不锈钢焊条牌号
常用焊条牌号对照表
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
J422J427J507J507R焊条的区别及型号

J422、J506和J507焊条的命名方法之杨若古兰创作来源于GB98076《焊条分类及型号编制方法》,此刻作为尺度早已废除.但是因为该方法好记,行业上至今流传到此刻.该命名方式来源于GB98076《焊条分类及型号编制方法》. 第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J结结构钢焊条R热钼及铬钼耐热钢焊条G铬铬不锈钢焊条A奥铬镍不锈钢焊条D堆堆焊焊条W温低温钢焊条Z铸铸铁焊条Ni镍镍及镍合金焊条T铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2.最初一名按下表命名:最初一名数药皮类型药皮次要成分电源电极1钛型氧化钛≥35%直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3钛铁矿型钛铁矿≥30%直流或交流4氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5纤维素型无机物≥15%、氧化钛30%摆布直流或交流6低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8石墨型多量石墨或交流9盐基型氯化物和氟化物直流或交流此刻该尺度曾经废止,但流传至今.焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条.钛钙型药皮焊条属于酸性焊条.牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条.低氢钠型药皮焊条属于碱性焊条.向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺功能好,如电弧波动,飞溅小,焊缝成形美观等.而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学功能好,即韧性要比酸性焊条好.是以,普通联接用J422,而次要焊缝则利用J427焊接.焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303 结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,次要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315 结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,次要用于焊接次要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,次要区别在焊条的药皮成份分歧.个人认为可以互换,但是,J427R 焊后的功能应当好于J427.427焊条好用吗?比422有什么分歧?J427焊条是低氢钠型药皮的碳钢焊条.采取直流反接,可进行全地位焊接.其熔敷金属具有良好的力学功能和抗裂功能,低温冲击韧性好. 用处: 用于焊接次要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等. 熔敷金属化学成分(%)化学成分 C Mn Si S P 包管值≤0.12 ≤1.25 ≤0.90 ≤0.035 ≤0.040 熔敷金属力学功能试验项目σb(MPa) σs(MPa) δ5(%) Akv1(J) Akv2(J)包管值≥420 ≥330 ≥22 (20℃) ≥27(30℃) 普通结果460~540 ≥340 25~35 110~260(20℃) 100~240(30℃) 熔敷金属扩散氢含量: ≤8.0ml/100g(甘油法) X射线探伤: Ⅰ级参考电流(DC+)焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0 焊接电流(A) 60~100 80~140 110~210 160~230 留意事项:⒈焊前焊条须经300~350℃烘焙1h,随烘随用.⒉焊前必须清除焊件的铁锈、油污、水分等杂质.⒊焊接时须用短弧操纵,以窄焊道为好.⒋该焊条亦可在交流焊机上使用,但工艺性较直流机差些.J422是钛钙型药皮的碳钢焊条.交直流两用,可进行全地位焊接.具有良好的焊接工艺功能及良好的力学功能;电弧波动,飞溅小,脱渣易,再引弧容易;焊缝成型美观,焊波可宽、可窄、可薄、可厚,焊接轻松,效力高. 用处: 用于焊接较次要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等J422用于普通结构,属于酸性焊条,比较次要结构,承重件,封闭焊缝最好用碱性焊条,如J427说得简单点就是,结427必须用直流电源,直流反接,操纵性差一些,焊前清理必须干净.但焊后焊缝韧性好!426焊条与427焊条有什么分歧J427和J426,J506和J507焊条都是碳结钢焊条,J426和J427的最小抗拉强度是420MPa,适用于焊接Q235等碳结钢,J507和J506的最小抗拉强度是500MPa,适用于焊接16Mn 等碳结钢,507,506,427,426都是碱性焊条,426,506可交、直流两用;427,507只能直流、反接焊接.对于较高请求的承压焊缝,不克不及随便用j426或j427替代,需根据实际设计请求,并征得焊接工程师的答应,才可以替代 . 焊接压力容器时什么焊条可以代用j427r焊条. 首先应明确j427r牌号的含义,其来源应是焊条制作单位的说明文件普通结构钢焊条履行的是gb5117尺度,用型号e4315r 暗示r指耐吸潮焊条对利用的工作环境请求不高在工作条件满足下,(储存环境符合请求,使用前能正常烘干)可以使用j426、j427焊条代替用于压力容器的焊条必须符合jb/t4747《压力容器用的焊接材料技术条件》是以只需j427与j427r都满足容器尺度请求,都可以用于压力容器产品上不存在是否能用于压力容器的区别可用j607,焊接chj607低合金高强度钢焊条符合:gbe6015d1 jb/t4747相当:aws e9015d1.说明:chj607是低氢钠型药皮的低合金高强度钢焊条采取直流反接,可进行全地位焊接用处:用于焊接中碳钢及响应强度的低合金高强度钢结构,如15mnvn等留意事项:⒈焊前焊条须经350℃烘焙1h,随烘随用⒉焊前必须对焊件清除铁锈、油污、水份等杂质⒊焊接时须用短弧操纵,以窄道为好焊接时熔敷金属化学成份:(%)c mn si mo s p≤0.12 1.251.75 ≤0.60 0.250.45 ≤0.015 ≤0.025熔敷金属力学功能:试验项目抗拉强度(σb)mpa 屈服点(σs)mpa 伸长率(δ5) % 冲击功akv(j) 30℃包管值≥590 ≥490 ≥15 ≥27普通结果600680 ≥500 2028 ≥27药皮含水量:≤0.15% x射线探伤请求:ⅰ级参考电流:(dc+) 焊条直径(mm) 2.5 3.2 4.0 5.0 焊条长度(mm) 300 350 400 400 焊接电流(a) 7090 90130 140180 170210427可以代啊,像我们石化安装的压力容器,压力管道,就是用427,507这些焊条选用准绳:碳钢是选用强度高于母材一点的焊条,不锈钢是选用化学成分高于母材一点的焊条,为什么高一点,因为焊接温度高,要烧损一点j427r 是高韧性焊条,焊缝金属较j427具有更良好的韧性焊条牌号或型号没有纯数字的. 牌号:J426,(型号:4316)属于低氢钾型低碳结构钢焊条.J是结构钢结字的首字母.代表结构钢用(焊条).交流焊机直流反接都可以焊接.焊条含有稳弧剂.适合刚度较大的Q235级别强度低碳结构钢,次要结构的Q235 Q245等金属的焊接.药皮使用的碳酸钾等作粘接剂,不必于容器等精密结构件焊接. 牌号:J427,(型号:4315)属于低氢钠型低碳结构钢焊条.J 是结构钢结的首字母. 代表结构钢用(焊条).不含稳弧剂.只能直流反接极性焊接.适合Q345R Q245R等容器钢焊接. 二者同属于低氢碱性焊条.这是共同点.245r的材质能不克不及用j427的焊条1、245r的材质能用j427的焊条.2、J427---碱性焊条GB型号E4315,结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,次要用于焊接次要的低碳钢和低合金钢如09MnSi等.3、245R钢板”次要用于国家严重技术配备项目,国防军工和国民经济次要部分.