四缸直列发动机缸体加工工序卡片
汽车发动机装配工艺卡

凸轮轴的安装
17
总装工艺卡 共1页 工序号 171 172 173 174 175 操作内容 用7个12号长螺栓紧固机油泵总成 安装曲轴正时皮带轮,带轮内圆凹槽与曲轴上的突起对 齐,用橡胶锤轻轻敲紧。 第1 页 工具和设备 棘轮扳手、12 号套筒、接杆 橡胶锤
用一个10号螺栓安装张紧轮。注意:不要把螺栓扭太紧。 棘轮扳手、10 号套筒、接杆 安装张紧轮弹簧。 用14号螺栓紧固凸轮轴正时皮带轮.注:先用扳手固定皮 带轮。扭矩:59N· m 扭力扳手、棘 轮扳手、14号 套筒、连杆
项目 1 2 3 4
数量 10 3 1 1
零件 编号 1811 1821 1831 1841
零件 名称 10号 螺栓 12号 螺栓 17号 螺栓 皮带 导轮
分组 号 1008 1008 1008 1008 装配名 称 安装保护罩、机油标尺与导管
19
总装工艺卡 共1页 工序号 191 192 193 194 195 196 操作内容 用4个10号螺母紧固气门室罩,安装加油盖。注:先安装垫 片 用2个10号螺栓2个10号螺母紧固机油机集滤器。注:安装 螺母前先安装垫片。 用6个10号螺栓紧固发动机后油封。注:先安装垫片 安装飞轮。注:飞轮上的标记与缸体标记对应。 用2个10号螺母19个10号螺栓紧固油底壳。注:安装前先安 放密封衬垫,2个螺母安装在定位螺栓上。 安装放油螺栓。 17号手动扳手 第1页 工具和设备 10号套筒、棘 轮扳手、接杆
将凸轮轴安装位置清洗油道,并把用黄油把油口封堵。
将1号凸轮轴与2号凸轮轴安装在缸盖对应位置上。注:2 号凸轮轴上的正时标记对在1号凸轮轴两个正时标记中间。 安装2号凸轮轴油封 安装凸轮轴轴承盖。注:轴承盖应安装在对应位置,方向 一致。扭矩:13N· m 紧固18个10号螺栓致对应轴承盖孔上。 紧固4个10号双头螺栓致对应轴承盖上。 扭矩:25-30N· m 扭力扳手、棘 轮扳、10号长 套筒、接杆
汽车发动机装配工艺卡

正时皮带罩
水泵 水泵螺栓 曲轴皮带轮 曲轴皮带轮螺栓 气门室盖 气门室盖螺栓
14
安装气门室盖、垫片和螺栓,再安装加油盖
装配名 称
正时皮带轮组和气门室盖的安装
关键项
13
1
10701
加油盖
工艺编号
发动机装配工艺卡 共 7 页
工序号
1 2 3
第 7 页
工具和设备
操作内容
安装机油标尺和导管,并用螺栓上紧 安装发电机支架,并用螺栓上紧 安装发动机其它附件
10402
10403 10404 10405 10406 10407 10408
轴承盖螺栓
双头螺柱 凸轮轴 定位油封 锁紧垫圈 止推凸缘 隔圈
装配名 称
凸轮轴的安装
工艺编号
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 将机油泵总成对应曲轴外伸端安装,再安装螺栓,并上紧 翻转发动机180°,使曲轴那面朝上 套筒
关键项
工艺编号
发动机装配工艺卡
共 7 页
