钨钢牌号
钨钢的分类
钨钢的分类钨钢(Tungsten Carbide)是一种硬质、高熔点的金属陶瓷材料,由于其优异的性能,被广泛应用于切削工具、模具、航空航天、军事等领域。
钨钢可以根据以下几个方面进行分类:1. 按成分分类:- 碳化钨钢(WC-Co):这是最常见的钨钢类型,其中WC代表钨碳化物,Co 代表钴。
钴作为粘结剂,有助于提高钨碳化物的塑性和韧性。
- 氮化钨钢(WN-Co):在碳化钨钢的基础上,添加了氮元素,以提高硬度和耐磨性。
- 碳氮化钨钢(WC-Co-N):综合了碳化钨钢和氮化钨钢的优点,具有更高的硬度、强度和耐磨性。
2. 按用途分类:- 工具用钨钢:主要用于制造切削工具、模具等,具有高硬度、高耐磨性和高热稳定性。
- 结构用钨钢:用于制造航空航天、汽车、能源等领域的结构件,具有高强度、高韧性、抗热疲劳性等性能。
- 功能材料用钨钢:用于制造各种功能器件,如电磁窗、发热元件等,具有特定的功能性能。
3. 按生产工艺分类:- 熔融法钨钢:通过熔融WC和Co(或Fe、Ni等)制备的钨钢,具有良好的塑性和韧性。
- 粉末冶金法钨钢:采用粉末冶金技术制备的钨钢,具有较高的致密度、强度和耐磨性。
- 高速钢钨钢:在高速钢基础上添加钨元素,提高硬度和耐磨性。
4. 按性能分类:- 高强度钨钢:具有高强度、高韧性,适用于承受高压、高载荷的场合。
- 高硬度钨钢:具有高硬度、高耐磨性,适用于磨损严重的场合。
- 抗热疲劳钨钢:具有优异的热疲劳性能,适用于高温环境下的应用。
综上所述,钨钢的分类可以从成分、用途、生产工艺和性能等多个方面进行。
不同类型的钨钢具有不同的性能和应用场合,可根据实际需求选择合适的钨钢材料。
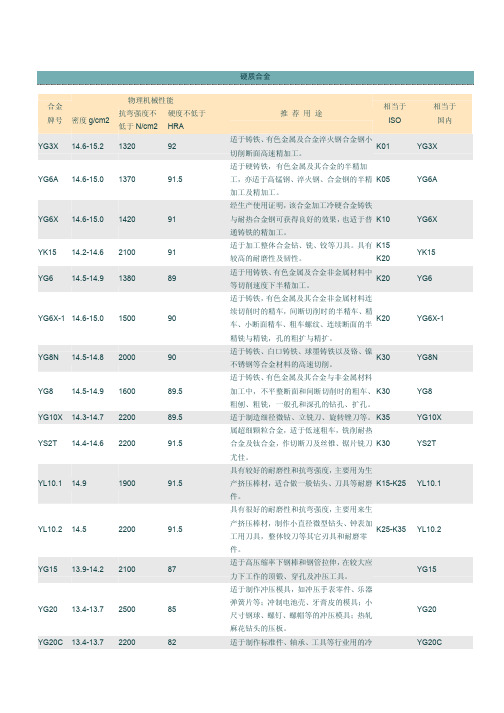
常用钨钢硬质合金牌号性能及用途[1]
![常用钨钢硬质合金牌号性能及用途[1]](https://img.taocdn.com/s3/m/83d64703227916888486d72f.png)
硬质合金物理机械性能合金牌号密度g/cm2 抗弯强度不低于N/cm2硬度不低于HRA推荐用途相当于ISO相当于国内YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3XYG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6AYG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6XYK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15K20YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10XYS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
选择钨钢合金牌号小知识

选择硬质合金牌号小知识(参考信息,成都全息精密硬质合金提供)YW1 红硬性较好,能承受一定的的冲击负荷,是通用性较好的合金.适于耐热钢高锰钢不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工.YW2 耐磨性仅次于YW1,单其使用强度较高,能承受较大的冲击负荷,适于耐热钢高锰钢不锈钢及高级合金钢的粗加工半精加工,也适于普通钢和铸钢.YT30 耐磨性和运行的切削速度较YT15高,但使用强度抗冲击韧性较差。
适于碳素钢与合金钢的精加工,如小断面的精车精镗,精扩等.YT15 耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢,合金钢中切削断面的半精加工或小切削断面精加工.YT14 使用强度高,抗冲击和抗震性好,近次于YT5合金,但耐磨性较YT5好,适于碳素钢与合金钢连续切削时的粗车粗铣,间断切削时的半精车和精车。
YT5 在钨钴钛合金中强度,抗冲击及抗震性最好,但耐磨性较差。
适于碳素钢与合金钢(包括锻件,冲压件,铸铁表皮)间断切削时的粗车粗刨半精刨。