能生产锅炉及压力容器用钢板、低合金高强度钢板、耐腐蚀钢板、桥梁用钢板、高层建筑结构用钢板、合金结构钢板、模具用钢板、碳素结构钢板、造船及采油平台用钢板.焊条j507r和che507r的区别CHE507R(J507R)符合:NB/T47018 E5015 JB E5015 GB E5015 AW/ASME E7015 说明:CHE507R是低氢钠型药皮的压力容器用钢公用碳钢焊条,具有良好的塑性、韧性和抗裂功能,焊接工艺功能良好、飞溅少、成型美观、脱渣容易,可进行全地位焊接.所以这二个是没有区此外,CHE507R是单位的厂家牌号,J507R是尺度上的牌号.506和507焊条有什么区别506比507电弧波动性差点,氟化物含量多点(氟化物对焊工身体严重风险)焊接电源可以用AC;507只能用DC,很多小厂因为交流焊机廉价才会用506.501~507按照焊条药皮分类,他们强度都是50KG级的,适用的钢材也一样,J501药皮为氧化钛型,502为钛钙型,503钛铁矿型,504为氧化铁型,505为纤维素型,506为低氢钾型,507为低氢钠型.1~5为酸性焊条,6和7为碱性焊条.1~6焊接电源AC或DC都行,507只能用DC(直流反接).酸性焊条氧化性强,,对水、锈等不太敏感,焊接操纵简单,但脱氢后果差,低温冲击功能低,抗裂纹差;碱性焊条还原性强,对水、锈等敏感,焊接烟尘多,长处是脱氢后果好,塑性好.低温冲击功能良好,抗裂纹性佳.这个成绩提的不是很全面,因为焊条的标识都暗示它独有它的特性,只是说506焊条和507焊条,而前后的字母没说,所以这个成绩就没法给准确的解答.如果说的506焊条后面没有字母的话,那这类焊条就普通用于焊接中碳钢和某些次要的低合金钢结构,如16mn钢.如果你说的507焊条后面同样没有字母的话,它们的感化就基底细同.假如有后缀字母的话.那就有很多种可能了.焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条.焊条的材料通常跟工件的材料不异.CHE506NiLHR焊条是压力容器用钢公用低合金钢焊条,药皮含水量≤0.25% CHE507R是低氢钠型药皮的,具有良好的塑性、韧性和抗裂功能,焊接工艺功能良好、飞溅少、成型美观、脱渣容易,可进行全地位焊接.J507焊条与J427的功能差别J507是低氢钠型焊条,可以焊接结构钢材几典型的Q235等刚才,其抗拉强度绝对于E4315等普通焊条大得多,所以普通焊接受力较大或受动载荷的钢结构焊接中.J427是低氢钠型药皮的低碳钢焊条,采取直流反接,可进行全地位焊接.具有良好的塑性、韧性和抗裂功能.J507和J422有什么区别从利用层面来说:J507焊条须要使用直流或者逆变焊机,通常利用与结构类焊接中的须要高强度级此外碳钢类焊接,可焊接性非常良好.J422焊条则交、直流焊机均可,但使用直流或逆变容易发生偏弧景象,电流选择不当容易发生夹渣、未焊透等缺陷,普通用于普通钢铁类结构焊接,对强度无特别请求. J507是碱性药皮,J422则是酸性药皮.J507焊条与J422焊条最大的分歧在于:1.焊条的药皮类型分歧;2.强度级别分歧;3.焊缝金属的抗拉强度、冲击功、塑性韧性差别很大.普通情况下用J422,但在受力较大,拘束度较大或动载荷时可选用相匹配的碱性焊条J427,没须要用J507.碳钢的焊接,选用焊条的准绳是等强度;对于冷却速度过快、壁厚较薄的工件,该当选用强度低一级的焊条;反之,则应考虑使用低氢型焊条,特别是管道刚性较强、所处工作环境温度较低时,选择焊条更应慎重.能满足请求就没有须要采取J507的焊条啊·因为507的焊条是碱性焊条·而且焊接时发生的粉尘比J422重·对操纵者身体健康影响比较大·所以应当采取J422是最合理的啊·J507焊条中507含义牌号:J507属于低氢钠型碱性焊条,适合焊接Q345级别强度的低合金结构钢. J 结构钢结字的首字母,代表结构钢焊条.50 熔附金属抗拉强度等于大于490MPa(50kgf ∕平方毫米).7 低氢钠型焊条.该焊条牌号符合E5015型号,E 暗示焊条,50 熔附金属抗拉强度等于大于490MPa(50kgf ∕平方毫米).1 暗示全地位焊接焊条(平焊、立焊、横焊、仰焊).7 低氢钠型焊条. 该焊条不含稳弧剂,只能采取直流反接极性焊接.J:暗示结构钢50:暗示其抗拉强度为490Mpa 7:焊条药皮成分为碱性,焊接电源采取直流J507是低氢钠型焊条,它是一种碱性焊条,可以焊接结构钢材几典型的Q235等钢材,其抗拉强度绝对于E4315等普通焊条大得多,所以普通焊接受力较大或受动载荷的钢结构焊接中.可以进行全地位焊接,焊接时选用直流焊机,极性为反接焊条型号、分类及选用准绳焊条是两块金属相连接用的一种材料(焊条就是涂有药皮的供电弧焊使用的熔化电极.它是由药皮和焊芯两部分构成) .焊接特点:焊口强度必须高于原材料(专业叫母材).一、焊条型号普通我们看到的焊条包装上名称为厂标如:TH J 42 6┬┬┬┬│││└第三位数字“2”暗示药皮类型为钛钙型,直流或交流电源.││└─暗示两位数字暗示熔敷金属抗拉强度的最低值为42kgf/mm2(412MP a),熔敷金属屈服强度的最低值为43kgf/mm2(430MPa).│└──暗示结构钢焊条.└────暗示天津大桥焊材集团无限公司的厂家牌号.按照国标GB/T5117—95,它应符合E4303型焊条请求.国标焊条型号编制方法如下:E 43 0 3┬┬┬┬│││└ 暗示焊条药皮为低氢钠型,采取直流反接焊接. ││└─暗示焊条适用于全地位焊接.│└──暗示熔敷金属抗拉强度的最小值.└────暗示焊条.焊条型号普通标示于焊条夹持端,标的是焊条的牌号二、焊条品种(l)按焊条的用处分:l)低碳钢和低合金高强度钢焊条(简称结构钢焊条). 2)不锈钢焊条.3)堆焊焊条.4)低温钢焊条.5)铸铁焊条.6)镍及镍合金焊条.7)铜及铜合金焊条.8)铝及铝合金焊条.(2)按焊条药皮熔化后的熔渣特性分:l)酸性焊条.普通用于焊接低碳钢和不太次要的钢结构.2)碱性焊条.碱性熔渣的脱氧较完整,又能无效地清除焊缝金属中的硫,合金元素烧损少,所以焊缝金属的机械功能和抗裂性均较好,可用于合金钢和次要碳钢结构的焊接.三、选用焊条的基来源根基则1)等强度准绳普通用于焊接低碳钢和低合金钢.对于承受静载或普通载荷的工件或结构,通常选用抗拉强度与母材相等的焊条,这就是等强度准绳.例如焊接20,Q235等低碳钢或抗拉强度在400MPa摆布的钢就可以选用E43系列焊条.而焊16Mn,16Mng等抗拉强度在500MPa范围的钢,选用E50系列焊条就行了(1MPa约等于10公斤的力).有的人认为选用抗拉强度高的焊条焊接抗拉强度低的材料好,这个观念是错误的,通常抗拉强度高的钢材的塑性目标都较差,单纯寻求焊缝金属的抗拉强度,降低了它的塑性,常常纷歧定有益.2)同成分准绳普通用于焊接耐热钢、不锈钢等金属材料.焊接在特殊环境下工作的工件或结构,如请求耐磨、耐腐蚀、在高温或低温下具有较高的力学功能,则应选用能包管熔敷金属的功能与母材附近或附近似的焊条,这就是等同性准绳.如焊接不锈钢时,应选用不锈钢焊条;焊接耐热钢时应选用耐热钢焊条.3)等条件准绳根据工件或焊接结构的工作条件和特点选择最多.例如焊接需承受动载或冲击载茶的工件,应选用熔敷金属冲击韧度较高的低氢型碱性焊条.反之,焊普通结构时,应选用酸性焊条.虽然选用焊条时还应考虑工地供电情况,工地设备条件,经济性及焊接效力等,但这都是比较次要的成绩,应根据实际情况决定.4)抗裂纹准绳选用抗裂性好的碱性焊条,以避免在焊接和使用过程中接头发生裂纹.普通用于焊接刚度大、外形复杂、使用中承受动载荷的焊接结构.5)抗气孔准绳受焊接工艺条件的限制,如对焊件接头部位的油污、铁锈等清理方便,应选用抗气孔能力强的酸性焊条,以避免焊接过程中气体滞留于焊缝中,构成气孔.6)低成来源根基则在满足使用请求的前提下,尽量选用工艺功能好、成本低和效力高的焊条.7)等韧性准绳即焊条熔敷金属和母材等韧性或附近,因为在实际中焊接结构的怕坏大多不是因为强度不敷,而是韧性缺乏.是以焊条选择时强度略低于母材,而韧性要不异或附近.这也是高强钢焊接时的低组配等韧性.四、异种钢焊接时焊条选用要点1)强度级别分歧的碳钢+低合金钢(或低合金钢+低合金高强钢)普通请求焊缝金属或接头的强度不低于两种被焊金属的最低强度,选用的焊条熔敷金属的强度应能包管焊缝及接头的强度不低于强度较低铡母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而塑性较差铡母材的功能.是以,可按两者当中强度级别较低的钢材选用焊条.