检具开发计划(英文版)
零件开发质量保证计划跟踪表
零件照片 Part Image
图纸版本 Drawing Version Int。 第一 1st 第二 2nd 第三 3rd 第四 4th E.0. #
更 新 履 历 Update History
图纸发行日期 Date of Drawing Issuring 3D 发行日期 Date of 3D Issuing 3D 检讨日期 Date of 3D Inspection
零件开发质量保证计划跟踪表(Ⅱ)
Tracking Form of Quality Assurance Plan for Part Development (II)
模穴数 Mould Cavity Quantity: 检讨日期:Examination Date: 项目代号Item Code: 供应商 Supplier: 零件名称 Part Name: 零件号:零件版本
Supplier full-scale evaluation (Assy + part)
供应商全项目评价(总成+零部件)+ 外观承认
Supplier full-item evaluation (Assy + part) + appearance confirmation
指摘改善 Fault improvement
#REF!
状态 Status
ห้องสมุดไป่ตู้
图号: 图纸版本
Drawing No.: Drawing Version
阶段 订单 履历 Phase Order History P.0. # 零件要求 Part Requirement 客户阶段 Client Phase 数量 Quantity 试作日期
汽车零部件开发APQP项目管理计划表项目计划总表

Design Project Purchase
P 16/1/15 A 16/1/15 P 16/4/1 A 16/4/1 P 16/4/3 A 16/4/3
16/5/25
16/4/10 16/5/28 16/5/7 16/5/20
16/4/28
16/5/25 16/4/12 16/7/20 16/7/26 16/6/29 16/6/20
close close close
close close close
16/3/22 16/3/20 16/3/22 16/3/20 16/4/5 16/4/5
close close close
“ ◆ ”
S/N 序号
客户名称Customer 项目代号 Project Code 零件编号 Part Number 零件描述 Part description
更新日期Update
Own 负责
From 开始
To
Status
到
状态
Design Tool Project TEAM Project
P 15/12/15 A 15/12/19 P 15/12/15 A 15/12/19 P 16/1/15 A 16/1/15 P 16/1/15 A 16/1/15
16/2/15 16/1/30 16/2/15 16/1/30 16/2/20 16/2/18 16/3/29 16/4/28
“ ◆ ”
S/N 序号
客户名称Customer 项目代号 Project Code 零件编号 Part Number 零件描述 Part description
项目负责人 PM Key milestone
Issue 工作事项
产品设计开发计划英文版
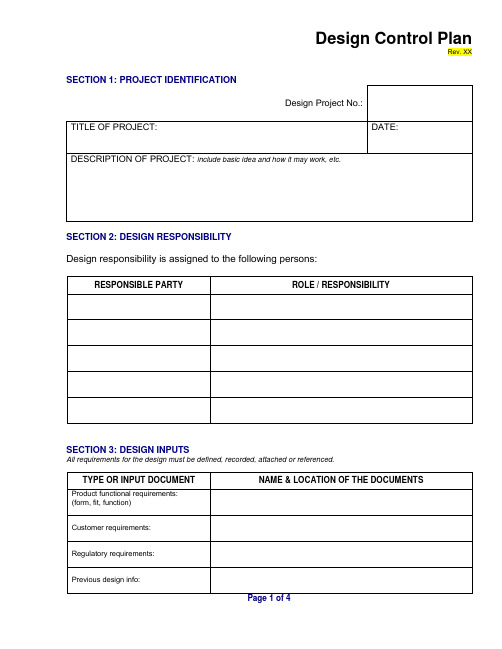
NAME & LOCATION OF THE DOCUMENTS
Product functional requirements:
(form, fit, function)
Customer requirements:
Regulatory requirements:
Reference all design outputs, such as drawings, specifications, procedures, inspection criteria, testing plans, etc.
OUTPUT
FILE NAME
FILE LOCATION
Indicate or attach the results of all design reviews and verifications, unless the results of design reviews are included in the design outputs (signoffs, check signatures, etc.) Remember that design verification is performed to verify that all design inputs (Section 3) have been addressed in the design outputs (Section 4.)
DESIGNIS APPROVED FOR PRODUCTION. _________________________ __________RELeabharlann PONSIBLE PARTYDATE
NOTES:
IATF16949-2016-COP-03-02项目管理程序

项目经理
《设计任务书》 《项目经理任命书》
项目CFT小组成立
项目管理部部长 项目经理
项目经理
《CFT成员表》
项目启动会
《DR0会议记录》 《DR问题点对策管理表》 《项目承诺书》
项目管理工程师 项目经理、CFT 组长及CFT小组
项目经理
《设计任务书》 《技术分析报告》
项目变化点识别
项目经理在项目启动会后3个工作日内对系统、子系统、零部件以及其他相关件的变化点重新识 别,统一记录在《项目变化点确认表》中。
项目管理程序
COP-03
版本号:B
修改码:00
第 2 页
共9
页 谁(人力资源): 1、项目管理工程师 1、项目经理 2、CFT组长 3、CFT小组成员 4、相关部门部长 5、评审委员会委员 6、经理层
硬件(物力资源): 计算机、软件、网络、独立的办公场所、电话。
输入: 《设计任务书》 《项目立项书》 《技术分析报告》
项目经理
批准后《产品开发计划》 《部品、制品量检具开发 计划》 《新工装设备导入计划》 《注塑模具开发计划》 《过程开发计划》 《供方开发计划》 《冲压模具开发计划》 《物流器具开发计划》 《产品检验计划》 《供方审核计划》
计划跟踪管理
项目经理在项目开发分解计划批准后3个工作日内且在DR1会前,完成《项目计划跟踪管理表》, 用于日常对项目组成员计划进度情况进行跟踪考核。 《项目计划跟踪管理表》 项目管理工程师根据《项目计划跟踪管理表》对项目进度进行监控。
流程图
描述
输出
谁
客户经理
项目启动文件接收
客户经理在接收到顾客中标信息当日将《项目立项书》及《设计任务书》传递给项目管理部部长 ——
S3-4检具式样书中英文版

NO.
日期 Date
设变内容 Design Change
承认 Approval
检具式样书 Patterns of Inspection Equipment
TK-SQA-QR-[3-4]
检具式样书 Patterns of Inspection Equipment
TK-SQA-QR-[3-4]
检具检验基准 Standards for Gauge Inspection 1.8X X Y Z 1.7Y 2.3Z
检验基准方式: Standard Method for Inspection: 三次元量测 3D Measuring
体积 Volume 检具预定完成日期: Expected Date of Gauge Completion: TK-SQA-QR-[3-4]
底座 Base
支撑架 Support Frame □铁管 Iron pipe □铝管 Aluminium pipe □铝块 Aluminium block □电木 Bakelite □铁块 Iron block □铝块 Aluminium block □ □ □ t : mm □树脂 Resin □石膏 Plaster □铝板 Aluminium plate □铁板 Iron plate □电木 Bakelite □ □ □ □ t : mm
检具式样书 Patterns of Inspection Equipment
客户 Client
件号 Part No. 高田(上海)汽配制造有限公司 Takata (Shanghai) Automotive Component Co., Ltd.