YG3X 在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁有色金属及其合金,碎火钢,合金钢小切面的高速精加工.YG3 耐磨性仅次于YG3X,对冲击和震动较敏感,适于铸铁有色金属及其合金连续切削时的精车半精车,精车螺纹与扩孔YG6A 属细颗粒合金,耐磨性好,适于冷硬铸铁,有色金属及其合金的半精加工,亦适于碎火钢合金钢的半精加工及精加工。
YG6X 属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近似于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工.YG6 耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好。
适于铸铁,有色金属及合金,非金属材料中等切削速度的半精加工和精加工。
YG8 使用强度高,抗冲击,抗震性较YG6好,但耐磨性和允许的切削速度较低。
适于铸铁,有色金属及合金,非金属材料低速粗加工。
YD201 适用于铸铁、轻合金的半精加工、粗加工、亦可作为铸铁、低合金钢的铣削加工。
钨钢牌号对照表

JIS分類
CIS
ニッタンロ イ
密度
記号
019D
材種
(g/cm 3)
硬さ HRA
抗折力 (GPa)
圧縮強さ (GPa)
弾性率 ポアソン比
(GPa)
V10
VM-20
G1
14.6
91.5
1.8
5.5
640
0.19
V20
VM-30
G2
14.9
91
2.2
5
630
0.2
V30
VM-40
3.5
530
2.3
4.2
600
2.4
4.6
530
1.0
3.6
640
1.5
4.1
600
NR11、RCCL、RCCFNは非磁性合金です。 ※HR3CN ニッタンロイの耐食性
溶液中または気体中にテストピースを1日静置し、腐食減量を求めました。この結果をDIN4851(ドイツ工業規格)に準拠し
ランク;腐食減量 A:優秀;2.4g/m2/day以下、 B:良好;24g/㎡/day以下、 C;十分;72g/m2/day以下、 D:劣
ニッタンロイ切削工具材種
JIS分類
ニッタンロ イ
成分
記号
材種
P10
P20
P30 P40 M10
M20 M30 M40 K01 K10
K20 K30 サーメット
SN10 SN20 SN25 FL37S SN30 SN40 UN10 M102 UN20 UN30 UN40 UN05 HN10
G1 G2 G3 DUX30 DUX40
硬さ
无磁耐磨钨钢M30

无磁耐磨钨钢M30
(1)模具钢的特性:
M30无磁耐磨钨钢,主要特性是碳化物颗粒细、分布均匀,韧性好,但脱碳敏感性和过热敏感性大,热加工和热处理范围窄。
密度14.7g/cm3,,硬度89.5HRA,抗弯强度1600MPa。
(2)供货状态及硬度退火硬度269HBS,冷拉285HBS,冷拉后退火277HBS。
(3)主要化学成分(质量分数,%)C 0.80、Si 0.20~0.40、Mn 0.20~0.40、Cr 4.00、Mo 8.00、V 1.25、W 2.00、Co 5.00。
(4)参考对应钢号美国UNS标准钢号T11330、美国AISI/SAE标准钢号M30。
(5)热加工规范开始温度1040~1150℃,终止温度930℃。
(6)退火规范温度870~900℃,退火后硬度235~369HBS。
(7)淬火、回火规范预热温度732~843℃,淬火温度盐浴炉1204℃,可控气氛炉1216℃,淬火介质为为油、空冷或盐浴,回火温度540~600℃,回火后硬度65~60HRC。
(8)典型应用举例
①常用的拉深整形模、易损零件。
②也用于冷轧辊、粉末成型模。
VA80钨钢,KG7钨钢
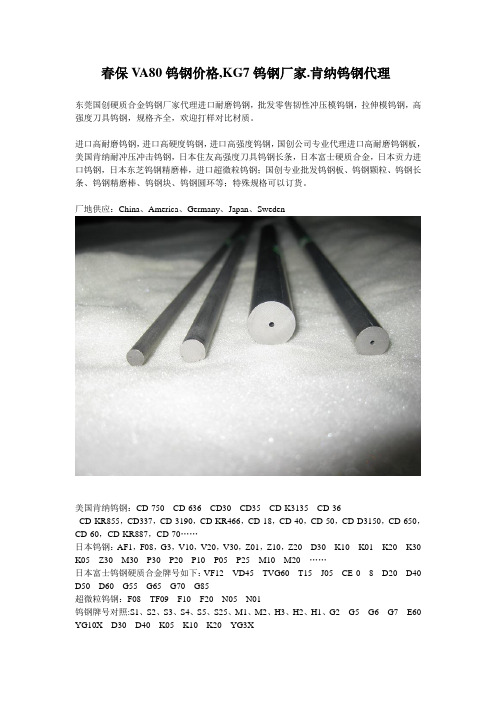
春保VA80钨钢价格,KG7钨钢厂家.肯纳钨钢代理
日本钨钢:AF1,F08,G3,V10,V20,V30,Z01,Z10,Z20 D30 K10 K01 K20 K30 K05 Z30 M30 P30 P20 P10 P05 P25 M10 M20……
日本富士钨钢硬质合金牌号如下:VF12 VD45 TVG60 T15 J05 CE-0 8 D20 D40 D50 D60 G55 G65 G70 G85
CD-36
钴%比:
10%
种类描述:
高抗磨
产品运用:
冲压模具.金属压制模具.拉伸模具.