但是,为了防止焊接裂纹,应按强度级别较高、焊接性较差的钢种确定焊接工艺,包含焊接规范、预热温度及焊后热处理等.2)低合金钢+奥氏体不锈钢应按照对熔敷金属化学成分限制的数值来选用焊条,普通选用铬和镍含量较高的、塑性和抗裂性较好的Cr25Ni13型奥氏体钢焊条,以防止因发生脆性淬硬组织而导致的裂纹.但应按焊接性较差的不锈钢确定焊接工艺及规范.3)不锈复合钢板应考虑对基层、复层、过渡层的焊接请求选用三种分歧功能的焊条.对基层(碳钢或低合金钢)的焊接,选用响应强度等级的结构钢焊条;复层直接与腐蚀介质接触,应选用响应成分的奥氏体不锈钢焊条.关键是过渡层(即复层与基层交界面)的焊接,必须考虑基体材料的浓缩感化,应选用铬和镍含量较高、塑性和抗裂性好的Cr25Ni13型奥氏体钢焊条.留意事项焊条要根据焊接母材、焊接地位、焊接工艺、焊接成本、焊接设备等多方面考虑在满足生产须要的情况下,尽量选择直径较大的焊接,提高焊接效力,减少焊接成本焊条427能代替507焊条用吗J427焊条不克不及替代J507焊条使用.两种焊条抗拉强度分歧. 牌号:J427,型号:E4315属于低氢钠型低碳结构钢焊条.可全地位焊接.焊缝熔敷金属具有良好的塑性、韧性及抗裂功能.该焊条抗拉强度是≥420MPa/平方毫米.用于Q235、Q245、Q245R容器钢等次要的低碳结构钢﹨低合金结构钢(如:09Mn2等)焊接.采取直流反接(地线夹接负极‐,焊钳接正极﹢)极性焊接. 牌号:J507,型号:E5015属于低氢钠型低合金结构钢焊条.可全地位焊接.采取直流反接极性.该焊条抗拉强度是≥490MPa ∕平方毫米.用于Q345低合金钢、Q345R低合金容器钢、09Mn2Si、09Mn2V等低合金钢及等强度的中碳钢焊接. 碳素钢、低合金钢焊条J?? ??焊条J?? ??焊条区别:药芯焊丝焊丝在焊接时须要使用助焊剂.药芯可以稳弧、改善操纵功能、起呵护感化,药芯焊丝与实心焊丝比拟,利用范围更为广泛.具体的区别如下:1、药芯焊丝与实心焊丝比拟,飞溅小,而且连续使用也不会堵塞焊枪嘴.2、药芯焊丝的功课功能优于实心焊丝.3、药芯焊丝的价格比实心焊丝的贵.4、药芯焊丝的熔敷效力微低于实心焊丝,但是熔敷速度比实心焊丝快得多.5、药芯焊丝适用于全地位的焊接,实心焊丝只适用于薄板焊接.用处:1、药芯焊丝次要用于平焊和平角焊,用来焊接建筑机械、重型机械、钢架、桥梁等.2、实心焊丝在焊接工作中广泛使用,是作为填充金属或同时作为导电用的金属丝焊接材料.在气焊和钨极气体呵护电弧焊时,焊丝用作填充金属广泛使用,在埋弧焊、电渣焊和其他熔化极气体呵护电弧焊时,焊丝既是填充金属,同时也是导电电极.具体选型要根据须要焊接的原材料而定.【药芯焊丝和实心焊丝的区别】1、生产效力:对于生产效力而言,药芯焊丝采取了连续焊接方式,是以生产效力高;与实心焊丝比拟,因为药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝概况的时间.2、对钢材的适应性:与实心焊丝比拟,因为药芯焊丝普通是通过药芯过渡合金元素,是以可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的请求.而实心焊丝每调整一次合金成分,就要从头冶炼,其工序多,难控制,是以难以满足用量少而品种多的请求.而且有的合金钢实芯焊丝拉拔功能差,很难拉拔成所需的焊丝.此时药芯焊丝更显其独特之长处.3、使用成本:与手工焊条及实心焊丝比拟,药芯焊丝本人的价格很高.但对于大型企业来讲,使用药芯焊丝后,生产周期缩短且焊缝质量容易包管,所以带来的综合效益是很高的.4、抗潮性:普通的药芯捍丝因为其制作方式的束缚,在其钢皮的侧边有一条连续的缝隙.所以药芯焊丝在打开包装以后的搁置时间不克不及太长,以防吸潮过多而影响焊接质量. 【药芯焊丝和实心焊丝的用处】1、药芯焊丝次要用于平焊和平角焊,用来焊接建筑机械、重型机械、钢架、桥梁等.2、实心焊丝在焊接工作中广泛使用,是作为填充金属或同时作为导电用的金属丝焊接材料.在气焊和钨极气体呵护电弧焊时,焊丝用作填充金属广泛使用,在埋弧焊、电渣焊和其他熔化极气体呵护电弧焊时,焊丝既是填充金属,同时也是导电电极.具体选型要根据须要焊接的原材料而定.药心飞溅小好清理,用co2气体,贵一些,强度比实心差有药皮概况光滑.实心可用co2和混合气(mag)用混和气后果好,比药心飞溅大.就是看外观请求高些用药心药蕊焊丝成型好,焊渣少,与实心比拟强度应相差不多,没有检验,不清楚数据.在气密性方面,按道理应是药芯更好,但因为板材前处理不敷,有些药芯焊丝焊出来的气孔更多些.结构件普通用实芯,成本更低点吧,有气密性请求的,很多采取药芯焊丝.药芯焊丝采取气渣联合呵护,呵护后果好.合金元素烧损少,焊缝韧性好氩弧焊丝有实心的也有药芯的,药芯焊丝包含气保焊和自呵护,可以参考上面的材料药芯焊丝的分类药芯焊丝按分歧的情况有分歧的分类方法. 按呵护情况可分为气体呵护(CO2、富Ar混合气体)和自呵护两种. 按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上). 按焊丝断面可分为简单断面和复杂断面. 按使用电源可分为交流陡降特性电源和直流电源. 按填充材料可分为造渣型药芯焊丝(氧化钛型、钛钙型、氟钙型)和金属粉芯药芯焊丝. 从药芯焊丝的开发及利用角度来看可作如下分类:造渣型气呵护药芯焊丝可分为CO2气体呵护药芯焊丝,次要品种用于碳钢、50公斤级低合金结构钢(全地位焊接)、高强度钢(60-70公斤级)、低温钢(-45℃、-6药心焊与实心焊区别?有缝药心焊丝;无缝药心焊丝?实心焊丝气保焊丝长输管线用焊丝分为实心焊丝和药芯焊丝两种.(1)实心焊丝实心焊丝次要有两类:一类用于埋弧焊,另一类用于熔化极活性气体呵护焊.埋弧焊用实心焊丝履行尺度有GB/T 52931999,有低锰焊丝,如H08A(如四川大西洋公司生产的CHWSG焊丝)配合高锰型熔炼焊剂,用于低碳钢及强度级别较低的管线钢焊接;中锰焊丝,如H08MnA、H10MnSi,配合高锰高硅低氟型熔炼焊剂次要用于管线钢焊接,并可配合低锰焊剂用于低碳钢焊接;高锰焊丝,如H08Mn2Si、H08Mn2SiA用于管线钢焊接;MnMo焊丝,如H08MnMoA、HO8MnMoTiB,配合低锰中硅中氟型熔炼焊剂、氟碱型烧结焊剂或硅钙型烧结焊剂,次要用于强度级别较高的管线钢焊接.焊丝直径普通在1.6~6.4mm范围之内.活性气体呵护焊用实心焊丝履行尺度有GB/T 149471994、GB/T 81101995、AWS 5.1893和AWS 5.2896等尺度,最经常使用的焊丝有H08Mn2SiA(如相当于GB/T 8110 ER491),它具有良好的焊接工艺功能,适宜于焊接σs≤500MPa的管线钢.当焊接强度级别较高的钢种时,则应选择含Mo的焊丝,例如,国产H10MnSiMo焊丝和履行美国尺度AWS 5.18 ER70SG的锦泰公司生产的JM58焊丝、BOHLER SG3P焊丝和履行美国尺度 AWS A5.28 ER80SG的锦泰JM68焊丝等.经常使用焊丝的规格为φ0.9mm、φ1.0mm、φ1.2mm等.(2)药芯焊丝近年来,随着长输管线向着高强度、大口径、厚壁化方向发展,传统的手工焊焊接方法已逐步地被半主动焊和主动焊焊接方法所取代,其中以半主动焊利用发展最为敏捷,与之而来的是药芯焊丝得以迅猛发展.药芯焊丝之所以能得到如此的看重和发展,与它本身的很多特点是分不开的,表示在:熔敷速度快,焊接生产率高;与实芯焊丝比拟,药芯焊丝电弧软、飞溅小,焊接工艺功能好;熔深大,成型美观;综合成本低.药芯焊丝按焊接时呵护方式的分歧可分为气呵护药芯焊丝和自呵护药芯焊丝,其中自呵护药芯焊丝以其特有的优胜性在长输管道中广泛。
不锈钢焊条牌号对照表
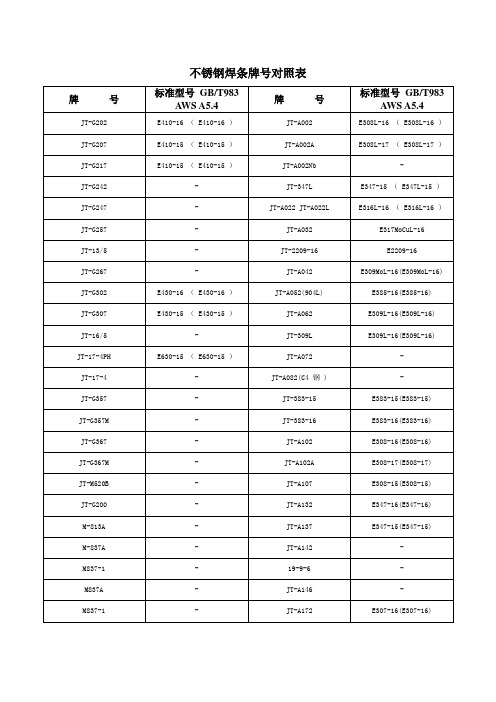
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。
WEL TIG焊焊条及焊丝牌号一览表

用于 27Cr‐8.5Ni‐N 钢(NAR‐SN‐5 钢) 203
用于
244
20Cr‐12Ni‐2Si‐1.5Mo‐1.5Cu‐0.15N 204
用于极低温钢、非磁性钢 205
用于 18Cr‐15Ni‐5Mo 钢
244
用于 18Cr‐13Ni‐4Mo 钢
206
用于 20Cr‐25Ni‐5Mo‐1.5Cu 钢 207
相当规格
JIS
AWS
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
WEL TIG 35C
—
—
WEL TIG 35CL
—
—
WEL TIG HM‐40
—
—ห้องสมุดไป่ตู้
WEL TIG 35H