制作依据 Manufacturing Basis □蓝图 Blueprint □CAD DATE □检规 Position gauge □M/M □样件 Sample □ □ □ □
OTS培训资料

Body&Accessory Design Section
主题
• 1、OTS/OTS工作基础知识
• 2、OTS工作详解(关键内容)
– 2.1 OTS工作的启动和准备
– 2.2 OTS样件的制造及验证
– 2.3 OTS样车的制造及验证 – 2.4 OTS认可(金中金模块)
• 3、OTS工作建议 • 4、篇后语 • 5、附:缩略语
Body&Accessory Design Section
2.1.2 供应商制定计划及签署
供应商需要按照PDT在启动会上的要求,按时向PE等责任工程师提交零件开 发相关的计划,并由PE等责任工程师负责签署。具体文件根据供应商除了零件生 产是否负责产品设计有所区别:
《尺寸测量计划》 《模具开发计划》 《夹具/检具开发计划》 1. 按启动会上所提要求 ADVP&R 编制计划 《材料代用申请单》(按需) PFMEA 《产品设计与开发控制计划》 《分供方清单》 《产品设计开发计划》 计划等的提交及核准 PFMEA /DFMEA GD&T图 产品图 2. 供应商负责产品设计 《尺寸测量计划》 《模具开发计划》 《夹具/检具开发计划》 《零部件特性明细表》 VCRI ADVP&R 摘自:工装样件认可(OTS)工作流程和内容 数模
注意:因为在T2发布前后很多零件都有改动的情况,因此这项工作非常非常的重要,PE应该
与各区域逐一确认。而且每次数据更改都应该进行准确性确认。
Body&Accessory Design Section
●工装的开发进度跟踪及预警 1)为保证样件开发的质量和进度符合项目要求,PE应当跟踪工装开发进度。如供 应商在工装开发时遇到自身无法解决的问题,必要时PE应组织SGMW的资源,对其提 供支持。跟踪方法: a.建立零件跟踪清单。
Inspection-and-test-plan-完整版-(详细版)
Inspection-and-test-plan-完整版-(详细版)reference shall any conflicts accrued.7.183/14Quality Inspection Flow Chart 业务流程Inspection Flow Chart始点Starting Time关联事项Relevant Procedure7.184/14不合格 unqualified合格 qualified开工前完成Shall be finished before projects start工序检验流程;Each process inspection procedure. 内部业务分担;Internal inspection allocation. 不良事项;Non-conformance items. 顾客NCR ;non-conformance record. 不合格品处理程序; Non-conformancetreatment procedure. QC 一次检查合格率;QC inspection one time passing rate.数据分析程序 Data analyze技术部门提供相关文件(图纸、施工工艺) Relevant document authorized by Technical Dept. (drawings, WPS)客户要求Customerrequirements 检查计划作成 Inspection QC 现场检查 QC site inspection 检查计划公布发放 Inspection PlanReleasing QC 现场检查结果判定/确认 QC inspection results 现场各工序检验申请 Apply for QC inspection部门例会落实或者专题会议 Implementation Meeting检查结果接受 Accept 检查结果文件整理归档 Organize and file the checking部门内部检查项目讨论 Internal inspection discussion 纠正预防措施(必要时)Corrective and Prevention action (if necessary ) 检查结果确认 Confirm inspection results 工序转序-下道工序Transfer to next process 顾客NCR 品质数据分析Data analyze完工总结及归档 Project summary and file. 下一定单改进Improvements plan for7.185/14Incoming Quality ControlProcess name 工序名称Inspectio n Item 检验项目Inspection Requirement检验要求Inspection Equipment 检验工具Inspection Method 检验方法Frequency 检验频度Quality Record 记录文件Reference Document 参考文件Responsible Dept./ Person 负责部门/职务材料验收 Material inspection材料证书确认Millcertification confirm 核对材料证书与相关标准符合性, Whether mill certification are in accordance with relevant standards______目视VT到货验收 10% Receiving 10%记录表单 Record sheet材料标准Material standard质控部/进料检验员 QC dept. /Materialinspector材料验收 Material inspection钢材验收 Raw material inspection按材料标准,检查外观、长度、宽度、厚度、平面度等Check the appearance,length, width, thickness,flatness according tostandards 钢卷尺、游标卡尺Steel tape,venire caliper目视、测量 VT , measure到货验收 10% Receiving 10%记录表单 Record sheet 材料标准Material standard质控部 /进料检验员 QC dept./Materialinspector焊材验收 Welding Material inspection 合格证书 certificate inspection按焊接材料标准,检查焊材包装,核对批号Check welding material package, identification mark with relevantstandards ______ 目视VT到货验收 10% Receiving 10%记录表单 Record sheet 材料标准Material standard质控部/进料检验员 QC dept./Materialinspector机械零件验收 Mechanicalcomponent合格证书 certificate inspection 按材料标准,检查外观尺寸等 Check the appearance, dimension according tostandards钢卷尺、游标卡尺 Steel tape, venire caliper目视、测量 VT , measure到货验收 10% Receiving 10%记录表单 Record sheet材料标准,图纸 Material standard ,drawing质控部/进料检验员 QC dept./Materialinspector电气零件验收 Electrical component合格证书 certificate inspection功能测试 Functional test 电源 Power supply目视VT ,到货验收 10%Receiving 10%记录表单 Record sheet材料标准,图纸 Material standard ,drawing质控部/进料检验员/电气工程师 electrical engineerQC dept./Materialinspector涂装材料验收 Painting Material inspection 合格证 certificate inspection检查油漆桶标识,核对批号检查钢丸是够符合要求Check paint pot, shot grit identification mark with relevant standards ,______ 目视VT到货验收 10% Receiving 10%记录表单 Record sheet 材料标准Material standard质控部/进料检验员 QC dept./Materialinspector7.18 6/147.187/14In Process Quality ControlProcess name 工序名称InspectionItem 检验项目Inspection Requirement检验要求Inspection Equipment 检验工具Inspection Method 检验方法Frequency 检验频度Quality Record 记录文件Reference Document 参考文件Responsible Dept./ Person 负责部门/职务A. 下料 Cutting下料 cutting & layout数控切割精度检查 accuracy checking record of NC.cutting machine 工艺要求Process requirements 钢卷尺 Steel tape 尺寸测量 Dimension checking每班次 Each shift 记录表单 Record sheet——质控部/进料检验员 QC dept./Materialinspector下料 cutting & layout材质跟踪MATERIAL TRACK 工艺要求Process requirements—— 目视VT每件 Each piece 检验表单 Inspection report——质控部/进料检验员 QC dept./Materialinspector 下料 cutting & layout下料后尺寸检查 dimension inspection after cutting图纸 drawing 钢卷尺 Steel tape尺寸测量 Dimension checking 每批/首件 batch/Firstpiece记录表单 Record sheet——质控部/进料检验员QCdept./Material inspector下料 cutting & layout坡口加工 Beveling 图纸 Drawing坡口检验尺 Bevel inspectionruler尺寸测量 Dimension checking 每批/首件 batch/Firstpiece记录表单 Record sheet——质控部/进料检验员 QC dept./Materialinspector下料 cutting & layout钻孔 Drilling 图纸 drawing钢卷尺、游标卡尺 Steel tape, venire caliper 尺寸测量 Dimension checking 每件 Each piece记录表单 Record sheet——质控部/进料检验员 QC dept./Materialinspector7.188/14Process name 工序名称InspectionItem 检验项目Inspection Requirement检验要求Inspection Equipment 检验工具Inspection Method 检验方法Frequency 检验频度Quality Record 记录文件Reference Document 参考文件Responsible Dept./ Person 负责部门/职务下料 cutting & layout折弯 Bending 图纸 drawing钢卷尺、样板 Steel tape, template 尺寸测量 Dimension checking 每批/首件 batch/Firstpiece记录表单 Record sheet——质控部/进料检验员 QC dept./Materialinspector钻孔模板 Fixture尺寸检测 dimension inspection模板图纸template drawing钢卷尺、游标卡尺 Steel verniercaliper 尺寸测量 Dimension checking 每批/首件 batch/Firstpiece记录表单 Record sheet——质控部/进料检验员 QC dept./MaterialinspectorB. 