工序号 操作内容 将连杆衬套压入连杆小头,再组装活塞与连杆,将活塞销推 入活 塞一端的销孔内后,继续将活塞销推入连杆衬套,使活塞 销端面与卡环槽的端面平齐后再装卡环,注意活塞与连杆的方 向 安装活塞环,顺序是先装油环,最后装第一道气环,检查环 在环槽是否转动灵活并加润滑油,并用塞尺检查活塞环间隙 转动曲轴,使1缸位于压缩行程上止点 将气缸壁,连杆轴颈等部位涂以润滑油,然后弄清活塞,连 杆,连杆盖上的标记是否一致,先安装连杆上轴瓦,再用活塞 环夹夹紧活塞环,用手锤木柄轻敲活塞顶,将活塞推入气缸, 一人在曲轴箱方向用手接住连杆大头套入连杆轴颈,注意活塞 环的方向,先安装2,3缸,再转动曲轴180°后安装1,4缸 盖上连杆盖和轴瓦,注意连杆盖的记号和方向,有调整垫片 时,不要放斜,不可漏装
四缸直列发动机缸体加工工序卡片

粗镗曲轴孔
YG6
2
154
千分尺
2
半精镗曲轴孔
YG6
2
334
3
精镗曲轴孔
YG6
1
1205
1
粗镗气缸孔
YG6
2
210
96
卡尺
2
半精镗气缸孔
YG6
2
210
220
卡尺
3
精镗气缸孔至Φ
YG6
1
210
398
卡尺
0.1
北华航天
工业学院
机械加工工序卡片
本工序号
零件图号
名称
编制
第5页
7
5
加工螺纹孔及销孔
指导
共7页
审核
设备名称
Z525
材料牌号
灰铸铁
冷却液
夹具
名称
代号
专用夹具
工步号
工步内容
工具
走刀次数
走刀长度
切削速度
主轴转数
量具
名称
规格
1
珩磨气缸孔
珩磨头
1
210
50
150
千分表
北华航天
工业学院
机械加工工序卡片
本工序号
零件图号
名称
编制
秦志波
第7页
9
7
加工曲轴孔
指导
刘志强
共7页
审核
设备名称
Y61
材料牌号
灰铸铁
冷却液
夹具
名称
代号
专用夹具
工步号
工步内容
工具
走刀次数
走刀长度
切削深度
进给量
切削速度
气缸工艺卡

1.技术要求汽缸体与汽缸盖不应有油污、积炭、水垢及杂物。
水冷式汽缸体与汽缸盖用0.34~0.44Mpa的压力作持续5min水压试验,不得渗漏。
汽油发动机汽缸体上平面到曲轴轴承承孔轴线的距离,不少于原设计基本尺寸0.44mm.注:原设计是指制造厂和按规定程序批准的技术文件(下同)所有结合平面不应有明显的凸出、凹陷、划痕或缺损。
汽缸体上平面和汽缸盖下平面的平面度公差应符合表B-1的规定。
汽缸体曲轴、凸轮轴轴承承孔的同轴度公差应符合原设计规定。
凡能用减磨合金补偿同轴度误差的,以汽缸体两端曲轴轴承承孔公共轴线为基准,所有曲轴轴承承孔的同轴度公差为¢0.15mm,以汽缸体两端凸轮轴轴承承孔公共轴线为基准,所有凸轮轴轴承承孔的同轴度公差为¢0.15mm。
汽缸体后端面对曲轴两端轴承承孔公共轴线的端面全跳动不大于0.20mm.表B-1汽缸体上平面与汽缸盖下平面的平面度公差燃烧室容积不小于原设计极限值的95%。
同一台发动机的汽缸盖燃烧室容积之差应符合原设计规定。
汽缸体、汽缸盖各结合面经加工后的表面粗糙度应不低于Ra3.2μm.汽缸盖上装火花塞或喷油嘴和预热塞的螺孔螺纹损伤不多于一牙,汽缸体与汽缸盖上其它螺孔螺纹损伤不多于两牙。
修复后的螺孔螺纹应符合装配要求。
各定位销、环孔及装配基准面的尺寸和形位公差应符合原设计规定。
选用的汽缸套、气门导管、气门座圈及密封件应符合相应的技术条件,并应满足本标准的有关装配要求。
气门导管承孔内径应符合原设计尺寸或分级修理尺寸(见表B-2)。
气门导管与承孔的配合过盈一般为0.02~0.06mm.进、排气孔座圈承孔内径应符合原设计尺寸或修理尺寸(见表B-2)。