—
—
WEL TIG 35CW
—
—
WEL TIG MR‐1
—
—
WEL TIG 22H
—
—
WEL TIG HS
—
—
主要用途
页
用于 19Cr‐12Ni‐3Mo‐低碳管子初层 217 用于 22Cr‐6Ni‐3Mo‐N 管子初层 217
246
用于 KHR 32C
246
用于 KHR 35C
用于 KHR 35CL
246
用于 0.4C‐25Cr‐35Ni‐Mo 钢 246
用于 KHR 35H
221
用于 KHR 35CW
246
用于
246
0.45C‐25Cr‐35Ni‐1.5W‐Nb 钢 222
用于 0.5C‐27Cr‐50Ni‐5W 钢 246
不锈钢焊条牌号
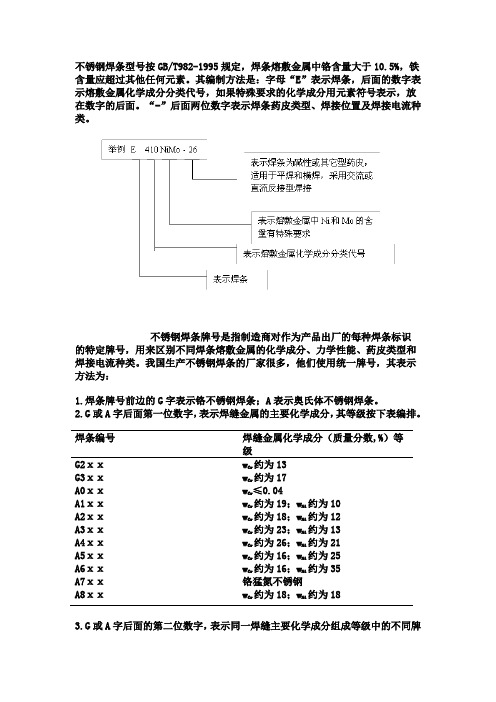
不锈钢焊条型号按GB/T982-1995规定,焊条熔敷金属中铬含量大于10.5%,铁含量应超过其他任何元素。
其编制方法是:字母“E”表示焊条,后面的数字表示熔敷金属化学成分分类代号,如果特殊要求的化学成分用元素符号表示,放在数字的后面。
“-”后面两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
不锈钢焊条牌号是指制造商对作为产品出厂的每种焊条标识的特定牌号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。
我国生产不锈钢焊条的厂家很多,他们使用统一牌号,其表示方法为:1.焊条牌号前边的G字表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。
2.G或A字后面第一位数字,表示焊缝金属的主要化学成分,其等级按下表编排。
焊条编号焊缝金属化学成分(质量分数,%)等级G2ⅹⅹwCr约为13G3ⅹⅹwCr约为17A0ⅹⅹwCr≤0.04A1ⅹⅹwCr 约为19;wNi约为10A2ⅹⅹwCr 约为18;wNi约为12A3ⅹⅹwCr 约为23;wNi约为13A4ⅹⅹwCr 约为26;wNi约为21A5ⅹⅹwCr 约为16;wNi约为25A6ⅹⅹwCr 约为16;wNi约为35A7ⅹⅹ铬猛氮不锈钢A8ⅹⅹwCr 约为18;wNi约为183.G或A字后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3,…8,9顺序排列。
4.G或A字后面的第三位数字,表示药皮类型和焊接电源种类。
不锈钢焊条牌号只应用2和7两个数字。
“2”表示钛钙型焊条,交流或直流反接电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流反接电源焊接。
不锈钢焊条简介。
焊条牌号型号对照表
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。
不锈钢焊条的型号及选用

不锈钢焊条的型号及选⽤(1)不锈钢焊条的型号根据GB/T983—1995《不锈钢焊条》的规定,不锈钢焊条型号根据熔敷⾦属的化学成分、药⽪类型、焊接位置及焊接电流种类划分。
其型号编制⽅法是:⾸字母“E”表⽰焊条,“E”后⾯的数字表⽰熔敷⾦属化学成分分类代号,如有特殊要求的化学成分,该化学成分⽤元素符号表⽰,放在数字的后⾯;短划“-”后⾯的两位数字表⽰药⽪类型、焊接位置及焊接电流种类。
不锈钢焊条分类见表10-1所⽰。
(2)不锈钢焊条的牌号①牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表⽰铬不锈钢焊条或奥⽒体铬镍不锈钢焊条。
②牌号第⼀位数字,表⽰熔敷⾦属主要化学成分组成等级,见表10-2所⽰。
③牌号第⼆位数字,表⽰同⼀熔敷⾦属主要化学成分组成等级中的不同牌号。
对同⼀组成等级焊条,可有10个牌号,按0、1、2、?、9顺序排列,以区别镍铬之外的其他成分。
④牌号第三位数字,表⽰药⽪类型和焊接电源种类,见表10-3所⽰。
(3)不锈钢焊条的选择不锈钢焊条适⽤于铬含量⼤于10.50%、镍含量⼩于50%的耐腐蚀钢或耐热钢的焊接,使⽤时应根据不锈钢的材质、⼯作条件(包括⼯作温度和接触介质)来选择。
主要从以下⼏⽅⾯考虑:①在⾼温环境下⼯作的耐热不锈钢,选择焊条主要是能满⾜焊缝⾦属的抗热裂纹性能和焊接接头的⾼温性能。
对于Cr/Ni≥1的奥⽒体耐热钢,如1Cr18Ni9Ti、Cr17Ni13W等,⼀般均采⽤奥⽒体-铁素体不锈钢焊条;若Cr/Ni<1的稳定型奥⽒体耐热钢,如Cr16Ni25Mo6、Cr15Ni25W4Ti2等,⼀般应在保证焊缝⾦属具有与母材化学成分⼤致相近的同时,增加焊缝⾦属中Mo、W、Mn等元素含量,以提⾼焊缝的抗裂性。
②在各种腐蚀介质中⼯作的耐蚀不锈钢,应根据介质和⼯作温度来选择焊条。
对于⼯作温度在3000C以上、有较强腐蚀性的介质,则选⽤含有Ti或Nb稳定化元素或超低碳不锈钢焊条;对于含有稀硫酸或盐酸的介质,常选⽤含Mo或含Mo和Cu的不锈钢焊条;对于在常温下⼯作,腐蚀性弱或仅为避免锈蚀污染的设备,可采⽤不含Ti或Nb的不锈钢焊条。
不锈钢焊条牌号

E308L-17
E308L-17
氧化钛酸性超低碳耐发红高效不锈钢焊条,具有耐发红、飞溅小、引弧及再引弧型号、脱渣容易、焊缝美观等特点,可交直流两用。用于含钛稳定奥氏体不锈钢和同类型不锈钢,焊条直径≤3.2mm时可全位置焊,其他规格仅用于平焊和平角焊
A012Si
-
(-)
钛钙型的超低碳Cr20Ni13Si4不锈钢焊条,有很好的抗浓硝酸腐蚀性能,可交直流两用,工艺性能好。用于抗浓硝酸腐蚀的超低碳00Cr17Ni15Si4Nb不锈钢
A237
E318V-15
(-)
低氢型Cr18Ni12Mo2V不锈钢焊条,熔敷金属含有钒,具有良好的耐热及抗裂性,采用直流反接,可全位置焊。用于焊接一般耐热及要求耐蚀的Cr19Ni10及0Cr18Ni12Mo2不锈钢结构的多层焊。
A242
E317-16
E317-16
钛钙型含铌Cr19Ni13Mo3不锈钢焊条,熔敷金属比A202具有更高的含钼量,对非氧化性酸,如硫酸、亚硫酸、磷酸及有机酸具有较好的耐蚀性,抗点状腐蚀性好,交直流两用,工艺性能优异。用于相同类型的不锈钢以及复合钢、异种钢的焊接。
G302
E430-16
E430-16
钛钙型的Cr17不锈钢焊条,交直流两用。用于耐硝酸耐蚀、耐热的Cr17不锈钢结构
G307
E430-16
E430-16
低氢型的Cr17不锈钢焊条,交直流两用。用于耐硝酸耐蚀、耐热的Cr17不锈钢结构
A001G15
E308L-15
E308L-15
氧化钛型耐发红高效率不锈钢焊条,熔敷效率为150%,具有飞溅小、脱渣容易、焊缝美观、高效节能等特点,直流反接.用于同类型不锈钢平焊和平角焊
不锈钢焊材选择型号
不锈钢焊材选择型号A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢构造,如合成纤维、化肥、石油等设备A022 焊接尿素及合成纤维设备A042 不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2 不锈钢焊条,可交直流两用。
由于焊缝金属中参与适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于一样类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能承受直流电源,以免焊条发红。
A062 焊接合成纤维、石油化工设备用同类型的不锈钢构造、复合钢和异种钢构造A082 用于 00Cr17Ni15Si4Nb 、00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802 焊接硫酸浓度 50% 和确定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti 的不锈铜构造。
A107 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9 型不锈钢构造,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈铜外表层。
A132 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A137 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A202 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。