部件焊接尺寸 Welding dimension of each part焊前 Before welding 焊工证 certified welders, ____________核对 Check & confirm ____________AWS D1.1工艺技术部/焊接工程师Technical dept./ welding Engineer焊前 Before welding 焊接程序welding procedure ______ ______ 核对 Check & confirm ______ ______ AWS D1.1焊前 Before welding焊接工艺welding process specifications ______ ______ 核对 Check & confirm ______ ______ AWS D1.1焊接 welding 焊接工艺参数检查 Welding parameter inspection是否符合 WPSConformity with WPS钳形表Ampere meter电流电压测量 Current & voltage measurement每天一次 One time perday记录表单 Record sheetAWS D1.1质控部/结构检验员 QC/structural inspector每部件尺寸焊前检查 Dimensioninspecti on before welding of each part定位尺寸检查 Positioning dimension inspection图纸要求Drawing requirement钢卷尺,塞尺,水平仪,样板 Steel tape, insert ruler,level尺寸测量 Dimension checking每部件 Each assembly piece记录表单 Record sheet 设计图纸 design drawing质控部/结构检验员 QC/structural inspector7.189/14Process name 工序名称InspectionItem 检验项目Inspection Requirement检验要求Inspection Equipment 检验工具Inspection Method 检验方法Frequency 检验频度Quality Record 记录文件Reference Document 参考文件Responsible Dept./ Person 负责部门/职务每部件尺寸焊后检查 dimension inspectionafter welding of each part定位尺寸检查, Positioning dimension inspection图纸要求Drawing requirement钢卷尺,塞尺,水平仪Steel tape, insert ruler,level尺寸测量 Dimension checking每部件 Each assembly piece检验表单 Inspection report 设计图纸 design drawing质控部/结构检验员 QC/structural inspector外形检查 Configur -ation inspection产生的变形。
汽车零部件开发APQP项目管理方案计划规划方案表项目计划规划方案总表

汽车零部件开发APQP项目管理方案计划规划方案表项目计划规划方案总表客户名称Customer项目代号ProjectCode部件编号PartNumber部件描绘Partdescription 项目负责人PM“◆Keymilestone”S/N Issue序号工作事项策划和项目确立阶段1报价阶段RFQ 项目计划总表ProjectTimingPlanning项目基本信息ProjectInformationOutput输出PlanningandConfirming客户时间节点CustomermilestoneFOTOTSPPAPSOP更新日期UpdateOwn From To Status负责开始到状态客户报价需求RFQrequirements制造可行性剖析ManufacturingFeasibility产能可行性剖析CapacityPlanning&Commitment价钱可行性剖析PriceFeasibility立项阶段Launching1 商务公布立项通知ProjectsettingNotice内部设计与工艺评审DesignandlayoutreviewinZB外面设计与工艺评审DesignandlayoutreviewinCustomer(客户端启动会议)CustomerKickoff4 商务公布项目承接单ProjectlaunchedNoticereleased◆5 项目启动会召开Kickoffmeeting项目小构成立Projectteamforming3 阶段评审Review2 过程设计与开发阶段1 新产品引导成立Newproductionintroductionsetting初始BOM成立InitialBOM图纸与标准受控发放Drawingandstandardreleased初始过程设计与评估1 初始过程流程评估InitialProcessFlowDiagramevaluation 制造可行性剖析报告ManufacturingFeasibilityReport产能剖析报告CapacityPlanning&CommitmentReport报价单,投资回报率Quotationsheet内部设计与工艺评审表(见备注)Designandlayoutreviewform设计与工艺评审结果确认Designandlayoutreviewconfirmation资料代替申请签批MPCR试验纲领审批Testingschedule重点特征清单确认KPC客户时间节点确认Customermilestoneconfirmed项目承接单署名反应ProjectlaunchedNoticesigned会议纪要Meetingminutes项目小构成员清单Projectteammemberlist项目开发计划总表Projecttimingplanning阶段评审记录表ReviewrecordDesigningandDeveloping新产品引导NewproductionintroductionInitialProcessFlowDiagramSaleTEAMTEAMSaleSaleTEAMTEAMProjectQualityProjectProjectSaleProjectProjectProjectProjectProjectProjectDocumentcontrolProject汽车零部件开发APQP项目管理方案计划规划方案表项目计划规划方案总表P 15/11/15 15/12/15A 15/11/15 16/1/25 P 15/11/10 15/12/10 A 15/11/10 16/1/25 P 15/11/10 15/12/20 A 15/11/10 16/1/20 P 15/11/15 15/12/15 A 15/11/15 16/1/20 P 15/12/18 16/1/15 A 15/12/18 16/2/15 P 15/12/18 16/2/20 A 16/2/16 16/2/15 P 15/12/18 16/2/20 A 15/12/30 16/2/15 P N/A N/AA N/A N/AP 16/2/16 16/5/20 A 16/2/16 16/5/7 P 16/1/16 16/2/25 A 16/1/16 16/2/25 P 15/12/17 16/1/15 A 16/2/15 16/2/15 P 15/12/18 16/1/15 A 16/2/15 16/2/15 P 16/1/15 16/1/16 A 16/2/15 16/2/15 P 15/12/17 15/12/19 A 15/12/18 15/12/19 P 15/12/18 15/12/20 A 15/12/19 16/1/7 P 15/12/20 16/1/20 A 15/12/20 16/2/20 P 16/1/15 16/4/15 A 16/3/15 16/4/7 P 16/1/15 16/2/25 A 16/2/15 16/2/15P 16/1/15 16/5/20 A 16/1/15 16/4/10 close close close closeclose close closeclose close close close close close close closeclose closeclose项目计划总表ProjectTimingPlanning项目基本信息ProjectInformation客户名称Customer项目代号ProjectCode部件编号PartNumber部件描绘Partdescription“项目负责人PM◆Keymilestone”S/N Issue Output序号工作事项输出◆2 初始潜伏无效模式剖析InitialP/FMEA Initial P/FMEA◆3 初始过程控制评估InitialevaluationofControlPlan Initial ControlPlan4 初始设施,工装,检具评估Initialevaluationofequipment ,,toolingandgauge toolingandgauge 初始设施,工装,检具清单Initiallistofequipment5 生产线规划Productionlineplanning 初始场所平面部署图Initialsitelayout6 初始包装设计InitialPackagingdesign 初始包装设计式样书Initialpackagingdesign7 人员培训Training 人员培训计划trainingplanning原资料,配件采买与委外计划Planningofraw3material,standardpartpurchasingandoutsourcing1 设计供给开料尺寸Blankingdimension 产品开料尺寸表Listofblankingdimension◆2 资料(/配件)购置申请materialPurchaserequisition 资料配件购置申请表applicationofmaterialandstandardpurchasing资料采买购置计划表Planningand 客户时间节点CustomermilestoneFOTOTSPPAPSOP更新日期UpdateOwn From To Status 负责开始到状态ProjectTEAMP 16/1/21 16/5/25closeA 16/1/15 16/4/10 QualityTEAM P 16/1/26 16/5/28 closeA 16/1/26 16/5/7TEAMP 16/1/15 16/5/20closeA 16/1/15 16/4/28Stamping P 16/1/15 16/5/25 closeA 16/1/15 16/4/12Logistic P 16/1/15 16/7/20 closeA 16/1/15 16/7/26TEAMP 16/1/15 16/6/29 closeA 16/1/15 16/6/20DesignP 