度:15-30摄氏度,湿度:40%-70%。
4.0流程
无
5.0内容
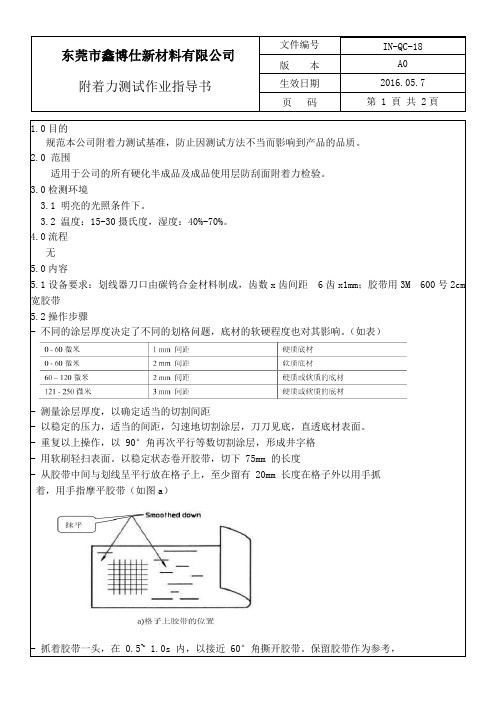
5.1设备要求:划线器刀口由碳钨合金材料制成,齿数x齿间距6齿x1mm;胶带用3M 600号2cm 宽胶带
5.2操作步骤
- 不同的涂层厚度决定了不同的划格问题,底材的软硬程度也对其影响。
(如表)
- 测量涂层厚度,以确定适当的切割间距
- 以稳定的压力,适当的间距,匀速地切割涂层,刀刀见底,直透底材表面。
- 重复以上操作,以90°角再次平行等数切割涂层,形成井字格
- 用软刷轻扫表面。
以稳定状态卷开胶带,切下 75mm 的长度
- 从胶带中间与划线呈平行放在格子上,至少留有 20mm 长度在格子外以用手抓
着,用手指摩平胶带(如图a)
- 抓着胶带一头,在 0.5~ 1.0s 内,以接近60°角撕开胶带。
保留胶带作为参考,
附着力测试作业指导书生效日期2016.05.7
页码第 2 頁共 2頁检查切割部位的状态, ISO 12944--6 中规定,达到 0 级或 1级为合格。
(如图b)
核准:审核:制定:。
涂装百格测试SOP

图一附着力测试专用之美工刀。
人工进行切刻,须使用具有直线边缘之铁尺或硬金属板以确实刻出直线。
标尺:最小刻度0.5 mm之铁尺,以便量测切割线之长度与间距。
公司出产胶带(3M scotch transparent film tape 600/610)
图二网格切刻方法单向11条刻线,共100格)。
图三黏贴胶带时,须以橡皮擦轻擦网格部分至胶带呈现半透明。
图四以180∘反方向迅速撕下胶带。
必要时,利用放大镜检视涂层在基材或前涂层上剥离的情形;亦可检视胶带上黏附涂层之状况。
使用以下标准(图五) 评定附着度等级:
5B:切刻线沿线保持平顺,任何方格上均无涂层剥落。
百格测试书

YSA-4002 Index 版次: A/0 Page 页数: 1/1
制 表 审 核 复 核
李洪国 李洪国 李国
对机构部品表面处理的物质和原素材附着力的测试,是防止消费者使用时产生 脱离问题的现象。 刀(Cutter, 百格刀), Tape(3M #610)
判定 基准
2) 99EA 个网格没有脱落, 1 EA 个网格脱 落面积为 30% : 判定 NG※判定基本是单个 网格的面积,而不是按整体面积来计算的。
20% 以 内 是 Fig. 1-4 OK.
特别要求
五金电镀品
1.百格是将产品表面用百格刀割成横向×纵向为 1mm 间的小格,每一个 1 ×1 的小格需割 到底材 。图 1-1 参考(形成 100EA 的 1 × 1mm 网格(Cell) 。 2. 除去因割百格产生的 Burr。 3. 把 Tape 粘附在已割好网格的产品上,但不要产生气泡。 4.粘贴后连续做角度为 90 度的上拉。 (图 1 - 2 参考) 5. 重复上述第 3 ,第 4 ,第 5 步骤。
实验 方法
. ※如果不能形成( 1 × 1mm)网格:面积太小无法形成 1 × 1mm)网格。参照图 1-3 割成 90 度后再继续上述第 2-5 骤。
90度
Fig. 1-1
Fig. 1-2
Fig. 1-3
1. OK : 网格(1×1 mm) 1EA 的脱落部分要小于 20%.(图 1-4 参考) 2. 判定范例 1) 100 EA 个网格中总脱落面积为 10% : 判定 OK
百格测试作业指导书