承孔表面粗糙度不低于Ra6.3μm,圆度公差为0.0125mm,与座圈的配合过盈一般为0.07~0.17mm.镶装干式汽缸套的承孔内径应为原设计尺寸或同一级修理尺寸(如表B-2)。
承孔表面粗糙度不低于Ra3.2μm,圆柱度公差为0.01mm.汽缸套与承孔的配合过盈应符合原设计规定;无规定者,一般为0.05~0.10mm。
发动机装配工艺卡
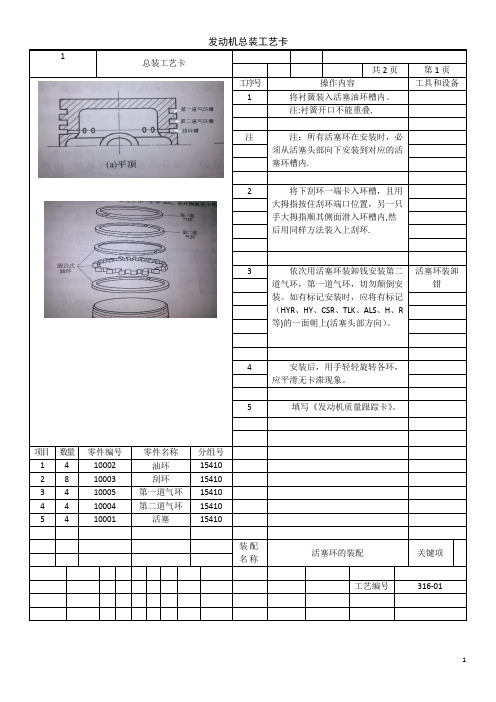
1总装工艺卡共2页第1页工序号操作内容工具和设备1 将衬簧装入活塞油环槽内。
注:衬簧开口不能重叠.注注:所有活塞环在安装时,必须从活塞头部向下安装到对应的活塞环槽内.2 将下刮环一端卡入环槽,且用大拇指按住刮环端口位置,另一只手大拇指顺其侧面滑入环槽内,然后用同样方法装入上刮环.3 依次用活塞环装卸钱安装第二道气环,第一道气环,切勿颠倒安装。
如有标记安装时,应将有标记(HYR、HY、CSR、TLK、ALS、H、R等)的一面朝上(活塞头部方向)。
活塞环装卸钳4 安装后,用手轻轻旋转各环,应平滑无卡滞现象。
5 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 4 10002 油环154102 8 10003 刮环154103 4 10005 第一道气环154104 4 10004 第二道气环154105 4 10001 活塞15410装配名称活塞环的装配关键项工艺编号316-01总装工艺卡共2页第2页1 将衬套压入连杆小头。
压力机2 将活塞置于红外加热器中加热至60℃~80℃.红外恒温加热器3 取出活塞并迅速擦净座孔,将活塞销推入一个座孔.清洁布4 在连杆小头衬套内涂上一层润滑油并把小头伸入活塞内,迅速使活塞销通过连杆小头直至活塞另一端销孔边缘。
注:安装时,活塞朝向标记应与连杆的朝向标记,方向一致。
5 装入挡圈。
挡圈钳7 安装连杆上瓦片,并将上瓦片标识与连杆凹槽对应。
6 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 1 10001 活塞154102 1 10006 活塞销154103 1 10007 连杆154104 2 10008 挡圈154105 1 10009 连杆上瓦片15410装配名称组装活塞与连杆关键项工艺编号316-01总装工艺卡共1页第1页工序号操作内容工具和设备1 安装机油滤清器接头并用扭力扳手拧紧,扭力扳手注:拧紧扭矩30.8~57.2N2 在机油滤清器支架上分装机油滤清器支架锥形螺栓并拧紧。
缸体加工工艺

六、缸体工艺分析
(一)、面的加工:
大面一般采用刚性铣床,为保证设备的柔性,铣头采用CNC三维控制,小面一般用加工 中心铣削。对于铝合金材料,一般采用高速加工中心。 加工顺序:粗铣---半精铣----精铣 加工特点:余量大,噪音大,刀具损耗快; 加工机床:加工中心、数控铣床、组合机; 加工刀具: 铣刀; 量检具: 粗糙度用粗糙度仪,距离:三坐标
东风汽车有限公司商用车发动机厂
COMMERCIAL VEHICLE ENGINE PLANT, DONGFENG MOTOR CO., LTD.