焊条牌号的选用及保管
焊条类型
表示符号
第一、二位数字
第三位数字
结构钢焊条
J
焊缝金属抗拉强度等级
药皮类型和焊接电源种类
不锈钢焊条
G-铬不锈钢 A- 奥氏体不锈钢
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
药皮类型和焊接电源种类
钼和铬钼耐热钢焊条
R
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
02
写出以下焊条型号表示含义(对照表3-3)
课堂练习
二、焊条型号的编写方法
低合金钢焊条型号举例: E 50 1 8 AI
表示熔敷金属化学成分分类代号
表示焊条药皮为铁粉低氢型,采用交流或直流反接焊接
表示焊条适用于全位置焊接
表示熔敷金属抗拉强度最小值为500MPa
表示焊条
焊条的种类很多,各有其应用范围,使用是否恰当对焊接质量、劳动生产率及产品成本都有很大影响。通常应根据组成焊接结构钢材的化学成分、力学性能、焊接性,工作环境(有无腐蚀介质,高温、低温),焊接结构形状、受力情况等,进行综合考虑,以决定选用哪种焊条。
在选用焊条时,应注意下列原则:
考虑母材的力学性能和化学成分
考虑焊接工地、现场的设备情况
三、焊条的选用
在满足力学条件和操作性能的前提下,应尽量选择价格低的焊条。
在酸性和碱性焊条都满足的情况下,应尽量选择酸性焊条,为提高生产率应尽量选择碱性焊条。
在满足力学条件和操作性能的前提下,应尽量选择效率高的焊条。
考虑劳动条件、生产率和经济性
三、焊条的选用
理解焊条牌号,根据牌号知道用途、性能。
E ××24
铁粉钛型
E ××27
铁粉氧化铁型
焊条型牌号对照及主要用途
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
不锈钢焊条牌号型号及选用

不锈钢焊条牌号型号及用途牌号符合标准用途A002E308L-16用于焊接超低碳Cr19Ni10不锈钢结构,也可用于06Cr18Ni11Ti工作温度低于3 00℃耐腐蚀的不锈钢结构;主要用于合成纤维、化肥、石油等设备的制造。
A022E316L-16用于焊接尿素、合成纤维等设备及相同类型的不锈钢结构,也可用于焊后不能进行热处理的铬不锈钢以及复合钢和异种钢等。
A042E309MoL-16用于相同类型的超低碳不锈钢材料(如年俗合成塔衬里)及异种钢焊接等。
A102E E304-16A102E308-16用于焊接工作温度低于300℃的耐腐蚀06Cr19Ni10及06Cr18Ni11Ti不锈钢结构。
A107E308-15用于焊接工作温度低于300℃的耐腐蚀的06Cr19Ni10不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
A132E347/321-16用于焊接重要的耐腐蚀含钛稳定的07Cr19Ni11Ti不锈钢结构。
A202E316-16用于焊接在有机和无机酸(非氧化性酸)介质中工作的06Cr17Ni13Mo2不锈钢或异种钢焊接。
A212E318-16用于中药的06Cr17Ni23Mo2、超低碳的Cr17Ni14Mo2等不锈钢结构的焊接,如尿素合成塔、维尼纶设备等接触强腐蚀介质的部件。
AF2594E2594-16主要用于海洋石油、天然气、石化行业同类型双相不锈钢的焊接,如00Cr25Ni7 Mo4N等。
A302E309-16用于焊接相同类型的不锈钢、不锈钢衬里、异种钢(Cr19Ni9同低碳钢)以及高铬钢、高锰钢等。
A307E309-15用于焊接相同类型的不锈钢、异种钢以及高铬钢、高锰钢等。
A312E309Mo-16用于焊接耐硫酸介质(硫氨)腐蚀的相同类型不锈钢容器,也可用于不锈钢衬里、复合钢版、异种钢的焊接。
E317L用于焊接耐硫酸介质(硫氨)腐蚀的同类不锈钢、复合板、异种钢的焊接。
常用焊条牌号对照表

常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
常用焊条型号 牌号

J
J502NiCu
≤0.10
0.3~0.80
≤0.30
≤0.035
≤0.035
0.15~0.40
0.20~0.30
Ni
0.20~0.50
≥490
≥390
≥20
0
≥27
J502WCu
≤0.12
0.50~0.90
≤0.30
≤0.300
≤0.300
0.20~0.50
W
0.20~0.50
≥490
≥390
≥20
A212
E318L-16
E318L-16
钛钙型
AC/DC
用于重要的OCr18Ni12Mo、超低碳的铬17镍14钼2等不锈钢的焊接。如尿素合成塔、维尼纶设备等接触强腐蚀介质的部件
Φ2.5—Φ5.0
A302
E309L-16
E309L-16
钛钙型
AC/DC
用于焊接相同类型的的不锈钢、不锈钢衬里、异种钢(Cr19Ni9同低碳钢)以及高铬钢、高锰钢等
铁粉钛型
AC/DC
适用于机车车辆、造船、锅炉等结构的焊接
Φ2.5—Φ5.0
熔敷金属化学成分%
熔敷金属机械性能
牌号
C
Mn
Si
S
P
抗拉强度(Mpa)
屈服强度
延伸率%
冲击值
℃
J
J421
≤0.12
0.3~0.6
≤0.35
≤0.035
≤0.040
≥420
≥330
≥22
0
≥47
J421Fe
≤0.12
0.3~0.6
E316L-16
钛钙型
各种焊条型号对照表
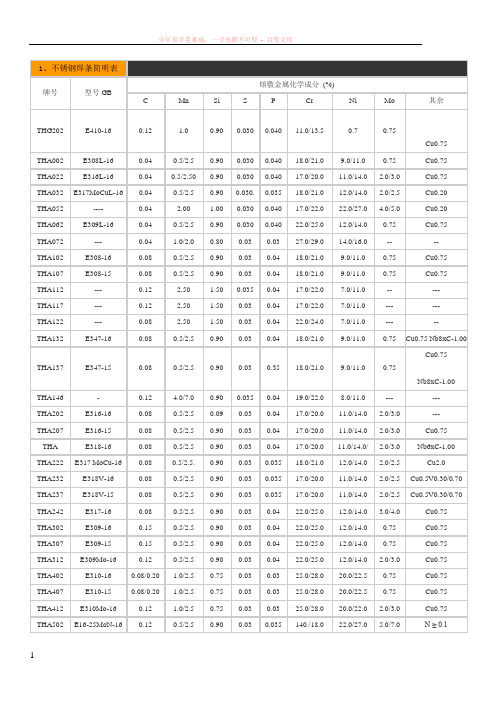
1、不锈钢焊条简明表熔敷金属主要成分 / 熔敷金属力学性能/ 主要用途熔敷金属化学成分(%)牌号型号GBC Mn Si S P Cr Ni Mo 其余THG202 E410-16 0.12 1.0 0.90 0.030 0.040 11.0/13.5 0.7 0.75Cu0.75THA002 E308L-16 0.04 0.5/2.5 0.90 0.030 0.040 18.0/21.0 9.0/11.0 0.75 Cu0.75THA022 E316L-16 0.04 0.5/2.50 0.90 0.030 0.040 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA032 E317MoCuL-16 0.04 0.5/2.5 0.90 0.030. 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu0.20THA052 ---- 0.04 2.00 1.00 0.030 0.040 17.0/22.0 22.0/27.0 4.0/5.0 Cu0.20THA062 E309L-16 0.04 0.5/2.5 0.90 0.030 0.040 22.0/25.0 12.0/14.0 0.75 Cu0.75THA072 --- 0.04 1.0/2.0 0.80 0.03 0.03 27.0/29.0 14.0/16.0 -- --THA102 E308-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA107 E308-15 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA112 --- 0.12 2.50 1.50 0.035 0.04 17.0/22.0 7.0/11.0 -- ---THA117 --- 0.12 2.50 1.50 0.03 0.04 17.0/22.0 7.0/11.0 --- ---THA122 --- 0.08 2.50 1.50 0.03 0.04 22.0/24.0 7.0/11.0 --- --THA132 E347-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75 Nb8xC-1.00Cu0.75THA137 E347-15 0.08 0.5/2.5 0.90 0.03 0.35 18.0/21.0 9.0/11.0 0.75Nb8xC-1.00 THA146 - 0.12 4.0/7.0 0.90 0.035 0.04 19.0/22.0 8.0/11.0 --- ---THA202 E316-16 0.08 0.5/2.5 0.09 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 ---THA207 E316-15 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA E318-16 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0/ 2.0/3.0 Nb6xC-1.00 THA222 E317 MoCu-16 0.08 0.5/2.5. 