16/1/15 16/3/22 closeA 16/1/15 16/3/20ProjectP 16/4/1 16/3/22 closeA 16/4/1 16/3/20Purchase P 16/4/3 16/4/5 closeA 16/4/3 16/4/5项目代号ProjectCode部件编号PartNumber部件描绘Partdescription“项目负责人PMKeymilestone◆”S/N Issue Output序号工作事项输出设施采买与工装制作计划Planningof4 EquipmentpurchasingandGaugemaking◆1 模具制作计划Toolingmakingplanning 模具设计计划表Toolingdesigningplanningform模具制作计划表Toolingmakingplanningform◆2 检具制作计划Gaugemakingplanning 检具设计加工计划表Gaugedesigningandmakingplanningform5 阶段评审Review 阶段评审记录表Reviewrecord3 产品与过程确认阶段ProductandProcessConfirmingFOT试做(半工装试做)FOT1 试模资料准备(原资料,配件等)preparationofmaterialfor胚料出图Dieproject tryout2 模具工装考证(试模等)Toolingandgaugevalidating 模具工装问题点记录表Toolingopenissue3 样件考证SampleValidating 尺寸报告,性能测试报告Dimentionalreport4 模具工装及样件检讨与改良计划Toolingandsampleimprovement试模改良计划表Improvementplanning planningOTS样件制作(全工装制作)1 原资料,配件准备preparationofmaterial2 样件制作Sampleproduced 首件查验记录表Inspectingrecordsheetoffirstsample 模具工装问题点记录表3 委外加工Outsideprocessing 供给商查验报告Inspectionreport4 样件考证(依据试验纲领履行)SampleValidating 尺寸报告(误差申请,ifreq.)Dimensionreport 客户时间节点CustomermilestoneFOTOTSPPAPSOP更新日期UpdateOwn From To Status负责开始到状态DesignP 15/12/15 16/2/15 closeA 15/12/19 16/1/30ToolP 15/12/15 16/2/15 closeA 15/12/19 16/1/30 ProjectTEAMP 16/1/15 16/2/20 closeA 16/1/15 16/2/18ProjectP 16/1/15 16/3/29 closeA 16/1/15 16/4/28DesignP 16/4/6 16/4/30 closeA 16/3/15 16/4/15ToolP 16/5/21 16/5/31 closeA 16/5/10 16/5/17QualityTEAMP 16/6/1 16/7/10closeA 16/6/1 16/6/10TEAMP 16/6/21 16/7/10 closeA 16/6/5 16/6/10ProjectP 16/5/6 16/5/25closeA 16/5/6 16/5/15ToolingP 16/7/5 16/7/15 closeA 16/6/25 16/7/31QualityTEAMP N/A N/AA N/A N/AQualityTEAMP 16/6/1 16/7/15closeA 16/6/1 16/7/31项目代号ProjectCode部件编号PartNumber部件描绘Partdescription“项目负责人PM◆Keymilestone”S/N Issue Output序号工作事项输出性能测试报告(内部实验室)Performancetestingreport (原资料性能测试)Materialtest 资料测试报告(第三方实验室)Materialtestreport(表面办理,热办理等)FinishandHT 性能测试报告(第三方实验室)Performancetestingreport IMDS输入和确认IMDSinputandconfirmation IMDS审批输出表IMDSoutputform◆5 OTS样件递交OTSdelivery OTS文件包OTSdocument6 模具工装及样件检讨与改良计划试模改良计划表tryoutimprovementplanning Reviewingandimprovingoftoolingandsample7 OTS客户认同OTSapproved OTS客户同意报告OTSapprovedreportPPAP试生产准备PPAPPreparation1 BOM更新BOMupdating BOM2 过程流程图更新Flowchartupdating 过程流程图Flowchart3 PFMEA更新PFMEAupdating PFMEA4 控制计划更新Controlplanningupdating CP5 生产作业指导书制作Productionintroductionmaking SOP6 查验指导书制作Inspectintroductionmaking SIP7 包装规范拟订Packagingspecificationmaking 包装规范仕样书Packagingspecification8 机械手调试robotadjusting9 设施查收Equipmentacceptance 设施查收合格证明Equipmentacceptancecertificate10 模具预查收Toolingpre-acceptance 动静态查收表,研配合格率,模具硬度,工序样件等Dynamicandstatic acceptanceform ,soon11 检具预查收Gaugepre-acceptance 检具查收报告Gaugeacceptancereport12 人员培训training 人员培训记录trainingrecordPPAP试生产PPAPPre-production1 PPAP试生产准备会议PPAPPre-productionPreparationmeeting 会议纪要,MSA/Ppk计划Meetingminiutes ,MSA/PpkPlanning2 PPAP试生产PPAPPre-production 试生产判定报告Pre-productioninspectionreport初始过程能力研究报告(SPC)SPC 客户时间节点CustomermilestoneFOTOTSPPAPSOP更新日期UpdateOwn From To Status 负责开始到状态QualityTEAM P 16/6/1 16/7/15 closeA 16/6/1 16/6/25QualityTEAMP 16/6/1 16/7/15 closeA 16/6/1 16/6/25QualityTEAM P NA NAA NA NAQualityTEAM P 16/8/15 16/9/15 close ProjectA 16/6/1 16/9/25P 16/6/1 16/7/15close TEAM A 16/6/1 16/7/31TEAMP 16/7/21 16/7/23closeA 16/7/21 16/8/6ProjectP 16/7/23 16/7/30 closeA 16/7/23 16/8/5ProjectP 16/8/7 17/2/25openAProject P 16/8/7 17/2/25close TEAM A 16/11/20 16/11/25Project P 16/8/7 17/2/25close TEAM A 16/11/20 16/11/25QualityTEAMP 16/8/7 17/2/25closeA 16/11/30 16/12/3PEP 16/8/7 17/2/25 openAQualityP 16/8/7 17/2/25 closeA 16/7/5 17/2/20LogisticP 16/8/7 17/2/25openATEAMP 16/10/7 17/1/25 openAEquipmentP 16/10/7 17/2/25 openAToolingP 16/11/21 17/2/25openAQualityGaugeP 16/9/21 16/12/21openATEAMP 17/3/5 17/2/25 openATEAMP 17/2/25 17/3/15 openATEAMP 17/2/25 17/3/15openAQualityP 17/2/25 17/3/15 open项目计划总表ProjectTimingPlanning 项目基本信息ProjectInformation客户名称Customer项目代号ProjectCode部件编号PartNumber部件描绘Partdescription项目负责人PM“◆Keymilestone”客户时间节点CustomermilestoneFOTOTSPPAPSOP更新日期UpdateS/N Issue序号工作事项◆3 PPAP样品和文件递交PPAPsampleanddocumentdelivery◆4 PPAP客户认同PPAPapproved4 反应,评定与纠正举措1 模具,夹具,检具移交ToolingGaugetransferring模具移交Toolingtransferring检具移交Gaugetransferring文件受控DocumentationControl◆1新产品引导,BOM受控Newproductionintruction,BOMcontrolled PSW受控PSWcontrolled生产查验工艺文件受控Producedinspectingprocesscontrolled项目总结Projectsummary◆1 项目总结会议Projectsummarymeeting4 早期量产管理SLPmanagement1 早期量产计划拟订SLPplanningmaking2 早期量产管理排除SLPmanagementsecuring 5阶段评审Review Output输出初始过程能力研究报告(SPC)SPC丈量系统剖析报告(MSA)MSAPPAP文件包PPAPdocumentsPSW客户签订PSWsignedFeedback、JudgementandCorrectivemeasure工装设施查收报告Toolingacceptancereport检具查收报告Gaugeacceptancereport新产品引导,BOMNewproductionintruction,BOMPSW受控发放P SWcontrolledreleasing工艺流程图,FMEA受控发放Processflowchart,FMEAreleased控制计划,查验指导书受控发放CP,inspectinginstructionreleased作业指导书受控发放Inspectintroductionreleased包装规范仕样书受控发放Packagingspecificationreleased项目总结报告Projectsummaryreport项目绩效查核报告Projectperformanceassessmentreport早期量产管理计划和要求SLPplanningandrequiring早期量产排除报告SLPmanagementsecuringreport阶段评审记录表ReviewrecordOwn From To Status负责开始到状态QualityAopenQuality P 17/2/25 17/3/15 openAProject P 17/2/25 17/3/15 openAProjectP 17/2/25 17/3/15 openATooling P 17/5/1 17/9/30 openstamping AstampingP 17/5/1 17/9/30openAProjectP 17/10/8 17/10/15openAProjectP 17/10/8 17/10/15openAProjectP 17/10/16 17/10/30openAQuality P 17/10/16 17/10/30 openAstamping P 17/10/16 17/10/30 openALogistic P 17/10/16 17/10/30 openATEAMP 17/11/1 17/11/5openAProject P 17/11/5 17/11/10openQuality AProject P 17/11/5 17/11/10 openQuality AProject P 17/11/10 17/11/12 openA5量产开始SOP2017/11/15。