CD-636CD-KR855
钴%比:
10%10%
种类描述:
高抗磨抗震
产品运用:
冲制黄铜制品.(0.10厚)能冲模熨平衣服环.钻孔机(云母).钢铁.旋转轧.滚转压碎.压制模具.冲压模具.焊接框架(细小部分的铜).退火铜.拉伸模具(不锈级数为300)
硬质合金钨钢板性能特点
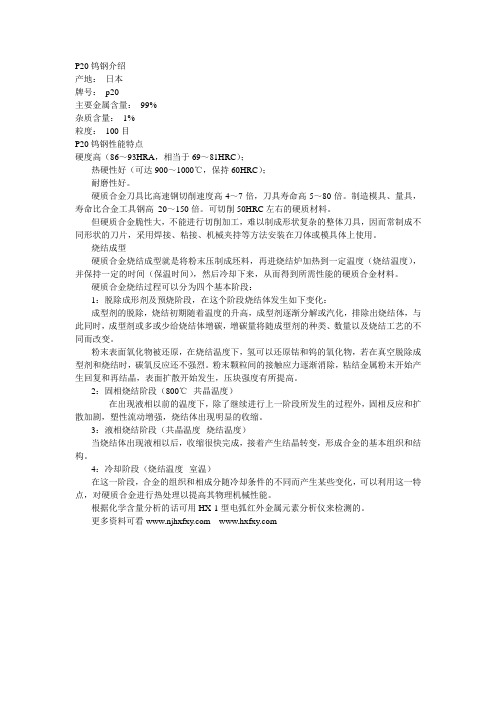
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高20~150倍。可切削50HRC左右的硬质材料。但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
进口钨钢牌号对照表

肯纳金属自1938年建立之初至今,已经获得500多项有关硬质合金制造方面的专利。
为保证产品自始至终具备最好的品质,肯纳自己冶炼矿石,研磨原料,并进行配粉,压制,烧结,研磨/抛光,这样可使肯纳有灵活的能力生产各种牌号材料及成品以更好地满足客户特定的要求。
Kez izTM 烧结工艺是肯纳的专利之一,使用这种独创工艺,肯纳成为世界上第一个规模化生产表面和内部几乎无缺陷的碳化钨/硬质合金材料的制造商。
无可匹敌的质量保证体系,检测设备和行业经验,肯纳产品检测水平可以达到军工和核工业系统的标准。
肯纳的目标是确保客户每一次从肯纳获得的产品都是完美的产品。
中欧金属通用牌号CD-650是肯纳金属在冲压模具行业应用的一个经典牌号,具有极佳的性价比,在北美,欧洲以及中国市场已有十余年的历史。
CD-650 因其优异的综合性能已被广泛应用于精密冲压模具,CD-KR887是在CD-650的基础上,即保持了CD650优异的综合性能,又可在放电加工中表现出极好的加工性能。
CD-KR887材质的设计出发点是能够经受严酷的放电加工环境。
当普通的碳化钨硬质合金材料长时间暴露在放电加工环境中时,腐蚀,点蚀和变色以及微裂纹将会在暴露表面产生。
这样的缺陷将导致材料强度丧失高达60%。
而在极端的放电加工条件下,肯纳中欧金属的CD-KR887材质经过100小时的放电加工处理后仍然没有发生点蚀,裂纹和变色,并且在加工处理中,亦能抵御冷却液,模具润滑剂和酸性气体的腐蚀。
更高的耐腐蚀性-具有比普通的硬质合金高100倍的耐腐蚀性CD-650/CD-KR887 性能和应用介绍牌号粘结相% 平均晶粒度微米洛氏硬度HRA 密度g/cm3 平均抗弯强度抗压强度CD-650 15 0.8um 89.0-90.5 14 550,000 650,000CD-KR887 15 0.8 89.7-90.7 14 435,000 700,000性能:低冲击,极好耐磨性,高强度适用范围:冲压模具-剃须刀片,电子冲压,引线框架,薄叠片冲压,弹簧钢冲压,粉碎磨辊,压印模(硬金属),不适于冲压厚不锈钢产品描述牌号钴%比种类描述产品运用CD-7004%超抗磨损喷嘴.锤头.拉伸模具.采油方面的工具CD-306%CD-6306%高抗磨抗震电路圈板钻孔. 聚脂薄膜的冲压模具. 顶端压榨机.CD-650 CD-KR88715%15%低冲击抗磨损性强剃刀刀刃的冲压模具. 电子冲压. 引线框模具. 迭片结构. 弹性钢铁冲压. 压碎卷形物.冲制模具.(重金属).CD-6020%重冲击重震动收割台模具. , 锻匠碾碎. 铆钉装置CD-7025%强抗震磨抗冲击巨大的消隐冲压机.冷制模具. 钉子和钳子模具. 模锻模具.