0.90 0.03 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu2.0THA232 E318V-16 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA237 E318V-15 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA242 E317-16 0.08 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 3.0/4.0 Cu0.75THA302 E309-16 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA307 E309-15 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA312 E309Mo-16 0.12 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 2.0/3.0 Cu0.75THA402 E310-16 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA407 E310-15 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA412 E310Mo-16 0.12 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.0 2.0/3.0 Cu0.75THA502 E16-25MoN-16 0.12 0.5/2.5 0.90 0.03 0.035 140./18.0 22.0/27.0 5.0/7.0 N ≥ 0.1THA507 E16-2MoN-15 0.12 0.5/2.5 0.90 0.03 0.035 14.0/18.0 22.0/27.0 5.0/7.0 N ≥ 0.1 THA802 --- 0.10 2.5 1.00 0.03 0.035 18.0/21.0 17.0/19.0 3.0/5.0 Cu1.5/2.52、堆焊焊条简明表堆焊金属主要成分/ 堆焊层硬度/ 主要用途牌号型号GB堆焊金属化学成分(%)C Mn Si S P 其他THD107 EDPMn2-15 0.20 3.50 -- -- -- --THD112 EDPCrMo-A1-03 0.25 -- -- -- -- Mo1.50 Cr2.00 THD127 相当于EDPMn4-15 0.20 4.20 -- -- -- --THD132 EDPCrMo-A2-03 0.50 - -- -- -- Mo1.50 Cr3.00 THD146 EDPMn4-16 0.20 4.50 -- -- -- 其它元素总量:2.00 THD167 EDPMn6-15 0.45 6.50 1.00 -- -- --THD172 EDPCrMo-A3-03 0.50 - -- -- -- Mo2.50 Cr2.50 THD207 EDPCrMnSi-15 0.50/1.00 2.50 1.00 0.035 0.035 Cr3.50THD212 EDPCrMo-A4-03 0.30/0.60 - -- -- -- Mo4.00 Cr5.00 THD256 EDMn-A-16 1.10 11.00/16.00 1.30 ---- -- 其他元素总量:5.00 THD266 EDMn-B-16 1.10 11.00/18.00 0.30/1.30 -- -- Mo2.50THD276 EDCrMn-B-16 0.80 11.00/16.00 0.80 -- Cr13.00/17.00THD307 EDD-D-15 0.70/1.00 --- -- 0.035 0.035 V1.00/1.50 Cr3.80/4.50 W17.00/19.50THD322 EDRCrMoWV-A1-03 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD327 EDRCrMoWV-A1-15 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD337 EDRCrW-15 0.25/0.55 --- -- 0.035 0.035Cr2.00/3.50W7.00/10.00 THD397 EDRCrMnMo-15 ≤ 0.60 ≤ 2.50 ≤ 1.00 0.035 0.035 Mo1.00 Cr2.00 THD512 EDCr-B-03 ≤ 0.25 -- 0.035 0.035 Cr10.00/16.00 THD516M EDCrMn-A-16 0.25 0.60/8.00 1.00 -- -- Cr12.00/14.00 ThD516F 相当于EDCrMn-A-16 0.25 8.0/10.0/1.00 1.00 -- Cr12.00/14.00 THD517 EDCr-B-15 0.25 - - - - Cr10.00/16.00THD547Mo EDCr-B-15 0.18 0.60/5.00 3.80/6.50/3.8 0.030 0.040 Cr14.00/21.00Mo3.50/7.00 Ni6.50/12.00THD608 EDZ-A1-08 2.50/4.50 - - - - Mo3.00/5.00 Cr3.00/5.00THD642 EDZCr-B-03 1.50/3.50 1.00 -- -- -- Cr22.00/32.00他元素总量:7.00THD667 EDZCr-C-15 2.50/5.00 8.00 1.00/4.80 -- --Cr25.00/32.00Ni3.00/5.00 3、铸铁焊条简明表牌号型号GB堆焊金属化学成分(%)特点与用途C Mn Si Ni Fe S P 其余THZ116 EZV 0.25 1.50 0.07 --- 余量0.040 0.040 V8/13 用于铸铁件缺陷的补焊,如汽车缸体等,也可焊补高强度铸铁及球墨铸铁件,焊件可不预热THZ208 EZC 2.00/4.00 0.75 2.5/6.5 - 余量0.10 0.15 -- 用于灰口铸铁件缺陷的补焊THZ238 EZCQ 3.20/4.20 0.80 3.20/4.00 -- 余量0.10 0.15球化剂0.04/0.15用于球墨铸铁件的补焊THZ308 EZNi-1 2.00 1.00 2.50 90 8 0.30 -- 1.00 重要灰口铸铁薄壁件和加工面补焊THZ408 EZNiFe-1 2.00 1.80 2.50 45/60 余量0.030 -- 1.00 高强度灰口铸铁及球墨铸铁的补焊THZ508 EZNICu-1 1.00 2.50 0.80 60/70 6 0.025 -- Cu24/35 强度要求不高灰口铸铁补焊4、低合金高强度焊条熔敷金属主要成分/ 熔敷金属力学性能/ 主要用途牌号型号GB熔敷金属化学成分(%)C Mn Si S P 其余THJ502WCu E5003-G 0.12 0.30/0.90 0.40 0.030 0.035 Cu0.20/0.50 W0.20/0.50 THJ50 2NiCu E5003-G 0.12 0.30/0.90 0.35 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 ThJ506NiCu E5016-G 0.12 0.30/0.90 0.70 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 THJ506R E5016-G 0.10 1.00 0.40 0.030 0.035 Ni ≥ 0.50 THJ507R E5015-G 0.10 1.00 0.75 0.035 0.035 N ≥ 0.40THJ507CuP E5015-G 0.12 1.00 0.50 0.035 0.06/ 0.12 Cu0.20/0.50THJ507 MoNb E5015-G 0.12 0.60/1.20 0.65 0.035 0.036 Mo0.30/0.60 Nb0.03/0.15THJ507Mo WNbB E5015-G 0.10 0.85 0.45 0.035 