手柄
刀架
刀片
螺丝
扳手
定位销
附着力测试:
将手柄持握15度斜度,以一定之压力切割涂层至底层,平行割划约切换方向,以垂直上述并行线之方向割划另一组并行线以得到一
目方格.
用毛刷轻轻将割划出之涂料擦扫掉.用3M 600#之胶带平贴于方格上胶带完全与方格区粘贴,用垂直于割划面用力将胶带拉起.
手柄与水平成15度角割划约20mm长平行线割划垂直线
用3M 600#胶袋平帖于方格上
垂直拉起3M 600#胶袋
3.5.3附着力评估:
A:涂层面完整无缺。
B:涂层小方格角落有轻微剥落,占全部面积5%以下,但切线完整。
C:涂层小方格角落有轻微剥落,但剥落面积占全部面积5%-15%。
2。
百格测试作业指导书

百格测试作业指导书
百格测试作业指导书
1准备好工具(百格刀,毛刷,放大镜,3M胶带和测试品)
2将待测物品放置平稳。
3用酒精把测试品表面擦拭干净
4取出百格刀在客户指定的测试位置横向划一刀,然后再纵向划一刀使之与原划痕交叉并垂直。
5用毛刷刷去周边的油漆毛削。
5往网格上粘上胶带用手指按压,直到胶带与涂膜密合(请均匀的按
压胶带黏贴部分。
如有气泡,应按压挤出气泡)
6手拿胶带的一端与涂膜面成45度,再瞬间撕起胶带进行剥离。
7观察撕起的胶带百格处油漆脱落之状况。
8根据客户要求进行判断并记录。
百格测试作业指导书

百格测试作业指导书1. 导言百格测试是一种常用于测量学生的思维能力和解决问题的能力的评估工具。
本指导书旨在帮助学生了解百格测试的基本原理、操作步骤和解题技巧,以便他们能够有效地完成测试作业。
2. 百格测试简介百格测试是一种由美国心理学家E. Paul Torrance于1962年开发的思维测验。
它通过一系列需求描述和情境问题,旨在评估学生的创造性思维、批判性思维和解决问题的能力。
百格测试通常分为“绘制”和“理解”两个部分,学生需要根据题目要求在百格纸上进行绘图或填写答案。
3. 百格测试的操作步骤(1)仔细阅读题目:在开始解答之前,学生需要仔细阅读题目要求,理解题目中的需求和情境。
(2)分析和思考:学生需要花一些时间进行分析和思考,确定问题的解决方法和步骤。
这包括考虑问题的各个方面,找出主要问题和关键因素,并提出解决方案的可能性。
(3)绘制或填写答案:根据题目的要求,学生需要在百格纸上绘制图形或填写答案。
绘图应当准确、清晰,并且与解题思路相符。
(4)检验答案:在完成绘图或填写答案后,学生需要仔细检查自己的解答是否准确、完整。
可以逐一检查答案是否符合题目要求,并在有需要的情况下进行修正。
4. 百格测试的解题技巧(1)理清思路:在开始绘图或填写答案之前,学生需要先理清思路。
可以尝试分解问题、划分步骤,并找出解决问题的关键因素。
这将有助于他们在实际操作时更好地组织思维和表达。
(2)注意细节:百格测试对准确性和细节要求较高。
因此,学生需要特别注意绘图的精确性和清晰度,以及填写答案时的准确性和完整性。
(3)思考多样性:百格测试旨在评估学生的创造性思维能力。
因此,在解题过程中,学生可以尝试采用不同的方法和角度来思考问题,并提出多种可能的解决方案。
(4)时间管理:百格测试通常有一定的时间限制。
学生需要合理安排时间,以确保他们在规定的时间内完成作业。
可以尝试根据每个问题的难易程度进行时间规划,以便更好地分配时间和精力。
涂装百格检查规范