APQP cop(Advanced Product Quality Planning and Control Plan)

如要求,获得负责的工程批准。
21
三.控制计划方法论
3.控制计划栏目说明
13)顾客质量批准日期
如要求,获得负责的供方质量代表批准。
14)其他批准日期
如要求,获得其他同意的批准。
15)零件/过程编号
该项编号通常参照与过程流程图,如果有多零件编号存 在(组件),那么相应地列出单个零件编号和它们的过 程编号。
排放、噪声、无线电干扰等等 的产品要求(尺寸、规
范、试验)或过程参数
专用术语 安全/符合<S/C>
关键特性-CC
盾形-<S>
符号
▽
9
与COP有关的特殊特性符号 标注 COP
10
APQP 流程
开始
阶段1.0 输出
顾客呼声
业务计划 营销策略
基准确定
产品/过程 设想
可靠性 研究
顾客输
设计目标
可靠性/质量 目标
产品质量先期策划和控制计划 (APQP)
1
一.概述
1.什么是APQP?
APQP 英 文 全 文 是g and Control Plan。
APQP是用来确定和制定确保某产品使顾客满意所需步 骤的一种结构化方法。
2
2.APQP的输入和输出
风
设计记录
险
FMEA
防错
控制计划 作业指导书
PPAP
APQP进程
7
二.APQP实施
设计目标 满足法规和实施规则的要求
8
附录C 特殊特性符号
定义
通用汽车公司北美部
福特汽车公司
克莱斯勒汽车公司
非主要特 指这种产品特性:在可预料的 不采用
APQP五大阶段文件目录

APQP五大阶段文件目录TS16949五大工具一.五大工具简介1.1 五大工具:先期产品质量策划与控制计划:用来确定和制定确保某产品使顾客满意所需步骤的一种结构化方法。
计划产品过程产品反馈、评失效模式与后果分析DFMEA: 设计失效模式及后果分析PFMEA: 过程失效模式及后果分析统计过程控制供正在进行过程控制的操使用;有助于过程在质量上和成本上能持续地,可预测地保持下去;使过程达到:更高的质量;更低的成本;更高的能力。
测量系统分析:用来获得表示产品或过程特性的数值的系统。
测量系统是与测量结果有关的仪器、设备、软件、程序、操作人员、环境的集合。
量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置。
生产件批准程序1.2 五大工具的相互关系PPAP是APQP第四阶段(试生产)的输出,即PPAP 是试生产阶段所产生的资料PPAP资料有19个提交项,其中包括SPC、MSA、FMEA MSA是为保证SPC的可靠性,故先MSA(如用到Xbar-R图)后SPC,两者相辅相成SPC是FMEA中的一种工具及方法五大工具中,PPAP、MSA、SPC、FEMA均围绕着APQP 系统在运转1.3 PPAP的作用1).需方了解供方对产品的理解能力2).需方了解供方的制造能力PPAP相当于《样品承认》的一个高级版本,一般体现形式即为一份表格资料二、 APQP开展步骤(技术部分)2.1 市场调研、顾客要求→顾客要求评审(贯穿于整个APQP过程)→新产品可行性分析→立项申请→成本核算→成立APQP小组,召开会议→APQP总进度策划,确定时间节点和设计任务→编制设计质量可靠性目标、初始流程图、初始特性、初始材料清单等→编制产品保证书→阶段评审→管理者支持2.2 市场调研、顾客要求→顾客要求评审(贯穿于整个APQP过程)→新产品可行性分析→立项申请→成本核算→成立APQP小组,召开会议→APQP总进度策划,确定时间节点和设计任务→编制设计质量可靠性目标、初始流程图、初始特性、初始材料清单等→编制产品保证书→阶段评审→管理者支持2.3制造过程设计输入评审→根据第二阶段输出文件更新过程流程图→场地平面布置图→特性矩阵图→过程FMEA→试生产控制计划→文件评审→设备工装、量检具配备→过程指导书→检验指导书→包装规范→MSA 分析计划→过程能力研究计划→培训计划→试生产计划→试生产准备→员工培训→过程审核→阶段总结评审,管理者支持2.4 试生产→设备工装验证→工艺验证→生产能力分析→MSA分析报告→过程能力研究报告→样品验证(材料、全尺寸、性能、包装等)→产品审核→试生产总结评审→生产控制计划→PPAP整理提交→更新作业指导书、过程流程图、PFMEA等工艺文件→过程审核、管理者评审→质量策划认定及管理者支持2.5总结:根据设计目标、初始材料清单编制初始过程流程图(第一阶段)---初始流程图、初始特殊特性清单编制DFMEA(第二阶段)---样件控制计划---样件生产中问题解决---更新DFMEA---更新过程流程图---编制PFMEA---更新控制计划(试生产控制计划)---作业指导书---试生产问题解决---生产控制计划---更新PFMEA---更新工艺文件---量产设计和开发流程:第一阶段+第二阶段设计和开发策划(第一阶段)→设计和开发输入(第一阶段输出)→设计和开发输出→设计和开发评审→设计和开发验证→设计和开发确认→设计和开发更改的控制无设计责任1)市场调研→立项可行性分析→立项申请→成本核算→成立APQP小组,召开会议,确定时间节点→编制APQP计划→编制设计任务书→编制产品保证书→阶段评审2)无第二阶段3)根据第一阶段输出编制特殊特性明细→更新过程流程图→平面布置图→特性矩阵图→过程FMEA→样件控制计划→文件评审→提出设备设施要求→编制过程指导书→检验指导书→包装规范→样件制作→样件评审、变差分析→样件验证→样件评审→MSA分析计划→过程能力计划→培训计划→员工培训→阶段评审,小组可行性承诺→更新设备设施要求→试生产控制计划→工艺文件更新4、小批量试产→工艺验证→工装设备验证→生产能力分析→样件验证→样件确认→生产总结样件评审→PPAP提交→生产控制计划→更新工艺文件→管理者评审→质量策划认定总结三、APQP的实施1、计划和确定项目阶段(13项)1.1 本阶段工作目的及任务1)进行总体策划,包括人员,资源及时间安排2)确定顾客的需要和期望,提供比竞争者更好的产品3)确定设计目标和设计要求1.2 本阶段的输入及输出的文件市场调研、顾客要求→顾客要求评审(贯穿于整个APQP过程)→新产品可行性分析→立项申请→成本核算→成立APQP小组,召开会议→APQP总进度策划,确定时间节点和设计任务→编制设计质量可靠性目标、初始流程图、初始特性、初始材料清单等→编制产品保证书→阶段评审→管理者支持程设想:⑦产品可靠性研究:⑧顾客输入。
APQP程序文件

Task Number: 1任务号: 1Task Name:Attend Key Stakeholders Meeting任务名称:参加主要责任者会议Task Description:The purpose of the Key Stakeholders Meeting is to involve all GM stakeholders in the Advanced Purchasing Process on a particular commodity package to develop andunderstand the process, content, timing, and strategy. It is intended that these meetingsbe conducted on all commodities defined as critical and major by the platform. Keystakeholders meet to review key program information and timing as referenced in theAdvanced Purchasing “typical agenda”. (See Appendix 1)任务描述:主要责任者会议的目的:让所有的通用公司的主要责任者都参与到先期采购规划当中,就一特定的商品来制定并研究规划、内容、进度及策略。
打算召开按照标准认为是关键主要产品的主要责任者会议。
主要责任者参考前期采购“主要议程”来审阅主要的规划信息及进度。
(见附录1)Deliverables:Preliminary functional requirements使用的材料:初始的职能要求Preliminary sourcing and program timing初始的采购选点及规划进度Preliminary bid list初始的报价单Completed Stakeholders meeting checklist完成的主要责任者会议的检查清单Supplier Workshop details (Timing, Team members, questionnaire, etc.)供应商车间细节(进度、班组成员、疑问等)Target date for Technical reviews技术评审的目标日期Verification that WWP “Required Quality Information” letter is accurate检验WWP“质量信息要求”信是准确的Customer for Deliverables:Purchasing, Engineering, Supplier Quality, Marketing, PC&L材料发放的部门:采购,工程,供应商质量,销售,生产控制及物资供应Necessary Inputs:Source of inputs:必要的输入:输入来源:Technical documents (BOM, Functional requirements, etc.) Engineering技术材料 (材料清单,职能要求, 等) 工程Creativity Team Bidders List Buyer创造性小组投标人名单采购员Lessons Learned on previous programs Buyer/SQE/Engineer先前计划改进采购员/SQE/工程师Supplier Quality Statement of Requirements SQE供应商质量要求陈述SQETask Number: 1 continured任务号: 1 续Task Name:Attend Key Stakeholders Meeting任务名称:参加主要责任者会议Resources:Purchasing, Supplier Quality, Engineering来源:采购,供应商质量,工程Methodology:方法:•Buyer indicates estimate of timing for Key Stakeholder Meeting in the Advanced Purchasing Planning calendar.•采购员指出先期采购计划时间表上主要责任者会议的进度•Buyer sends invitation to SQE prior to meeting.•采购员在会议开始前将邀请送到SQE•SQE participates in meeting.•SQE 参加会议•Key stakeholders review program information and timing.•主要的责任者审阅规划信息及进度SQE Responsibility:SQE 责任:•Clarify the role of the SQE in the sourcing process.•阐明SQE在选点过程中的作用.•Obtain knowledge of what is being sourced (functional aspects of part)•获取正在选点的部件的知识 (零件的关键部分)•Obtain knowledge of timing (sourcing and program)•获取进度知识 (选点及规划)•Review Creativity Team Bidders List - Identify suppliers to remove based on SQE knowledge of their capability.•审阅创造性小组投标人名单-根据SQE对供应商生产能力的了解来确定删除的供应商名单•Confirm “Make or Purchase” (MOP) coding has been done for modules/integrated packages (Should accompany SOR)•确认已完成的模具/集成包装有“制造或购买”(MOP)的符号(应附有SOR)。