六、缸体工艺分析
(二):螺纹孔加工:
螺纹孔大多是和螺栓配合,起紧固作用,故对其形位公差要求较低(位置度 大多在0.4mm左右)但对螺扣要求严格,必须能承受规定的力矩,不能乱扣。 加工特点:数量多,位置度容易保证,刀具比较贵,占节拍较长。 加工顺序:钻底孔---倒角----攻丝 加工机床:高速加工中心或多轴组合机; 加工刀具:钻头、倒角刀、丝锥; 量检具: 螺纹规、三坐标;
优点:柔性好,适用于加工小型缸体 缺点:(1) 刀库容量小,对刀长限制严格;(2)每次只能加工一个孔,加工节拍慢; (3)夹具回转,加工精度相对较低。
2、专用机床:用于加工大面和部分孔
优点(1)刀具大小、长度相对不受限制;(2)可以多个主轴同时加工,节拍快;(3) 刚性好,加 工质量稳定 缺点:柔性差,无法切换加工别的品种。
风神发动机 发动科技的力量
东风汽车有限公司商用车发动机厂
COMMERCIAL VEHICLE ENGINE PLANT, DONGFENG MOTOR CO., LTD.
六、缸体工艺分析
风神发动机 发动科技的力量
东风汽车有限公司商用车发动机厂
发动机缸体工序卡

材料
HT250
产品型号
零件名称
零件号
发动机缸体
工序名称
粗镗四个气缸孔
工序号
35
材料名称
材料牌号
机械性能
机床
夹具
名称
型号
编号
名称
代号
组合镗床
同时加工件数
工人等级
准备/终结时间
单件时间
工步号
工步内容
走刀次数
切削用量
机动时间
辅助时间
工具名称
工具代号
切削深度
进给量
每分转数或双行程数
切削速度
1
粗镗四个孔
铣
组合铣床
55
拉主轴承做分开面
拉
CS-9007型汽缸体拉床
60
钻上平面和右平面上的孔
钻
组合钻床
65
钻油路上的孔
钻
组合钻床
70
扩上平面上的孔
扩
组合钻床
75
对右平面和上平面上的孔进行攻丝
钻
组合钻床
80
铣轴承座分开面的端面
铣
组合铣床
85
钻顶面上的孔并扩孔
钻
组合钻床
90
铰底面上的孔
铰
组合钻床
95
分平面底面攻丝
分厂或车间
发动机厂
第2页
产品名称
发动机
产品型号
零件名称
发动机缸体
零件号
材料
HT250
产品型号
零件名称
零件号
发动机缸体
工序名称
粗铣顶面、底面和右侧放置水阀平面
工序号
10
材料名称
材料牌号
机械性能
发动机缸体工序卡

组合铳床
55
拉主轴承做分开面
拉
CS-9007型汽缸体拉床
60
钻上平面和右平面上的孔
钻
组合钻床
65
钻油路上的孔
钻
组合钻床
70
扩上平面上的孔
扩
组合钻床
75
对右平面和上平面上的孔进行攻丝
钻
组合钻床
80
铳轴承座分开面的端面
铳
组合铳床
85
钻顶面上的孔并扩孔
钻
组合钻床
90
铰底面上的孔
铰
组合钻床
95
分平面底面攻丝
150
清洗
XSZ机体专用清洗机
武汉大学动机学院机械系
工艺实习记录卡片(一)
工厂名称
洛阳一拖
共10页
专业
机械自动化
机械加工工序卡
分厂或车间
发动机厂
第1页
产品名称
—
发动机
1
产品型号
零件名称
1
发动机缸体
零件号
材料
HT250
产品型号
零件名称
零件号
发动机缸体
工序名称
铳左侧面4块基平 面和4个凸块
工序号5
材料名称
铳
组合铳床
15
精铳底面
铳
20
在底面钻,镗两定位销孔,保证销孔 的位置精度
钻,镗
组合钻床
20-1
粗镗4个气缸孔
镗
25
粗、精铳前后端面,固定水泵法兰
铳
组合铳床
30
粗镗5个半圆主轴承孔3个凸轮轴孔
镗
35
粗镗四个气缸孔
镗
40