10 级 8级 6级 4级 ①.根据胶带粘下的漆膜表面脱落面积比例与以上标准对照判定级别: 6 级以上(脱落面积≤15%)为良品(包含 6 级) ; 0 级:百格内脱落面积占 65%以上; 2 级:百格内脱落面积占 35%~65%; 4 级:百格内脱落面积占 15%~35%; 6 级:百格内脱落面积占 5%~15%; 8 级:百格内脱落面积占 5%以下; 10 级:百格内没有脱落现象。
承 认
作 成
品检作业指示书
文件名称 涂装百格检查规范 编号 一. 目的:规范涂装要求; 二. 范围:本标准适用于所有涂装件; 三. 工具:①.百格刀;②. 25mm 宽的透明胶带 四. 内容: 1. 百格检验操作规范: 品 C-2 共1页
①. 选择多刃切割刀(如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用 的刀刃,将刀刃口部位贴向手柄一侧,将螺丝旋紧) : 涂膜厚度<60μm 时用 1mm 间距的多刃切割刀;涂膜厚度>60μm 时用 2mm 间距的多 刃切割刀; ②. 选择要测试的平面; ③. 手持百格刀手柄,使多刃切割刀垂直需测试平面; ④. 以均匀的压力、平衡不颤动的手法割划; ⑤. 将百格刀旋转 90 度,使多刃切割刀平行于测试平面,在割划的切口上重复以上操作,使 其形成百格图形; ⑥. 完成后用胶带粘在百格图形上,使其胶带覆盖整个百格图形(注意:胶带覆盖平面时必 须平整不可有凸起翘曲现象) ; ⑦. 胶带完全覆盖百格图形后用手在其粘有胶带百格上方轻微来回带粘下的漆膜表面脱落面积比例与以下标准对照判定级别 2. 注意事项 : ①. 所有切口应穿透涂层,但切入底材不得太深; ②. 如因涂层过厚过厚而不能穿透到底材,则该实验无效,但应在检验报告中说明; 3. 判定标准:
2级
0级
百格测试作业指导书

观察撕裂面积并记录
1、观察格子区域情况,可用放大镜观察 2、并结果记录在《喷塑质量检验记录表 》 或相关表单上。
编制/日期:
分级
判定标准 说明
发生脱落的十字交叉 切割区的表面外观
5B
切割边缘完全平滑,无一脱落
在切口的相交处有小片剥落,划格区内实际破损≤ 4B
5%
3B
切口的边缘或相交处有被剥落,其面积大于5-15%
缺口及损伤,刀片头是否松动等异常.
以同样的方法在画一次,使两次划痕形成
出现划痕 十条平行线,要求划痕
用附件盒内的刷子将被测物表面和刀头刷干 要见底材;
10*10共100个方格,如下图所示
净后,准备使用
用小刷子轻轻刷掉百格上的灰尘,把附件中 的胶带(3M600#)撕开一段约100mm 30秒后揭起胶带的一端以90°的方向向上方 长,紧贴在100个方格上,用力紧贴,以赶 用力并迅速揭起撕掉 走方格内的空气为宜
一、目 的 为了确保本仪器的正确操作,特制定本指导书
二、适用范围 本厂所有喷粉零件均在此范围内
三、作业步骤 见下图及说明
准备工具
划第一道划痕
百格测试作业指导书 Adhesion test operation instruction
划第二道划痕
贴上胶带
撕掉胶带
在每次测量前要检查刀片外观是否完好,无 右手紧握刀柄,使刀柄保持水平拉一次,会
2B
沿口边缘有部分剥落或整大片剥落,或部分格子被 整片剥落,剥落的面积超过15%-35%
切口边缘大片剥落或者一些方格或全部剥落,其面 1B
积大于划格区的35%-65%
0B
在划线的边缘及交叉点处有成片的油漆脱落,且脱 落总面积大于65%
FOIPZ0026-1.0 百格测试作业指导书