检验试验计划英语
检验试验计划英语Test Plan1. IntroductionThe purpose of this test plan is to outline the procedures for conducting a series of tests to verify the functionality and performance of the product. This test plan will cover the scope of testing, test objectives, test environments, test resources, test schedule, and test deliverables.2. ScopeThe scope of testing will include functional testing, performance testing, usability testing, compatibility testing, and security testing. The tests will be conducted on the product in various environments to ensure that it meets the specified requirements.3. Test Objectives- To verify that the product functions as intended- To identify any defects or issues in the product- To ensure that the product is secure and reliable- To validate the performance of the product under different conditions- To assess the usability of the product from an end-user perspective4. Test EnvironmentsThe tests will be conducted in multiple environments including development, testing, staging, and production environments. Each environment will be set up with the necessary configurations to simulate real-world usage scenarios.5. Test ResourcesThe test team will consist of testers, developers, and stakeholders. Testers will be responsible for executing the tests, developers will be responsible for fixing any issues found during testing, and stakeholders will review the test results and provide feedback.6. Test ScheduleThe testing phase will be conducted over a period of two weeks. Each type of test will be conducted sequentially to ensure thorough coverage of all aspects of the product.Daily status meetings will be held to track progress and address any issues that arise.7. Test DeliverablesThe test deliverables will include a test plan document, test cases, test scripts, test reports, and a final test summary report. These deliverables will be reviewed by stakeholders to ensure that all testing objectives have been met.测试计划1. 引言本测试计划的目的是概述进行一系列测试的程序,以验证产品的功能和性能。
OTS文件目录参考

SP
PE填写的存在问题一览表发SP整改,由SP填写整改承诺表
注:1、SP:供应商PE:产品工程师S QE:供应商质量工程师QE:质量工程师
BUYER:采购员N/A:表式自定
2、空白记录表式由技术中心设计,由PE提供给供应商(一般在项目启动会上提交)
3、红色字体可根据开发过程情况需要进行删减;其它表式必须要。
按产品图纸或零件的全尺寸测量计划要求确认数据的真实性(若需要可由QE检验零件尺寸)
《零件材料检验报告》
SP
按产品图纸或零件材料代用单要求进行审核(若需要可由QE检验零件材料)
《零件性能(台架)试验报告》
SP
按产品认证试验大纲要求进行审核(若需要可由QE检验零件性能)
《供应商样件/工装样件(PROTOTYPE /OTS)保证书》
确认零件的试验大纲
《尺寸测量计划》
SP
确认零件的尺寸测量计划(启动会后前三周提交)
《产品认证试验大纲》
SP
确认零件的试验大纲(启动会后前三周提交)
《材料代用申请单》
SP
确认零件的材料代用单(启动会后前三周提交)
《分供方清单》
SP
PE
供应商填写所有分供方名单(启动会后前三周提交)
《零件尺寸检验报告》
SP
SP
由PE签署确认产品是否可以用在试验车上(不合格者,填写《整改计划》)
《产品设计与开发控制计划》
SP
供应商做产品设计与开发控制计划(启动会后前三周提交)
《产品设计开发计划》
SP
供应商做产品设计开发计划(启动会后前三周提交)
《模具开发计划》
SP
供应商做模具开发计划(启动会后前三周提交)
检具英文词汇总结

检具:Checking fixture Gauge /gage机器:线切割Wire cutters磨床grinder铣床milling machine车床lathe钻床drill press刨床planer锯床saw三坐标测量机COORD3 CMM零件:销pin销子dowel插销stab pin止通规Go/no Go pins夹钳clamp衬套bushing卡扣clip金属卡扣metallic clip百分表dial indicator = comparator = caliber 打表点dial point磁铁magnet塞尺feeler吊环lift rings把手handle / grip/hand knobs垫片shim螺钉screw螺纹screw thread导轨guide rail滑块slide block小车movable table /cart热处理Heat treatment:调质aging淬火quench发黑nigrescence blackening 镀铬chromeplate阳极氧化anodic oxidation喷漆painting镀锌zinc-coated术语数模math data3维 3 dimension (3 D)基准datum定位面net pads/ support surface/ locating surface定位点RPS points模拟块mask / module block平齐面Flushness支撑面support surface检测块:Checking block坐标系coordinate system校准calibrate孔位position of pins法线normal观察孔sight hole倒角切面chamfering斜角chamfer angle马蹄形clevis干涉conflictive /interference菱形diamond / lozenge锥形taper /圆锥形的conical椭圆形ellipse /长方形oblong环境件Neighboring parts插入insert into车内部零件径rip板金sheetmetal仪表板instrument panel (IP)盖子lid副仪表板console门板door panel (DP)白车身body in white (BIW)C 柱 C Pillar发动机罩hood上体发泡件Top Cover foamed注塑骨架检测:milled CHO (injection substrate)整车测量样架whole vehicle inspection frame samples车顶饰顶decoration roof天窗clerestory挡风玻璃windshield仪表板骨架framework of instrument panel 自动油管automatic vitta油箱oil box车灯light of automobile轮毂wheel /hub仪表盘meter tray保险防撞杆collision bumper仪表盘上饰板plaque in meter tray焊接板筋Blackstraps jointing衣帽架coatrack导航饰框decoration frame for navigation 方向盘steering wheel测试工装test accessorial tools地毯carpet各类管道conduit of every sort and kind饰条decoration strip脚踏板pedal仪表台装饰板plaque in meter platform气囊门铰链airbag door gemel外测出风口总成outer vent assembly中间出风口总成mid vent assembly气囊门支架airbag door support驾驶侧下挡板本体drive side baffle (lower) boarding /carrier(载体)仪表盒骨架测量支架instrument box CCB measurement support手套箱总成glove box assembly转向柱上护盖column cover upper转向柱下护盖olumn cover lower挡风板检具weather panel饰条本体decoration strip boarding /carrier(载体)前围后上板总成—左驾检具cowl panel assembly rear—left drive后门框饰条doorframe