中欧钨钢,硬质合金模具,板材,顶锤,辊环,刀具,及各种钨钢硬质合金标准规格有大量库存,毛坯现货供应如:板材类(长*宽*高)6*120*(2-15)80*110*(2-30)70*240*(10-55)100*100*(2-75)105-105*(2-60)100*160*(10-60)100*200*(10-60)125*125*(2-15)150*150*(2-60)165*220*(2-6)200*200*(2-60)200*300*(2-9)圆柱类:Φ30.5*91 Φ35*45 Φ64*401 Φ80*100长条类:165*1(0.15.20.22.25.30)*(2-6)320*(6.8.10.12.15.16.18.20.22.25.28.30.35.40)*(2-6)450*40*(5-20)圆棒类Φ3.5/4.5/5.5/6.5/8.5/10.5/12.5/14.5*100Φ4.5/6.5/8.5/10.5/12.5*330其它条类:100*6*(3-6)100*8*(3-8)100*10*(5-10)100*12*(6-12)150*15*5……不能一一尽录请来电咨询。
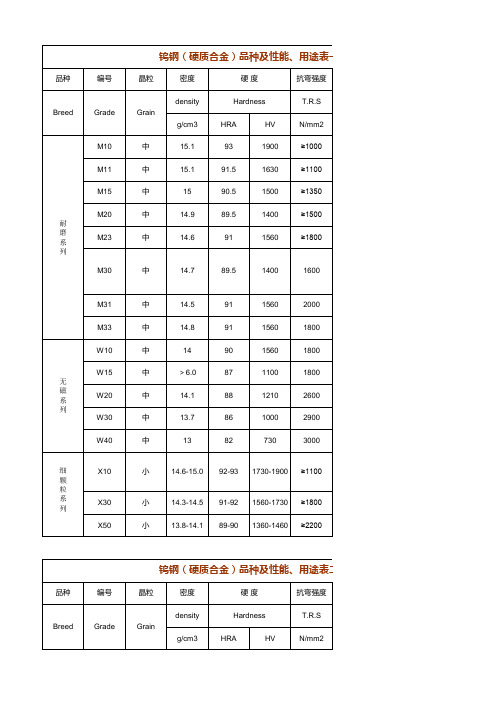
钨钢(硬质合金)性能表
编号 Grade
钨钢(硬质合金)品种及性能、用途表二
晶粒
密度
硬度
抗弯强度
Grain
density g/cm3
Hardness
HRA
HV
T.R.S N/mm2
C10
中
14.4
88
1100
2400
C30
中
14
87
1000
2600
C31
粗
14.2
86
1100
3000
C40
粗
13.6
85.5
923
3300
螺丝模 Ф10以上的上冲、螺帽模
专用于冲剪磁钢片、EI片、电工钢
较大冲击力锻造模
专用于冲剪硅钢片、冷镦模
属梯度合金、专用剪口拉深复合模 玻璃成型模、导咀、寿命是耐热钢
30倍 热镦各种汽车用合金钢和其它金属
(专利) 热挤中小铜铝型材(专利)
热挤大铜铝型材(专利)
热轧中大型铜的轧辊材料热压工具
定径模、拉伸模、粉末压实模、压花 工具
0.8以下下料模、冲压模、挤压深冲 板材线材轧辊、大型粉末压实模
、用途表二
用途 Application
切削刀具 应力较大拉深、空孔、道口模和常用
切削刀具 冲剪模、大应力冲击整型模 常用于冲击模具制造,如冷镦、冷冲 、螺丝组模、轴承及电池壳模等
白铁螺丝模 专用于中小冷墩螺丝上冲、φ10以上
门部件、轴承部件等
常用的拉深整形模、易损零件,也用
于冷轧辊、粉末成形模
专用于陶瓷地砖模、耐火材料模
特适用较硬材料拉深、整型模
塑胶磁挤压模,核电站用机械密封环 抗气化、耐腐蚀件、应用于电池模燃
P20钨钢的介绍
P20钨钢介绍产地:日本牌号:p20主要金属含量:99%杂质含量:1%粒度:100目P20钨钢性能特点硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。
硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。
制造模具、量具,寿命比合金工具钢高20~150倍。
可切削50HRC左右的硬质材料。
但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
烧结成型硬质合金烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的硬质合金材料。
硬质合金烧结过程可以分为四个基本阶段:1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。
粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。
粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。