0.035Nb0.01/0.04 B0.005/0.0015Mo0.40/0.60 W0.10/0.20THJ556R E5516-G 0.11 1.00 0.60 0.030 0.035 Ni ≥ 0.40 Ti0.02/0.05 B0.0018/0.0026THJ606 E6016-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ607 E6015-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ707 E7015-D2 0.15 1.65/2.00 0.60 0.035 0.035 Mo0.25/0.45THJ807 E8015-G 0.20 1.20/1.80 0.80 0.035 0.035 Mo0.60/1.00THJ807A E8015-G 0.09 2.00 0.40 0.030 0.030 Mo0.80/1.0THJ907 E9015-G 0.20 1.40/2.60 0.40/0.80 0.035 0.035 Mo0.80/1.20THJ907Cr E9015-G 0.12 1.40/2.00 0.5 0.035 0.035Cr0.70/1.10Mo 0.50/1.00 V0.05/0.15 THJ107 E1005-G 0.20 1.50/2.30 0.40/0.80 0.035 0.035 Mo0.08/1.40THJ107Cr E1005-G 0.15 1.40/2.00 0.50 0.035 0.035Cr1.5/2.2 Mo0.4/0.8 V0.08/0.16V840 E9015-G 0.085 0.09/1.50 0.45 0.030 0.030 Mo0.60 Ni2.80 Cr1.00THJ557R E5515-G 0.11 1.00/1.40 0.60 0.030 0.035 Ni0.40/0.80 5、低温钢焊条耐热钢焊条熔敷金属化学成分熔敷金属力学性能特点与用途牌号型号GB熔敷金属化学成分(% )C Mn Si S P 其余THR107 E50515-A1 0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65THR207 E5515-B1 0.05/0.12 0.90 0.60 0.035 0.035 M.o0.40./0.65 Cr0.40/0.65 THR307 E5515-B2 0.05/0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65 Cr0.80/1.50 THR317 E5515-B2-V 0.05/0.12 0.90 0.60 0.035 0.035Mo0.40/0.65 Cr0.80/1.50V0.10/035THR317B20 E6015-G 0.08/0.15 1.00 0.60 0.035 0.035Mo0.90/1.30 Cr0.90/1.30Ni=0.40 V0.20/0.35THR337 E5515-B2-VNb 0.05/0.12 0.90 0.60 0.035 0.035Mo0.70/1.00 Cr0.80/1.50Nb0.10/0.25 V0.15/0.40 THR347 E5515-B3-VWB 0.05/0.12 1.00 0.60 0.035 0.035Mo0.30/0.80 Cr1.50/2.50W0.20/0.60 B0.001/0.003 THR407 E6015-B53 0.05/0.12 0.90 0.60 0.035 0.035 Cr2.00/2.50 Mo0.90/1.20 THR507 E5MoV-15 0.12 0.50/0.90 0.50 0.035 0.035Cr4.50/6.00 Mo0.40/0.70V0.10/0.35THW707NIi E5515-C1 0.12 1.25 0.60 0.035 0.035 Ni2.00/2.75THW107NIi - 0.08 0.5 0.30 0.020 0.020 Ni4.0/5.5 Mo0.30 Cu0.50 6、特殊用途焊条简明表牌号焊条名称药皮类型焊接电源特点与用途THT202 水下焊条钛钙型直流一般结构的水下焊接THT304 水下割条氧化铁型直流用于水下切割THT404 开槽焊条氧化铁型交直流铸铁焊补前开坡口用704 切割条切割条氧化铁型交直流用于厚钢板切割7、碳钢焊条简明表熔敷金属化学成分力学性能/特点与用途牌号型号GB熔敷金属化学成分(%) 熔敷金属力学性能C Mn Si S P 其余σs/σ0.2MPaσb MPaδ5 % A KV JJ421 E4313 0.10 0.32/0.55 0.30 0.035 0.04 - 330 420 17 0℃27 THJ421X E4313 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 17 0℃27 THJ422 E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ422GM E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ423 E4301 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 22 -20℃27 THJ425X E4310 0.20 30/0.60 0.30 0.035 0.040 - 330 420 22 -30 ℃27 THJ426 E4316 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27 THJ427 E4315 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27Mo0.30THJ50IFe15 E5024 0.12 0.80/1.40 0.90 0.035 0.040400 490 17 0 ℃27V0.08Mo0.30400 490 17 0 ℃27 ThJ50IFe18 E5024 0.10 1.25 0.65 0.035 0.040V0.08THJ502 E5003 0.10 0.50/1.25 0.30 0.035 0.040 - 400 490 20 0 ℃27 THJ505X E5010 0.20 50/1.00 0.30 0.035 0.040 - 400 490 20 -30 ℃27 THJ506 E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506-1 E5016-1 0.10 0.85/1.40 . 65 0.030 0.030 Ni0.3.0 400 490 22 -46 ℃27 THJ506Fe-1 E5018-1 0.10 1.60 0.75 0.030 0.035 - 400 490 22 -46 ℃27 THJ506D E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506X E5016 0.12 1.60 0.75 0.035 0.040 400 490 22 -30 ℃27 THJ506Fe E5018 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 ThJ506Fe13 E5028 0.10 1.60 0.90 0.035 0.040 - 400 490 22 -20 ℃27 THJ506Fe16 E5028 0.10 1.60 0.035 0.035 0.040 - 400 490 -20 ℃27 THJ507 E5015 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30℃27。
常用焊条标准牌号型号对照表 碳钢 不锈钢 低合金结构钢 低温钢

E0-19-10Nb-15
E347-15
250℃×1 h
0Cr19Ni11Ti
A201
E0-18-12Mo2-16
E316-16
250℃×1 h(禁反复烘)
0Cr18Ni12Mo2
A202
E0-18-12Mo2-16
E316-16
150℃×1 h
0Cr18Ni12Mo2
A207
E0-18-12Mo2-15
A032
E00-19-13Mo2-Cu2-16
E317 Mo-CuL-16
00Cr18Ni12Mo2Cu2
A042
E00-23-13Mo2-16
E309 Mo L-16