铳燃油箱和两个水管平面
发动机总装工艺过程卡片

发动机皮带安装要调节,张紧轮需要调整
装配工序卡片
产品名称
产品代号
部件名称
部件代号
工艺过程编号
设备和工艺装配
名称
型号编号
装配件明细表
工步号
工步内容
工时
作业标准
工具辅料
序号
名称
数量(个)
1
缸体
1
2
活塞
1
3
气环1
1
4
气环2
1
5
活塞销
1
6
连杆
1
7
连杆固定螺栓
2
8
连杆大头
1
9
轴瓦1
1
10
曲轴
套筒扳手M12,扭力扳手
砂纸
扭力为90—120N·M,
090
配气机构部件安装
气缸盖为基准,先安装气门弹簧,再安装气门弹簧座,再安装气门锁片,再安装推杆,再安装摇臂,再安装凸轮轴(用5个凸轮轴卡钳卡住,再用10个M13X5的螺栓紧固)
气门弹簧卡钳,套筒扳手M13
100
气门罩安装
以气缸盖为基准,先安装垫片,再安装气门罩(8个M10X2.5的螺钉)
铜棒,榔头,装用工具
汽油,机油
轴承和凸轮轴清洗干净
030
曲轴安装
先安装轴瓦5个,在放上曲轴,装上卡片,固定曲轴装置(用10个M22X8),在装上油封和挡板
呆扳手M22,气动气枪,扭力扳手
汽油,机油
螺栓固定分3次扭紧、扭力为60N·M
040
连杆活塞组件安装
以活塞为基准,安装2个气环、一个油环,再装一边的活塞销卡环,再装连杆小头,再装活塞销,再装另一边的活塞销卡环,再装连杆大头
直列四缸曲轴的机械加工工序卡片

机械加工工序卡片产品型号零件图号产品名称零件名称共36页第1页车间工序号工序名材料牌号金10 粗车QT700-02毛坯种类毛坯外形尺寸每坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1夹具编号夹具名称切削液无工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 粗车大端面外圆,保证尺寸Ø162−0.1600mm。
专用车床夹具200 101.8 0.91 2 1 0.20描校 2 粗车大端面。
专用车床夹具200 49.8 0.4 4.2 1 0.063 粗车小端面,保证总长尺寸1010.6±0.5mm。
专用车床夹具1120 81.4 0.79 4 1 1.30底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共36页第2页车间工序号工序名材料牌号金15 半精车QT700-02毛坯种类毛坯外形尺寸每坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1夹具编号夹具名称切削液无工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 半精车大端面,保证尺寸64±0.5mm。
专用车床夹具320 161.8 0.94 1.7 1 0.28描校 2 半精车大端外圆,保证尺寸Ø161−0.1600mm。
专用车床夹具400 202 0.94 1.0 1 0.083 钻大端中心孔。
专用车床夹具底图号 4 掉头,钻小端中心孔。
专用车床夹具设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共36页第3页车间工序号工序名材料牌号金20 粗车QT700-02毛坯种类毛坯外形尺寸每坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用车床C630 1夹具编号夹具名称切削液无工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 粗车第三主轴颈至Ø88.3−0.3500mm,轴颈宽度为63.35 0+0.300mm,并保证尺寸309.8−0.5200mm。