2:固相烧结阶段(800℃--共晶温度)在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。
3:液相烧结阶段(共晶温度--烧结温度)当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4:冷却阶段(烧结温度--室温)在这一阶段,合金的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对硬质合金进行热处理以提高其物理机械性能。
根据化学含量分析的话可用HX-1型电弧红外金属元素分析仪来检测的。
不同型号和硬度的钨钢
不同型号和硬度的钨钢不同型号和硬度的钨钢概念介绍钨钢是一种非常重要的工程材料,具有高硬度、高熔点和优异的耐磨性能。
它通常由钨和其他金属元素的合金组成,常见的合金元素包括钴、镍、铁等。
钨钢主要分为不同的型号和硬度等级,适用于不同的应用领域和需求。
1. 钨钢的型号和命名规则钨钢的型号和命名规则通常遵循特定的标准,例如国家标准、国际标准等。
常见的命名规则包括美国标准(ASTM)、国际标准化组织(ISO)和中国标准(GB)。
这些标准通常根据合金中钨的含量、合金成分以及特定应用领域的要求来确定型号。
钨含量在70-80%的合金被命名为“钨70”,钨含量在80-90%的合金被命名为“钨80”。
2. 钨钢的硬度等级钨钢的硬度是其最重要的特性之一,通常用来衡量材料的抗划伤和耐磨性能。
硬度等级通常根据钨钢中其他合金元素的含量来确定。
常见的硬度等级有C类、W类和S类,分别代表着不同的硬度范围。
C类钨钢通常硬度较低,适用于一些需要较好韧性的应用领域;W类钨钢硬度较高,适用于一些需要良好耐磨性的应用领域;S类钨钢则是介于C类和W类之间,具有较好的综合性能。
3. 钨钢的应用领域由于钨钢具有优异的硬度和耐磨性能,它被广泛应用于各个工业领域。
以下是一些常见的应用领域:3.1 切削工具钨钢的高硬度、高熔点和耐磨性使其成为理想的切削工具材料。
高速钢刀具通常由钨钢制成,用于加工金属材料。
不同型号和硬度的钨钢可以适应不同的切削条件和要求。
3.2 模具由于钨钢具有高硬度和耐磨性,它被广泛用于模具制造。
塑料注射模具、压铸模具等都可以采用钨钢材料制造,以保证模具具有较长的使用寿命和较好的加工质量。
3.3 钎焊材料钨钢材料还可以用作钎焊材料,用于连接金属件。
钨钢钎料具有高熔点和良好的耐腐蚀性能,适用于高温和腐蚀环境下的连接和修复工作。
3.4 金属粉末冶金钨钢材料在金属粉末冶金工艺中也有广泛应用。
通过粉末冶金工艺,可以制造出具有复杂形状和良好耐磨性的零件,例如汽车传动系统中的齿轮等。
钨钢牌号
钨钢牌号钨钢牌号是钨钢材质性能的统述,它集合了钨钢的各种技术参数,如:含钴量、晶粒度、硬度、密度、抗弯强度、弹性模量、热胀系数以及使用范围等信息。
钨钢牌号众多,钨钢牌号的选择正确与否,直接决定着你选购钨钢的正确性与选购成本;也就是说,当您要选购钨钢时,必须首先了解并正确理解钨钢牌号的技术参数及其适合的使用范围,只有这样,您才能选对合适合用的钨钢。
很多人在选购钨钢时的一个误区,总以为越贵的钨钢就越好。
其实,事实上不是这么回事。
例如:有一客户是做地质矿山矿用的钨钢产品,那么他有选购钨钢材料是就要先了解地质矿山矿用钨钢材料的牌号,如果他漫无目地的随便选用了适合做切削刀具的钨钢材料来做他的地质矿山矿用钨钢制品的话,那么他所做的产品就会发生崩、裂现象,因为适合做切削刀具的钨钢一般是细颗粒或超细颗粒的,含钴量比地质矿山矿用的钨钢要少得多,是以其硬度也要比矿山矿用的钨钢要高得多,其韧性自然就比地质矿山矿用的钨钢要弱得多。