1.0目的通过本测试让电镀或喷涂产品满足本公司及客户的品质要求,并确保杜绝不合格产品未经检验而直接投入使用。
2.0适用范围适合于电镀或喷涂产品的来料检验及制程检验。
3.0定义3.1 百格(D3359标准):附着力的一个物理量测,是规定通过在涂层区域施加和撕离压敏胶带的方式,对涂层与金属底材之间的附力进行评定的程序。
3.2 ASTM等级:漆层剥离多少的定义,分为5B、4B、3B、2B、1B、0B等6个等级。
4.0权责4.1 QC人员:负责执行百格检验工作。
4.2品质工程师:负责本规范的制定及维护。
5.0作业流程无6.0作业内容6.1 使用工具百格刀,棉布, 3M胶“粘度600”。
6.2检验方法6.2.1 每个批次检测2~3个产品;6.2.2 必须选择完全干透的产品;(自然干24小时,60°C烘两小时)6.2.3 将干净的产品放在水平的平面;(产品表面不可有油污、铝屑,灰层)6.1.4 选择一个经常触摸的面(正面)用百格刀在其平面上划成一百格1×1mm的正方形;划格时划痕深度以刚划到油漆与塑胶分界线为标准,划后不可有明显的油渣高出产品平面或划成油漆起皮的现象。
6.2.5 将3M胶粘上划好的百格内,用棉布将粘好百格内的气体挤出;6.2.6 待3M胶纸粘上产品3分钟后,用力迅速拉起(拉力方向与产品平面成90°角方向),试拉3次;6.3检验标准6.3.1 4B(在切口的相交处有小片剥落,面积≤5%)及以上为合格。
6.3.2 每个批次的允收范围 Ac=0,Re=1(Ac表示允收,Re表示拒收).7.0参考资料7.1 GB-T9286-1998 色漆和清漆漆膜的划格试验8.0表单8.1 KRPZ0108-1.0 《百格测试报告》。
百格测试标准作业指导书

1、目的:为使公司测试标准化、制度化,可追溯性,特制定此标准
2、使用范围:公司所有烤漆印刷品及客户要求测试之产品
3、测试依据:参考GB-T9286-1998色漆和清漆漆膜的划格实验
4、内容:
4.1、操作步骤:
4.1.1、用百格刀在烤漆印刷品表面,纵横各划出11条划线,划线长度约为20mm,深度以划破漆层为宜。
4.1.2、用毛刷将划线边缘的漆层粉末或丝状物清楚干净
4.1.3、准备好长度约为75mm的3M胶带(型号为:610#)
4.1.4、将3M胶带的一端从百格的最边缘,慢慢平贴在百格上面,然后用手指轻轻触压,确保胶带与产品之间
无残留气泡,在产品的其他平面部位,重复上述测试2次。
4.1.5、压平后,等待90±30S,、然后左手压住产品,右手捏住胶带的自由端,反向约180度迅速撕除3M胶带。
4.1.6、仔细检查百格上涂层的脱落情况,如果涂层的脱落总体面积在5%以下,则判定附着性OK,否则为NG。
4.2、判定标准:
每次测试,涂层脱落总体面积在5%以下,则附着性判定合格,否则为不合格。
4.3、注意事项:
4.3.1、划线时百格刀必须垂直产品表面,各间隔距离为1mm,深度以划破涂层为宜。
4.3.2、若客户有测试要求,则依据客户指定要求测试。
百格测试作业指导书