decoration strip rear 驾驶侧端drive side骨架armature / CCB内饰、外饰零件Exterior and interior parts 出风口vent杯托拉门Tambour Door臂托Armrest控制开关面板 Switch Bezel把手盖板 Grab Handle Bezel 检具出货Gauge releasefirst gear 一档second gear 二档reverse 倒车档two-stroke engine 二冲程发动机diesel 柴油机limousine 豪华轿车drophead活动车篷汽车racing car赛车saloon轿车roadster 敞蓬车wecker, beat-up car, jalopy 老爷车notchback 客货两用车four-wheel drive 四轮驱动front-wheel drive 前轮驱动trailer 拖车station wagon 小旅行车truck 卡车compact car 小型汽车light-van 小型货车garbage truck 垃圾车automobile carrier 货运卡车fire engine 消防车tractor 牵引车ambulance 救护车taxi 出租车, 计程车trailer truck 拖车sports car 跑车formula car 方程式赛车, 方程式汽车mail car 邮车jeep 吉普车bloodmobile 血浆车bumper car 碰撞用汽车camper 露营车police car 警车wrecker 清障车ambulance 急救车汽车外设front wheel 前轮rear wheel 后轮tread 轮距chassis 底盘bodywork, body 车身rear window 后窗玻璃windscreen 挡风玻璃] windscreen wiper 雨刮器fender, wing, mudguard 挡泥板radiator grille 水箱wing mirror 后视镜bonnet 发动机盖boot 行李箱roof rack, luggage rack 行李架license plate, number plate 车号牌wing 前翼子板hubcap 轮毂罩bumper 保险杠front blinker 前信号灯taillight, tail lamp 尾灯backup light, reversing light 倒车灯stoplight, stop lamp 刹车灯rear blinker 转弯指示灯trunk, boot 行李箱bumper 保险杠tailpipe 排气管汽车内部back seat, rear seat 后座driver's seat, driving seat 驾驶席passenger seat 旅客席steering wheel, wheel 方向盘rear-view mirror, driving mirror 后视镜horn, hooter 喇叭choke 熄火装置gear stick, gear change 变速杆gearbox 变速箱[starter, self-starter 起动器,起动钮brake pedal 刹车踏板clutch pedal 离合器踏板hand brake 手制动器foot brake 脚制动器dashboard 仪表板milometer 里程表speedometer, clock 速度表transmission 传动piston 活塞radiator 散热器fan belt 风扇皮带shaft 传动轴inner tube 内胎drain tap 排气阀门silencer 消音器tank 油箱overflow 溢流孔valve 阀门exhaust pipe 排气管spare wheel 备胎,备用轮胎carburettor 汽化器保险杠bumper引擎盖hood前灯headlight转向灯indicator侧灯parking light也有叫sidelight的。
汽车零部件项目开发时间管理计划表

S/N 序号
客户名称Customer 项目代号 Project Code 零件编号 Part Number 零件描述 Part description
项目负责人 PM Key milestone
Issue 工作事项
项目计划总表 Project Timing Planning
项目基本信息 Project Information
open open open
“ ◆ ”
S/N 序号
客户名称Customer 项目代号 Project Code 零件编号 Part Number 零件描述 Part description
项目负责人 PM Key milestone
Issue 工作事项
项目计划总表 Project Timing Planning
更新日期Update
Own 负责
From 开始
To
Status
到
状态
Design Tool Project TEAM Project
P 15/12/15 A 15/12/19 P 15/12/15 A 15/12/19 P 16/1/15 A 16/1/15 P 16/1/15 A
16/2/15 16/1/30 16/2/15 16/1/30 16/2/20 16/2/18 16/2/20
2 立项阶段 Launching
1 商务发布立项通知 Project setting Notice
2 内部设计与工艺评审 Design and layout review in ZB
3 外部设计与工艺评审 Design and layout review in Customer
(客户端启动会议)Customer Kick off
【最新文档】ts16949作业指导书-word范文 (4页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==ts16949作业指导书篇一:TS16949来料检验作业指导书(中英文)TS16949来料检验作业指导书 Incoming_Inspection_Work_Instruction文件更改历史记录Amendment HistoryTS16949来料检验作业指导书 Incoming_Inspection_Work_Instruction1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0 Sampling / Equipment Used 取样 / 使用设备2.1 Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2 Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge /Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜/ 显微镜3.0 Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格(来自: :ts16949作业指导书 )篇二:TS16949控制计划的作业指导书控制计划的作业指导书1、目的:通过控制计划的制定、实施、管理,确保制造过程处于受控状态,生产出符合顾客要求的产品。
skd计划书英语范文
skd计划书英语范文Project ProposalTitle: SKD Program - Improving Efficiency and Productivity in ManufacturingI. Introduction:The purpose of this project proposal is to introduce the SKD Program, a new initiative aimed at enhancing efficiency and productivity in manufacturing processes. This program focuses on implementing the Semi-Knocked Down (SKD) manufacturing approach, which involves assembling products using partially manufactured components. By adopting this methodology, we aim to streamline production, reduce costs, and improve overall performance.II. Objectives:1. To optimize manufacturing processes by reducing the number of production steps and simplifying assembly procedures.2. To enhance efficiency by increasing the speed of production and reducing waste.3. To reduce costs by utilizing partially manufactured components instead of producing them from scratch.4. To improve overall product quality by minimizing errors and defects during assembly.5. To enhance the competitiveness of our company by maximizing output and meeting customer demands effectively.III. Scope:The SKD Program will be implemented within our manufacturing facility, specifically targeting the assembly line. Initially, we willfocus on a specific product line to test the effectiveness of the program. If successful, we plan to expand its implementation across other product lines.IV. Methodology:1. Research and Analysis:a. Conduct a detailed study of the current manufacturing processes, identifying bottlenecks and areas for improvement.b. Analyze the potential benefits of implementing the SKD Program, including cost savings, increased productivity, and improved quality.2. Component Selection:a. Identify the components suitable for SKD manufacturing.b. Source reliable suppliers for the required components.3. Pre-assembly Preparation:a. Develop a detailed plan for pre-assembling the selected components.b. Design specific assembly procedures and instructions for workers.4. Pilot Implementation:a. Implement the SKD