地质矿山矿用的钨钢在考虑硬度的同时更应考虑其冲击韧性和抗弯强度。
因为这是地质矿山矿用钨钢制品的使用特性(频繁而以强烈冲击工作状态)要求的。
反之,地质矿山矿用钨钢材料也不宜用于制造高端切削刀具,因为地质矿山矿用钨钢如用来做切削刀具的话,就会产生,硬度偏低,切削强度差,刀具会发生卷刃现象。
综上所述,钨钢材料的选购首重适用性,其次才是价格,只有在钨钢选用范围正确的前题下,才会有价格贵的钨钢产品的技术参数越高的情况。
钨钢牌号选择的原则是:全面了解各牌号钨钢的性能是正确选择各钨钢的牌号的依据,也是实现各钨钢牌号的最佳使用价值需要。
(详情请参考以下系列钨钢牌号的《技术参数》中“牌号性能表的技术参数”)。
钨钢牌号的分类研究及实际使用经验表明:钨钢牌号根据使用范围大致分为如下几类:1、钨钢刀具类。
2、钨钢模具类。
3、地质矿山矿用硬质合金类。
4、钨钢圆棒。
5、钨钢板材。
6、钨钢长条。
7、钨钢轧辊。
8、其它耐磨、耐高温、抗腐蚀、防辐射钨钢等。
钨钢(硬质合金)性能表
90.5
1500
≥1350
中
14.9
89.5
1400
≥1500
中
14.6
91
1560
≥1800
中
14.7
89.5
1400
1600
M31
中
14.5
91
1560
2000
M33
中
14.8
91
1560
1800
W10
中
14
90
1560
1800
W15
中
>6.0
87
1100
1800
无
磁 系
W20
中
14.1
88
1210
耐
冲
C43
中
13.6
86
1000
3000
击
耐
C50
中
13.5
84.5
923
3000
磨
系 列
C55
粗
13.5
83.5
755
3400
C60
中
13
82
1100
3400
C65
中
13.3
81.5
700
3500
C70
中
13.1
86-87
1000
3000
C80
中
14
86-89
1200
3000
R10
中
≥6.3
86
1000
品种 Breed
耐 磨 系 列
编号
Grade
M10 M11 M15 M20 M23
M30
硬质合金牌号
硬质合金牌号硬质合金是一种被广泛应用于各个领域的材料,具有高硬度、耐磨损、耐腐蚀等优良特性。
目前市场上存在着众多种类的硬质合金牌号,每种牌号的硬质合金都具有其独特的特点和应用范围。
下面将介绍几种常见的硬质合金牌号。
1. YG6:YG6是一种常见的硬质合金牌号,其结构为WC(碳化钨)和Co(钴)的复合物。
具有硬度高、耐磨损等特点。
主要用于制造切削工具、矿山钻具以及清洁设备等。
2. YG8:YG8是另一种常见的硬质合金牌号,也是由WC和Co构成。
相比YG6,YG8具有更高的硬度和耐磨损性,因此更适用于制造高速切削工具、冲击钻头等。
3. YG11:YG11是硬质合金中硬度最高的一种牌号,其结构仍然是WC和Co。
由于硬度高,YG11主要用于制造耐磨件、切割工具、矿山工具等。
4. YG15:YG15是一种具有高硬度和强韧性的硬质合金牌号,由WC和Co以及其他少量元素组成。
其优点是硬度高、抗断裂性好,广泛应用于制造切割刀具、模具、耐磨零件等。
5. YS2T:YS2T是钛合金硬质合金中常见的牌号之一,由TiC(碳化钛)和Ni(镍)构成。
具有较高的硬度、磨损抗力和耐腐蚀性,常用于制造高速切削工具、车刀等。
除了上述几种常见的硬质合金牌号,还有许多其他牌号的硬质合金,如YG6X、YG8C、YT14等,每种牌号的硬质合金都有其特定的用途和优势。
需要特别注意的是,选择合适的硬质合金牌号时,需要根据具体的使用场景和要求进行选择。
不同的硬质合金牌号在硬度、耐磨损性、耐腐蚀性等方面都存在差异,因此在选择合适的牌号时,需考虑到具体材料的使用环境和要求,以确保其能够发挥最佳的性能。