页码:1/1单位品质部文件编号审核制作修订日期作业名称百格测试版本/班次图片(步骤)说明:作业指导书
核准1.取镀膜或丝印后良品放置于平面上(图一);2.用百格刀用力在镀膜或丝印等涂层面沿90度方向划交叉两道线(图二、图三);操
作
步
骤技
术
重
点
及
注
意
事
项
4.取一段3M600/3M610胶贴附于划线表面,用手轻微按压,使3M胶能充分贴附
于产品表面(图五);
5.抓住胶纸一端,在0.5-1秒钟内,与产品表面形成60度夹角迅速拉起(图
六),目视涂层是否脱落;
图一 图二 图三
1.百格刀切割为横竖各10条,形成间隙规格为1mm*1mm的小方块;
2.切割划线时必须穿过涂层至玻璃基板,切割时刀片与涂层保持35°-45°范围内;
3.切割后产品表面的残屑请清理干净,不可用布或手用力擦拭;3.使用毛刷轻轻将划线后留下的残屑清洁干净(图四);
4.使用3M600/3M610胶带紧贴于切割表面,撕起后目视涂层表面是否脱落变化,必要时在放大镜下检查油墨层脱落面积;
5.百格测试判定标准见备注栏,要求达到4B及以上判为合格,4B以下判为不合格,如客户另有要求以客户要求执行; 图四 图五 图六
6.每一条划痕,两边平滑切细,划痕边缘及交叉点无任何脱落判定为5B;备注:级别如右图样所示。
百格测试规范

编号:YKQSOP-0010 版本:A 修订:0 页码:第 1 页 共 1 页 生效日期: 2012-5-1
百 格测 试作 业指 导书
1、 环境要求 温度23±2℃,湿度50±5% 2、 准备工作 � 酒精 � 刀片
管控状态:文件受控发行须于此加 盖文件管制章,无管制文件原始印 章者,为非受控版本! 受控号:
————Copyright ©YK Corporation————
� 胶带(3M,600#或610#)或等同效力的胶纸 3、 取样 � 选取样品2PCS(客户有抽样要求时,应按之执行)。 4、 测试 � 用酒精把产品表面擦拭干净。 � 在测试样本表面划1mm ×1mm 小网格,表面面积允许情况下,应划10×10个(100 个)小网格。 � 用毛刷将测试区域碎片刷干净。 � 用3M胶带或等同效力的胶纸牢牢粘在被测试小网格上,必要时用橡皮擦用力擦拭 胶带,以加大胶带与被测区域的接触面及力度。 � 抓住胶带一端,垂直方向(90°)迅速扯下胶带。 � 同一位置测试两次。 5、 判定 � 切口相交处有小片剥落,划格内实际破损≤5%或无破损,即为OK。 � 判定准则:Ac=0 ,Re=1。 6、 注意事项 � 每一条划线应深及底材,但不可太深。 � 划线时,刀片必须垂直产品表面。 � 胶带与产品间应无残留气泡 � 测试完毕应及时清理测试现场,测试样品按要求留存。 � 测试不良应及时上报主管以处理。 7、 图示
百格刀作业指导书-A0.docx