00Cr23Ni13Mo2
A062
E00-23-13-16
E309 L-16
00Cr23Ni13
A101
E0-19-10-16
E308-16
说明:E5003-A1-------碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3-----含镍量增加,镍钢;
E5518-NM------镍钼钢;W6015-D1、D2、D3-------含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
06AlNbCuN;16MnNb; 3.5Ni钢
四、常用碳钢焊条新旧牌号对照及适用范围
国家标准GB980-77
使用电源
烘干温度及时间
℃×h
适用于焊接钢材
J421
E4320
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20钢的平焊及夹角焊
J422
焊条百度百科
中文名称:焊条英文名称:covered electrode定义:涂有药皮的供手弧焊用的熔化电极。
它由药皮和焊芯两部分组成。
所属学科:机械工程(一级学科) ;焊接与切割(二级学科) ;焊接材料(三级学科)本内容由全国科学技术名词审定委员会审定公布目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条3 按药皮主要成分分类4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
[编辑本段]焊条的组成焊条由焊芯及药皮两部分构成。
焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
焊条种类不同,焊芯也不同。
焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝国家标准GB1300一77)。
采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。
加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
在焊条前端药皮有45°左右的倒角,这是为了便于引弧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品牌联盛型号A002 类型
多款供
选
材质合金
药皮性质多种可
选
直径 1.0--5.0mm
焊芯直径1.0-5.0
mm
焊接电
流
120A
长度
300--50
0mm 工作温
度
120℃
电流幅
度120A
适用范
围
各种机械设备维修焊接
G202焊条 E410-16焊条 E410-16 钛钙型交直流焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊
G207焊条 E410-15焊条低氢型直流焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊
G217焊条 E410-15焊条低氢型直流焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊
G302焊条 E430-16焊条钛钙型交直流焊接 Cr17 不锈钢
G307焊条 E430-15焊条低氢型直流焊接 Cr17 不锈钢
A002焊条 E308L -16焊条钛钙型交直流焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备
A022焊条 E316L -16焊条钛钙型交直流焊接尿素及合成纤维设备
A032焊条 E317MoCuL-16焊条钛钙型交直流焊接合成纤维等设备,在稀、中浓度介质中工作的同类型超低碳不锈钢结构
A042焊条 E309MoL-16焊条钛钙型交直流焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构
A052焊条钛钙型交直流焊接耐、醋酸、磷酸中的反应器、分离器等
A062焊条 E309L-16焊条钛钙型交直流焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种钢结构
A072焊条钛钙型交直流用于 00Cr25Ni20Nb 钢的焊接,如核燃料设备
A082焊条钛钙型交直流用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊
A102焊条E308-16焊条钛钙型交直流焊接工作温度低于300 ℃ 的耐腐蚀的0Cr19Ni9 、 0Cr19Ni11Ti 不锈钢结构
A107焊条 E308-15焊条低氢型直流焊接工作温度低于300 ℃ 的耐腐蚀的 0Cr19Ni9 、0Cr19Ni11Ti 不锈钢结构
A132焊条 E347-16焊条钛钙型交直流焊接重要的含钛稳定的 0Cr19Ni11Ti 型不锈钢
A137焊条 E347-15焊条低氢型直流焊接重要的含钛稳定的 0Cr19Ni11Ti 型不锈钢
A146焊条低氢型直流焊接重要的 0Cr20Ni10Mn6 不锈钢结构
A202焊条 E316-16焊条钛钙型交直流焊接在有机和无机酸介质中工作的 0Cr17Ni12Mo2 不锈钢结构
A207焊条 E316-15焊条低氢型直流焊接在有机和无机酸介质中工作的 0Cr17Ni12Mo2 不锈钢结构
A212焊条 E318-16 焊条钛钙型交直流焊接重要的 0Cr17Ni12Mo2 不锈钢设备,如尿素、合成纤维等设备
A222焊条E317MuCu-16焊条钛钙型交直流焊接相同类型含铜不锈钢结构,如0Cr18Ni12Mo2Cu2
A232焊条E318V-16焊条钛钙型交直流焊接一般耐热、耐蚀的0Cr19Ni9 及0Cr17Ni12Mo2 不锈钢结构
A237焊条 E318V-15焊条低氢型直流焊接一般耐热、耐蚀的 0Cr19Ni9 及 0Cr17Ni12Mo2 不锈钢结构
A242焊条 E317-16焊条钛钙型交直流焊接同类型的不锈钢结构
A302焊条 E309-16焊条钛钙型交直流焊接同类型的不锈钢、不锈钢衬里、异种钢( Cr19Ni9 同低碳钢)以及高铬钢、高锰钢等
A307焊条 E309-15焊条低氢型直流焊接同类型的不锈钢、异种钢、高铬钢、高锰钢等
A312焊条 E309Mo-16焊条钛钙型交直流用于焊接耐介质腐蚀的同类型不锈钢容器,也可作不锈钢衬里、复合钢板、异种钢的焊接
A317焊条 E309Mo-15焊条低氢型直流用于耐介质腐蚀的同类型不锈钢、复合钢板、异种钢的焊接
A402焊条 E310-16 焊条钛钙型交直流用于在高温条件下工作的同类型耐热不锈钢焊接,也可用于硬化性大的铬钢以及异种钢的焊接
A407焊条 E310-15焊条低氢型直流用于同类型耐热不锈钢、不锈钢衬里,也可用于硬化性大的铬钢以及异种钢的焊接
A402焊条 E310Mo-16焊条钛钙型交直流用于焊接在高温条件下工作的耐热不锈钢、不锈钢衬里,异种钢,在焊接淬硬性高的碳钢、低合金钢时韧性极好
A422焊条钛钙型交直流用于焊补炉卷轨机上的 Cr25Ni20Si2 奥氏体耐热钢卷筒
A432焊条 E310H-16焊条钛钙型交直流专用于焊接 HK40 耐热钢
A462焊条钛钙型交直流用于高温条件下工作的炉管(如 HK-40 、 HP-40 、 RC-1 、RS-1 、 IN-80 )等的焊接
A502焊条 E16-25MoN-16焊条钛钙型交直流用于焊接淬火状态下的低合金和中合金钢异种钢及钢性较大的结构以及相应的热强钢等,如淬火状态下的 30 铬锰硅以及不锈钢、碳钢、铬钢及异种钢的焊接
A507焊条 E16-25MoN-15焊条低氢型直流用于焊接淬火状态下的低合金和中合金钢异种钢及钢性较大的结构以及相应的热强钢等,如淬火状态下的 30 铬锰硅以及不锈钢、碳钢、的焊接
A512焊条 E16-8-2-16焊条钛钙型交直流主要用于高温高压不锈钢管路的焊接
A607焊条 E330MoMnWNb-15焊条低氢型直流用于在850 ℃ -900 ℃ 高温条件下工作的同类型不锈钢材料的焊接以及制氢转化炉中集合管和膨胀管(如 Cr20Ni32 和 Cr20Ni37 材料)的焊接
A707焊条低氢型直流用于醋酸、维尼纶、尿素等设备的焊接
A717焊条低氢型直流适用于2Cr15Mn15Ni2N 低磁不锈钢电物理装置结构件或1Cr18Ni11Ti 异种钢的焊接
A802焊条钛钙型交直流焊接浓度 50% 和一定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种。