四缸直列发动机缸体加工工序卡片
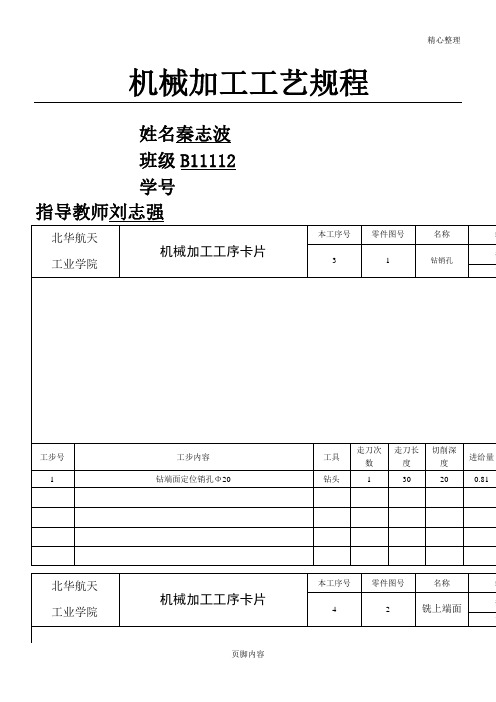
精心整理机械加工工艺规程姓名秦志波班级B11112学号指导教师刘志强北华航天工业学院机械加工工序卡片本工序号零件图号名称编3 1 钻销孔指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 钻端面定位销孔Φ20 钻头 1 30 20 0.81 北华航天工业学院机械加工工序卡片本工序号零件图号名称编4 2 铣上端面指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 粗铣缸体上端面YG62 5503 0.12 半精铣气缸体上端面YG6 2 550 1.75 0.1 北华航天工业学院机械加工工序卡片本工序号零件图号名称编5 3 铣下端面指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 粗铣下端面YG62 6003 0.12 半精铣下端面YG6 2 600 1.75 0.1北华航天工业学院机械加工工序卡片本工序号零件图号名称编4 4加工气缸内壁指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 粗镗气缸孔YG62 210 2.5 0.82 半精镗气缸孔YG6 2 210 1.25 0.53 精镗气缸孔至Φ105.9H7 YG6 1 210 0.4 0.2 北华航天工业学院机械加工工序卡片本工序号零件图号名称编7 5加工螺纹孔及销孔指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 钻Φ12螺纹孔钻头 1 20 12 0.812 攻螺纹丝锥 1 20 0.81 北华航天工业学院机械加工工序卡片本工序号零件图号名称编8 6 珩磨气缸孔指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 珩磨气缸孔珩磨头 1 210 0.1 0.1 北华航天工业学院机械加工工序卡片本工序号零件图号名称编9 7 加工曲轴孔指审工步号工步内容工具走刀次数走刀长度切削深度进给量1 粗镗曲轴孔YG62 2.5 0.82 半精镗曲轴孔YG6 2 1.25 0.53 精镗曲轴孔YG6 1 0.5 0.2。
缸盖加工工艺概述
精基准的选择
• 缸体结合面和罩壳面比较大,结构上比较 适宜做精基准,因此,选择缸体结合面和 此面上的 2 个定位销孔作为第一精基准, 罩壳面为第二精基准。
工序组合
• 这方面对产品位置精度的影响较大,一般 来说, 按照工件位置精度要求的严格与否, 有 4 种方法可以选择,1)要求不严的,可 以分别用不同的基准来定位加工;2)有一 定要求的,通过用同一个基准来定位加工; 3)要求很严的,通过一次装夹来完成;4) 要求极严的,既要一次装夹,又要用一把 刀同时加工, 由此,可以得出缸盖机加工 艺的核心原则。
缸盖加工工艺概述
汽车发动机缸盖与发动机的配气和点火等重要性 能 密不可分。而缸盖作为复杂零件,加工复杂,以直 列 4 缸发 动机铝合金缸盖为例,简述缸盖与相关零 件的装配 关系、机加工艺核心原则及关键部位加工