頁次第2页共4页名稱:百格刀作業指導書版次A0一・目的:爲規范本儀器的正確操作,特制定本文件二♦範圍:本廠所有烤漆零件均在此範圍內。
三、使用環境及存放溫度:使用環境:10°C〜40°C,相對濕度25%〜80%;存放環境:10°C〜50°C,相對濕度10%〜90%、操作步驟:4.1外觀檢杳要求所晶的樣品爲烤漆制品,在求表面干淨無油污,劃痕,烤漆件最小平面面積爲15mm* 15mm的零件.4.2儀器使用前注意事項421在每次測量前要檢查刀片外觀是否完好,無缺口及損傷,刀片頭是否松動等異常.422用附:件盒內的刷子將被測物表面和刀頭刷干淨後,准備使用.423本儀器是破壞性試驗,在被測物表面劃出刮痕後不可修復. 4.3儀器的使用431右手緊握刀柄,使刀柄保持水平拉一次,會出現劃痕共有十條平行線,要求劃痕要見底材;以同樣的方法再劃一次,使兩次劃痕形成10*10共100 個方格•如下圖所不2 •用刀拉出第二緒劃痕,1 •用百格刀拉出第一個劃痕.、使兩次劃痕垂直.432用小刷子輕輕刷掉百格上的灰塵,把附件中的膠帶(3M 600# )撕開一段約lOOiniii 長,緊貼在100個方格上,用力貼緊,以趕走方格內的空氣爲宜,如下圖:編碼DQ-004-A013434用放大鏡仔細觀察有沒有被膠帶拉掉的塗膜層,如果掉漆的面積超過5%或一個整格塊狀脫落則判定NG '否則判爲0K.如下圖所示.4.3本儀器的□常保養事項:爲了更好的使用百格刀,由使用人在用完後進行保養,保養可分爲以下三步:乩可用無水酒精擦拭機身有油污的地方;b.在使用過程中不能跌落在地板上,刀頭不能受到猛烈的撞擊;c・隨時用完即可將百格刀放在儀器盒內.得隨意亂放.五、參考文件5.1百格刀保養記錄表(DQ-004-A013-F001).5.2百格刀使用說明書.。
百格测试标准作业指导书
1、目的:为使公司测试标准化、制度化,可追溯性,特制定此标准
2、使用范围:公司所有烤漆印刷品及客户要求测试之产品
3、测试依据:参考GB-T9286-1998色漆和清漆漆膜的划格实验
4、内容:
4.1、操作步骤:
4.1.1、用百格刀在烤漆印刷品表面,纵横各划出11条划线,划线长度约为20mm,深度以划破漆层为宜。
4.1.2、用毛刷将划线边缘的漆层粉末或丝状物清楚干净
4.1.3、准备好长度约为75mm的3M胶带(型号为:610#)
4.1.4、将3M胶带的一端从百格的最边缘,慢慢平贴在百格上面,然后用手指轻轻触压,确保胶带与产品之间
无残留气泡,在产品的其他平面部位,重复上述测试2次。
4.1.5、压平后,等待90±30S,、然后左手压住产品,右手捏住胶带的自由端,反向约180度迅速撕除3M胶带。
4.1.6、仔细检查百格上涂层的脱落情况,如果涂层的脱落总体面积在5%以下,则判定附着性OK,否则为NG。
4.2、判定标准:
每次测试,涂层脱落总体面积在5%以下,则附着性判定合格,否则为不合格。
4.3、注意事项:
4.3.1、划线时百格刀必须垂直产品表面,各间隔距离为1mm,深度以划破涂层为宜。
4.3.2、若客户有测试要求,则依据客户指定要求测试。
百格作业指导书
5级 大于第4类的严重剥落
试验结束后记录试验结果,并将仪器擦 拭干净放入仪器盒 。
验的结果不同,应在多于三个位置上重复试 验,同时记录全部结果。
。(见右表)
试验结束后记录试验结果,并将仪器擦 拭干净放入仪器盒 。
注意事项: 1.所有切口应穿透涂层,但切入底材不宜太深。
次数
2.如因涂层过厚过硬,而不能穿透到底材,则该试验无效,应在报告中说明。
修改明细
标记
修改原因
修改时间 修改人
设备参 数:
仪器有四面刀刃供使用,当刀刃不锋利 时可旋开螺母,调换刀刃。
多 刃
多 刃
目的 规
编制 审核 批准
步骤图示
百格试验作业指导书
实施日 期:
文件编号
版次
A0
页次
第1页共1页
适用范围:涂装产品
分 级
说明
0级
在切割的边缘完全是平滑的,没有一个方 格脱落。
1级
在切交叉处涂层有少许薄片分离,划格区 受影响明显不大于5%
2级
切口边缘或交叉处涂层脱落明显大于5%, 但受影响明显不大于15%
上的三个不同位置上完成,如果三个位置的试
验的结果不同,应在多于三个位置上重复试
验,同时记录全部结果。
3.使用3M透明胶带贴在所划格阵 上,然后以最小角度撕下,结果按 照漆膜表面脱落面积的比例来求得 。(见右表)
4级
涂层沿切割边缘,大碎片脱落,或一些方 格部分或全部出现脱落,明显大于35%,但
受影响明显不大于65%
3级
涂层沿切割边缘,部分或全部以大碎片脱 落,或在格子不同部位上,部分或全部剥
落,明显大于15%,但受影响明显不大于
35%
百格测试法