总结来说,硬质合金是一种非常重要的材料,多种牌号的硬质合金在不同领域有着广泛的应用。
各种牌号的硬质合金都具有其特定的特点和优势,通过正确选择合适的硬质合金牌号,可以实现更好的材料应用效果。
常用钨钢硬质合金牌号性能及用途
硬质合金物理机械性能合金牌号密度g/cm2 抗弯强度不低于N/cm2硬度不低于HRA推荐用途相当于ISO相当于国内YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3XYG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6AYG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6XYK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15K20YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10XYS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
常用钨钢牌号
常用钨钢牌号
1. T1钢(国内牌号W18Cr4V、国际牌号A600)
T1钢属于高速钢,主要由钨、钴等合金组成,具有极高的硬度和维氏硬度,适用于切削工具的制造,如钻头、铰刀、攻牙刀片等。
2. M2钢(国内牌号W6Mo5Cr4V2、国际牌号A122)
M2钢也是高速钢,由钨、钼、钴、铬等元素组成。
它具有较高的耐磨性和硬度,并且耐高温,适用于刀具、钻头、加工硬材料等。
3. YG系列钨钢
YG钨钢按照不同的成分分为YG系列、YT系列和YW系列。
其中,YG系列是一种普遍应用于模具制造的钨钢,具有高硬度、高硬度保持性和高耐磨性的特点,适合于冷作模、热作模等模具的制造。
4. YW系列钨钢
YW系列钨钢具有较高的耐冲击性和韧性,适用于制造冲压模、切割模、热作模、冷却模等模具。
5. YT系列钨钢
YT系列钨钢具有优异的切削性能和塑性,适用于超细加工、高速切削等领域,如电极、精密刀具等。
美国肯纳钨钢常用牌号性能介绍

牌号
钴%比
种类描述
产品运用
CD-700
4%
超抗磨损
喷嘴.锤头.拉伸模具.采油方面的工具
CD-30
6%
CD-630
6%
高抗磨抗震
电路圈板钻孔. 聚脂薄膜的冲压模具. 顶端压榨机.
CD-35
CD-K3135
9%
9%
高抗磨抗震
滚花纹轮. 用带锯锯.拉伸模具.棒工模具.压制模具.冲压模具.中级金属弯曲.
CD-40
13%
中级冲击
冲压模具.压制模具. 青铜. 铜.能冲磨环形物,.金属成型模具.拉伸模具. 剃刀刀刃模具. 冲制模具.钻头
CD-50
CD-K3150
15%
15%
中级抗冲抗磨损
冲压模具.成型模具. 卷轴模具. 心轴.切割刀.压制模具.钻孔棒.石油过滤器. 研磨刀刃,. 冲压模具锯齿. 钳子狭口. 铝模具模锻.
CD-KR466
11
12
12
重型冲击轻磨损
冲压穿孔. 冲压模具.成型模具.能冲模冲压机. 模锻模具.矿业工具. 冲[撞]钻头.冷成型.回压冲压机.0.75’’厚包金箔的钢铁剧烈的拉伸模具.不锈的305刺穿冲压机, 运用在粘性的钢铁中有很好的效果.
CD-18
强抗磨抗损
冲压含硅钢铁模具. 黄铜制品. 青铜. 铝. 聚脂薄膜. 迭片结构模具. 卷轴,模具.
CD-650
CD-KR887
15%
15%
低冲击抗磨损性强
剃刀刀刃的冲压模具. 电子冲压. 引线框模具. 迭片结构. 弹性钢铁冲压. 压碎卷形物. 冲制模具.(重金属).