方法
装配关系
装配关系
缸体结合面
• 1·缸体结合面 与缸体结合,此面上有燃烧室。气 缸的容积与燃 烧室容积的比值称为压缩比,这是 发动机性能的重要 参数。气缸中被压缩的可燃混 合气体在燃烧室内被点火和燃烧,燃烧室容积变 小,可能引起爆燃,容积变大,会导致发动机功 率不足。
核心原则
• 加工顺序方面要求:1)以缸体结合面方向 上的毛坯粗基准作首次定位基准;2)凸轮 轴孔系一次装夹且用一把刀加工;3)阀座 导管孔系一次装夹且用一把刀加工;4)挺 杆孔和阀座导管孔系最好一次装加工,对 于部分要求不是特别严格的产品,也可以 通过调整夹具精度的方式保证位置度;5) 其余部位可用不同精基准定位进行加工。
机加工艺
• 工艺方案的制定主要考虑 2 方面:1)加工 顺序,
• 即先与后、分与合的问题;2)加工方法, 即具体的实现手段。
• 本着先基准、后其它的机加工原则,首先 要考虑的是粗、精基准。
机械制造行业直列四缸曲轴的机械加工工序卡片

毛坯外形尺寸
每坯可制件数
每台件数
1
1
设备型号
设备编号
同时加工件数
C630
1
夹具编号 工位器具编号
夹具名称 工位器具名称
切削液
无
工序工时
准终
单件
工 步 描图 号
工步内容
主轴
切削
背吃
工步工时
工 艺 装 备 转速
速度
进给量
刀量
进给
mm/r
次数 机动 辅助
r/min
m/min
mm
1 粗车第三主轴颈至 mm,轴颈宽度为 mm,并保证尺 专用车床夹具
1
0.06
3 粗车小端面,保证总长尺寸 1010.6±0.5mm。 专用车床夹具 1120 81.4 0.79
4
1
1.30
底图号
装订号 标记
附 附录
处数
更改文件号 签字 日期 标记 处数 更改文件号 签字
录
机械加工工序卡片
产品型号 产品名称
设计 审核 标准化 会签 (日期) (日期) (日期) (日期)
日期
零件图号
4 5
零件名称
共 36 页 第 2 页
车间
工序号
工序名
材料牌号
金
15
半精车
QT700-02
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
CA6140
1
夹具编号
夹具名称
切削液
无
工位器具编号
工位器具名称
工序工时
气缸盖加工流程卡doc

390
精镗两端油封孔
400
精镗凸轮轴孔
410
清理
420
清洗
430
终检
440
压水套闷盖及标准件等
450
产品包装入库
日期
合格数
料废
工废
操作者
检验员
备注
240
清理
250
清洗
260
压装进排气座圈及导管
270
铰导管孔及锪座圈密封带
280
钻凸轮轴孔
290
镗凸轮轴孔φ45.4孔
300
半精镗凸轮轴孔
310
镗两端油封孔
320
两端油封孔口倒角
330
精铣顶面
340
精铣进气侧面
350
精铣排气侧面
360
精铣后端面
370
精铣前端面
380
130
钻攻进气侧螺纹孔
140
钻攻排气侧螺纹孔
150
钻攻顶面孔
160
钻铰两端螺纹孔、扩铰水堵孔
170
钻铰进排气座圈及导管底孔
180
钻φ3,φ5斜油孔
190
钻攻锪火花塞孔
200
铣摇臂轴座R面
210
钻进气侧通气孔
220
钻排气侧通气孔
230
钻φ5回油孔
汽缸盖加工流程卡
产品名称:
产品型号:
数量:
批次:
日期:
工序名称
汽缸盖加工流程卡
产品名称:
产品型号:
数量:
批次:
日期:
工序名称
日期
合格数
料废
工废