百格测试法百格测试法百格测试法一:定义该仪器主要用于有机涂料、胶粘剂划格发附着力的测定。
该仪器以一定规格的工具,将涂层做格阵图形切割并穿透、划格完成的图形按六级分类,评定图层从底材分离的附着效果二:操作步骤1:试片必须按ISOR1514及ISO2828的规定制备2:将试片放置在有足够硬度的平板上3:手持划格器手柄,使多刃切割刀垂直于试片表面4:以均匀压力,平稳不动的手法和20-50mm/S的切割速度切割5:将试片旋转90o,在所割划的划口重复以上操作,以使图形成格状图形6:用软毛刷刷格阵图形两边对角轻轻向后五次,向前五次的刷试片7:试验至少在试片的三个位置上完成,如果三个位置的实验结果不同,应在多三个位置上重复试验同时记录全部结果8:如果要多刃切割刀,可用螺丝刀体上两个螺丝旋松,换上所用的刀,把刀刃部位贴向手柄一侧,将螺丝旋紧三:注意事项1:所用切口应穿透图层,但切入底材不能太深2:如因图层过厚或硬而不能穿透到底材,导致试验无效,应在实验报告中写明3:测试胶带必须为美国3M公司生产的600-1PK测试专用胶带,将胶带贴在整个划格上,贴合一分钟然后用最小角角度用力撕下,结果百格测试法可根据漆膜表面被胶落面积的比例来求和4:试验应在温度23℃±2℃和相对湿度50%±5%中进行四:等级分类1、ISO等级:0ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落2、ISO等级:1ASTM等级:4B切口的相交处有小片剥落,划格区内实际破损不超5%3、ISO等级:2ASTM等级3B切口的边缘和相交处有被剥落,其面积大于5% ,但不到15%4、ISO等级:3ASTM等级2B切口的边缘有部分剥落或者整大片剥落,及或者部分格子被整片剥落,被剥落的面积超过15%,但不到35%5、ISO等级:4ASTM等级:1B切口的边缘大片剥落或者一些方格部分全部剥落,其面积大于35%、不超过65%6、ISO等级:5ASTM等级:0B超过上一等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、适用范围 本厂所有喷粉零件均在此范围内
三、作业步骤 见下图及说明
准备工具
划第一道划痕
百格测试作业指导书 Adhesion test operation instruction
划第二道划痕
贴上胶带
撕掉胶带
在每次测量前要检查刀片外观是否完好,无 右手紧握刀柄,使刀柄保持水平拉一次,会
审核/日期:
核准/日期:
NO.HUNT-WI-QA-014/A00
观察撕裂面积并记录
1、观察格子区域情况,可用放大镜观察 2、并结果记录在《喷塑质量检验记录表 》 或相关表单上。
编制/日期:
分级
判定标准 说明
发生脱落的十字交叉 切割区的表面外观Βιβλιοθήκη 5B切割边缘完全平滑,无一脱落
在切口的相交处有小片剥落,划格区内实际破损≤ 4B
5%
3B
切口的边缘或相交处有被剥落,其面积大于5-15%
缺口及损伤,刀片头是否松动等异常.
以同样的方法在画一次,使两次划痕形成
出现划痕 十条平行线,要求划痕
用附件盒内的刷子将被测物表面和刀头刷干 要见底材;
10*10共100个方格,如下图所示
净后,准备使用
用小刷子轻轻刷掉百格上的灰尘,把附件中 的胶带(3M600#)撕开一段约100mm 30秒后揭起胶带的一端以90°的方向向上方 长,紧贴在100个方格上,用力紧贴,以赶 用力并迅速揭起撕掉 走方格内的空气为宜
2B
沿口边缘有部分剥落或整大片剥落,或部分格子被 整片剥落,剥落的面积超过15%-35%
切口边缘大片剥落或者一些方格或全部剥落,其面 1B
积大于划格区的35%-65%
0B
在划线的边缘及交叉点处有成片的油漆脱落,且脱 落总面积大于65%
注意事项: 1、所有切口应穿透涂层,但切入底材不得太深 2、如因涂层过厚和硬而不能穿透到底材,则该实验无效,应在实验报 告中说明。 3、如产品不适用或无百格刀,可利用美工刀横向与纵向各划10刀形成 100格细小方格进行测试。