CD-60
20%
重冲击重震动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.2
V30
VM-40
G3
14.7
89.5
2.6
4.7
580
0.21
G20
14.5
89
2.5
4.4
560
0.22
V40
VM-50
G30
14.2
88
3.2
4.3
550
0.22
G40 V50 VM-50 VM-60 G50 G60
14 13.8 13.6
87.5 86.5 85
3.2 3.2 3
4.2 3.8 3.7
0.20
640
4.8
70 鏡面加工製品 、ノズル
0.20
630
4.75
72
準拠し、以下のランクに分けて、表示しました。 劣る;240g/㎡/day以下、 E:なし;240g/m2/dayより大
熱伝導率 (w/m・ k) 29 34 ━ ━ 59 59 50 ━ 63 ━ 59 ━ 80 80 75 71 ━
NM-60 NM-40 NF-40
NM15 NR8 NR11
-Cr WC-Ni WC-Ni -Cr-Mo WC-TiC -TaC WC-TiC -TaC
14 14.8 13.5
86.5 89.5 90.0
2.5 2.3 2.4
3.5 4.2 4.6
530 600 530
耐食性
UM-10
RCCL
14.7
637
5
80
630
5.1
75
579
5.3
71
559
5.5
67
549
5.7
67
539 510 500
5.9 6.2 6.3
65 63 61
490
6.3
59
570 549
5.5 5.8 6
━ 71 67 64 67 超部粒子合金 用途において 更に寿命向上 が期待できま す。 高靭性を有し 、薄刃、断裁 刃に使用でき ます。 断裁刃、切断 刃、ダイカッ ター等シャー プエッジに対 応できます。
2.5 2.5 3.1 3.1 4
5.3 5.1 4.7 4.7 4.8
570 550 540 530 545
0.24 ━ ━ ━ ━
超々 微粒子
VF-40
超硬合金
VF-40
SF50
13.4
90.5
3.8
3.8
490
━
参考SKH材
C
8.7
83
3.4
3.7
210
0.3
ニッタンロイ耐摩、非磁性材種
CIS 特徴 019D ニッタン ロイ 材種 NM-60 NM15 WC-Ni 14 86.5 2.5 3.5 530 成分 密度 (g/cm3) 硬さ HRA 抗折力 (GPa) 圧縮強さ (GPa) 弾性率 (GPa)
530 〔未測定〕
6.2 6
〔未測定〕
6.4
63
11
21
ヤング率 ポアソン比 (GPa)
熱膨張率 (×10-6/K)
熱伝導率 (w/m・ k) 用途
0.21
530
6.4
50
非磁性金型、
0.21 0.20 0.21
530 600 530
6.4 5.7 6.1
50 75 63
抜き型
耐食性を必要 とする用途一 般
ヤング率 (GPa)
熱膨張率 (×10-6/K)
熱伝導率 (w/m・ k) 用途 最高の耐摩耗 性を有しメカ ニカルシール リング、各種 ノズル、ガイ ド、プッシン グ、検査ゲー ジ類などに使 用されます。 金属圧延ロー ル、ワークレ ストその他各 種機械耐摩耗 製品に使用さ れます。 一般に金属関 係の用途に広 く用いられま す。衝撃用途 に適する代表 的な材種であ り、精密打抜 型、押出成型 用金型などに 使用されます 。 高い耐衝撃性 と適度の耐摩 耗性を有し、 打抜型、絞り 型、スエージ ングダイ、フ ォーミングタ イプなどに使 用されます。
94
1.0
3.6
640
VF-10
RCCFN
14.6
95※
1.5
4.1
600
NR11、RCCL、RCCFNは非磁性合金です。 ※HR3CN ニッタンロイの耐食性 溶液中または気体中にテストピースを1日静置し、腐食減量を求めました。この結果をDIN4851(ドイツ工業規格)に準拠 ランク;腐食減量 A:優秀;2.4g/m2/day以下、 B:良好;24g/㎡/day以下、 C;十分;72g/m2/day以下、 D:劣 ニッタンロイ切削工具材種
ニッタンロイ耐摩、耐衝撃材種
JIS分類 記号 CIS 019D ニッタンロイ 材種 密度 (g/cm3) 硬さ HRA 抗折力 (GPa) 圧縮強さ (GPa) 弾性率 (GPa) ポアソン比
ห้องสมุดไป่ตู้V10
VM-20
G1
14.6
91.5
1.8
5.5
640
0.19
V20
VM-30
G2
14.9
91
2.2
5
630
540 510 500
0.22 0.23 0.23
V60
VU-80
SD1
13.6
82
2.2
3.7
490
0.23
超微粒子 超硬合金
VF-20 VF-30 VF-30 VF-40
FN10 FN20 FN30 FN40 SF30
14.5 14.3 13.9 13.7 13.8
92.5 91.5 90.5 90 92