操作者
检验员
备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具
名称
规格
1
珩磨气缸孔
珩磨 头
1
210
50
150
千分 表
北华航天
工业学院
本工序号
零件图号
名 称
编制
秦志波
第7页
机械加工工序卡片
9
7
加工曲轴孔
指导 审核
刘志强
共7页
设备名称
Y61
材料牌号
灰铸铁
夹具
名称 代号 专用夹
具
/、
丄步号
工步内容
工 具
/、
刀数 走次
走刀 长度
切削 深度
进给
量
切削 速度
机械加工工艺规程
姓名
班级B11112
学号
指导教师刘志强
北华航天
工业学院
机械加工工序卡片
本工序号
零件图号
名 称
编制
秦志波
第1页
3
1
钻销孔
指导
刘志强
共7页
审核
设备名称
Z525
材料牌号
灰铸铁
冷却液
夹具
名称
代号
北华航天
工业学院
机械加工工序卡片
本工序号
零件图号
名 称
编制
秦志波
第2页
4
2
铣上端面
指导
刘志强
共7页
主轴 转数
量具
名称
规格
1
粗镗曲轴孔
YG6
2
154
千分 尺
2
半精镗曲轴孔
YG6
2
334
3
精镗曲轴孔
YG6
1
1205
第3页
机械加工工序卡片
5
3
铣下端面
指导
刘志强
共7页
审核
设备名称
X35
材料牌号
灰铸铁
冷却液
夹具
名称 专用夹
具
/、
代号
丄步号
工步内容
工
具
/、
走刀 次数
走刀 长度
切削 深度
进给
量
切削 速度
主轴 转数
量具
名称
规格
1
粗铣下端面
YG6
2
600
3
148
235
游标 卡尺
2
半精铣下端面
YG6
2
600
160
254
北华航天
规格
1
钻①12螺纹孔
钻头
1
20
12
13
311
2
攻螺纹
丝锥
1
20
北华航天
工业学院
本工序号
零件图号
名 称
编制
秦志波
第6页
机械加工工序卡片
8
6
珩磨气缸孔
指导 审核
刘志强
共7页
设备名称 绗磨机
材料牌号
灰铸铁
冷却液
夹具
名称
代号
专用夹 具
/、
丄步号
工步内容
工 具
/、
刀数 走次
走刀 长度
切削 深度
进给
量
切削 速度
审核
设备名称
X35
材料牌号
灰铸铁
冷却液
夹具
名称
代号
专用夹 具
/、
丄步号
工步内容
工
具
/、
走刀 次数
走刀 长度
切削 深度
进给
量
切削 速度
主轴 转数
量具
名称
规格
1
粗铣缸体上端面
YG6
2
550
3
148
235
游标 卡尺
2
半精铣气缸体上端面
YG6
2
550
160
254
北华航天
工业学院
本工序号
零件图号
名 称
编制
秦志波
工业学院
本工序号
零件图号
名 称
编制
秦志波
第4页
机械加工工序卡片
4
4
加工气缸内
壁
指导 审核
;刘志强
共7页
设备名称
冷却液
夹具
名称
代号
专用夹 具
/、
丄步号
工步内容
工 具
/、
走刀 次数
走刀 长度
切削 深度
进给
量
切削 速度
主轴 转数
量具
名称
规格
1
粗镗气缸孔
YG6
2
210
96
卡尺
2
半精镗气缸孔
YG6
2
210
220
卡尺
3
精镗气缸孔至①
YG6
1
210
398
卡尺
0.1
北华航天
工业学院
本工序号
零件图号
名 称
编制
第5页
机械加工工共7页
审核
设备名称
Z525
材料牌号 灰铸铁
冷却液
夹具
名称
代号
专用夹 具 /、
丄步号
工步内容
工
具
/、
走刀 次数
走刀 长度
切削 深度
进给
量
切削 速度
主轴 转数
量具
名称