Program on a small-scale within the chosen product line.b. Monitor and evaluate the results, gathering feedback from workers and supervisors.5. Program Expansion:a. Modify and refine the SKD Program based on the lessonslearned during the pilot implementation.b. Implement the program across other product lines, ensuring proper training and support for workers.V. Budget:The estimated budget for implementing the SKD Program is $100,000. This includes the costs of component sourcing, worker training, equipment modifications, and any necessary infrastructure upgrades.VI. Timeline:1. Research and Analysis - 2 weeks2. Component Selection - 1 week3. Pre-assembly Preparation - 2 weeks4. Pilot Implementation - 1 month5. Program Expansion - 6 monthsVII. Conclusion:The SKD Program offers great potential for improving efficiency and productivity in our manufacturing processes. By adopting this approach, we can streamline production, reduce costs, and improve product quality. This project proposal outlines the necessary steps to implement the program and provides a timeline and budget estimates. We believe that by investing in the SKD Program, our company can stay competitive in the market and meet the increasing demands of our customers.。
GM 1927-03_SQ_SOR质量要求
1. Supplier Quality Base Requirements: 供应商质量基本要求•This document is intended to be used in conjunction with and is in addition to the GM General Standard Terms and Conditions.该文件被视为GM的一般标准条款,以及标准条款的额外补充。
•All suppliers are expected to supply parts to General Motors with zero defects. Parts shall meet all engineering specifications and function with no abnormalities according to intent。
所有供应商的供货应当是零缺陷的。
零件必需符合工程以及性能要求。
•Funding is to be identified in the initial quote and subsequent quotes to reflect error occurrence detection (poka yoke, error proofing devices, etc) and defect outflow prevention to customers. Controls implemented at a later date are the financial responsibility of the supplier.为了阻止缺陷外流给客户或因需要防错而产生了额外费用,该费用应当在最开始的报价或之后的几轮报价中反映出来。
后续控制所产生的费用应当由供应商自己承担。
2. ISO/TS 16949 - Quality System Requirements:质量体系要求:•All providers of a) production materials, b) production or service parts, or c) heat treating, plating, painting or other finishing services directly to General Motors must be certified to ISO/TS 16949 by a Certification Body (CB) recognized by the International Automotive Task Force (IATF) and have a current certificate availabledemonstrating compliance to GM supplements.所有与GM有关的原料,配件以及热熔焊,电镀,喷漆或其他加工服务,必须获得认证机构所颁发的TS16949认证并在有效期内。
APQP设计验证和过程开发各部门的职责
二.检具工程师 职责(输出) 需求(输入) 主导 检具供应商选点、 客户时间节点 检具工程师(如由供 /APQP推进计 检具开发计划 应商自制,需进行评 划 审确认) 检具方案(确认) 检具数据 如由供方自制检具方 案,需进行确认 备注 检具供应商选点计 划、检具开输出) 3D(总成/零部件) 数据更新 3D(总成/零部件) 数据刻盘、发行 工装(工装/模具/夹 具)开发方案评审 工装(工装/模具/夹 具)数据确认 OTT签署所需资料 整理 需求(输入) 说明 备注 3D数据更新 被客户锁定最新的3D数 3D数据 据 3D数据 发行前,需产品经理及 3D数据 总工签核 零部件2D图 如由供方自制工装方案, 工装方案 需进行评审 工装设计数据/零 如由供方自制工装数据 工装图纸 部件2D图 进行确认,必要时需交 于客户共同确认 2D/3D图纸/工装 根据顾客OTT签署要求 OTT签署资料包 方案/工装图/工 提交 装开发计划
海纳国际 四.采购工程师 职责(输出) 需求(输入) 2D图(总成/零部件) 3D数据更新 更新 2D图(总成/零部件) 2D 发布 工装(工装/模具/夹 零部件2D图 具)方案评审 工装(工装/模具/夹 工装设计数据/零 部件2D图 具)数据确认 OTT签署所需资料 2D/3D图纸/工装 方案/工装图/工装 整理 开发计划 说明 备注 被客户锁定最新的3D 2D图 数据 需产品经理及总工签核 2D图 后,再盖受控章发布 如由供方自制工装方案, 工装方案 需进行评审 如由供方自制工装数据, 工装设计数据 需进行确认 根据顾客OTT签署要求 OTT签署资料包 提交
零部件分供方清 单 供应商定点报告/ 采购合同
海纳国际 六.STA工程师 职责(输出) 需求(输入) 说明 工装尺寸报告 工装图纸 分析工装,记录工装实际 (OTS) 情况 零部件尺寸报告 零部件图纸 分析零部件,记录零部件 (OTS) 实际情况 工装/模具/夹具/检具 工装图纸 协同专业室分析工装,按 /量具修改记录 照图纸要求供应商整改 (检具工程师负责检具主 导整改) 工装/模具/夹具/检具 工装图纸 协同专业室分析工装,按 /量具验收记录 照图纸要求验收(检具工 程师负责主导检具验收) 备注 工装尺寸报告 表 零部件尺寸报 告表 工装修改记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20 21
22
23
24
252627Fra bibliotek2829
1
2
3
4
5
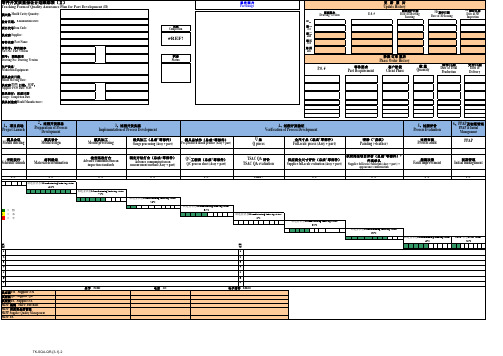
Phase Of Checking fixture Buy-Off
Checking fixture the initial acceptance inspection Submitted Checking fixture 2D Submitted Checking fixture 3D Supplier Submitted Self-Check Report MVS Report Checking Fixture Instruction Sheets Checking Fixture Buy-Off checklist HLZX Magna Recheck Outsourcing Checking Fixture approval report Sign Checking fixture the Final acceptance inspection Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real
Checking fixture development plan 检具开发计划
Program: User: Customer: Manufacturers: Delivery Plant: Planning cycle Feb-16 Real Complete Part Name: Fixture Quantity: Manufacturing cycle: Delivery Node: Data version: Over Due/Risk Mar-16 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 Form Owner: Supplier Confirm: User Confirm: Ford Confirm: Date: Partially completed Apr-16 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Phase Of Checking fixture Manufacturing cycle
Project Start 3D Data Provide CAD Data Provide Test Tool List Provide TTDCS Provide Fixture technical agreement Sign Supplier designated to complete Project Design 3D Data Complete Program book of Checking Fixture Project Review Project Sign Drawing Design Checking fixture 2D Complete Material Preparing Material purchase requisition Complete Material procurement Manufacturing Surface treatment Assembly Assembly measurement Precision correction Surface treatment of late Shipment Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real Planned Real